Как варить вертикальный шов – Ковка, сварка, кузнечное дело
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
- «Сварка алюминия»;
- «Сварка нержавеющей стали полуавтоматом»;
- «Как варить чугун инвертором»;
- «Сварка металлоконструкций».
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
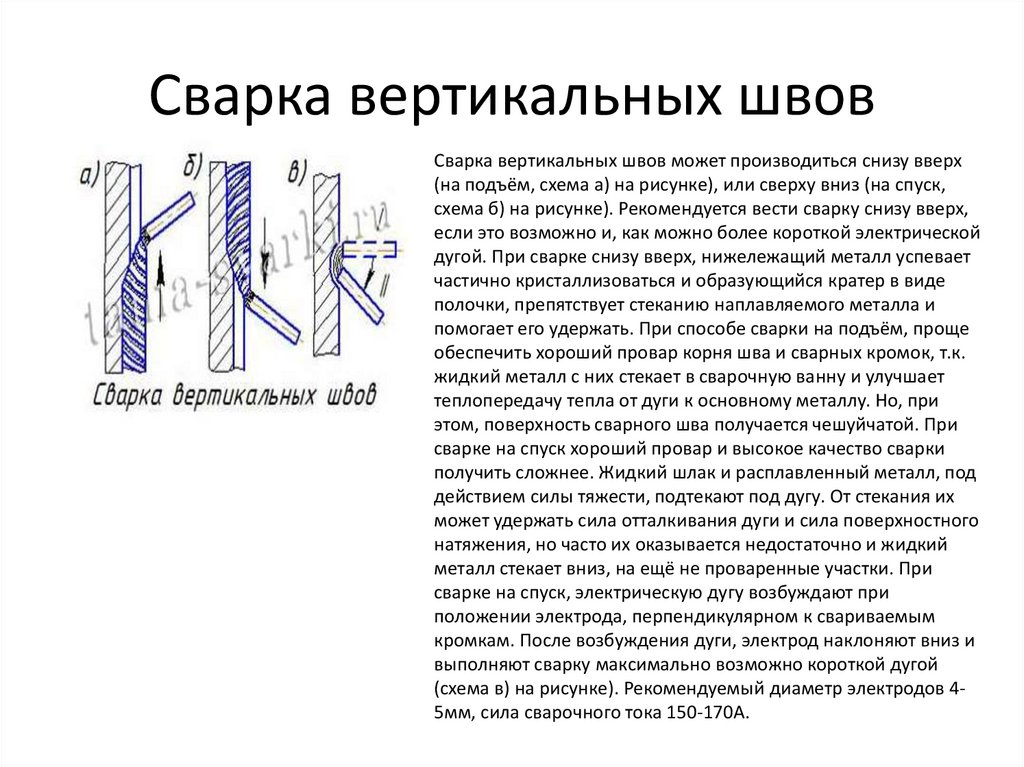
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
 Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.Вертикальный шов «снизу-вверх без отрыва». Показано положение электрода и варианты движения его кончика.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом».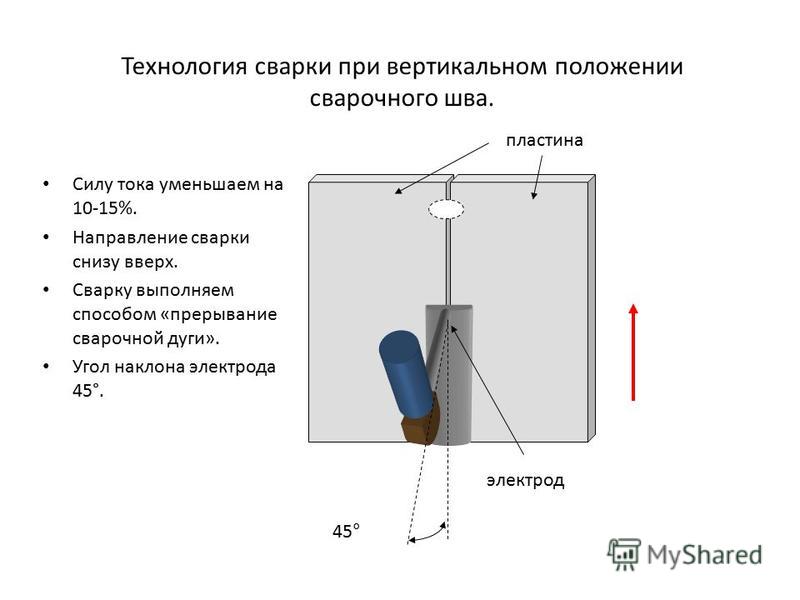 Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Вертикальный шов «сверху-вниз без отрыва». Показано положение электрода и варианты движения его кончика.
Показано положение электрода и варианты движения его кончика.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье «Сварка металлоконструкций» . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Как варить вертикальные и горизонтальные швы в домашних условиях
Чтобы получить прочные соединения металлических изделий и надежных швов, нужно в совершенстве владеть технологией проведения сварочных работ. Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно.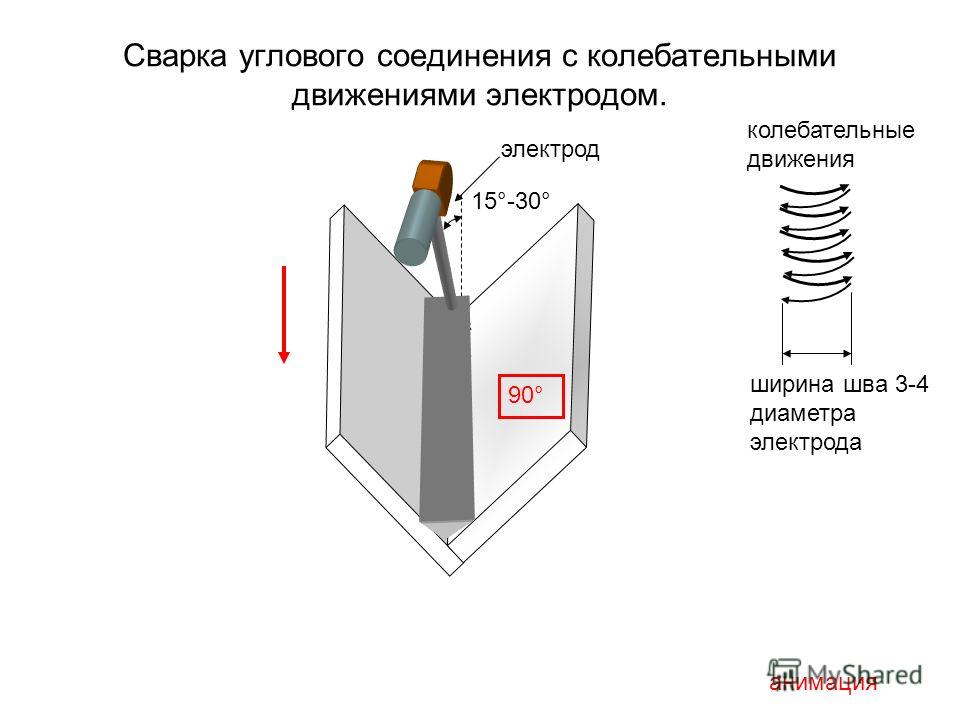 Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.

Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.


Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Особенности вертикальных швов
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
| Диаметр проводника, мм | Сечение деталей, мм | Показатель тока, А |
| 1,6 | 1-2 | 35-50 |
| 2 | 2-3 | 45-80 |
| 2,5 | 3-4 | 65-100 |
| 3 | 4-5 | 85-150 |
| 4 | 5-6 | 125-200 |
О правильном выборе тока и диаметра электрода можно почитать тут.
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок.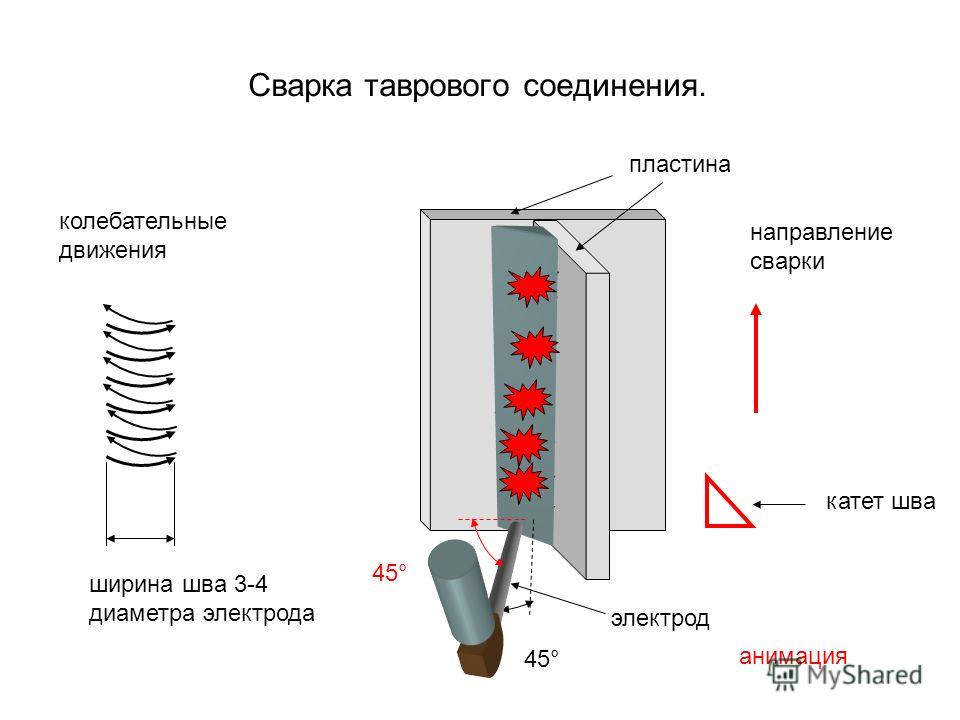 Они не дадут деталям двигаться.
Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Подробнее о том, как правильно варить сваркой, можно узнать тут.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.

Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок — и вы научитесь варить швы профессионально.
Условия проведения сварочной работы
Чтобы крепко заварить части металла, требуется выбрать принцип траектории либо снизу вверх, либо наоборот. Подобные перемещения проводят, отрывая или не отрывая дуги.
Если начальное положение ванны снизу, то жидкий металл поступает сверху. Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Для образования прочного соединения снизу без дугового отрыва электрод двигают равномерно без смещений. Диапазон поворота электрода около 90 градусов. Это позволит разгладить узлы сопряжения. Скоростной темп при этом сохраняется на высоких значениях. Следует координировать процесс сваривания металла. Когда потеки начнут появляться у одного среза, можно отступить к другому краю.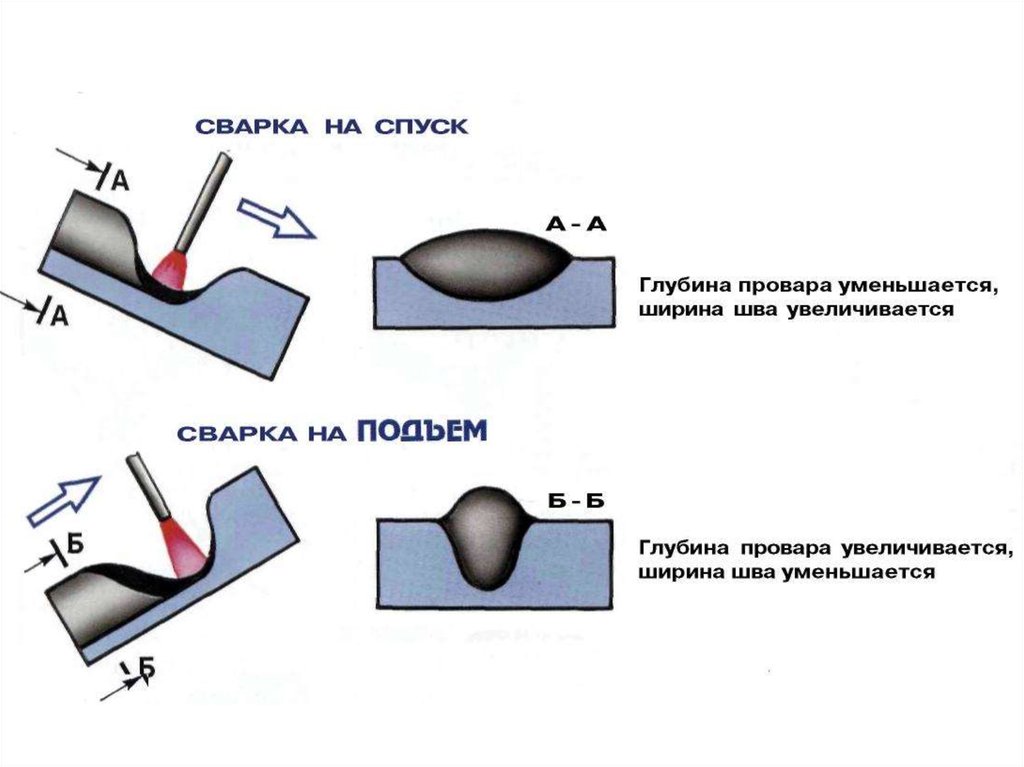 При этом продолжить перемещение к верху.
При этом продолжить перемещение к верху.
Сварить металлоконструкции своими руками может каждый. Надо знать правила работ, которые подробно рассмотрены здесь.
