Как правильно варить тонкий металл инвертором? Как варить тонкий металл
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.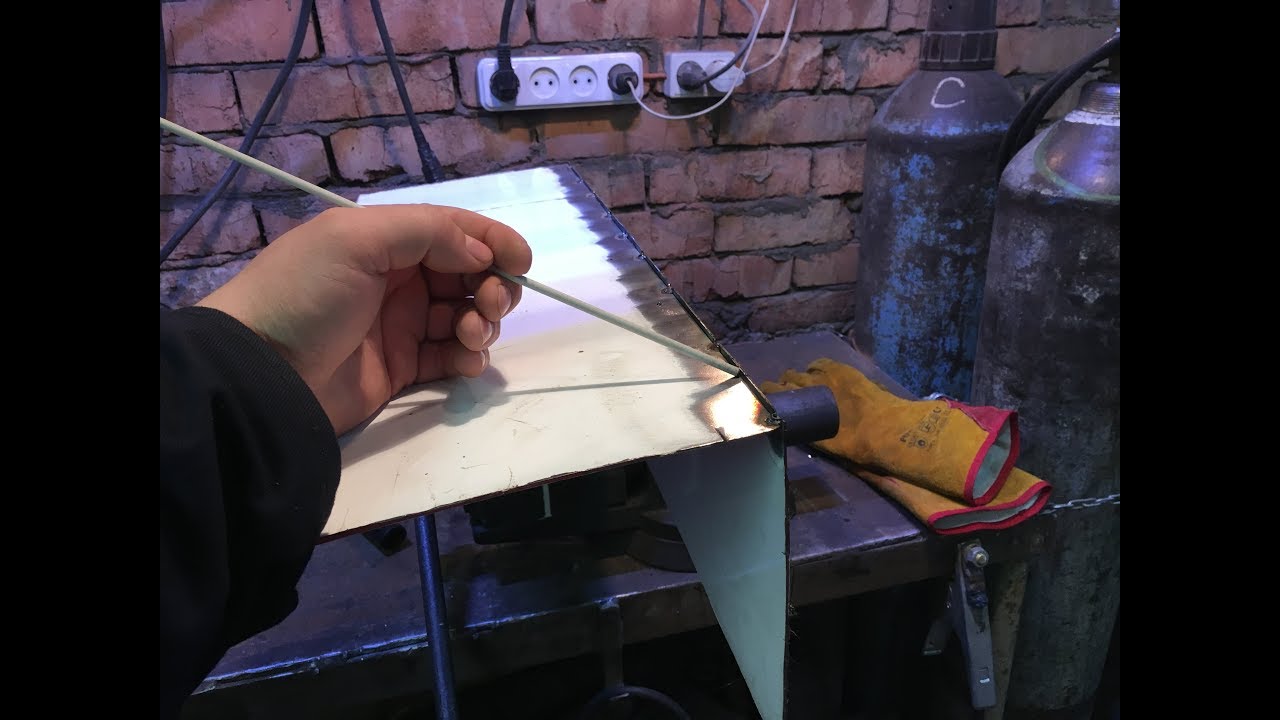
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок.
При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс.
После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.
Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла.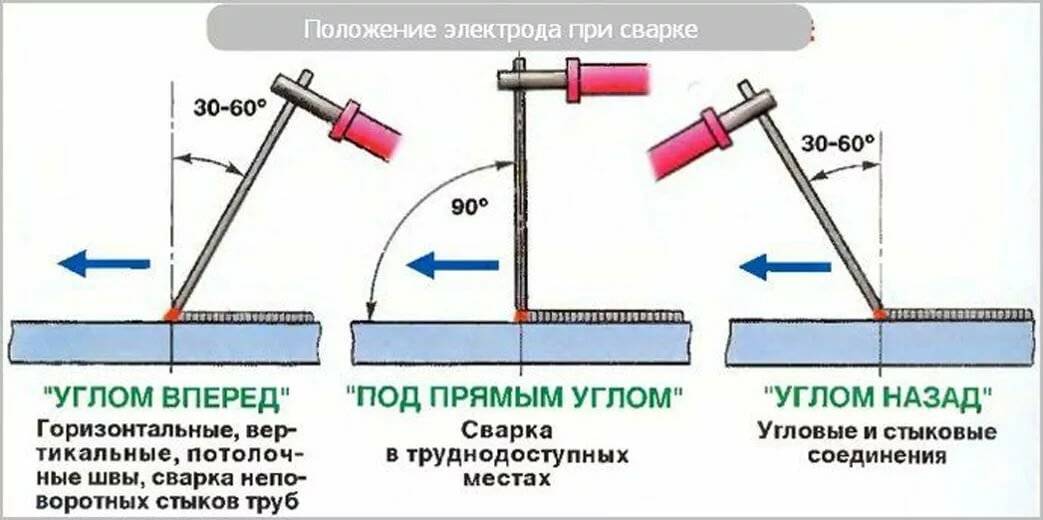 Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Тонколистовым считается металл, толщина которого составляет в пределах 3-5 мм. Такой материал сегодня используется достаточно часто и поэтому для специалистов, вопрос выполнения сварочных работ остаётся как нельзя более актуальным. Но в то же время есть и определённые сложности, которые имеют место при выполнении подобных операций.
Но в то же время есть и определённые сложности, которые имеют место при выполнении подобных операций.
Основная проблема –это высокая вероятность того, что при неосторожном движении сварка тонкого металла электродомзакончится прожогом металла с образованием на детали сквозного отверстия. В то же время при противоположном подходе к выполнению подобных работ проблемой может стать некачественный сварной шов – «непровар».
Ещё одной технологической проблемой сварки тонких листов металла становится использование в ходе работ исключительно малых токов. При этом даже в случае незначительного увеличения расстояния от электрода до поверхности детали произойдёт обрыв дуги. Именно поэтому из всего вышесказанного можно сделать вывод о том, что сварка тонколистовых деталей требует достаточно большого практического опыта и знания тонкостей процесса.
Сварка тонколистового металла: основные требования
При выполнении сварки тонкого металла электродомважно правильно выбрать его толщину в зависимости от толщины металлической детали, которая будет подвержена обработке.
Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).
 Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).
Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).Существует строгая зависимость между величиной задействованного тока и толщиной металла. Деталь с толщиной 3 мм требует использования 140-180 А сварного тока при электроде диаметром 3-4 мм. Если же берётся более тонкий электрод, необходимо снизить величину тока до 10-90 А.
Сварка тонких листов металлатребует использования электродов, которые имеют покрытие, обеспечивающее стабильное устойчивое горение и лёгкое возбуждение электрической дуги. Также важно, чтобы электрод плавился достаточно медленно для того, чтобы в результате давать необходимый для сварки жидкотекучий металл .
Виды тонколистовой сварки
Дуговая сварка
В ходе технологического процесса для соединения отдельных металлических деталей используется электрическая дуга. Этот вид сварки в свою очередь принято делить на плазменную, электроннолучевую, электрошлаковую и термитную.
Вне зависимости от используемого при сварке метода суть процесса заключается в том, что под действием высокой температуры образуется жидкий металл, который оплавляет кромки элементов конструкции, заполняя собой расстояние между ними. В результате образуется сварной шов.
В ходе этого процесса активно используется воздействие на металл давления. Сварка по этой технологии может быть выполнена с использованием стыкового или точечного метода. Зажимаются обе заготовки при помощи электродов, которые под действием высокой температуры расплавляются, соединяя под давлением детали.
Ультразвуковая сварка
Сварка тонколистового металлапроисходит путём размещения изделия между специальной опорой и рабочим наконечником сварочной установки. На детали оказывается вертикальное сжимающее усилие и колебания ультразвуковых волн, в результате чего возникают силы трения, за счёт которых и создаётся сварное соединение.
Сварка инвертором (полуавтоматом) тонкого металла
Одним из эффективных инструментов для сварки тонколистового металла тал сварочный полуавтомат. Он обеспечивает высококачественное соединение подобных материалов, так как способен отлично работать на малых токах. При этом должны учитываться качество свариваемого металла, марка электродов, стабильность рабочих характеристик самого аппарата на малых токах.
Он обеспечивает высококачественное соединение подобных материалов, так как способен отлично работать на малых токах. При этом должны учитываться качество свариваемого металла, марка электродов, стабильность рабочих характеристик самого аппарата на малых токах.
Лазерная сварка
Операция выполняется при помощи светового луча, который получен от газового или твердотельного излучателя. Потребности в использовании вакуума в данном случае нет, сварка выполняется в воздухе (при этом расстояние от детали до излучателя может быть значительным).
Способы выполнения сварки тонких листов металла
Шов выполняется непрерывно. Ключевыми факторами, которые влияют на успешность выполнения операции, являются правильно выбранный ток (порядка 40-60 А) и скорость ведения электрода вдоль линии соединения.
Прерывистая сваркатонколистового металла (сварка точками). Этот способ наиболее популярен у сварщиков при работе с изделиями из подобного материала. Каждая операция представляет собой короткое точечное касание электрода к металлу (как вариант возможно проведение коротких линий вдоль будущего шва). В данном случае стоит учитывать, что значение сварного тока будет несколько выше в сравнении с непрерывной сваркой.
Каждая операция представляет собой короткое точечное касание электрода к металлу (как вариант возможно проведение коротких линий вдоль будущего шва). В данном случае стоит учитывать, что значение сварного тока будет несколько выше в сравнении с непрерывной сваркой.
Стоит заметить, что именно этот способ выполнения сварочного соединения металла малой толщины считается самым экономичным: при этом обеспечивается высококачественный шов и минимум деформации металла.
