Как варить тонкий металл полуавтоматом. Полезная информация
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т. д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматомНаиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки.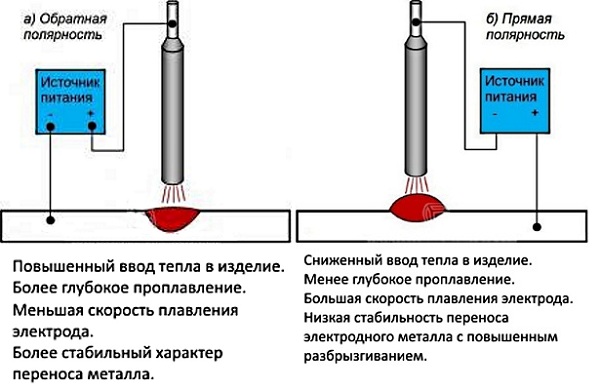 Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
- Подойдет для начинающих сварщиков.
- Нет необходимости постоянно удалять шлак из области сварного шва.
- Не требуется постоянно менять электроды.
- Металл при работе не разбрызгивается.
К минусам можно отнести:
- Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
- Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокойПеред началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
- необходимо правильно подобрать режим сварки.

- Соединение поверхностей происходит на пониженных токах (10-75 А).
- Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
- Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
- При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
- Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
- Угол между горелкой и зоной сварки должен составлять 45 градусов.
- Для получения полного провара сваривать рекомендуют с зазором.
- Присадочная проволока должна иметь продолжительный период плавления.
- Обязательно используйте защитную одежду.
- Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.


точечный сварной шов полуавтоматомС охраной труда при сварке можно ознакомиться здесь.
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
- До 3 мм. Варить полуавтоматом стоит сверху вниз.
- Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин.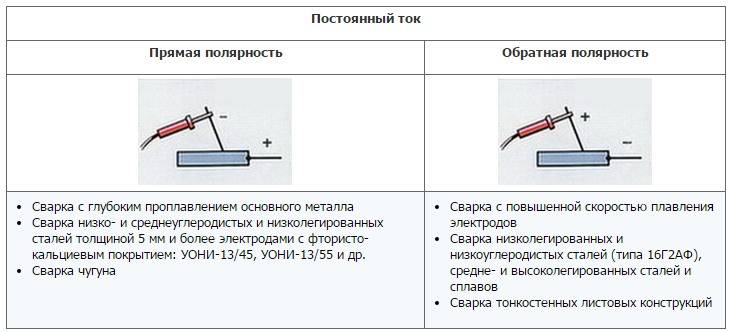 Сделать это можно на верстаке, сборочном столе или плите из стали.
Сделать это можно на верстаке, сборочном столе или плите из стали.
Как вам статья?
Как варить тонкий металл инверторной сваркой
Содержание:
Как варить тонкий металл инверторной сваркойПри сварке ворот и забора из профильной трубы приходится сталкиваться с определёнными трудностями. Такие конструкции имеют тонкий металл, который можно запросто прожечь инверторной сваркой.
Особенно тяжело в данном вопросе новичкам: при сварке тонкого металла конструкции деформирует, а сварочный шов получается не очень красивым. В данном обзоре сайта «Сварка и Пайка» svarkapajka.ru мы подготовили ряд советов, как варить тонкий металл начинающим сварщикам.
Режим и сила тока
Варить тонкий металл рекомендуется только на малых токах сварочного инвертора. Ниже в таблице мы привели нормы касательно диаметра электродов и силы тока.
Если используются электроды диаметром в 1,5 мм, то сила тока должна быть не более 45 ампер. Для электродов 2 мм, силу тока следует повысить до 60 ампер.
Электроды для сварки тонкого металла
Варить тонкий металл новичкам рекомендуется рутиловыми электродами. Рутиловые электроды имеют лёгкий розжиг дуги и хорошую отделяемость шлака.
При этом очень важен диаметр электродов. Чтобы варить тонкостенную трубу понадобятся электроды, диаметр которых составлял бы не более 2 мм.
Какую полярность сварочного инвертора выставить
Чтобы не прожигать тонкий металл во время сварки инвертором, рекомендуется использовать обратную полярность. Почему именно обратную полярность инвертора нужно использовать?
Существует две полярности сварочных инверторов: прямая и обратная. На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
На прямой полярности хорошо проваривать толстые металлы, а на обратной полярности, тонкие.