Металлические стыковки с отрывом дуги доступны любому мастеру. Обычно начинающие сварщики так набираются опыта. В период отрыва нагрев конструкции существенно падает. Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Сварка вертикального шва при помощи ручной дуговой сваркой гораздо сложнее. Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
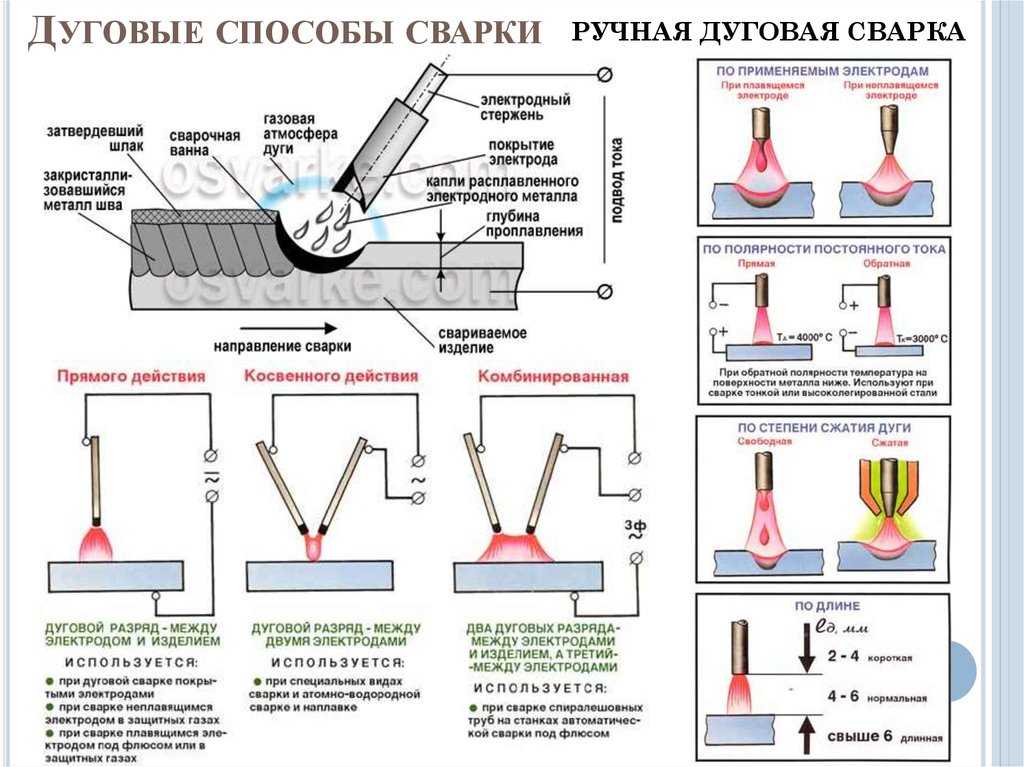
Электродуговой метод
Перед началом любой сварки необходимо подготовить соединяемые области. В зависимости от толщины металла, типа соединения, производится его подготовка, разделываются кромки деталей в соответствии с требованиями стандартов.
Затем с помощью специальных фиксаторов или других приспособлений их закрепляют. Для предотвращения температурных деформаций, детали через определенное расстояние приваривают друг к другу поперечными швами, так называемыми прихватками.
Они обеспечивают надежную фиксацию изделий относительно друг друга.
При сваривании дуговой электросваркой вертикальных стыков изделий, расплавленный металл под действием гравитации перемещается вниз. Переход жидкого сплава электрода в сварочную ванну происходит капельным путем.
Чтобы капли не отрывались, а перетекали плавно, применяют короткую электрическую дугу. Иногда, удается даже касаться концом электрода свариваемого изделия, чтобы предотвратить его прилипание к заготовке.
Вертикальный шов варится двумя способами: сверху-вниз или снизу-вверх.
Снизу-вверх
При технологии «снизу-вверх» первоначально сварочная ванна находится внизу. Расплавленный металл поступает в нее сверху. Чтобы жидкий металл не проливался, сварочный электрод устанавливается под углом к плоскости вертикального сварного шва.
Его плавящийся конец находится выше другого конца, закрепленного в держателе. Таким образом, он как бы поддерживает сварочную ванну, не дает расплескаться металлу.
Нижние слои будут кристаллизироваться, и становиться своеобразной подставкой для новой ванны. Так осуществляется ручной дуговой способ создания вертикального шва.
При любом способе необходимо поддерживать сварочный ток таким, чтобы кристаллизация ванны происходила быстрее, чем плавление электрода и кромок. Это достигается за счет короткой дуги и образования малых капель жидкого металла.
Сверху вниз
При сваривании вертикальных стыков методом сверху вниз электрод так же располагается концом вверх. Край сварочной ванны поддерживается электрической дугой и электродом.
Задача заключается в опережающем расплавлении нижнего края ванны с одновременным ее удержанием. Верхний край должен успевать кристаллизоваться из-за отсутствия поступления теплоты от расплавленного электрода.
Если расплескивание все же происходит, то нужно увеличить сварочный ток и увеличить скорость перемещения электрода вниз. Желательно также увеличить ширину шва.
Вертикальный сварочный шов инвертором получается лучше, чем при использовании обычного аппарата. Это связано с более стабильной сварочной дугой.
Это связано с более стабильной сварочной дугой.
Процесс расплавки электродами
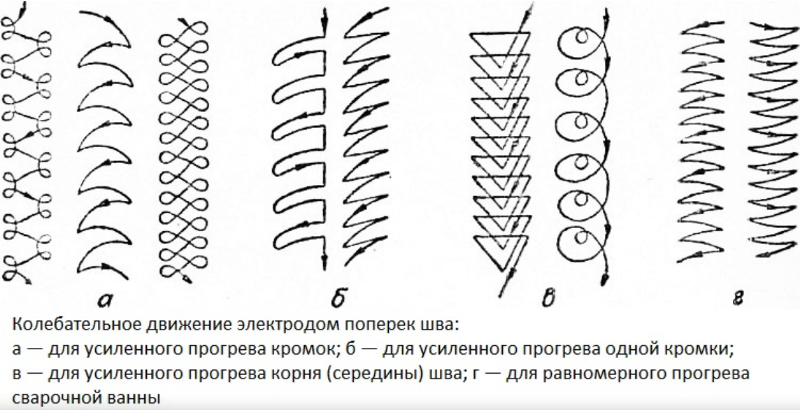
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.
Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.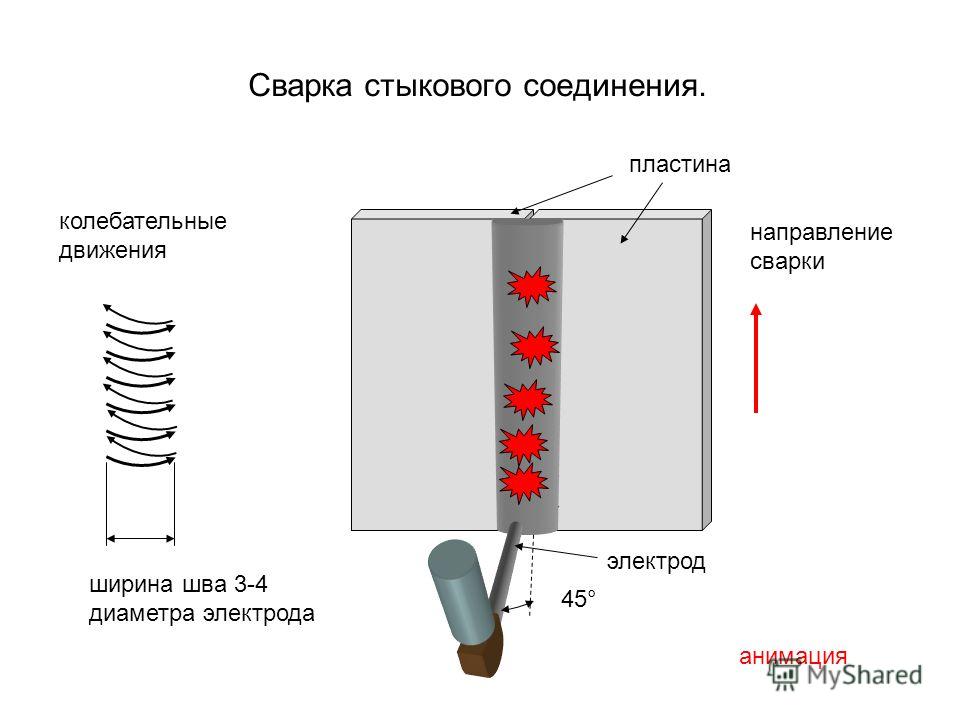
Вертикальная сварка – Сварочный центр
Сварочные работы на верфях, строительных объектах, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют от сварщиков сварки массивных металлических конструкций в вертикальном положении. Тяжело передвигать такое огромное оборудование и класть его горизонтально для удобства. Если вы хотите узнать больше о , как сварить вертикальный , то продолжайте читать.
Вертикальное положение сварки
Когда вы соединяете две детали вместе таким образом, что один конец обращен вниз к земле, а другой направлен вверх, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
Строительные площадки обычно требуют соединения двух кусков металла вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих приложениях должен быть прочным и прочным, спрос на квалифицированных сварщиков растет.
Наиболее часто используемая процедура в строительстве – это сварка стержнем или дуговая сварка защищенным металлом.
Направления сварки
Существует два основных движения горелки при вертикальной сварке.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот их краткое описание.
Вертикально вверх
При сварке вертикальным движением вверх думайте об этом как о строительстве кирпичной стены, где вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сварку снизу и медленно продвигаетесь вверх, создавая прочную опору для сустава.
Это медленный процесс, требующий терпения. Сварщик движется по одному шагу за раз, одновременно борясь с гравитацией. Каждая секция выступает в качестве основы для следующей и известна как полка.
Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого вами электрода.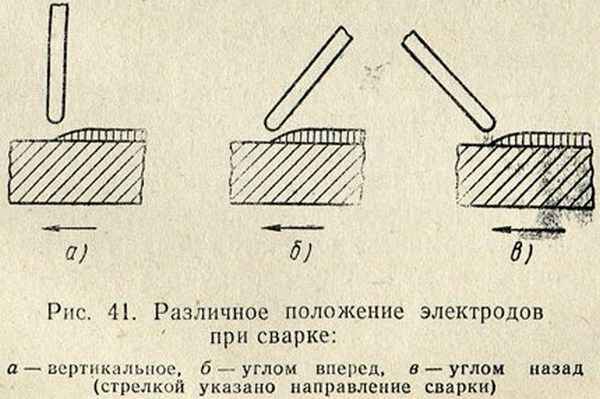 Это создаст лужу, которая замерзнет, пока вы будете делать следующую полку.
Это создаст лужу, которая замерзнет, пока вы будете делать следующую полку.
Вы также можете использовать технику зигзага или плетения, прокладывая путь вверх по заготовке. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы позволить ей достаточно остыть, чтобы гарантировать отсутствие прожога. Это также гарантирует, что расплавленный металл не попадет на ноги сварщика.
Для лучшего проникновения держите электрод немного выше и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на свариваемое соединение. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз по сути то же самое движение, только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону. Вам придется всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прогорания.
Профессиональный совет : Используйте палочку для быстрой заморозки, так как с ней весь процесс будет проще простого. В противном случае вы можете получить много шлака и наложенный металл шва, из-за чего швы будут иметь неприглядный вид. Убедитесь, что вы не останавливаетесь, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщики выбирают вертикальное движение почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы не беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используемым из них является дуговая газовая сварка с защитным металлом.
Сварка стержнем для вертикальных соединений
Это процедура дуговой сварки, которую можно использовать для соединения двух деталей вместе с давлением или без него, а также с дополнительным присадочным металлом или без него. Вы можете использовать этот процесс для соединения множества различных металлов, при условии, что они являются теплопроводниками.
Вы можете использовать этот процесс для соединения множества различных металлов, при условии, что они являются теплопроводниками.
В течение многих лет сварка электродами была самым популярным методом практически для всех видов сварки. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для сварки более толстых металлов. Он также может нагреваться от ржавчины и грязи, поэтому его предпочитают в большинстве ремонтных и строительных работ.
Ручная сварка идеально подходит для сквозняков и использования на открытом воздухе. Он работает невероятно хорошо практически на всех сплавах и материалах. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие процедуры сварки.
Несмотря на свои преимущества, существенным недостатком дуговой сварки является то, что ее использование несколько ограничено листами не тоньше 18-го калибра. Поскольку он производит сильное тепло и обеспечивает отличное проникновение в материал, он идеально подходит только для более толстых металлов. В противном случае вы можете прожечь заготовку насквозь.
Поскольку он производит сильное тепло и обеспечивает отличное проникновение в материал, он идеально подходит только для более толстых металлов. В противном случае вы можете прожечь заготовку насквозь.
Используйте его для плавки металла толщиной 1/16 дюйма или больше. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки вам придется учитывать применение, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных соединений.
Металлический инертный газ для вертикальных соединений
Сварка MIG, вероятно, является одной из самых простых в использовании для большинства соединений. Этому невероятно легко научиться, и большинству любителей удается без особых усилий выполнить сварку MIG. Однако использование этого процесса для вертикальных соединений требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая расплавляет и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь процессу помогает сила тяжести. Однако для более толстых металлов это не очень хорошая идея. Шлак остается сосредоточенным в середине, что приводит к более слабому проникновению материала по бокам.
Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь процессу помогает сила тяжести. Однако для более толстых металлов это не очень хорошая идея. Шлак остается сосредоточенным в середине, что приводит к более слабому проникновению материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх. В этом методе они в конечном итоге движутся против силы тяжести, что усложняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому движению V.
Перевернутая буква V позволяет сваривать две соединяемые детали по всей длине. Он решает проблему образования шлака и обеспечивает идеальное проплавление присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании перевернутого V-образного метода.