Для соединения металлических частей, используется большое количество приборов и методов сварки. Но, когда речь, идёт про соединение тонких (меньше 2 мм) заготовок, тогда далеко не все способы и аппараты подойдут для этой цели. Такой металл еще называют «тонколистовым». Его используют во многих сферах, таких как:
- автомобилестроение, кораблестроение, авиастроение и железнодорожный транспорт;
- всевозможные корпусные конструкции;
- обшивочные части зданий
Сварка тонколистового металла не обошла стороной домашних мастеров и умельцев. Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом, выяснить тонкости и нюансы этого процесса.
Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом, выяснить тонкости и нюансы этого процесса.
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла:
Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла:
- Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А. Выбираем электроды для сварки тонкого металла согласно таблице
- Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
- Важно отменить что свариваемые детали должны плотно прилегать друг к другу
Процесс выполнения работ
- Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
- После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
- После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо «тянуть», в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Главный недостаток в сваривании тонкослойных металлических изделий является большая вероятность прогорания, деформации и повреждения металла. Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Как варить тонкий металл электродом. Работа инвертором
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
- Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой – выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры. Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
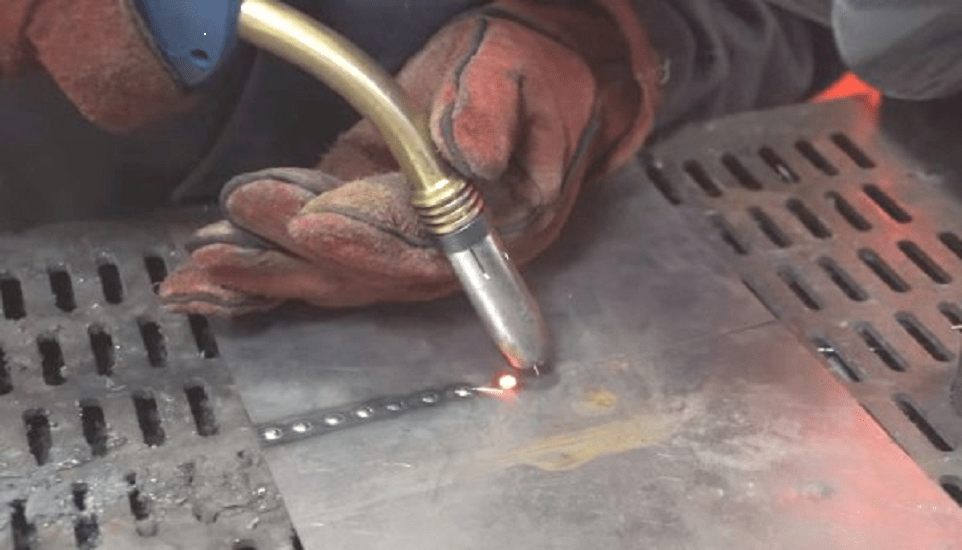
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от . Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае ” — ” подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл . Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание – наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов – это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто – это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.

Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное – не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.
Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Сварка листов тонкого металла инвертором позволяет быстро и качественно изготовить металлическое изделие.
Тонколистовым называют материал с толщиной до 5 мм, его часто применяют при производстве заготовок для автомобилей, моторных лодок, а также для изготовления труб, различных корпусных конструкций и т.д.
Основной проблемой при сваривании тонких листов металла является большая вероятность их повреждения.
Причиной этому может стать неосторожное движение сварщика, в результате чего на обрабатываемой детали может образоваться прожиг.
Кроме того, сварка тонкого металла, осуществляемая человеком без опыта, может получиться некачественной из-за несоблюдения технологии.
Так как сварочный процесс выполняется инвертором исключительно с применением малого тока, нельзя допускать даже незначительного разрыва рабочего расстояния между деталью и электродом.
В противном случае не избежать обрыва электродуги. Поэтому приступать к сварке инвертором тонких листов без знаний особенностей процесса не рекомендуется.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Сварка тонколистового металла плавящимся электродом
Чтобы процесс сварки тонкого металла полуавтоматом прошел успешно, необходимо использовать электропроводник с подходящим диаметром.
Например, для листов тонкого металла с толщиной до 1,5 мм нужно применять изделия с диаметром 1,6 мм.
Правильно варить плавящимся электродом тонкий металл — значит не допустить в процессе сварки перегрева, который может привести к прожигу в изделии.
Электропроводник перемещают по свариваемой линии со средним показателем скорости, как только возникает риск сгорания – скорость повышают.
Сила тока при инверторной сварке листов металла не должна превышать 40 Ампер.
Подбирая силу тока для работы плавящимся электродом, лучше проделать пробный сварочный шов, что упростит решение поставленной задачи.
При этом на пробном изделии можно варить полуавтоматом в разных режимах с учетом скорости перемещения электрода.
Варить нужно таким образом, чтобы удалось полностью обеспечить провар стальных кромок и при этом не прожечь материал.
Особенность сварки тонкого металла инвертором с плавящимся электродом заключается в мгновенном плавлении кромок, что не позволяет полноценно следить за сварочной ванной.
Именно поэтому варить полуавтоматом тонкие листы материала лучше начинать, получив опыт.
В процессе сваривания тонколистовых металлических изделий может применяться точечная или прерывистая технология сварки.
За счет короткого функционирования дуги образуются прихватки, впоследствии электродуга гасится, затем процесс повторяется на расстоянии, составляющим размер 2-х или 3-х диаметров электрода.
Период между созданием точек лучше свести к минимуму, чтобы расплавленный металл не успевал остывать.
Данный метод идеально подойдет, если нужно будет варить инвертором негерметичные конструкции из тонких листов. Точечные прихваты позволят исключить возможный риск коробления металла.
Как выбрать полярность при работе инвертором?
Полярность – основа качественного сварного соединения. Прямая полярность предусматривает пониженное поступление тепла в основу металла с узкой, но глубокой областью плавления.
При обратной полярности наблюдается сниженное поступление тепловой энергии в материал с широкой и не глубокой областью плавления основного металла.
Именно полярности электронов необходимо уделить внимание перед началом работ инвертором.
Если варить металл на постоянном токе, то можно пользоваться плюсовым и минусовым зарядом источника.
Но при этом нужно знать, куда какой заряд подсоединить.
Здесь нужно учитывать, если положительным зарядом обеспечить материал подвергающийся сварке, то он будет сильно нагреваться.
Если же этот заряд подсоединить к электропроводнику, то тогда будет сильно греться и гореть электрод, что может привести к прожигу металла.
Выходом из ситуации является обратная полярность инвертора и оптимальный показатель силы тока.
В процессе работы инвертором электрод подсоединяют «+» к инверторной дуге, а «-» к листу металла.
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Электроды для сварки жести
Бывает так что нужно заварить тонкую жестянку и вы не знаете каким электродом можно все это сварить. Именно нужно сварить ручной дуговой сваркой так как другой у нет. Можно использовать различные аппараты ,но факт остается фактом и понятно что электроды как правило прожигают жестянку. Для начало возьмем электрод самого маленького диаметра, это двоечка или троечка,. Далее смотрим аппарат.
Можно варить как переменкой так и постоянным током. Желательно электроды использовать универсальные. Я бы вам посоветовал троечку марки МР-3С синие. Почему то так повелось и я ими сваривал тонкий металл. Металл можно наложить краем в нахлест (друг на друга) не много, и тем самым у нас больше шансов что мы его не прожгем. Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Я бы вам посоветовал троечку марки МР-3С синие. Почему то так повелось и я ими сваривал тонкий металл. Металл можно наложить краем в нахлест (друг на друга) не много, и тем самым у нас больше шансов что мы его не прожгем. Обычно этот метод не подходит так как нужно часто соединять изделия в стык. Что же делать? Ни чего мудрить не нужно и будем использовать в качестве дополнительно металла для сварки ту же троечку. Очищаем ее от порошкового напыления и прикладываем на место сварки. Именно туда где будет проходить шов.
Если вы собрались варить авто жесть то тут история не много другая. Ее как правило ведет от через мерного нагрева. И варят ее либо полуавтоматом или другой сваркой. Электродами варить можно ,но не все части авто. Допусти мы приготовили все необходимое это:
- Электроды троечку.
- Подготовили детали перед сваркой (зачистили место сварки).
- Настроили сварочный ток для сварки нашей жести.
- Зачистили присадочный материал (очистили троечку от порошкового напыления)
Теперь нужно постараться положить детали так чтоб их как можно меньше повело. Если есть другой способ сварки жести , то я бы вам его порекомендовал. Типа газовой сваркой или полуавтоматом.
Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу ,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно.
Если есть другой способ сварки жести , то я бы вам его порекомендовал. Типа газовой сваркой или полуавтоматом.
Почему важно положить делали? Потому что при сварке детали нагреваются и остывают и тем самым в месте нагрева происходит расширения и уменьшения. Вы не замечали когда вы варите что то тонкое и легкое типа жестянки вам кажется что деталь как будто шевелится? Это и называется у сварщиков ведет. Некоторые говорят: О смотри как повело металл! Было наверное слышали много раз. Так вот положите делали и прижмите сверху или закрепите временно, оставьте только место где нужно сваривать детали. Если детали не большие это не обязательно.
Возьму пример с двумя листами. Положим два листа на рабочую поверхность. Она ровная и делали на ней расположены в стык. возможности крепить нет. После сварки два металла стянутся друг к другу ,да так что еще скажете откуда этот угол образовался. Он образуется в результате деформации металла. Что такого не было нужно положить эти две детали не много под обратным углом, чтоб после соединения деталей все стало ровно. В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
В градусах это не знаю сколько, но на глаз это чуть видно что детали не ровно лежать. Рядом стоящему даже может привидится что они ровно состыкованы. Все попробуйте на каком нибудь похожем металле перед сваркой, разомните руки.
