Полуавтоматический сварочный аппарат инверторного типа Ресанта САИПА-135 65/7
Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-135 с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа – углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества
- Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
- Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
- Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
- Горелка несъемная.
Основное преимущество полуавтомата – это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
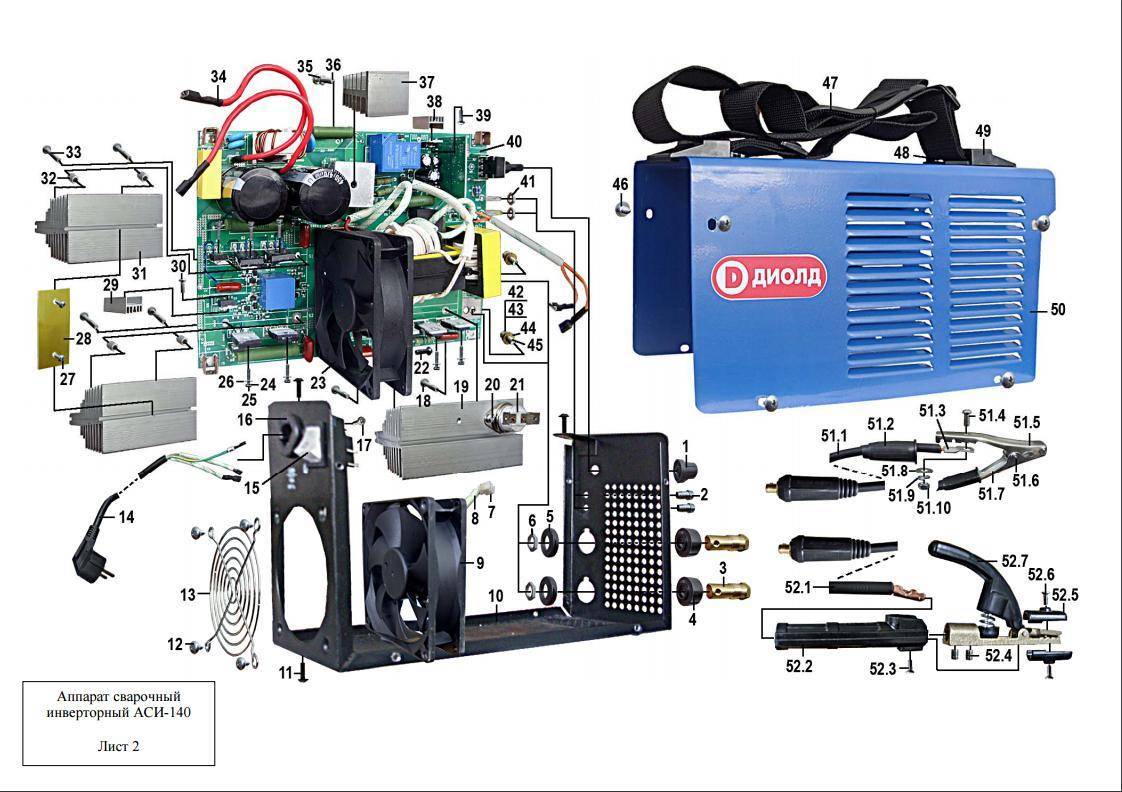
Устройство САИПА-135
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.
- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки.
| Диаметр электродной проволоки | 0,5-0,8 мм | 0,8-0,1 мм |
| Вылет электрода | 7-10 мм | 8-12 мм |
| Расстояние от сопла до металла | 7-10 мм | 8-12 мм |
| Расход углекислого газа | 10-15 дм3/мин | 10-15 дм3/мин |
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Сварочный аппарат полуавтомат – особенности разных видов устройств, как правильно выбрать и использовать?
Для качественного соединения металлических деталей был разработан сварочный аппарат полуавтомат. Устройство позволяет быстро и качественно сварить поверхности как черных, так и цветных металлов. У данной группы техники существует несколько разновидностей, предназначенных для проведения различных работ.
Сварка полуавтомат – что это такое?
При работе с металлическими поверхностями в быту, на производстве и при сервисном обслуживании техники зачастую используется полуавтоматический сварочный аппарат. Это не что иное как электромеханическое устройство для сварки специальной проволокой, автоматически подающейся прибором. То есть скорость подачи электрода можно регулировать на корпусе устройства, а перемещение горелки зависит только от мастера.
То есть скорость подачи электрода можно регулировать на корпусе устройства, а перемещение горелки зависит только от мастера.
Сварочный аппарат полуавтомат инверторный и ручной агрегат используются как для бытового, так и промышленного применения. Разница заключается в защитных функциях устройств. При электродной сварке это обмазка электрода, а у полуавтоматического аналога – газы или порошковая проволока с использованием флюса.
Устройство сварочного аппарата полуавтомата
Стандартный полуавтомат для сварки независимо от разновидности конструкции состоит из следующих деталей:
- корпуса с трансформатором для подачи электрического тока;
- редуктора с двигателем для подачи проволоки;
- сварочного рукава или шланга;
- сварочного кабеля, подключаемого зажим к детали;
- специальной горелки для сварки, в которую помещается проволока;
- наконечника, проводящий ток;
- системы подачи газа для моделей с баллонами.
Сварочный аппарат полуавтомат – принцип работы
Чтобы понять, как работает сварочный аппарат полуавтомат, не нужно проходить специальные курсы. Вся суть работы сводится к следующим пунктам:
Вся суть работы сводится к следующим пунктам:
- Прибор автоматически непрерывно с заданной скоростью подает специальную проволоку на металлические детали, которые необходимо соединить. Это избавляет сварщика от постоянной замены электродов. Контроль подачи и собственно процесс сварки осуществляет мастер.
- Под действием электрического тока обрабатываемые поверхности нагреваются и деформируются.
- В смеси газов между электродом и металлом образуется электрический разряд.
- Инертные газы и углекислота необходимы для предотвращения образования окислов.
- Сварочный аппарат полуавтомат, работающий с флюсовой проволокой, не имеет дополнительных газовых баллонов. В процессе работы специальный порошкообразный состав в проволоке, называемый флюс, сгорает и нейтрализует действие кислорода.
- Полярность подключения полюсов зависит от типа свариваемого металла.
- Сила тока подбирается мастером самостоятельно, исходя из характеристик свариваемых поверхностей с помощью специальных таблиц или рекомендаций производителя оборудования.