Мы не рекомендуем использовать MIG для вертикальной или потолочной сварки, так как при этом образуется значительное количество шлака.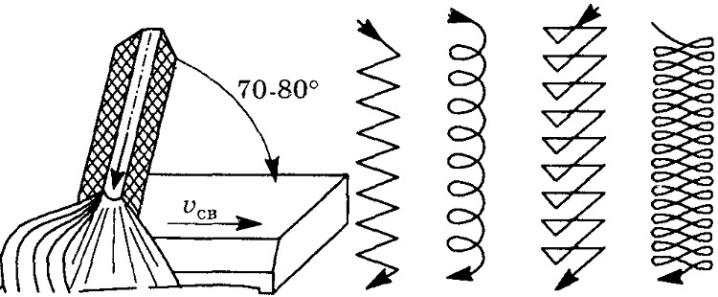 Однако, если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, подходящий для использования на различных материалах.
Однако, если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, подходящий для использования на различных материалах.
Вольфрамовый инертный газ для вертикальных соединений
Сварка ВИГ подходит для большего количества металлов, чем любой другой метод сварки. В нем используется нерасходуемый вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальную искру или брызги и уменьшает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG перед началом сварки необходимо очистить заготовку. С чистой заготовкой у вас будет лучший контроль над валиком сварного шва, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG рекомендуется для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- метод замочной скважины – В этом процессе вы нагреваете две детали, пока в середине не образуется зазор, и вы заполняете его присадочной проволокой. Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.
- Метод вверх-вниз – Движение вверх-вниз – еще один способ эффективной укладки присадочного металла. Это гарантирует отсутствие шлака, а также перемещение и регулировку расплавленной ванны по ходу движения.
- Метод стежка – Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
 Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.
Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.ВИГ подходит почти для всех применений и во всех положениях. Убедитесь, что вы используете чистый аргон в качестве защитного газа для защиты заготовки от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете иметь невероятный контроль над сварным швом, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемым процессом для вертикального положения является сварка электродом. Его проще всего использовать на свежем воздухе, так как в процессе не требуется защитный газ. Поддержание идеального покрытия газа в ветреную погоду становится затруднительным. И MIG, и TIG предполагают использование защитного газа, что делает их не такими идеальными.
Поддержание идеального покрытия газа в ветреную погоду становится затруднительным. И MIG, и TIG предполагают использование защитного газа, что делает их не такими идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку электродом.
1. Выберите правильный электрод
Сварка в вертикальном положении требует борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам добиться того, чтобы полученный шов был наилучшим из возможных.
При выборе электрода для сварки вертикально вверх мы рекомендуем выбирать электрод с низким содержанием железного порошка. Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим содержанием железного порошка схватывается быстрее, не капает и не образует шлака.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте плетение. Для 6010 мы предлагаем вам использовать метод взбивания или штабелирования, при котором вы периодически втягиваете стержень в сварочную ванну и извлекаете ее из нее.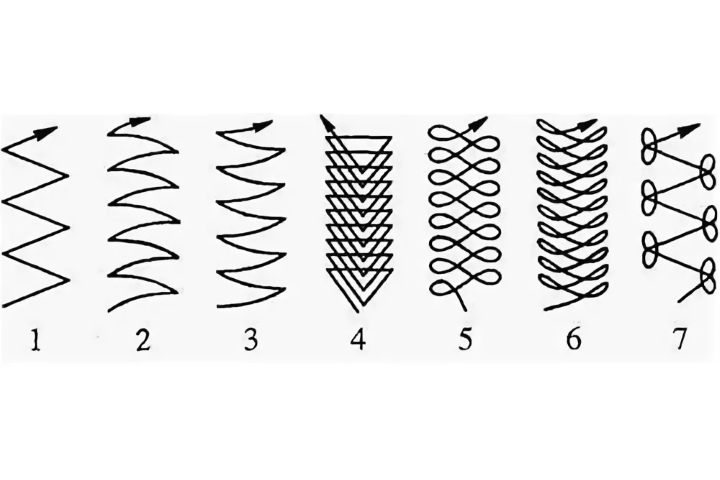
При перемещении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности. Смещение расплавленного металла является обязательным условием успеха при сварке вертикально-вниз.
2. Создайте полки для сварки
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать вертикальное движение вверх. Это сложно и долго, но дает наилучшие результаты. Чтобы упростить процесс, можно создать приварные полки.
Сварочная полка — это когда вы соединяете одну секцию заготовки, а затем переходите к следующей. Ванна для предыдущего сварного шва действует как полка для сварки следующей секции. В идеале вы должны попытаться ограничить бассейн в 1,5 или в два раза больше размера используемого вами электрода. Он обеспечивает наилучшее проплавление сварного шва.
С электродом 7018 следует выбирать технику плетения. Результат будет похож на шахматную доску.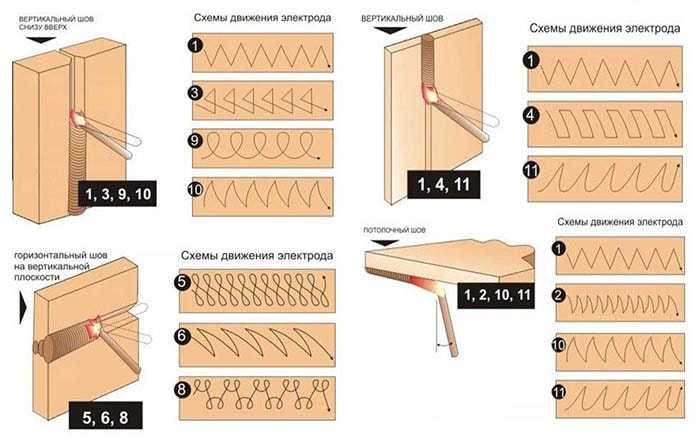 С электродом 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть как покерные фишки, расположенные рядом друг с другом.
С электродом 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть как покерные фишки, расположенные рядом друг с другом.
3. Настройки низкого тока и низкой мощности
Распространенной ошибкой, которую вы можете совершить, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезание. Вы можете легко избежать проблемы, снизив ток и замедлив весь процесс. Это уменьшит размер пула и улучшит контроль над итоговым внешним видом.
Точно так же, чтобы позволить расплавленной луже замерзнуть, вы должны уменьшить настройку силы тока. Это также поможет вам сохранить лучший контроль.
4. Безопасность превыше всего
При выполнении всех сварочных работ сварщик всегда должен следовать стандартным правилам техники безопасности. Тем не менее, они должны проявлять особую осторожность при выполнении сварных швов вне положения, будь то вертикальные или потолочные.
- Используйте маску с автоматическим затемнением – Использование маски с автоматическим затемнением особенно важно при сварке. При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы не допустить каких-либо происшествий. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения.
- Защитные очки – При сварке электродом образуется значительное количество брызг. Наличие съемных защитных очков в дополнение к вашему шлему может показаться немного лишним, но это необходимо для вашей безопасности. Кроме того, снять очки и почистить их проще, чем снять шлем.
- Сапоги со стальным носком – Для получения идеального сварного шва шлак должен стекать до того, как вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги подвергаются серьезному риску травмы. Сапоги со стальным носком — обязательный элемент защиты. В противном случае можно обжечь ноги.
- Огнестойкие перчатки – Для сварки в вертикальном положении мы рекомендуем надевать огнестойкие перчатки, закрывающие локти. Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.