Так же не забудьте что нужно электродом точечно варить. Сделал точку потом еще потом еще. Не нужно варить постоянно в смысле держать дугу, а то в металле образуется прожиг. Применять электроды советую именно по назначению. И в конце посмотрите видео. Правда варят полуавтоматом то там видно как варят тонкий лист в нахлест. К сожалению не удалось найти видео о сварке электродом жести.
Сварка тонкого металла — способы и технологии. Формирование стандартного сварочного шва инвертором
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте .
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите с периодическим прерыванием – гася дугу (отдергиванием электрода) и зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от . Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае ” — ” подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл . Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.
Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
В промышленности при изготовлении самых разных деталей очень часто нужна сварка тонкого металла электродом. Этот вопрос остается сегодня одним из самых проблематичных как для начинающих выполнять сварочные работы, так и для опытных сварщиков. Приходится сваривать самые разные изделия. Например, корпус легкового автомобиля большей частью состоит из тонких стальных листов. В основном применение тонколистового металла, касается вопросов рентабельности производства.
Сварка используется для соединения разных металлов.
Основные предъявляемые требования
Естественно, что данный вид сварки требует особого подхода, к нему применяется несколько особых технологических требований.
Когда варится такой металл, очень важно использование соответствующего электрода. Размер электрода, его величина находится в прямой зависимости от толщины листового металла. Для стального листа, имеющего толщину 3 мм, сварочные работы должны выполняться 3-мм электродом. При более тонком листовом металле специально подбираются очень тонкие электроды. К примеру, когда у листа толщина достигает 2,5 мм, требуется наличие электрода аналогичного диаметра.
Когда проводится сварка тонкого металла, необходимо иметь подачу сварочного тока определенной величины. Этот параметр зависит от двух значений:
- тока;
- размера электрода.
Когда сваривается 3-мм стальной лист, величина сварочного тока обычно делается более 140 А. Когда применяется особо тонкий электрод, требуется понизить значение сварочного тока. Обычно устанавливается 50 А.
Еще одним важным параметром, когда проводятся работы с тонким металлом, является тип применяемых электродов. Маленькая толщина металла требует небольшого тока, ему необходимы электроды, имеющие покрытие, которое позволяет легко получить искру и ее равномерное горение. Плавление подобных электродов должно происходить очень медленно. В процессе сварки металл должен становиться жидкотекучим.
Вернуться к оглавлению
Сварка полуавтоматом: нюансы
Чаще всего сегодня можно встретить сварочный полуавтомат. Этот прибор был специально разработан для сварки тонкого металлического листа. Самым признанным является инвертор.
Для сварки разных металлов используются разные электроды.
Полуавтомат справляется с такой задачей очень легко. Так как у него имеется специальная регулировка, он способен обеспечить подачу очень маленького тока. Такая операция зависит от:
- скорости подачи присадочного материала;
- силы тока.
Однако как и везде на первом месте стоит практика и опыт. Полуавтомат позволяет проводить непрерывную сварку, когда шов плавно ведется по всей поверхности детали. У него имеется возможность выполнять точечную сварку. При использовании полуавтомата не нужно постукивать электродом по металлу, достаточно просто нажать на тумблер в нужный момент.
Вернуться к оглавлению
Основное о применяемых электродах
Разновидностей, размеров и покрытий электродов сегодня можно увидеть очень много. Чтобы проводить сварку на небольшом токе, применяются электроды, имеющие особое покрытие. Оно помогает быстрому появлению искры, поддерживает устойчивое горение. Такой электрод имеет замедленное плавление и образует жидкотекучий металл. В результате шов имеет красивый внешний вид.
Этим требованиям полностью отвечает электрод марки «ОМА-2». Его покрытие состоит из:
- титанового концентрата;
- ферромарганцевой руды;
- муки.
Кроме указанных выше веществ, покрытие имеет и другие добавки, которые обеспечивают стабильное горение дуги. Именно это необходимо, когда проводится сварка тонкого металла.
Аналогичными свойствами обладают также электроды марки «МТ-2». Ими также легко варить особо тонкий металл. Но, в отличие от «ОМА-2», сварочные работы должны проводиться только постоянным током, причем имеющим обратную полярность. Когда толщина свариваемых листов металла превышает 1 мм, допускается проводить сварку переменным током.
Тонкие стальные листы хорошо варятся газосваркой.
Получается очень качественный шов, который намного превосходит шов, полученный электросваркой. Но, нужно заметить, при наличии инвертора, совсем не нужно специально приобретать газосварочное оборудование, чтобы сделать один шов. Неэкономно и неэффективно. При определенном опыте и навыке получится хороший шов и при использовании электросварки.
Вернуться к оглавлению
Для выполнения сварочных работ потребуется:
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Почему при сварке прожигается металл. как варить инвертором тонкий металл
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла
Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
По возможности сварщики используют следующие приемы, облегчающие процесс:
- сварка на подкладке. Под кромки кладется толстый лист меди или алюминия. Температура плавления этих сплавов выше, чем стали. Во время работы подкладка помогает не допустить прожогов листов и отводит тепло от заготовок. Такой способ используется при сварке в нижнем положении;
- сварка сверху вниз. Метод, применяемый для получения вертикальных швов. Дуга зажигается в самой верхней точке конструкции, а шов варится быстрыми поперечными движениями – нужно добиться того, чтобы металл не стекал вниз: удерживать его электродом и не допускать залипаний. Такой способ требует навыка, а также подбора электродов – на пачке должна быть отметка о возможности сварки сверху вниз;
- сварка на длинной дуге. После появления сварочной ванны электрод отодвигается от кромок на максимальное расстояние, при котором дуга не обрывается. Силу тока нужно увеличить. Способ позволяет снизить риск появления прожогов, но удерживать длинную дугу сложно, потребуется тренировка.
Оцинкованные детали и листы нужно обязательно очищать от защитного слоя в зоне сварки. Для этого кромки обрабатывают при помощи болгарки. Рекомендуется работать на улице, так как цинк, попавший в организм, может вызывать отравление.
Если не требуется герметичное соединение, то лучше собирать конструкцию на прихватках и не обваривать сплошным швом, в этом случае металл покоробит намного меньше.
Проверку швов на протечки (сваренные емкости) проводят с помощью керосина и мелового водного раствора. Густой состав наносят на внешнюю поверхность кромок, а керосином смачивается внутренняя сторона. В тех местах, в которых присутствуют дефекты, мел очень быстро потемнеет – появятся пятна.
Особенности работы
Не каждый специалист может сваривать железо толщиной 1–2 мм. Это подразумевает навык, опытные характеристики. Если часто смотреть ролики и учитывать рекомендации, то возможно добиться существенных продвижений.
Обработка имеет следующие особенности:
- Прожоги. Лист достаточно тонкий, поэтому в нем появляются сквозные отверстия. Причиной выступает установленная сила тока, сниженная скорость при ведении шва.
- Непроваренные места. Желая сделать все быстро, сварщики спешат, что приводит к появлению непроваренных областей. Это ухудшает герметичность, делая деталь непригодным для жидкостей.
- Наплывы. Расплавленный материал под воздействием направленной силы выдавливает шов на обратной стороне. Положение исправляется подложкой или снижением нагрузки.
- Деформация конструкции. Материал подвержен перегреванию, что влечет его деформацию. Он вытягивается в месте нагрева. Выходом из положения служит правка холодным способом посредством резинового молотка или распределение шва по поверхности.
С учетом того, что сваривание проводится на сниженной силе тока, то элементы размером 4 мм и 5 мм не дадут электрической дуге гореть в нормальном темпе.
Технология
Чтобы правильно варить тонкий металл электрической дугой, требуется верно выбирать полярность тока. Этот параметр прямо влияет на степень разогрева обрабатываемого участка. Прямая полярность показана в тех случаях, когда желательно углубить шовный корень. Но для тонкого слоя это едва ли подходит, гораздо правильнее выбирать обратную поляризацию. Придется, правда, мириться с повышенным расходованием электродов — и тут уже ничего не сделаешь.
В первую очередь требуется очищать связываемый участок, там не должно оставаться даже следов краски и коррозионных очагов. Дальнейшее обезжиривание производится произвольно выбранным растворителем. Максимально тщательно очищают места, где монтируют «массу» сварочного агрегата. Если они будут испачканы, вероятно нарушение контакта.
Вдоль создаваемого шва формируют заранее точечные прихватки с шагом 10-12 см. В противном случае элементы конструкции будут двигаться. Разжигать дугу можно, ведя стержнем по поверхности, как будто чиркают спичкой. Если предстоит работать на труднодоступном участке, придется стучать стержнем по поверхности. Темп движения электрода должен соответствовать условиям выполняемой работы, при этом тщательно контролируется глубина прогреваемого участка.
Критически важно контролировать плавность хода дуги и предотвращать резкие движения. Даже компенсационные способности современной техники не всегда позволяют исключить деформирование шва из-за колебаний дуги
Сварочная ванна должна подвергаться непрерывному визуальному контролю, электрод можно наклонять минимум на 60 и максимум на 90 градусов. Зигзагообразное поступление присадочного материала гарантирует оптимальные результаты.
