Советы профессионалов и обзоры на продукцию Кедр
Горячие трещины при сварке
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьНе хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьКупить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Советы профессионалов и обзоры на продукцию Кедр
Горячие трещины при сварке
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.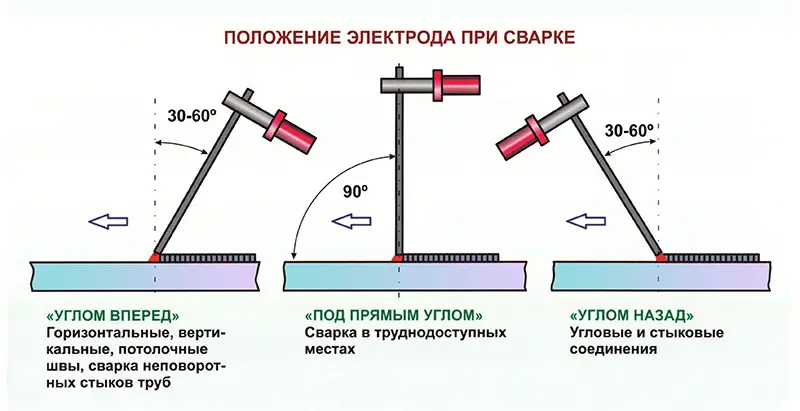
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьНе хватает прав доступа к веб-форме.
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьХочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.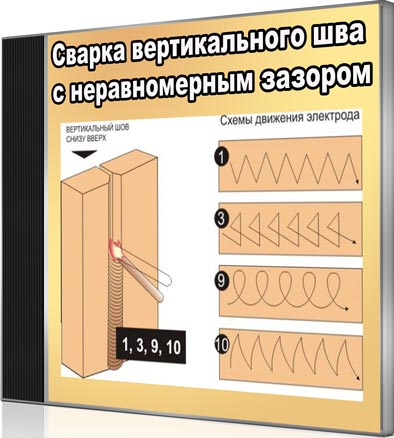
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
ОтправитьКупить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Основные сведения о стержневых электродах с низким содержанием водорода
Перейти к содержимому Сварка электродом остается ключевой для многих сварочных работ, отчасти потому, что материалы, используемые во многих приложениях, по-прежнему подходят для этого процесса, и этот процесс хорошо знаком многим сварщикам. Когда дело доходит до сварки электродами, электроды E7018 Американского общества сварщиков (AWS; Майами, Флорида) являются распространенным выбором, поскольку они обеспечивают подходящие механические и химические свойства для различных применений, а также низкое содержание водорода, помогающее предотвратить растрескивание, вызванное водородом. .
Когда дело доходит до сварки электродами, электроды E7018 Американского общества сварщиков (AWS; Майами, Флорида) являются распространенным выбором, поскольку они обеспечивают подходящие механические и химические свойства для различных применений, а также низкое содержание водорода, помогающее предотвратить растрескивание, вызванное водородом. .
Основные сведения о стержневых электродах E7018 с низким содержанием водорода могут быть полезны для понимания их работы, характеристик и получаемых сварных швов. Как правило, стержневые электроды E7018 обеспечивают низкий уровень разбрызгивания и ровную, стабильную и тихую дугу. Эти характеристики присадочного металла дают сварщику хороший контроль над дугой и сводят к минимуму потребность в очистке после сварки, что является важным фактором в тех случаях, когда требуется пристальное внимание к качеству сварки и подводимому теплу, а также в условиях жестких сроков.
Эти электроды обеспечивают хорошую скорость наплавки и хорошее проплавление, что означает, что операторы сварки могут добавить в соединение больше металла за заданное время, чем многие другие стержневые электроды (такие как E6010 или E6011), и при этом, как правило, могут избежать дефектов сварки, таких как отсутствие слияния.
Дополнительным преимуществом штучных электродов E7018 является хороший запуск и повторное зажигание дуги, что помогает устранить такие проблемы, как пористость в начале сварки. Для хороших повторных зажиганий (повторного зажигания дуги) необходимо предварительно удалить налет кремния, образующийся на конце электрода. Однако перед сваркой важно проверить все требования, поскольку некоторые правила или процедуры не допускают повторного прожига штучных электродов.