- Огнестойкий комбинезон – К одежде относится то же самое, что и к перчаткам. Тепло в сочетании с брызгами подвергает вас риску. Вы должны носить одежду с длинными рукавами, защищенную огнеупорным комбинезоном.
 При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы не допустить каких-либо происшествий. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения.
При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы не допустить каких-либо происшествий. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения. Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.
Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.5. Задокументируйте настройки вашего сварщика
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для своих вертикальных соединений, на основе материала, толщины, настроек силы тока, входного тока и т. д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы тестировать различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
В каком положении сварки легче выполнять сварку?
Существует четыре основных положения: горизонтальное, горизонтальное, над головой и вертикальное. Наиболее распространенными типами сварных швов являются угловые и разделочные соединения. Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
Наиболее распространенными типами сварных швов являются угловые и разделочные соединения. Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
В плоском соединении фактическая поверхность сварного шва находится почти в горизонтальном положении. Передняя часть металла плоская, и ваш резак будет двигаться в горизонтальном направлении, что делает его наиболее доступным соединением. Все остальные положения представляют собой сварные швы, которые требуют большего внимания к расплавленной ванне и использования методов, обеспечивающих наиболее чистый результирующий сварной шов.
Вы толкаете или тянете при сварке?
При сварке электродом правило относительно простое. Если он производит шлак, то вы используете движение сопротивления. Если он не дает шлака, то вы проталкиваете проволоку. При вертикальной сварке электродом почти все методы сварки производят шлак, поэтому вы всегда будете использовать лобовое движение, чтобы направить расплавленную ванну на место.
Какая сварка самая сложная?
Вольфрамовый инертный газ — самый сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому труднее научиться, и требуется значительная практика, прежде чем сварщик сможет эффективно использовать этот процесс. Это также относительно дороже, чем другие. Сварка стержнем является самым дешевым методом, который следует учитывать при вертикальной сварке.
Сварочные прожоги Причины и предотвращение
Прожоги — распространенный дефект при сварке. С ним часто сталкиваются в сварочном цеху, особенно у тех, кто еще только учится.
Как и все дефекты, прожог создает много проблем. Наихудшими сценариями являются отбраковка детали или отказ сварного шва.
К счастью, прожога можно легко избежать, если проявить осторожность и получить некоторые знания. Итак, в этой статье мы объясним, что такое прогар, чем он опасен, чем он вызван, а также как его исправить и предотвратить.
Что такое прожигание?
Прожог происходит, когда шов проникает достаточно глубоко, чтобы достичь корня шва. По сути, вы случайно расплавите всю толщину основного металла. Вот почему сквозное прожигание также известно как проплавление.
По сути, вы случайно расплавите всю толщину основного металла. Вот почему сквозное прожигание также известно как проплавление.
В результате это выглядит как отверстие в готовом сварном соединении. Обычно этот дефект возникает прямо на сварном шве или вблизи него. Это также чаще встречается в более тонких заготовках и материалах с низкой теплопроводностью.
Существует ряд причин, которые мы обсудим по очереди. Тем не менее, важно сначала узнать, почему следует избегать прожога.
Почему прожигание плохо?
Прожоги могут значительно снизить прочность соединения. Естественно, вы знаете, что разрыв в любом сварном шве делает его слабым. Таким образом, зазоры и отверстия становятся точками с большей вероятностью растрескивания или деформации под нагрузкой. Это не то, что вы хотите, чтобы люди ассоциировали с вашими сварными швами.
При сварке труб прожог приводит к немедленной отбраковке в 100% случаев. Негерметичный стык трубы точно не будет служить своему прямому назначению.
Прожог также портит внешний вид сварного шва. Это может не быть функциональным требованием, но внешний вид имеет значение для большинства клиентов. Если вы испытываете прожоги в сварных швах, сделайте все возможное, чтобы исправить это, чтобы оно выглядело лучше. Вы почувствуете больше гордости за свою работу, гарантируем!
Что вызывает прожог?
Существует несколько причин прогорания. Они связаны с параметрами сварки, техникой, подготовкой шва и т. д. Таким образом, вам нужно быть осторожным в отношении всей настройки и выполнения при решении проблемы прожога.
Высокая сила тока
В большинстве случаев прожоги возникают из-за чрезмерного подвода тепла к сварному соединению Потребление тепла в основном зависит от силы тока (или тока). Таким образом, чем выше ток, тем больше тепловложение.
Если вы видите прожог сварного шва, в первую очередь следует перепроверить уровень силы тока. Для каждой работы существует рекомендуемая сила тока, которую вы можете легко найти в каталогах, таблицах или у своего инструктора. Убедитесь, что ваша сила тока не слишком высока для работы.
Убедитесь, что ваша сила тока не слишком высока для работы.
Низкая скорость перемещения
Скорость перемещения электрода также влияет на погонную энергию. Медленно перемещая электрод, вы тратите больше времени на сварочный проход. Чем дольше вы задерживаетесь на суставе, тем больше погонная энергия.
Эффект аналогичен описанному выше. Высокая погонная энергия приводит к переплавлению и увеличивает вероятность прожогов.
Рекомендуемые скорости движения можно найти в таблицах или каталогах. Тем не менее, они вряд ли будут полезны, так как вы не знаете фактическую скорость перемещения во время сварки. Вы можете получить это право только с большим количеством практики и концентрации. Если вы часто видите прожоги, возможно, вы двигаетесь слишком медленно.
Неправильное проваривание шва
Одной из основных причин прожога является плохая подготовка шва. Правильные параметры и приемы не помогут, если вы ленитесь с задачами, предшествующими зажиганию дуги.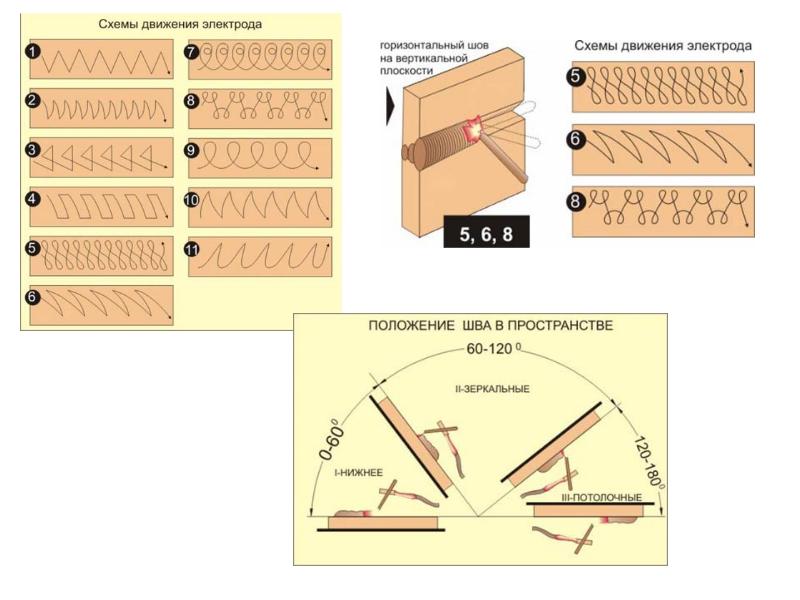
Существует два способа классификации качества подготовки швов, чрезмерное шлифование и плохая очистка.