Когда соединение кристаллизовано, его очищают от шлака и осматривают, чтобы не было дефектов. Тонкий металл иногда варят шахматным способом, чтобы равномернее распределять тепло
Важно: в качестве подложки под шов использовать металлическую деталь нельзя — она приварится. Если надо увеличивать силу тока ненадолго, то придется использовать прерывистую дугу
Как делается сварка тонкого металла, смотрите далее.
Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки. Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений
Важно более тщательно зачистить место, где будет установлен держатель массы аппарата
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто – это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно
Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал. Схема сварки тонкого листа металла
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А
Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно выбрать инвертор
При выборе аппарата нужно руководствоваться правилами:
- инвертор должен выдавать стабильный сварочный ток, не бояться перепадов в сети, которые часто случаются за городом;
- не рекомендуется использовать старые аппараты («переменники»): они потребляют больше энергии, а работать с ними сложнее. Современное сварочное оборудование на выходе дает постоянный ток;
- регулировка должна производиться плавно, точный подбор параметров облегчит процесс.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Инверторы часто имеют опцию «Форсирование дуги»
При включении соответствующего тумблера сварка облегчается за счет автоматического повышения и понижения значения силы тока, что важно при работе на минимальных его значениях. В результате электрод будет меньше «залипать»
«Горячий старт» облегчает поджиг дуги: кратковременно повышается сила тока в момент касания электрода заготовки. После этого параметр автоматически возвращается к исходному значению.
Сварка тонкого металла требует, как и любой другой сварочный процесс, иметь под рукой защитную одежду: специальный шлем для сварки, перчатки и верхнюю одежду из грубой ткани, но ни в коем случае не следует надевать резиновые перчатки.
Шаг первый
Осуществляем настройку сварочного тока и подбираем электропроводник, который позволит работать инвертором.
Показатель сварочного тока берем, исходя из характеристик соединяемых листов металла.
Обычно на корпусе инвертора производитель указывает силу тока для конкретных случаев.
Электроды для инверторной дуговой сварки используем с диаметром 2-5 мм. Далее в держатель вставляем электропроводник, подсоединяем клемму массы к обрабатываемой детали.
Чтобы не произошло залипание, не стоит подносить его к детали слишком резко.
Шаг второй
Сварка тонкого металла с применением инверторного аппарата, начинается с зажигания дуги.
Электродом пару раз точечно касаемся свариваемой линии под небольшим углом, что позволит активировать его.
От свариваемого изделия держим электропроводник на расстоянии, которое будет соответствовать его диаметру.
Шаг третий
Если все вышесказанное проделали правильно, должно получиться качественное шовное соединение.
На данный момент на поверхности сварочного шва имеется накипь или окалины, их нужно снять с помощью какого-либо предмета, например, молоточка.
Следующее видео для начинающих сварщиков продемонстрирует, как правильно осуществить соединение инвертором тонких листов металла.
Видео:
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально. Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации. Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Микроволновая печь Toshiba с инверторной технологией
Позвольте мне рассказать вам историю нашего времени до появления этой микроволновой печи.Мой муж и я прошли через 2 микроволновки за наши 11 лет отношений, прежде чем остановились на этой. Нашей первой была крошечная вещь, сделанная в 2004 году, из которой с трудом можно было съесть чашку лапши. В конце 2017 года он, наконец, умер, похожий на крик тысячи китов. Он прожил долгую жизнь сожженным попкорном и холодной разогретой едой.
Мы обошлись без микроволновой печи, потому что в то время мы были разбиты грязью, наконец, став домовладельцами (большая часть наших сбережений), а затем мои родственники родственников подарили нам свою микроволновку, которую они * получили в качестве свадебного подарка в Канаде.. 1988. Я имел обыкновение говорить, что микроволновая печь была почти такой же старой, как и я, пока мы не выяснили, что датой производства был апрель 1988 года. Черт, теперь микроволновая печь официально была на месяц старше меня. По-прежнему приходилось иметь дело с неравномерным приготовлением, подгоревшим попкорном или наполовину открытыми пакетами, а также с функцией размораживания, которая, казалось, работала только половину времени и буквально готовила еду вторую половину. Этот зверь в виде микроволновки – загадка в том, что он каким-то образом выжил все эти годы, даже не нуждаясь в замене.Честно говоря, микроволновка до сих пор «работает». Мне очень нравится эта микроволновая печь.
После нескольких последних лет, когда я полностью отказывался от попытки приготовить попкорн в микроволновой печи, мой муж жаловался на еще большее количество подгоревшего попкорна и нераспакованных ядер одновременно, я наконец спросила, сможем ли мы наскрести немного денег, чтобы получить собственно рабочая микроволновка. После долгих споров мне было поручено найти хорошую микроволновую печь, которая была бы достаточно большой и в основном достаточно недорогой. Я немного слышал об этой и некоторых других микроволновках и в конце концов остановился на этой.Цена была подходящей, размер был идеальным, функциональность была отличной, возможность выключить буквально все звуковые сигналы была фантастической. К сожалению, первый, который мы получили, был в основном DOA, и это было действительно разочаровывающим, особенно с учетом того, что мне пришлось перенести микроволновую печь, которая, я уверен, весила около 50 фунтов, я бы хотел пошутить. Amazon очень легко и быстро позаботился о возврате и замене, и сегодня появилась новая микроволновая печь.
Первым тестом был попкорн. О, парень. Поскольку все говорят: «Не используйте кнопку попкорна», я определенно не стал.К сожалению, микроволновая печь сожгла пакет с попкорном на полную мощность. Итак, я решил использовать кнопку попкорна. Я дважды нажимаю кнопку попкорна (настройка для пакета на 3 унции), чтобы убедиться, что у него будет достаточно времени, чтобы нагреться и лопнуть. О, парень. Я не был готов к тому, что произошло. Попкорн действительно лопнул! И это заняло, может быть, полторы минуты! Никакого сгоревшего попкорна * и * большинство ядер лопнулось. Наш малыш обрадовался, что мама на самом деле вытащила пакетик попкорна: «Ура! Ты сделала это, мама!»
Во-вторых, я разморозил 1 фунт замороженного говяжьего фарша.Ву, это было несложно. Установите разморозку в соответствии с весом и дайте ей поработать, хотя она и слишком сильно нагревает края, но она была быстрой и не готовила, как наши последние микроволновые печи.
Третье и самое страшное. До этой микроволновки я привык ставить кружку с кофе / чаем / водой / всем, что нужно нагреть / разогревать на минуту или больше, и она даже не была горячей. Я поставил кружку воды (с несколькими жемчужинами тапиоки в ней) в микроволновую печь, чтобы проверить и поставить ее на одну минуту, через короткое время я заглянул в микроволновую печь и обнаружил, что она действительно кипит.Очень громкое провозглашение «Боже мой!» позвонил от себя на кухне. Я сразу же позвала мужа, чтобы он тоже понаблюдал за тем, что делает кружка с водой. Он также громко провозгласил: «Боже мой!»
Короче: не могу поверить в то, что раньше считал “нормальным” для микроволновки. Это более чем на дрожжах лучше, чем то, с чем мы «только что имели дело» во времена скупки пенни и экономии денег. Наконец-то нам стало комфортно, и мы отчаянно нуждались в микроволновой печи хорошего качества.
Вкратце: я люблю эту микроволновую печь.
Amazon.com: Приставная коммерческая микроволновая печь Panasonic NE-1054F из нержавеющей стали с 10 программируемой памятью и сенсорным экраном, 0,8 Cu. Ft, 1000W: Kitchen Products: Home & Kitchen
Микроволновая печь объемом 2,2 кубических фута с инверторной технологией для истинной переменной мощности микроволн. (Доступен в черном или белом цвете) увеличитьPanasonic NN-H965 Инверторная микроволновая печь мощностью 1250 Вт на 2,2 кубических фута
Приставная микроволновая печь Genius
Эта микроволновая печь мощностью 1250 Вт от Panasonic, доступная в черном или белом цвете, представляет собой стильное и удобное дополнение к любой современной кухне.Устройство объемом 2,2 кубических фута с 16-1 / 2-дюймовым поворотным столом идеально готовит и равномерно нагревает все, от продуктов для завтрака и закусок после школы до обедов и закусок во время развлечения. Эта микроволновая печь, идеально подходящая для занятых профессионалов и путешествующих семей, обеспечивает быстрое и легкое приготовление еды, а также прекрасно сочетается с окружающим интерьером.
Кнопочные элементы управления и цифровой дисплей для упрощения программирования. (показана черная модель)
С легкостью готовьте лосось и другие восхитительные блюда.
Инверторная технология
Выходя за рамки простого «нагрева вещей»
Многие люди используют свои микроволновые печи только для приготовления попкорна или разогрева супа, потому что у большинства микроволновых печей есть только один температурный режим – высокая. Обычные микроволновые печи могут иметь настройку малой мощности, но это достигается “пульсацией” настройки высокой мощности, а не испусканием постоянного потока маломощной энергии.
Новаторская инверторная технология Panasonic обеспечивает истинную переменную мощность микроволн, что означает равномерные температуры и однородную текстуру во всех готовящихся блюдах.Постоянная подача энергии микроволн позволяет деликатным продуктам вариться на медленном огне без переваривания краев и поверхностей, поэтому продукты имеют ожидаемый внешний вид и вкус – без ожидания.
Инверторная микроволновая печь совершенствует искусство приготовления пищи, выводя приготовление с помощью микроволн на совершенно новый уровень. Вы испытаете вкусную еду, которая лучше сохраняет свой цвет, питательные вещества и аромат, а ее легче и быстрее приготовить. Ах да, еще можно приготовить отличный попкорн.