Как указано в их классификации AWS, стержневые электроды E7018 обеспечивают предел прочности при растяжении не менее 70 000 фунтов на квадратный дюйм (обозначается «70») и могут использоваться во всех положениях сварки (обозначается «1»). «8» относится к маловодородному покрытию, а также к среднему проплавлению, которое обеспечивает электрод, и типам тока, которые ему необходимы для работы.
Электроды с обозначением «R», такие как E7018 h5R, прошли специальные испытания и признаны производителем влагостойкими. Чтобы получить это обозначение, продукт должен сопротивляться влаге в заданном диапазоне после воздействия температуры 80 градусов по Фаренгейту и относительной влажности 80 процентов в течение девяти часов.
Наконец, использование «-1» в классификации стержневых электродов (например, E7018-1) означает, что продукт обладает повышенной ударной вязкостью, помогающей противостоять растрескиванию в критических условиях или при более низких температурах.
Стержневые электроды E7018 с низким содержанием водорода могут работать с источником питания постоянного тока (CC), который обеспечивает положительный электрод переменного тока (AC) или постоянного тока (DCEP). Присадочные металлы E7018 имеют в покрытии дополнительные стабилизаторы дуги и/или железный порошок, помогающие поддерживать стабильную дугу при сварке на переменном токе. Основным преимуществом использования переменного тока с электродами E7018 является устранение дугового разряда, который может возникнуть при сварке постоянным током с неидеальным заземлением или при сварке намагниченных деталей. Несмотря на наличие дополнительных стабилизаторов дуги, сварка, выполненная на переменном токе, может быть не такой гладкой, как сварка, выполненная на постоянном токе, из-за непрерывных изменений направления тока, которые происходят до 120 раз в секунду.
Присадочные металлы E7018 имеют в покрытии дополнительные стабилизаторы дуги и/или железный порошок, помогающие поддерживать стабильную дугу при сварке на переменном токе. Основным преимуществом использования переменного тока с электродами E7018 является устранение дугового разряда, который может возникнуть при сварке постоянным током с неидеальным заземлением или при сварке намагниченных деталей. Несмотря на наличие дополнительных стабилизаторов дуги, сварка, выполненная на переменном токе, может быть не такой гладкой, как сварка, выполненная на постоянном токе, из-за непрерывных изменений направления тока, которые происходят до 120 раз в секунду.
При сварке током DCEP эти электроды обеспечивают более легкое управление дугой и более привлекательный сварочный шов, поскольку направление тока остается постоянным. Для достижения наилучших результатов следуйте рекомендациям производителя по рабочим параметрам диаметра электрода.
Как и при любом другом процессе и электроде, правильная техника сварки электродами E7018 важна для обеспечения хорошего качества сварки. Удерживайте малую длину дуги — в идеале держите электрод чуть выше сварочной ванны — чтобы поддерживать стабильную дугу и свести к минимуму вероятность образования пор.
Удерживайте малую длину дуги — в идеале держите электрод чуть выше сварочной ванны — чтобы поддерживать стабильную дугу и свести к минимуму вероятность образования пор.
При сварке в плоском и горизонтальном положениях направьте/перетащите электрод на 5–15 градусов в сторону от направления движения, чтобы снизить вероятность захвата шлака в сварном шве. При сварке в вертикальном положении направьте/нажмите электрод вверх на 3-5 градусов, перемещая его вверх, и используйте технику легкого качания, чтобы предотвратить провисание сварного шва. Ширина сварочного валика обычно должна быть в два с половиной раза больше диаметра сердечника электрода для плоских и горизонтальных швов и в два с половиной-три раза больше диаметра сердечника для вертикальных швов вверх.
Стержневые электроды E7018 обычно поставляются производителем в герметичной упаковке, чтобы защитить их от повреждения и повреждения влагой. Важно сохранить эту упаковку нетронутой и хранить ее в чистом и сухом месте до тех пор, пока продукты не будут готовы к использованию. После вскрытия стержневых электродов следует обращаться в чистых сухих перчатках, чтобы предотвратить прилипание грязи и мусора к покрытию и исключить возможность проникновения влаги. Электроды также должны быть выдержаны в печи при температурах, рекомендованных производителем после вскрытия.
После вскрытия стержневых электродов следует обращаться в чистых сухих перчатках, чтобы предотвратить прилипание грязи и мусора к покрытию и исключить возможность проникновения влаги. Электроды также должны быть выдержаны в печи при температурах, рекомендованных производителем после вскрытия.