Всё связанно с температурой дуги: на прямой полярности температура выше, чем на обратной. Для того чтобы варить инвертором на обратной полярности, к плюсу аппарата подключается электрододержатель, а к минусу, подключается кабель массы (стандартное подключение: + к +, а — к -).
Как варить тонкий металл инверторной сваркой
Сварку тонкого металла не следует делать сплошным швом, рекомендуется сваривать заготовки короткими швами, через 5-10 см. Только потом можно будет наложить непрерывный сварочный шов.
Что это даст? Самое главное, тонкий металл не будет вести.
Следующий совет, это варить тонкий металл, только короткой дугой. Новичкам в сварке придётся сначала научиться выдерживать короткую дугу, поскольку это не так то и просто.
Короткая дуга имеет длину не более 4 мм, а нормальная дуга, от 4 до 6 мм. Так вот, чтобы варить короткой дугой (длинной дугой можно прожечь металл), электрод нужно быстро отводить от металла, а во время сварки, как можно ближе удерживать к поверхности.
Если металл очень тонкий, менее 2 мм, то во время его сварки нужно охлаждать места соединения, используя теплоотводящие пластины. Также нужно давать перерыв на то, чтобы металл немного остыл, так как длительное воздействие высоких температур может привести к его деформации.
Варить тонкий металл нужно быстро. То есть, не нужно подолгу удерживать электрод на одном месте, поскольку, в противном случае, образуется прожог.
Технологический процесс сварки тонких металлов
- Хорошо обработайте свариваемые участки металла, на них не должно быть ржавчины, грязи, жирных пятен;
- Поместите заготовки как можно ближе друг к другу, а затем соедините их струбцинами. Зазора при сварке тонкого металла быть почти не должно;
- Начните с прихваток, делая короткие швы на расстоянии 10 см., друг от друга;
- Затем наложите сплошной шов;
- Дайте металлу достаточно время на то, чтобы остыть.
Каждому сварщику нужно уметь варить тонкий металл. Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
Как контролировать деформацию деталей из тонколистового металла
Перейти к содержимомуПри наплавке валика присадочный металл наносится при высокой температуре выше точки плавления материала. Это примерно 2500 градусов по Фаренгейту (1370 градусов по Цельсию) для стали.
Сварной шов должен дать усадку при охлаждении до комнатной температуры, но соседний холодный основной металл препятствует этому.
Это ограничение создает высокое остаточное растягивающее напряжение, в результате чего сварной шов действует как натянутая резиновая лента, при этом заготовка удерживает концы ( Рисунок 1 ).
По этой причине, когда зажимы, удерживающие заготовку, снимаются, основной металл может двигаться (или пружинить), и деталь деформируется.
Более тонкий материал более восприимчив к этому, потому что он имеет меньшую жесткость. Нержавеющие стали также более восприимчивы, поскольку они имеют большее тепловое расширение и более низкую теплопроводность, чем углеродистые стали.
Когда сварной шов сжимается по ширине, это приводит к тому, что сварные швы с разделкой кромок «взлетают» вверх? или угловые швы, чтобы закрыть ( Рисунок 2 ).
Когда сварной шов сжимается по длине, основной металл скручивается вокруг сварного шва ( Рисунок 3 ). Следует обратить внимание на конструкцию и сварку, чтобы свести к минимуму такое коробление.