Слишком большая шлифовка основного металла
Перед сваркой кромки основного металла часто скошены. Это позволяет наполнителю правильно заполнить и сформировать шов. Скос кромки обычно выполняется шлифованием.
Вы должны быть особенно осторожны во время этого процесса измельчения. Небольшое чрезмерное шлифование может создать более глубокие фаски, чем необходимо. Эта дополнительная глубина делает соединение более склонным к проплавлению.
Недостаточная очистка основного металла
Основные металлы должны быть должным образом очищены перед сваркой. Подобно оцинкованной стали или алюминию, многие металлы имеют на своей поверхности защитный слой, который становится очень реактивным при высоких температурах.
Оксид алюминия, например, присутствует в виде тонкой пленки на каждом алюминиевом изделии в вашем магазине. Он хорош в том смысле, что защищает алюминий от коррозии. Но это плохо для сварщиков, так как оксидный слой бурно реагирует с горячими металлами в сварочной ванне, создавая брызги и загрязнения.
Но это плохо для сварщиков, так как оксидный слой бурно реагирует с горячими металлами в сварочной ванне, создавая брызги и загрязнения.
Эта реакция затрудняет управление сварочной ванной, которая пытается удалиться от зоны сварки. Это приводит к прожогу, поскольку тепло от горелки уходит в основной металл, а не поглощается сварочной ванной.
Очистка основного металла важна для предотвращения подобных проблем. Проволочной щеткой или небольшой шлифовальной машиной достаточно удалить эти покрытия, слои, пленки и т. д. и подготовить гладкую чистую заготовку.
Неверная длина дуги
Длина дуги — это расстояние между заготовкой и кончиком электрода.
Дуга будет длиннее, если вы держите электрод слишком далеко от основного металла. Это создает нестабильную, прерывистую дугу и вызывает разбрызгивание. Это также затрудняет контроль движения дуги и правильное управление выделением тепла.
В результате в зоне сварного шва может произойти чрезмерное оплавление, что приведет к прожогу.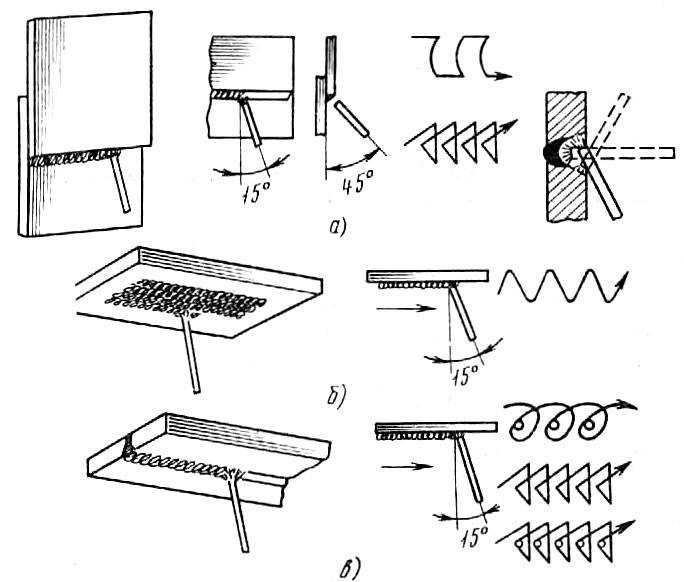
Однако будьте осторожны. Приближение электрода к заготовке также приводит к увеличению тока. Как упоминалось выше, большой ток также вызывает прогорание.
Таким образом, вы должны найти верхний и нижний пределы длины дуги и придерживаться этого диапазона, чтобы предотвратить прожоги.
Угол наклона
Угол наклона определяет, насколько сильно вы «наклоняете» электрод/стержень во время сварки. Но самое важное в этом обсуждении то, что этот угол влияет на подводимое тепло.
Если угол перемещения слишком крутой (почти вертикально к металлу), большая часть энергии сварки фокусируется непосредственно в сварочной ванне. С другой стороны, при увеличении угла хода тепло распределяется по большей площади.
Так что да, вы, наверное, уже догадались! Избегайте крутых углов хода, если вы не хотите прожигания.
Плохая техника сварки
Короче говоря, хорошие сварные швы зависят от навыков и техники сварщика. Все средства, рассмотренные выше, не помогут, если вы используете плохую технику.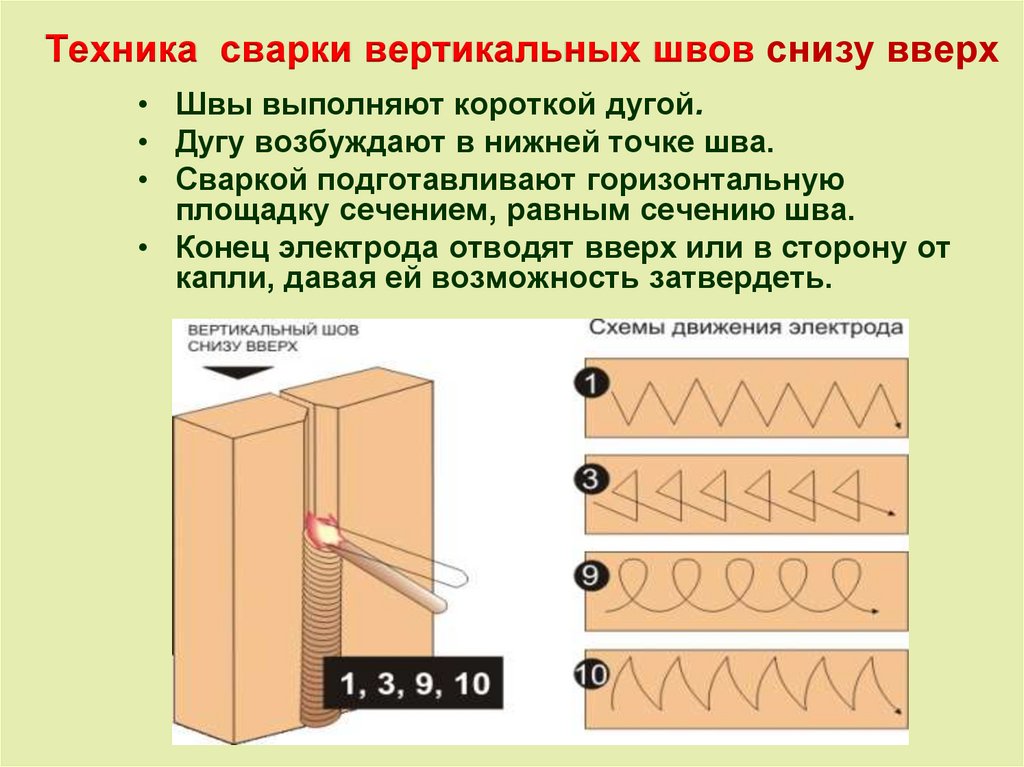
Ниже приведены две технические ошибки, которые часто допускают молодые сварщики.