Некоторые коды определяют, как долго стержневые электроды могут находиться вне герметичной упаковки или печи для хранения, и можно ли и как часто восстанавливать присадочный металл (т. Всегда сверяйтесь с применимыми спецификациями и кодами для требований каждой работы.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Производитель станков для глубокого сверления инвестирует в заводские технологии и оборудование
UNISIG инвестирует 1,5 миллиона долларов в новый производственный отдел для поддержки стратегии компании по развитию собственного производства высококачественных компонентов из листового металла, используемых в линейке продуктов UNISIG.
Platinum Tooling назначает Туми новым региональным менеджером по продажам
В своей новой роли Фрэнк Туми будет контролировать всю деятельность в 18 штатах, расположенных в северо-восточном, срединно-атлантическом и юго-восточном регионах США.
Alphasense Core становится Core Research
Комплект для разработки, ориентированный на исследования Sevensense Robotics, многокамерный визуально-инерциальный датчик, был переименован в Core Research.
Просмотреть все
Вертикальная сварка – Сварочный центр
Сварочные работы на верфях, в строительных зданиях, нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют от сварщиков сварки массивных металлических конструкций в вертикальном положении. Тяжело передвигать такое огромное оборудование и класть его горизонтально для удобства. Если вы хотите узнать больше о как сварить вертикальный , тогда продолжайте читать.
Вертикальное положение сварки
Когда вы соединяете две детали таким образом, что один конец обращен вниз к земле, а другой направлен вверх, это называется вертикальным или вертикальным положением сварки.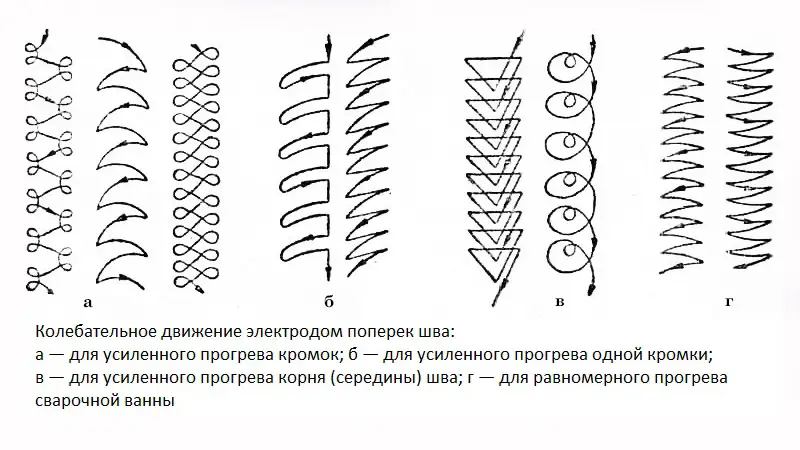 Сварка в таких положениях требует навыков и опыта.
Сварка в таких положениях требует навыков и опыта.
Строительные площадки обычно требуют, чтобы вы соединили два куска металла вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих приложениях должен быть прочным и прочным, спрос на квалифицированных сварщиков растет.
Наиболее часто используемая процедура в строительстве – это сварка стержнем или электродуговая сварка в среде защитного газа.
Направления сварки
Существует два основных движения горелки при вертикальной сварке.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот их краткое описание.
Vertical-Up
При сварке вертикальным движением вверх думайте об этом как о строительстве кирпичной стены, когда вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сварку снизу и медленно продвигаетесь вверх, создавая прочную опору для сустава.
Это медленный процесс, требующий терпения. Сварщик движется по одному шагу за раз, одновременно борясь с гравитацией. Каждая секция выступает в качестве основы для следующей и известна как полка.
Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это создаст лужу, которая замерзнет, пока вы будете делать следующую полку.
Вы также можете использовать технику зигзага или плетения, прокладывая путь вверх по заготовке. Сосредоточьтесь на боковых сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы позволить ей достаточно остыть, чтобы избежать прожога. Это также гарантирует, что расплавленный металл не попадет на ноги сварщика.
Для лучшего проникновения держите электрод немного выше и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на свариваемое соединение. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз по сути то же движение, только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону. Вам придется всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прогорания.