Хотя усадку сварного шва нельзя предотвратить, ее можно контролировать, выполнив следующие действия:
Избегайте переваривания . Чем больше размер сварного шва, тем больше усадка: правильно подобранный размер сварного шва не только сводит к минимуму деформацию, но также экономит сварочный металл и время.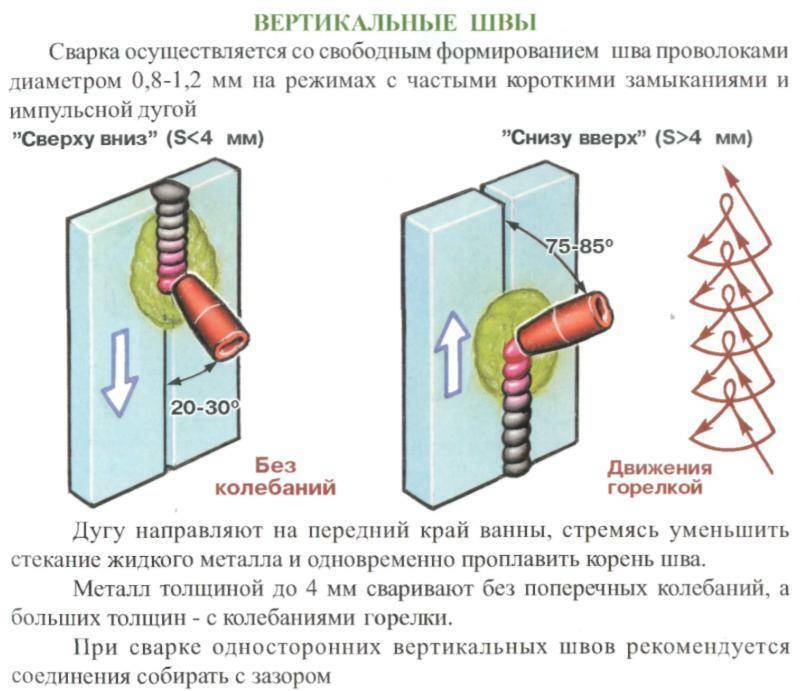
Прерывистая сварка . Используйте прерывистые сварные швы вместо непрерывных швов, где это возможно, чтобы свести к минимуму количество металла шва.
Меньшее количество проходов сварки . Поскольку с каждым проходом сварки накапливается усадка, меньшее количество больших проходов приводит к меньшему искажению, чем большее количество маленьких проходов с маленькими электродами.
Сварные швы размещайте вблизи нейтральной оси или в центре детали . Уменьшите коробление, предоставив меньше рычагов для сил усадки, которые вытягивают пластины из выравнивания.
Балансировочные швы вокруг нейтральной оси . Сварка на обеих сторонах листа компенсирует одну силу усадки другой, чтобы свести к минимуму деформацию ( Рисунок 4 ).
Использовать технику обратной ступенчатой сварки . Общая последовательность сварки в этом методе может быть слева направо, но каждый сегмент валика наплавляется справа налево ( Рисунок 5 ).
По мере размещения каждого сегмента валика нагретые края расширяются, что временно разделяет пластины в точке B.
По мере того, как тепло перемещается по пластине к C, расширение вдоль внешних краев CD снова сближает пластины. Это разделение наиболее выражено в первой бусине.
С последовательными валиками пластины расширяются все меньше и меньше из-за ограничений предыдущих сварных швов.
Предварительная настройка деталей . Предварительная настройка деталей перед сваркой может помочь вам с усадкой ( Рисунок 6 ). Требуемый размер предустановки можно определить по нескольким пробным сварным швам.
Чередование последовательностей сварки . Хорошо спланированная последовательность сварки предполагает размещение металла шва в разных точках сборки таким образом, чтобы при усадке конструкции в одном месте он противодействовал силам усадки уже выполненных сварных швов.
Примером этого является сварка попеременно с обеих сторон нейтральной оси при выполнении шва с проплавлением разделки встык.
Зажим . Зажимы, приспособления и приспособления, которые фиксируют детали в желаемом положении и удерживают их до окончания сварки, вероятно, являются наиболее широко используемыми средствами контроля коробления в небольших узлах или компонентах.
Несмотря на то, что после снятия свариваемой детали с приспособления или зажимов происходит некоторое смещение или деформация, оно будет меньше по сравнению с величиной смещения, которая могла бы произойти, если бы во время сварки не использовалось ограничение.
Упрочнение . Проклевка валика сварного шва растягивает его и снимает остаточные напряжения. Но оклейку нужно использовать с осторожностью.
Например, корневой валик никогда не следует зачищать из-за повышенного риска сокрытия или образования трещин.
Упрочнение на последнем проходе не допускается, поскольку оно может закрыть трещину и помешать визуальному осмотру. Прежде чем приступить к работе, необходимо получить техническое разрешение.
Снятие термических напряжений . Другим методом снятия усадочных сил является снятие термических напряжений, т. е. контролируемый нагрев сварного шва до повышенной температуры с последующим контролируемым охлаждением.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Интернет-аукцион: активы больше не нужны Skana Aluminium Co. Cookware Division
Все линии по производству кухонной посуды будут предлагаться в виде полной линии или по частям. Также на аукцион выставлена система обработки отходов, большое количество деталей, шкафы, инструментальный цех, вспомогательное оборудование и погрузочно-разгрузочное оборудование.