Одиночный, компактный блок питания
Кроме того, инверторный блок питания меньше и легче, чем обычные микроволновые схемы (также известные как тяжелая закрытая сторона микроволновой печи), что позволяет увеличить внутреннее пространство для размещения этой любимой формы для запекания без увеличения габаритные внешние размеры духовки.При весе всего 35-2 / 7 фунтов, просторная внутренняя часть духовки имеет размеры 18-1 / 2 дюйма в длину, 18-7 / 16 дюймов в ширину и 10-15 / 16 дюймов в высоту, а ее компактный внешний вид имеет длину 19-7 / 16 дюймов. на 23-7 / 8 дюйма в ширину и на 14 дюймов в высоту.
Дополнительные функции
Сенсорное приготовление и разогрев Genius в одно касание
С помощью сенсорной кнопки готовки Panasonic, микроволновая печь избавляется от догадок при приготовлении отличного блюда, автоматически устанавливая уровни мощности и регулируя время приготовления или размораживания.
Датчик измеряет количество пара, производимого во время приготовления, и дает микропроцессору сигнал для автоматического расчета оставшегося времени приготовления при соответствующем уровне мощности.
Inverter Turbo Defrost
Компания Panasonic усовершенствовала функцию Turbo Defrost, которая позволяет размораживать продукты даже быстрее, чем предыдущая автоматическая разморозка Panasonic.
Panasonic Inverter Turbo Defrost – это усовершенствованная система последовательного микроволнения, использующая инверторный метод непрерывной подачи энергии.
Экран действий меню (многоязычный)
Экран действий меню похож на повара, который помогает вам на кухне. Он прокручивает пошаговые инструкции по приготовлению на дисплее на английском, испанском или французском языках.
Keep Warm Feature
Импульсная подача очень низкой мощности микроволн поддерживает постоянную температуру продуктов – без переваривания. Таким образом, такие продукты, как тушеное мясо, подливы и десерты, остаются теплыми в духовке в течение 30 минут после приготовления.
Часы / Таймер
Часы с текущим временем дня и универсальный таймер обеспечивают исключительное удобство.
Quick Minute
Кнопка в одно касание позволяет установить или добавить время приготовления с шагом в 1 минуту до 10 минут.
Функциональная клавиша
Функциональная клавиша упрощает программирование 10 полезных функций, не связанных с приготовлением пищи. Просто нажмите функциональную клавишу, и на экране действий меню отобразятся простые шаги для выполнения функции.
Блокировка для безопасности детей
В целях безопасности блокировка духовки для безопасности детей предотвращает работу электроники (дверца все еще открывается).
Щелкните здесь, чтобы просмотреть руководство по установке.
Make Mealtime Marvelous
Создавайте все свои любимые рецепты быстро и легко с помощью инверторной микроволновой печи Panasonic.
- Запеканки
- Рыба / морепродукты
- Мясо
- Макаронные изделия / зерна / крупы
- Птица
- Соусы
- Овощные гарниры
- Пироги
- Десерты и хлеб
Panasonic & The Институт Америки Get Things Cooking
Инверторные микроволновые печи Panasonic были названы престижным Кулинарным институтом Америки (CIA) наиболее предпочтительным методом приготовления пищи с помощью микроволн.Panasonic и ЦРУ объединились, чтобы разработать серию полезных и вкусных рецептов, созданных специально для микроволновой печи Panasonic Inverter.
Бесплатные онлайн-рецепты
Поваренная книга Master Chefs для микроволновой печи «Сделано просто» Поваренная книга включает в себя советы по приготовлению и профессиональные методы, которые помогут вам готовить как профессионал с микроволновой печью Panasonic в кратчайшие сроки.
Выбирайте из множества аппетитных рецептов – от кесадильи из козьего сыра и красного лука до кукурузной похлебки с перцем чили и монтерей Джека до средиземноморских овощных фриттат.Приятного аппетита!
Инверторные микроволновые печи Panasonic на 2,2 куб. Футов
| Модель | NN-H965BF | NN-H965WF | NN-SN973S N | SD-NN-SN973S N | SD- -SE982S||||||||
| Размер / мощность | Объем духовки | 2,2 кубических фута | ||||||||||
| Мощность | 1250 Вт | |||||||||||
| Диаметр поворотного стола | Конструкция | Корпус | Черный | Белый | Передняя часть из нержавеющей стали с серебряной оберткой | Передняя панель и обертка из нержавеющей стали | Передняя панель из нержавеющей стали с серебряной оберткой | |||||
| Панель управления | 5 Кнопка с плоским Панель | Полностью тактильная кнопка | Сплошной циферблат с кнопками 9 0135 | «Мигающий синий» кольцевой циферблат с панелью кнопок | Электростатический сенсорный циферблат с панелью кнопок | |||||||
| Панель дисплея | 6-значный расширенный дисплей | 4-значный дисплей | «Синий» 6-значный расширенный дисплей | 6-значный расширенный дисплей | ||||||||
| Характеристики / характеристики | Сенсор Готовка / повторный нагрев | Да | ||||||||||
| Настройки мощности | 10 уровней | |||||||||||
| Размеры L Размеры , дюймы | 18-1 / 2 x 18-7 / 16 x 10-15 / 16 | |||||||||||
| Размеры блока (ДхШхВ, дюймы) | 19-7 / 16 x 23-7 / 8 x 14 | |||||||||||
| Комплекты трима (дополнительно) | 27-дюймовая модель | НЕТ | NN-TK922SS | |||||||||
| 30-дюймовая модель | НЕТ | NN-TK932SS | ||||||||||
Это гигантская микроволновая печь обслуживает семью, которая постоянно ест в бегах, но имеет изысканный вкус, выходящий за рамки упакованных замороженных обедов.Это правда, что духовка занимает много места на прилавке (размеры 23-7 / 8 на 14 на 19-7 / 16 дюймов), но большая часть этого пространства может быть отнесена к большой внутренней емкости в 2,2 кубических фута, который может вместить весь обед. Духовка работает от мощной 1250 Вт для более быстрого приготовления и размораживания и имеет гладкий черный внешний вид, который хорошо смотрится на большинстве кухонь.
Большинство домашних поваров найдут в этой микроволновой печи новые и инновационные функции, которые превосходят возможности их предыдущих моделей.Чтобы выяснить, как лучше всего приготовить конкретную еду, повара могут получить доступ к пошаговым инструкциям на экране действий меню. Многоязычный экран отображает информацию на английском, испанском или французском языках о том, как выполнять функцию. Функция Panasonic One-Touch Sensor Cooking избавляет от догадок при приготовлении в микроволновой печи, автоматически рассчитывая время приготовления и разогрева на основе количества выпущенного пара. Как часть инверторной технологии Panasonic, духовка также включает линейный регулятор мощности для равномерного распределения тепла, поэтому замороженные макароны и сыр не нагреваются по периметру и остаются холодными в центре во время приготовления, а замороженные куриные грудки не готовятся по всему периметру. края во время размораживания.Еще одним важным нововведением в микроволновой технологии является функция разогрева и кипячения, которая обеспечивает низкотемпературный нагрев, чтобы продукты, такие как пироги, запеканки или подливы, оставались теплыми, не переваривая их. Эта микроволновая печь – отличный вариант для поваров, которые ищут ярлык, но не хотят жертвовать изысканной кухней. На эту роскошную микроволновую печь Panasonic действует ограниченная гарантия сроком на один год, а на лампу Magnetron – до пяти лет. – Кристина Вамонде
Как инверторы преобразуют электричество постоянного тока в переменный?
Криса Вудфорда.Последнее изменение: 17 августа 2020 г.
Одна из самых значительных битв XIX века велась не за землю или ресурсы, а за установление типа электричества. это приводит в действие наши здания.
В самом конце 1800-х годов американские электрические пионер Томас Эдисон (1847–1931) изо всех сил старался продемонстрировать что постоянный ток (DC) был лучшим способом подачи электроэнергии мощность, чем переменного тока (AC), система, поддерживаемая его главный соперник Никола Тесла (1856–1943).Эдисон пробовал все виды хитрые способы убедить людей в том, что кондиционер слишком опасен, от убить слона на электрическом стуле, чтобы (довольно хитро) поддержать использование AC на электрическом стуле для приведения в исполнение смертной казни. Несмотря на это, Система Tesla победила, и мир в значительной степени работает на переменном токе власть с тех пор.
Беда только в том, что многие наши приборы предназначены для работы с переменным током, малогабаритные генераторы часто вырабатывают постоянный ток. Что означает, что если вы хотите запустить что-то вроде гаджета с питанием от переменного тока от Автомобильный аккумулятор постоянного тока в мобильном доме, вам нужно устройство, которое преобразует DC to AC – инвертор, как его еще называют.Давай ближе посмотрите на эти гаджеты и узнайте, как они работают!
На фото: набор электрических инверторов, которые можно использовать с оборудованием для производства возобновляемой энергии, например, солнечными батареями и микроветровыми турбинами. Фото Уоррена Гретца любезно предоставлено Министерство энергетики США / NREL (DoE / NREL).
В чем разница между электричеством постоянного и переменного тока?
Когда учителя естествознания объясняют нам основную идею электричества как поток электронов обычно говорят о прямом ток (постоянный ток).Мы узнаем, что электроны работают как линия муравьев, идущих вместе с пакетами электрической энергии в одном способ, которым муравьи несут листья. Это достаточно хорошая аналогия для что-то вроде обычного фонарика, где у нас есть схема ( непрерывный электрический контур), соединяющий батарею, лампу и выключатель, и электрическая энергия систематически транспортируется от батареи к лампу, пока не разрядится вся энергия батареи.