Профессиональный совет : Используйте палочку для быстрой заморозки, так как с ней весь процесс будет проще простого. В противном случае вы можете получить много шлака и наложенный металл шва, из-за чего швы будут иметь неприглядный вид. Убедитесь, что вы не останавливаетесь, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщики выбирают вертикальное движение почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы не беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используемым из них является дуговая газовая сварка с защитным металлом.
Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используемым из них является дуговая газовая сварка с защитным металлом.
Сварка стержнем для вертикальных соединений
Это процедура дуговой сварки, которую можно использовать для соединения двух деталей вместе с давлением или без него, а также с дополнительным присадочным металлом или без него. Вы можете использовать этот процесс для соединения множества различных металлов, при условии, что они являются теплопроводниками.
В течение многих лет сварка электродами была самым популярным методом практически для всех видов сварки. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для сварки более толстых металлов. Он также может нагреваться от ржавчины и грязи, поэтому его предпочитают в большинстве ремонтных и строительных работ.
Сварка электродом идеально подходит для сквозняков и использования на открытом воздухе. Он работает невероятно хорошо практически на всех сплавах и материалах. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие процедуры сварки.
Несмотря на свои преимущества, существенным недостатком дуговой сварки является то, что ее использование несколько ограничено листами не тоньше 18-го калибра. Поскольку он производит сильное тепло и обеспечивает отличное проникновение в материал, он идеально подходит только для более толстых металлов. В противном случае вы можете прожечь заготовку насквозь.
Вы должны использовать его для плавления металла толщиной 1/16 дюйма или больше. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки вам придется учитывать применение, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных соединений.
Металлический инертный газ для вертикальных соединений
Сварка MIG, вероятно, является одной из самых простых в использовании для большинства соединений. Этому невероятно легко научиться, и большинству любителей удается без особых усилий выполнить сварку MIG. Однако использование этого процесса для вертикальных соединений требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая расплавляет и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь процессу помогает сила тяжести. Однако для более толстых металлов это не очень хорошая идея. Шлак остается сосредоточенным в середине, что приводит к более слабому проникновению материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх. В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому движению V.
Мы рекомендуем вам следовать перевернутому движению V.
Перевернутая буква V позволяет сваривать две соединяемые детали по всей длине. Он решает проблему образования шлака и обеспечивает идеальное проплавление присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании перевернутого V-образного метода.
Мы не рекомендуем использовать MIG для вертикальной или потолочной сварки, так как при этом образуется значительное количество шлака. Однако, если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, подходящий для использования на различных материалах.
Вольфрамовый инертный газ для вертикальных соединений
Сварка ВИГ подходит для большего количества металлов, чем любой другой метод сварки. В нем используется нерасходуемый вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальную искру или брызги и уменьшает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG перед началом сварки необходимо очистить заготовку. С чистой заготовкой у вас будет лучший контроль над валиком сварного шва, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG рекомендуется для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод «замочной скважины» — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и вы заполняете его присадочной проволокой. Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.
- Метод вверх-вниз – Движение вверх-вниз и вверх – еще один способ эффективной укладки присадочного металла. Это гарантирует отсутствие шлака, а также перемещение и регулировку расплавленной ванны по ходу движения.
- Метод стежка – Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.


ВИГ подходит почти для всех применений и во всех положениях. Убедитесь, что вы используете чистый аргон в качестве защитного газа для защиты заготовки от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете иметь невероятный контроль над сварным швом, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения – сварка электродом. Его проще всего использовать на свежем воздухе, так как в процессе не требуется защитный газ. Поддержание идеального покрытия газа в ветреную погоду становится затруднительным. И MIG, и TIG предполагают использование защитного газа, что делает их не такими идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку электродом.
1. Выберите правильный электрод
Сварка в вертикальном положении требует борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам добиться того, чтобы полученный шов был наилучшим из возможных.
При выборе электрода для сварки вертикально вверх мы рекомендуем выбирать электрод с низким содержанием железного порошка. Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим содержанием железного порошка схватывается быстрее, не капает и не образует шлака.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте плетение. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически втягиваете стержень в сварочную ванну и извлекаете ее из нее.
При перемещении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности. Смещение расплавленного металла является обязательным условием успеха при сварке вертикально-вниз.
2. Создайте полки для сварки
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать вертикальное движение вверх. Это сложно и долго, но дает наилучшие результаты. Чтобы упростить процесс, можно создать приварные полки.