Перетаскивание вдоль сварного шва
Существует два способа удержания электрода во время сварки. Вы либо сгибаете палку в направлении движения, либо от него. Сварщики обычно относятся к первому как к «перетаскиванию» сварного шва. Его еще называют «вытягиванием» бусины. Однако перетаскивание может создать проблемы с прожиганием.
При перетаскивании сварного шва часть энергии сварки направляется на свариваемый металл. Таким образом, часть тепла уходит в сварочную ванну, а остальная часть предварительно нагревает ту часть, к которой вы движетесь.
Это увеличивает общий подвод тепла к соединению, что, как мы уже знаем, является основной причиной прожога. Поэтому будьте осторожны при наклоне электрода относительно направления движения.
Перемещение палочки по шаблонам
Это классическая ошибка новичка. Многие новички стремятся создать красивые сварные швы. Жгуты или плетеные бусины выглядят очень аккуратно, поэтому у новичков вырабатывается привычка злоупотреблять этими техниками.
Жгуты или плетеные бусины выглядят очень аккуратно, поэтому у новичков вырабатывается привычка злоупотреблять этими техниками.
Эти узорчатые бусины могут хорошо выглядеть, но вы должны учитывать и недостатки. Например, когда вы плетете, вы тратите больше времени на каждый проход. Это позволяет большему количеству тепла поступать в сварной шов, а при большем подводе тепла увеличивается риск проплавления.
Неправильный тип сварки
Выбор правильного сварочного процесса для работы — это наука. В настоящее время существует множество методов сварки, от обычных процессов, таких как MIG, до редких, таких как трение с перемешиванием.
Если вас беспокоит прожог, вам следует избегать высокоинтенсивных видов сварки. Дуговая сварка имеет гораздо большее тепловложение (плотность энергии), чем другие сварочные процессы. Вот почему сварщики предпочитают низкоинтенсивные процессы, такие как MIG, для более тонких заготовок.
В конечном счете, как и многое другое в сварке, ничто не заменит знания, полученные на рабочем месте.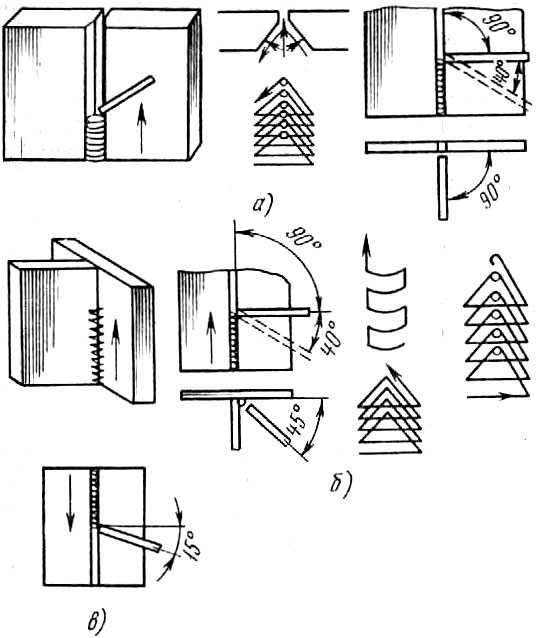 Практический опыт поможет вам узнать, какой процесс сварки лучше всего подходит для вашей работы. Практикуйтесь часто и делайте пробы или тестовые образцы, когда вы не уверены.
Практический опыт поможет вам узнать, какой процесс сварки лучше всего подходит для вашей работы. Практикуйтесь часто и делайте пробы или тестовые образцы, когда вы не уверены.
Неправильные настройки аппарата
На сварочном аппарате имеется ряд кнопок и ручек, к которым редко прикасаются. Вы можете время от времени изменять силу тока и скорость подачи проволоки. Но полярность, например, обычно остается неизменной.
Перед началом сварки следует перепроверить все настройки сварочного аппарата, чтобы убедиться, что все соответствует вашим требованиям.
Полярность, напряжение, параметры импульса и т. д. могли быть изменены для другого задания. Если эти изменения останутся незамеченными, они могут стать причиной прожогов и других дефектов. Поэтому всегда проверяйте и перепроверяйте, чтобы убедиться, что у вас есть правильные настройки перед сваркой.
10 быстрых советов, как избежать прожога при сварке
- Используйте более низкий уровень тока : Уменьшите текущую настройку для снижения тепловложения.
- Сварить быстрее : Старайтесь выполнять проходы как можно быстрее, чтобы снизить вероятность прожога.
- Избегайте чрезмерного шлифования кромок основного металла : При шлифовке фасок обязательно оставляйте немного материала на дне, чтобы он мог выдерживать высокие температуры сварки.
- Очистите все перед сваркой : Очистите свариваемые поверхности металлической щеткой или шлифовальной машиной, чтобы удалить поверхностные покрытия, слои, ржавчину/грязь или любые другие загрязнения.
- Сохраняйте умеренную длину дуги : Поддерживайте постоянную рекомендуемую длину (равную диаметру электрода). Что-то больше или меньше, и вы начинаете видеть прожоги.
- Используйте небольшой угол перемещения : Старайтесь не держать электрод вертикально во время сварки; поддерживать правильный наклон всего сустава.
- Толкай, не тяни : Если вы видите прожоги при перетаскивании, рассмотрите возможность изменения направления движения с тем же углом электрода. Он переносит выделение тепла на валик, а не на основной металл.
- Избегайте ненужных узоров : Стрингеры и плетение могут выглядеть хорошо, но прямой проход идеально подходит для устранения прожогов.
- Рассмотрите варианты мягкой сварки : По возможности используйте низкоинтенсивные методы, такие как MIG или TIG.
- Проверка настроек аппарата перед сваркой : Перепроверьте все настройки перед началом работы, чтобы снизить вероятность образования дефектов. Это признак настоящего профессионала.


Как исправить прожог?
Опыт не гарантирует, что вы никогда не сделаете ошибок. Дефекты все еще случаются, поэтому сообщество сварщиков разработало методы их устранения.
Прожигание не исключение. Это часто происходит в профессиональных сварочных мастерских, и вы должны знать, как это исправить.
Поскольку прожог — это всего лишь дыра, ее заполнение — очевидное решение. Если это маленькое отверстие, сделайте на этом месте небольшой сварной шов. Если у него есть шероховатые края, вы можете отшлифовать их перед добавлением наполнителя.
Иногда могут возникать множественные прожоги по всему суставу. Чтобы исправить это, просто сделайте еще один проход поверх существующего, помня о советах, которые мы дали в этой статье.
Выводы
Прогорание зависит от многих переменных. Это может быть результатом плохих параметров, таких как большой ток и скорость движения. В некоторых случаях причиной может быть небрежность в подготовке суставов.
Мы также узнали, что определенные методы сварки, такие как стрингеры, также могут вызывать прожоги. Возможно, это стало неожиданностью, но это правда. Сварка – сложное искусство.