Анимация: В чем разница между электричеством постоянного и переменного тока? Предположим, вам нужно пропылесосить комнату.Прямой ток немного похож на движение от одной стороны к другой по прямой линии; переменный ток похож на движение вперед и назад на пятно. Оба выполняют свою работу, хотя и немного по-разному!
В более крупных бытовых приборах электричество работает иначе. Источник питания, который поступает из розетки в стене, основан на переменный ток (AC), где переключается электричество примерно 50–60 раз в секунду (другими словами, частота 50–60 Гц). Может быть трудно понять, как AC обеспечивает энергия, когда она постоянно меняет свое мнение о том, куда она идет! Если электроны, выходящие из вашей розетки, получат, скажем, несколько миллиметрах вниз по кабелю, затем нужно изменить направление и вернуться опять же, как они вообще добрались до лампы на вашем столе, чтобы сделать ее загораться?
Ответ на самом деле довольно прост.Представьте себе кабели бегает между лампой и стеной, набитой электронами. Когда вы нажимаете на переключатель, все электроны заполняют кабель колебаться взад и вперед в нити лампы – и эта быстрая перетасовка преобразует электрическую энергию в тепло и заставляет лампы накаливания свечения. Электроны не обязательно должны двигаться по кругу для переноса энергии: в AC они просто «бегут на месте».
Что такое инвертор?
Фото: Типичный электрический инвертор.Это сделано Xantrex / Trace Engineering. Фото Уоррена Гретца любезно предоставлено Министерством энергетики США / NREL (DoE / NREL).
Одно из наследий Теслы (и его делового партнера Джорджа Westinghouse, босс Westinghouse Electrical Company), что большинство бытовой техники, которая есть в наших домах, специально спроектированы работать от сети переменного тока. Устройства, которым нужен постоянный ток, но которые должны потреблять электроэнергию от розеток переменного тока требуется дополнительное оборудование, называемое выпрямителем, обычно строится из электронных компонентов, называемых диоды для преобразования переменного тока в постоянный.
Инвертор выполняет противоположную работу, и его довольно легко понять суть того, как это работает. Предположим, у вас в фонарик и выключатель замкнут, поэтому постоянный ток течет по цепи, всегда в одном направлении, как гоночная машина по трассе. Что теперь если вынуть аккумулятор и перевернуть. Предполагая, что он подходит в противном случае он почти наверняка будет питать фонарик, и вы не заметит никакой разницы в получаемом вами свете, но электрическая ток на самом деле будет течь в обратном направлении.Предположим, вы у них были молниеносные руки и они были достаточно ловкими, чтобы постоянно менять направление движения. аккумулятор 50–60 раз в секунду. Тогда вы станете чем-то вроде механического инвертор, преобразующий постоянный ток батареи в переменный ток с частотой 50–60 герц.
Конечно, инверторы, которые вы покупаете в магазинах электротоваров, не работают должным образом. таким образом, хотя некоторые из них действительно механические: они используют электромагнитные Включает и выключает эти переключатели на высокой скорости для реверсирования тока направление. Подобные инверторы часто производят так называемый прямоугольный выход: ток либо течет в одну сторону, либо наоборот, или он мгновенно переключается между двумя состояниями:
Такие внезапные переключения мощности довольно жестоки для некоторых видов электрического оборудования.При нормальном питании переменного тока ток постепенно переключается с одного направления на другое по синусоидальной схеме, например:
Электронные инверторымогут использоваться для создания такого плавно изменяющегося выхода переменного тока из Вход постоянного тока. Они используют электронные компоненты, называемые индукторами и конденсаторы, чтобы выходной ток увеличивался и падал более плавно чем резкое включение / выключение прямоугольного сигнала на выходе, которое вы получаете с базовый инвертор.
Инверторытакже могут использоваться с трансформаторами для изменения определенных Входное напряжение постоянного тока в совершенно другое выходное напряжение переменного тока (либо выше, либо ниже), но выходная мощность всегда должна быть меньше чем входная мощность: из сохранения энергии следует, что инвертор и трансформатор не могут выдавать больше мощности, чем потребляют в, и некоторая энергия неизбежно будет потеряна в виде тепла по мере того, как течет электричество через различные электрические и электронные компоненты.В На практике КПД инвертора часто превышает 90 процентов, хотя основы физики говорят нам, что некоторая энергия – пусть и небольшая – всегда где-то потрачено впустую!
Как работает инвертор?
Мы только что получили очень простой обзор инверторов – и теперь давайте вернемся к нему еще раз. немного подробнее.
Представьте, что вы аккумулятор постоянного тока, и кто-то хлопает вас по плечу и просит вас вместо этого производить AC. Как бы ты это сделал? Если все ток, который вы производите, течет в одном направлении, а как насчет добавления просто переключиться на выходной провод? Включение и выключение тока, очень быстро, будет давать импульсы постоянного тока – что будет при минимум половина работы.Для правильного включения переменного тока вам понадобится переключатель, который позволил вам полностью изменить направление тока и сделать это около 50-60 раз в секунду. Визуализируйте себя как человеческую батарею, меняющую контакты вперед и назад более 3000 раз в минуту. Вам понадобится аккуратная работа пальцами!
По сути, устаревший механический инвертор сводится к коммутационному блоку. подключен к электрическому трансформатору. Если вы изучили наши статья о трансформаторах, вы узнаете, что они электромагнитные устройства, которые изменяют переменный ток низкого напряжения на переменный ток высокого напряжения или наоборот, с использованием двух катушек проволоки (называемых первичной и вторичной), намотанной вокруг общего железного сердечника.В механическом инверторе либо электродвигатель или какой-либо другой механизм автоматического переключения переворачивает входящий постоянный ток вперед и назад в первичный, просто поменяв местами контакты, и это производит переменный ток во вторичной – так он не так уж сильно отличается от воображаемого инвертора, который я набросал выше. Переключающее устройство работает примерно так же, как и в электрический дверной звонок. Когда питание подключено, он намагничивает переключатель, потянув ее открыть и на короткое время выключить.Весна тянет переключите обратно в положение, включите его снова и повторите процесс – снова и снова.
Анимация: Основная концепция электромеханического инвертора. Постоянный ток подается в первичную обмотку (розовые зигзагообразные провода с левой стороны) тороидального трансформатора (коричневый пончик) через вращающуюся пластину (красный и синий) с перекрестными соединениями. Когда пластина вращается, она неоднократно переключает соединения с первичной обмоткой, поэтому трансформатор получает на вход переменный ток, а не постоянный ток.Это повышающий трансформатор с большим количеством обмоток во вторичной обмотке (желтый зигзаг, правая сторона), чем в первичной, поэтому он увеличивает небольшое входное напряжение переменного тока до большего выходного переменного тока. Скорость вращения диска определяет частоту переменного тока на выходе. Большинство инверторов не работают так; это просто иллюстрирует концепцию. Установленный таким образом инвертор будет давать очень грубый выходной сигнал прямоугольной формы.
Типы инверторов
Если вы просто включаете и выключаете постоянный ток или переключаете его обратно и вперед, так что его направление продолжает меняться, то, что вы в конечном итоге, очень резкие изменения тока: все в одну сторону, все в другую направление и обратно.Нарисуйте диаграмму тока (или напряжения) против времени, и вы получите прямоугольную волну. Хотя электричество, различающееся таким образом, составляет , технически , переменный ток, это совсем не похоже на переменный ток доставляется в наши дома, что гораздо более плавно волнообразная синусоида). Вообще здоровенный бытовые приборы в наших домах, которые используют чистую электроэнергию (например, электрические обогреватели, лампы накаливания, чайники или холодильники) не особо заботятся волны какой формы они получают: все, что им нужно, это энергия и много это – так что прямоугольные волны их действительно не беспокоят.Электронные устройства, на с другой стороны, они гораздо более привередливы и предпочитают более плавный ввод они получают от синусоидальной волны.
Это объясняет, почему инверторы бывают двух разных видов: инверторы истинной / чистой синусоидальной волны (часто сокращенно до PSW) и модифицированные / квазисинусоидальные инверторы (сокращенно MSW). В качестве их название предполагает, что настоящие инверторы используют так называемые тороидальные (в форме пончика) трансформаторы и электронные схемы для преобразования постоянный ток в плавно изменяющийся переменный ток очень похожий на настоящую синусоиду, обычно подаваемую в наши дома.Их можно использовать для питания любых устройств переменного тока от источника постоянного тока. источник, включая телевизоры, компьютеры, видеоигры, радио и стереосистемы. С другой стороны, модифицированные синусоидальные инверторы используют относительно недорогая электроника (тиристоры, диоды и другие простые компоненты) на производят своего рода “закругленную” прямоугольную волну (гораздо более грубую приближение к синусоиде), и пока они подходят для доставки мощность для здоровенных электроприборов, они могут вызывать и действительно вызывают проблемы с тонкой электроникой (или чем-либо с электронным или микропроцессорным контроллером), в общем, это означает, что они не подходят для ноутбуков, медицинского оборудования, цифровых часы и устройства умного дома.Кроме того, если задуматься, их закругленный квадрат волны в целом обеспечивают большую мощность устройства, чем чистая синусоида (площадь под квадратом больше, чем под кривой). Это делает их менее эффективными и потерянная мощность, рассеиваемая в виде тепла, означает некоторый риск перегрева инверторов MSW. С другой стороны, они, как правило, немного дешевле, чем настоящие инверторы.