Плюсы и минусы сварочного аппарата полуавтомата
Осознанный выбор сварочного аппарата полуавтомата должен проводиться с учетом всех достоинств и недостатков этого вида сварки. К ее несомненным плюсам можно отнести:
- удобство работы с оцинкованными изделиями без повреждения покрытия;
- возможность соединения конструкционной стали, алюминия и чугуна;
- можно сваривать тонкие стальные листы толщиной в 0,5 мм.
- во время работы сварщик может видеть чистый шов без шлака;
- сварочный аппарат полуавтомат иметь сравнительно низкую стоимость с другими приборами подобного класса.
Однако даже самый лучший сварочный полуавтомат аппарат имеет и ряд недостатков:
- без использования специальных инертных газов или углекислоты увеличивается разбрызгивание раскаленного металла;
- при таком типе сварных работ сильное излучение дуги, поэтому проводить все манипуляции необходимо в защитной амуниции: комбинезоне, шлеме и перчатках.

Какая разница между сварочным аппаратом и полуавтоматом?
Выше уже была затронута тема того, чем отличается ручной сварочный аппарат от полуавтомата. Все различия сводятся к тому, что:
- При ручной сварке используются сменные электроды и специальная обмазка для защиты от окислов, когда в автоматизированном устройстве это сварочная проволока с флюсовым компонентом или баллоном с инертными газами.
- В процессе работ полуавтомат самостоятельно подает проволоку с заданной сварщиком скоростью, тогда как у его аналога это полностью ручной процесс.
- При сварке обычным агрегатом шов контактирует с факторами внешней среды и элементами обмазки, тогда как у аналога качество соединения более высокое.
Однозначно ответить, какая модель лучше нельзя, потому что агрегаты подбираются, исходя из целей будущих работ. Так сварочный аппарат полуавтомат имеет свои преимущества:
- более высокое качество получаемого соединения;
- работа с различными металлами и толщиной сварных элементов;
- исключена возможность попадания чужеродных элементов в сварочную ванну;
- перед и после сварки заготовку можно подогревать входящей в состав горелкой.

Преимуществами ручного прибора при выборе являются:
- низкая стоимость;
- простота эксплуатации и транспортировки;
- отсутствие газовых баллонов в комплекте и, как следствие, большая пожаробезопасность;
- быстрая подготовка к работе.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.

По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.
Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.
Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.
Как выбрать сварочный аппарат полуавтомат?
Любая сварка полуавтомат имеет свои характеристики, влияющие на степень сложности работы и качество готового шва. При покупке прибора стоит учитывать следующие его характеристики:
При покупке прибора стоит учитывать следующие его характеристики:
- Тип источника питания. Сейчас приборы используют трансформатор, выпрямитель или инвертор. Этот показатель влияет как на качество сварки, так и возможность соединения различных металлов.
- Максимальный ток и коэффициент непрерывной работы.
- Мощность и диапазон рабочих напряжений прибора.
- Механизм подачи проволоки. Это может быть толкающее, тянущее или комбинированное устройство. От него зависит вес и длина сварного рукава, удобство работы в тех или иных условиях.
- Расположение механизма подачи проволоки в общем корпусе или отдельно. При раздельном расположении основных механизмов и устройства подачи топлива в сварочном аппарате полуавтомате устройство становится более маневренным.
- Тип защитного устройства: смесь инертных или активных газов, порошковая проволока с флюсовым наполнителем.
- Длина и устройство сварочной горелки.
- Тип системы управления настройками: регуляторы или электронное табло.