Три высококвалифицированных члена команды для поддержки успеха клиентов
WALTER Surface Technologies расширяет отдел продаж в США.
Wargo назначена новым менеджером по продукции для гибки TRUMPF
Кристофер Варго (Christopher Wargo) — новый менеджер по продукции автономных гибочных станков TRUMPF в Северной Америке.
Просмотреть все
eastwood 140 Welder – Google Поиск0003
suchoptionen
Tipp: Begrenze diesuche auf deutschsprachige Ergebnisse. Du kannst deinesuchsprache in den Einstellungen ändern.
Eastwood 140 Amp Elite MP140i Многофункциональный сварочный аппарат MIG-TIG-Stick
www.eastwood.com › eastwood-elite-mp140i-multi-…
Bewertung 4,5 (76 ) · 529, 97 $ · Auf LagerМногоцелевой сварочный аппарат Eastwood Elite MP140i Характеристики: · Сварка MIG, Stick или TIG · Новейшая инверторная технология IGBT · Максимальная мощность сварки 140 А · Мощность 30 % …
Eastwood 140 AMP MIG WELDER 120V TWECO-стиль …-Amazon.com
www.amazon.com ›Иствуд-Welder-tweco-стиль …
Bewertung 4,6 (17) · 379,99 $ · Auf Lager Новейшая инверторная технология Igbt; Легкий и портативный вес менее 25 фунтов; Металлический приводной двигатель для плавной работы; Режимы 2T/4T для комфортного во. ..
..
Материал: Алюминий
Вес изделия: 41 фунт
ИДЕАЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ для домашнего гаража! МИГ 140 – Ютуб
www.youtube.com › смотреть
17.03.2021 · MIG 140 – Сварка стали и нержавеющей стали до 3/16″! 18
Обзор сварочного аппарата Eastwood MIG 140 – Стоит ли оно того? и функции для новичков в сварке. Небольшие инверторные сварочные аппараты …
Сварочный аппарат Eastwood 140 Amp MIG – Walmart.com
www.walmart.com › … › Другие типы сварочных аппаратов проверенная версия нашего популярного сварочного аппарата MIG 135, который идеально подходит для сварки листового металла или даже для новичков, которые хотят начать с …
Сварочный аппарат Eastwood 140 Amp MIG Weld 120V Tweco-Style Torch … – eBay
www.ebay.com › … › MIG Welders
379,99 $ Nicht auf Lager
Используются стандартные расходные материалы Tweco. Новые режимы 2T/4T и функция прихватки повышают комфорт и производительность этой машины.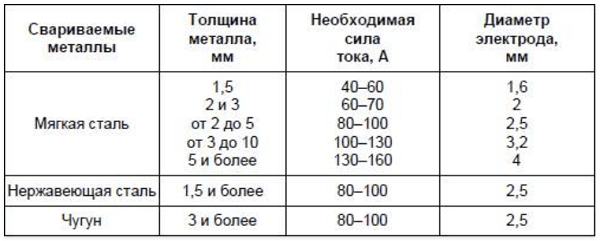 Сварочный аппарат Eastwood MIG 140.
Сварочный аппарат Eastwood MIG 140.
Процесс сварки: MIG TIG ARC
Скорость доставки: 5,0
Сварочный аппарат Eastwood 180 Amp MIG с включенным шпульным пистолетом
www.frost.co.uk › … › Сварка MIG
69 9,00 £
Сварочный аппарат для сварки MIG на 180 ампер Eastwood с включенным шпульным пистолетом · Работает как от 120, так и от 240 вольт для максимального удобства использования · Новейшая инверторная технология IGBT · Легкий и …
Размеры проволоки: 0,023”(0,6 мм) – 0,030”(0,8 мм) проволока Mig 0,030”(0,8 мм) – 0,035” (0,9 мм) порошковая проволока
Диапазон выходного тока: 120 В: 30 – 120 А 240 В: 30 – 180 Ампер
Газовая установка сварочного аппарата Eastwood MP140i – ВСЕ ДЕЛО О СБОРКЕ
www.allaboutthebuild.com › blog › 2022/12 › east… поддерживает MIG, TIG, палку и сварка под флюсом. Мы решили начать с MIG, для которого требуется сварочный газ.
Наш сварочный аппарат MIG 140 занимает достойное место в гараже и мастерской!
www.