Artwork: Модифицированная синусоида (MSW, зеленый) больше похожа на синусоидальную волну (синий), чем на прямоугольную волну (оранжевый), но все же включает в себя внезапные резкие изменения тока.Чем больше шагов в модифицированной синусоиде, тем ближе она к идеализированная форма истинной синусоиды.
Хотя многие инверторы работают как автономные блоки с аккумулятором, которые полностью Независимо от сети, другие (известные как инверторы , связанные с энергосистемой, или инверторы , связанные с сетью, ) являются специально разработан для постоянного подключения к сети; обычно они используются для передачи электричества от чего-то как солнечная панель, обратно в сеть с правильным напряжением и частотой.Это нормально, если ваша главная цель – выработать собственную силу. Это не так полезно если вы хотите иногда быть независимым от сетки или хотите резервный источник питания на случай отключения электричества, потому что если ваш подключение к сети прерывается, и вы не производите электроэнергию самостоятельно (например, сейчас ночь и ваши солнечные панели неактивны), инвертор тоже выходит из строя, и вы совершенно лишены силы – так же беспомощны, как если бы вы генерировали свою собственную силу или нет.По этой причине некоторые люди используют двухрежимные инверторы или двунаправленные , которые могут работать либо в автономном, либо в привязанном к сети режиме (хотя и не в обоих одновременно). С у них есть лишние детали, они имеют тенденцию быть более громоздкими и более дорогие.
Подпись: Никола Тесла. Хотя он выиграл войну токов, его соперника Томаса Эдисона до сих пор помнят как первооткрывателя электроэнергии. Гравюра Теслы работы Саронга, 1906 год, любезно предоставлено Библиотекой Конгресса США.
Что такое инверторы?
Инверторымогут быть очень большими и здоровенными, особенно если они имеют встроенный аккумуляторные батареи, чтобы они могли работать автономно. Они тоже выделяют много тепла, поэтому они имеют большие радиаторы (металлические плавники) и часто охлаждающие вентиляторы. Как вы можете видеть на нашем верхнем фото, типичные – размером с автомобильный аккумулятор или автомобильное зарядное устройство; большие единицы выглядят немного похоже на батарею автомобильных аккумуляторов в вертикальной стопке. Самые маленькие инверторы больше портативные коробки размером с автомобильный радиоприемник, которые можно подключить к прикуривателю розетка для производства переменного тока для зарядки портативных компьютеров или мобильных телефонов.
Как бытовые приборы различаются по потребляемой мощности, так и инверторы различаются. в мощности, которую они производят. Обычно на всякий случай вы нужен инвертор примерно на четверть выше максимальной мощности устройства, которым вы хотите управлять. Это учитывает тот факт, что некоторые приборы (например, холодильники и морозильники или люминесцентные лампы) потребляют пиковую мощность при первом включении. В то время как инверторы могут обеспечивать пиковую мощность в течение коротких периодов времени, это важно отметить, что они на самом деле не предназначены для работы на пике мощность на длительные периоды.
Техническая информация по инверторам мощностина RoadTrucker.com
RoadTrucker предоставляет вам сравнительную таблицу, специально созданную для имеющихся инверторов мощности на 12 вольт. Это поможет вам выбрать, какой тип инвертора вам нужен больше всего. Техническая информация включает в себя каждую модель инвертора и соответствующую им выходную мощность, эффективность и функции защиты (например, от перегрузки, температуры, низкого / высокого напряжения и т. Д.). Ниже приведен краткий обзор марок инверторов, а также сравнительная таблица и руководства по инверторам в формате PDF.
Thor – Инверторы Thor обеспечивают электроэнергией переменного тока для удовлетворения ваших мобильных потребностей в электроэнергии. Thor предлагает вам эффективные и надежные устройства различных размеров и диапазонов мощности, которые соответствуют вашим потребностям в мощности. Легкие и компактные модели разработаны для небольшого оборудования или устройств переменного тока, таких как сотовые телефоны, ноутбуки, КПК и т. Д. Модели с большей мощностью также доступны для более крупных транспортных средств, таких как грузовые и рабочие грузовые автомобили, жилые автофургоны, лодки и устройства с использованием возобновляемых источников энергии.
PowerDrive – инверторные блоки от PowerDrive считаются высокопроизводительным решением для использования бытовой энергии в дороге. PowerDrive обеспечит надежное обслуживание, обеспечивая питание переменного тока для компьютеров, телевизоров, стереосистем и другого электронного оборудования. PowerDrive рекомендует внимательно прочитать инструкции в руководстве и следовать им; и обратите особое внимание на надписи ВНИМАНИЕ и ПРЕДУПРЕЖДЕНИЕ. Для безопасной и безупречной работы инвертор должен быть правильно установлен и использован.
Cobra – обширная линейка силовых инверторов Cobra Electronics предлагает удобные и безопасные решения по питанию для различных ситуаций. Cobra предлагает инверторы питания для всего, включая зарядные устройства для мобильных телефонов, бытовую технику, mp3-плееры, ноутбуки, телевизоры, видеоигры и многое другое. См. Сравнительную таблицу инверторов мощности Cobra ниже, чтобы помочь вам решить, какую модель использовать.
Сравнительная таблица инверторов мощности
Соответствие небольших устройств инверторам, которые подключаются к прикуривателям
| Приборы | Вт | Минимальная мощность инверторов | 904 905 905 904 904 904 9018 9018 904 904 904 80 Вт – 400 Вт||
|---|---|---|---|---|
| Зарядное устройство для портативного компьютера | 25 Вт | 80 Вт – 400 Вт | ||
| Зарядное устройство для сотового телефона | 25 Вт | 80 Вт – 400 Вт | ||
| Видеокамера W | 80 Вт – 400 Вт | |||
| 7.Зарядное устройство для аккумуляторной дрели 2 В | 25 Вт | 80 Вт – 400 Вт | ||
| 12-дюймовый черно-белый телевизор | 30 Вт | 80 Вт – 400 Вт | ||
| Видеомагнитофон (VCR16) 30 WCR16 | 80 Вт – 400 Вт | |||
| Зарядное устройство для аккумуляторной пилы | 35 Вт | 80 Вт – 400 Вт | ||
| Пистолет для клея-расплава | 40 Вт | 80 Вт – 4001430 Вт | 901 Пузырько-струйный принтер40 Вт | 80 Вт – 400 Вт |
| Портативный компьютер | 50 Вт | 80 Вт – 400 Вт | ||
| Мини-система смены компакт-дисков | 50 Вт | 80 Вт | ||
| Цветной телевизор 13 дюймов | 80 Вт | 100 Вт – 400 Вт | ||
| Сотовые телефоны | 100 Вт | 125 Вт – 400 Вт | ||
| MP3-плеер | 100 Вт | 125 Вт – 400 Вт | ||
| GPS | 100 Вт | 125 Вт – 400 Вт | ||
| Портативный DVD-плеер | 100 Вт | 125 Вт – 400 Вт | ||
| Открывалка для банок | 100 Вт | 125 Вт – 400 Вт | ||
| Электрический нож | 100 Вт | 125 Вт – 400 Вт | ||
| Факс | 120 Вт | 150135 901 90 Вт | ||
| 14-дюймовый цветной монитор | 125 Вт | 150 Вт – 400 Вт | ||
| Игровая консоль | 125 Вт | 150 Вт – 400 Вт | ||
| Видеокамера | 140 Вт | |||
| Портативный компьютер | 150 Вт | 200 Вт – 400 Вт | ||
| Цветной телевизор 19 дюймов | 160 Вт | 200 Вт – 40 0 Вт | ||
| Радио | 160 Вт | 200 Вт – 400 Вт | ||
| Шлифовальный станок | 190 Вт | 225 Вт – 400 Вт | ||
| 25-дюймовый цветной телевизор | 905 22016 Ватт – 400 Вт||||
| Зарядно-аккумуляторный электроинструмент | 225 Вт | 300 Вт – 400 Вт | ||
| Комбинированный цветной телевизор / видеомагнитофон 13 дюймов | 230 Вт | 300 Вт – 400 Вт | 0 | |
| 240 Вт | 300 Вт – 400 Вт | |||
| 3-скоростной вентилятор 12 дюймов | 250 Вт | 375 Вт – 400 Вт | ||
| Смеситель / блендер | 300 Вт | 300 Вт | 300 Вт Вт – 400 Вт | |
| Паяльник | 300 Вт | 375 Вт – 400 Вт | ||
| ЖК-телевизор | 300 Вт | 375 Вт – 400 Вт | 9013 0
Примечание. Модифицированные синусоидальные инверторы выделяют больше тепла, а также индуктивная нагрузка потребляет гораздо больший ток в начале цикла, когда они включены.RoadTrucker рекомендует рассчитать инвертор как минимум от 125% до 150% вашей нагрузки.