Это сложно и долго, но дает наилучшие результаты. Чтобы упростить процесс, можно создать приварные полки.
Сварочная полка — это когда вы соединяете одну секцию заготовки, а затем переходите к следующей. Ванна для предыдущего сварного шва действует как полка для сварки следующей секции. В идеале вы должны попытаться ограничить бассейн в 1,5 или в два раза больше размера используемого вами электрода. Он обеспечивает наилучшее проплавление сварного шва.
С электродом 7018 следует выбирать технику плетения. Результат будет похож на шахматную доску. С электродом 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть как покерные фишки, расположенные рядом друг с другом.
3. Настройки низкого тока и низкой мощности
Распространенной ошибкой, которую вы можете совершить, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезание. Вы можете легко избежать проблемы, снизив ток и замедлив весь процесс. Это уменьшит размер пула и улучшит контроль над итоговым внешним видом.
Это уменьшит размер пула и улучшит контроль над итоговым внешним видом.
Точно так же, чтобы позволить расплавленной луже замерзнуть, вы должны уменьшить настройку силы тока. Это также поможет вам сохранить лучший контроль.
4. Безопасность превыше всего
При выполнении всех сварочных работ сварщик всегда должен следовать стандартным правилам техники безопасности. Тем не менее, они должны проявлять особую осторожность при выполнении сварных швов вне положения, будь то вертикальные или потолочные.
- Используйте маску с автоматическим затемнением – Использование маски с автоматическим затемнением особенно важно при сварке. При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы избежать несчастных случаев. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения.
- Защитные очки – При сварке электродом образуется значительное количество брызг. Наличие съемных защитных очков в дополнение к вашему шлему может показаться немного лишним, но это необходимо для вашей безопасности. Кроме того, снять очки и почистить их проще, чем снять шлем.
- Сапоги со стальным носком – Для получения идеального сварного шва шлак должен стекать до того, как вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги подвергаются серьезному риску травмы. Сапоги со стальным носком — обязательный элемент защиты. В противном случае можно обжечь ноги.
- Огнестойкие перчатки – Для сварки в вертикальном положении мы рекомендуем надевать огнестойкие перчатки, закрывающие локти. Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.
- Огнестойкий комбинезон – К одежде относится то же самое, что и к перчаткам. Тепло в сочетании с брызгами подвергает вас риску. Вы должны носить одежду с длинными рукавами, защищенную огнеупорным комбинезоном.


5. Задокументируйте настройки вашего сварщика
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для своих вертикальных соединений, на основе материала, толщины, параметров силы тока, входного тока и т. д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы тестировать различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
В каком положении сварки легче выполнять сварку?
Существует четыре основных положения: горизонтальное, горизонтальное, над головой и вертикальное. Наиболее распространенными типами сварных швов являются угловые и разделочные соединения.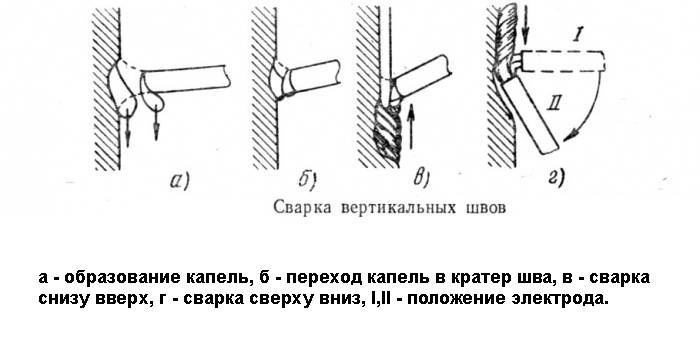 Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
В плоском соединении фактическая поверхность сварного шва находится почти в горизонтальном положении. Передняя часть металла плоская, и ваш резак будет двигаться в горизонтальном направлении, что делает его наиболее доступным соединением. Все остальные положения представляют собой сварные швы, которые требуют большего внимания к расплавленной ванне и использования методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке электродом правило относительно простое. Если он производит шлак, то вы используете движение сопротивления. Если он не дает шлака, то вы проталкиваете проволоку. При вертикальной сварке электродом почти все методы сварки производят шлак, поэтому вы всегда будете использовать лобовое движение, чтобы направить расплавленную ванну на место.
Какая сварка самая сложная?
Вольфрамовый инертный газ — самый сложный процесс для освоения.