Сопоставление более крупных устройств с инверторами| Приборы | Вт | Минимальная мощность инверторов | ||
|---|---|---|---|---|
| Дрель 1/4 “Вт | 4 300 Вт | 901 904 300018 9013 904 300018 45030 904 Смеситель / блендер350 Вт | 500 Вт – 3000 Вт | |
| Настольный шлифовальный станок 6 дюймов | 400 Вт | 550 Вт – 3000 Вт | ||
| Канализационная камера и освещение | 40018 Вт | 3000 Вт|||
| 790 F Тепловая пушка | 400 Вт | 550 Вт – 3000 Вт | ||
| Кухонный комбайн | 400 Вт | 600 Вт – 3000 Вт | ||
| Портативный пылесос 825 Вт – 3000 Вт | ||||
| Мини-холодильник | 600 Вт | 900 Вт – 3000 Вт | ||
| Co mputer Desktop | 600 Вт | 900 Вт – 3000 Вт | ||
| Реверсивная дрель 3/8 “ | 700 Вт | 1050 Вт – 3000 Вт | ||
| Ручная дрель / лобзик | 75018 Вт | |||
| Факсы | 750 Вт | 1050 Вт – 3000 Вт | ||
| Лазерный принтер | 800 Вт | 1000 Вт – 3000 Вт | ||
| Магазинный вакуум Вт – 3000 Вт | ||||
| Двигатель насоса | 800 Вт | 1000 Вт – 3000 Вт | ||
| Погружной водоотливной насос 1/6 л.с. | 880 Вт | 1350 Вт – 3000 Вт | ||
| 900 Вт | 1350 Вт – 3000 Вт | |||
| Вакуум влажный / сухой 10 галлонов | 900 Вт | 1350 Вт – 3000 Вт | ||
| 925 W | 1400 Вт – 3000 Вт | |||
| Циркулярная пила 6 дюймов | 950 Вт | 1180 Вт – 3000 Вт | ||
| Тостер духовка | 1250 Вт – 3000 Вт | |||
| Кофеварка | 1000 Вт | 1250 Вт – 3000 Вт | ||
| Микроволновая печь | 1000 Вт | 1250 Вт – 3000 Вт | ||
| Тепловой пистолет 1200 F | 1000 Вт | 1250 Вт – 3000 Вт | ||
| Воздушный компрессор 1/2 HP | 1000 Вт | 1250 Вт – 3000 Вт | ||
| 1000 Вт | 1250 Вт – 3000 Вт | |||
| Мойка высокого давления 1 л.с. | 1000 Вт | 1250 Вт – 3000 Вт | Погружной водоотливной насос 1/3 л.с. | 1050 Вт | 1575 Вт – 3000 Вт |
| Микроволновая печь | 1100 Вт | 1700 Вт – 3000 Вт | ||
| Дисковый шлифовальный станок | 904 1200 Вт – 3000 Вт||||
| Цепная пила 14 дюймов | 1200 Вт | 1800 Вт – 3000 Вт | ||
| Ударная дрель | 1350 Вт | 1800 Вт – 3000 Вт | ||
| Погружной насос 1/2 л.с. | 1400 Вт | 2100 Вт – 3000 Вт | ||
| Кофеварка | 1500 Вт | 1875 Вт – 3000 Вт | ||
| Космический обогреватель | 1500 Вт | 1875 Вт 901 Настольный Шлифовальный станок 8 “ | 1500 Вт | 1875 Вт – 3000 Вт |
| Ударная дрель 1/2″ | 1500 Вт | 1875 Вт – 3000 Вт | 9 0130||
| Воздушный компрессор 3/4 л.с. “ | 1500 Вт | 1875 Вт – 3000 Вт | ||
| Холодильник | 1800 Вт | 2700 Вт – 3000 Вт | ||
| Сушилка для ткани 1800 2700 904 Вт – 3000 Вт | ||||
| Воздушный компрессор 1 л. | 5000 Вт |
Для определения необходимой мощности для устройства.Найдите требуемый ток в амперах, на который рассчитано устройство. Эта сила тока находится на устройстве I.D. бирка в задней части устройства. Умножить амперы на вольт = ватты
Примечание. Модифицированные синусоидальные инверторы выделяют больше тепла, а также индуктивная нагрузка потребляет гораздо больший ток в начале цикла, когда они включены. RoadTrucker рекомендует рассчитать инвертор как минимум от 125% до 150% вашей нагрузки.
| Характеристики | RPPD100 | RPPD100D | RPPD150 | RPPD300 | RPPD750 | RPPD1000 | RPPD1500 | RPPD2000 | |
|---|---|---|---|---|---|---|---|---|---|
| Непрерывный выходной мощьности | 100 Вт | 100 Вт | 150 Вт | 300/150 Вт | 750 Вт | 1000 Вт | 1500 Вт | 2000 Вт | |
| Максимальная выходная мощность переменного тока (импульсная) | 175 Вт | 175 Вт | 18010 Вт / 150 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | ||
| КПД (максимум) | 87% | 87% | 87% | 87% | 87% | 87% | 87% % | 87% | 87% |
| Выход USB | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | 5 В постоянного тока | |
| Разряд батареи без нагрузки переменного тока | 0.50 А | 0,50 А | 0,50 А | 0,50 А | 0,50 А | 0,50 А | 0,50 А | 0,50 А | |
| Рабочее напряжение переменного тока (нормальное) 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | 105 ~ 125 В переменного тока | |||
| Входное напряжение постоянного тока | 10–15 В постоянного тока | 10–15 В постоянного тока | 10–15 В постоянного тока | 10–15 В постоянного тока | 10–15 Вольт DC | 10-15 В DC | 10-15 В DC | 10-15 В DC | |
| Подключается к прикуривателю | ДА | ДА | ДА | ДА НЕТ | NO | NO | NO | ||
| Выходная частота переменного тока | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | 60 Гц ± 2 Гц | |
| F Диапазон рабочих температур 14 ° | 9110 (F) ° C) ~ 104 ° F (40 ° C)14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | 14 ° F (-10 ° C) ~ 104 ° F (40 ° C) | ||
| Точка отключения при низком заряде батареи | 10.5 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | 11 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | 10,5 ± 0,3 В постоянного тока | |
| Точка отключения высокого напряжения | 15,5 ± 0,5 В постоянного тока | 15,5 ± 0,5 В постоянного тока | 15,5 ± 0,5 В постоянного тока | 15,5 ± 0,5 -Вольт постоянного тока | 15,5 ± 0,5-Вольт постоянного тока | 15,5 ± 0,5 В постоянного тока | 15.5 ± 0,5 В пост. Тока | 15,5 ± 0,5 В пост. Тока |
Преобразователи мощности Cobra
| Характеристики | CPI200CH | CPI490 | CPI880 | CPI880 | CPI | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Длительная выходная мощность (1 час) | 200 Вт | 400 Вт | 800 Вт | 1000 Вт | 1500 Вт | 2500 Вт | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Номинальная мощность (0,1 секунды) | 400 Вт | 9135 2000 Вт3000 Вт | 5000 Вт | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Пиковая эффективность (12 В – 1⁄2 нагрузки) | 90% | > 88% | > 88% | > 88% | > 88% | > 88% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| КПД (полная нагрузка, 12 В) | > 78% | > 83% | > 83% | > 83% | > 83% | > 83% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Без нагрузки cu rrent draw | <0.45 A (12,6 В) | <0,5 A (12,6 В) | <0,5 A (12,6 В) | <0,6 A (12,6 В) | <0,6 A (12,6 В) | <0,6 A (12,6 В 9135 60 Гц ± 2 Гц | 58 Гц – 62 Гц | 58 Гц – 62 Гц | 58 Гц – 62 Гц | 58 Гц – 62 Гц | 58 Гц – 62 Гц | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Выходное напряжение | 115135 970 В +/- 10% – 120 В | 109 В – 120 В | 109 В – 120 В | 109 В – 120 В | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Выход USB | 5 В | 5 В | 5 В | 5 В | 91355 В | 5 В | 5 В | 9135 9135 9135 91355V | 9135 9135 .8 – 13,2 В постоянного тока10,4 В постоянного тока – 14,4 В постоянного тока | 10,4 В постоянного тока – 14,4 В постоянного тока | 10,4 В постоянного тока – 14,4 В постоянного тока | 10,4 В постоянного тока – 14,4 В постоянного тока | 10,4 В постоянного тока – 14,4 В постоянного тока | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| L Проходные вилки ДА | ДА | НЕТ | НЕТ | НЕТ | НЕТ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Напряжение сигнала тревоги (разгрузка) | – | 10,2 В – 10,8 В | 10,2 В – 10,8 В | – 10,872 В 10,810,2 В – 10,8 В | 10.2 В – 10,8 В | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Напряжение отключения (разгрузка) | ′10 0,0 В ± 0,3 В | 9,2 В – 9,8 В | 9,2 В – 9,8 В | 9,2 В – 9,8 В | 9,2 В – 9,8 В | 9,2 В – 9,8 В | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диапазон рабочих температур | ′ -10 ° C + 40 ° C | 0 ° C – 40 ° C (32 ° F – 104 ° F) | 0 ° C – 40 ° C (32 ° F – 104 ° F) | 0 ° C – 40 ° C (32 ° F – 104 ° F) | 0 ° C – 40 ° C (32 ° F – 104 ° F) | 0 ° C – 40 ° C (32 ° F – 104 ° F) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Диапазон температур хранения | ′ -40 ° C до 85 ° C | ′ -40 ° C – 85 ° C (-40 ° F – 185 ° F) | ′ -40 ° C – 85 ° C (-40 ° F – 185 ° F) | ′ -40 ° C – 85 ° C (-40 ° F – 185 ° F) | ′ -40 ° C – 85 ° C (-40 ° F – 185 ° F) | 40 ° C – 85 ° C (-40 ° F – 185 ° F) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Защита от перегрузки | Да | Да | Да | Да | Да | Да | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Защита от короткого замыкания | 91 366 ДаДа | Да | Да | Да | Да | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Защита от перегрева | Да | Да | Да | Да | Да | 0 Защита ДаДа | Да | Да | Да | Да | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Защита от понижения / перенапряжения | Да | Да | Да | Да | Да |
| Характеристики | Th300-PPI | Th325 | Th500 | TH750 | Th2000 | Th2500 | Th3000
|
|---|