Рейтинг полуавтоматов сварочных аппаратов
Перед покупкой устройства не лишним будет почитать отзывы экспертов и пользователей приглянувшейся модели. Самые популярные и востребованные модификации:
- Ресанта САИПА-200 сварочный аппарат полуавтомат. Запас силы тока модели составляет 200 А, а постоянное включение 70%. Цена – $260.
- Foxweld Invermig 160 combi – маломощный инверторный прибор с удобным цифровым управлением. Подходит для эпизодического домашнего использования. Цена – $365.
- Fubag INMIG 200 plus – профессиональный сварочный аппарат полуавтомат, мощность которого равняется 8 кВт. Отличается синергетическим управлением и большим выбором режимов работы. Цена – $554.
- AuroraPRO Speedway 200 – однофазный агрегат с массивной катушкой. Цена – $640.
- Сварог PRO MIG 200 SYNERGY – прибор, способный работать с различными типами проволоки, штучными электродами и аргоновой горелкой. Цена – $780.
 Цена – $780.
Цена – $780.Как использовать сварочный аппарат полуавтомат?
Правильная сварка аппаратом полуавтоматом предполагает неукоснительное соблюдение правил эксплуатации прибора и техники безопасности:
- Корпуса прибора всегда должен быть заземлен.
- Нельзя использовать неисправный или поврежденный прибор.
- Во время длительных перерывов в работе устройство необходимо отключать от электросети и баллона с защитным газом.
- Работы не должны проводиться вблизи с легковоспламеняющимися и горючими предметами.
- Сварка начинается только при наличии защитной одежды – перчаток, маски и куртки.
Процесс использования сварочного аппарата полуавтомата состоит из следующих этапов:
- Подготовка всех деталей прибора и средств индивидуальной защиты.
- Настройка оборудования и полярности.
- Проверка работы на незаметном участке.
- Непосредственно сварка.
- Отключение электропитания и сбор всех деталей для хранения прибора.

Как настроить сварочный аппарат полуавтомат?
Даже самый лучший сварочный аппарат полуавтомат перед работой нуждается в предварительной настройке мастером. Параметры необходимо выставлять, исходя из типа и толщины соединяемых металлов:
- Диаметр электродной проволоки составляет от 0,8 до 1,2 мм и варьируется от толщины металла.
- Рекомендуемую силу тока можно узнать в инструкции к прибору от завода-изготовителя либо специальных таблицах государственного стандарта.
- Скорость подачи проволоки тоже обязательно настраивается вручную по тем же таблицам.
- Расход газа из баллонов варьируется от 6 до 9 л/мин.
Как варить сварочным аппаратом полуавтоматом?
Технология сварки устройством полуавтоматом предполагает:
- Подсоединение «массы» к свариваемому металлу либо металлической поверхности толщиной не менее 2 мм.
- Контроль выступа проволоки из сопла. Эта величина не должна быть больше 5 мм.
- Включить подачу газа.
- Максимально близко соединить детали и провести точечное соединение в нескольких местах.
- Произвести запал дуги и плавно сварить детали сплошным швом.

Как самому из сварочного аппарата сделать полуавтомат?
Во время проведения кузовных работ на станциях технического обслуживания и при домашнем ремонте некоторые мастера решаются изготовить самодельный сварочный аппарат полуавтомат из имеющегося прибора для ручной дуговой сварки. Задача эта не из простых. Для ее выполнения потребуется дополнительное оборудование и глубокие знания некоторых физических процессов. Для переделки подойдет устройство с силой тока не менее 150 А. В процесс его модернизации будет входить:
- сборка механизма для автоматической подачи проволоки;
- его подключение к механизму и системам контроля;
- модернизация вольтамперных характеристик прибора.
Как выбрать аппараты для точечной сварки
Автор Барри Эрнест / 18.04.2023 / Машины / 6 минут чтения
Правильный выбор аппарата для точечной сварки имеет важное значение для успешного сварочного бизнеса. Аппараты для точечной сварки предназначены для соединения двух или более металлических деталей в одном месте с использованием тепла и давления.
Однако выбор подходящего аппарата для точечной сварки может оказаться непростой задачей. В результате в этой статье будут рассмотрены доступные типы и факторы, которые следует учитывать при покупке аппарата для точечной сварки. С помощью этого руководства предприятия могут принять обоснованное решение и найти аппарат для точечной сварки, который лучше всего подходит для различных областей применения.
Содержание
Обзор мирового рынка аппаратов для точечной сварки
Советы по выбору аппаратов для точечной сварки
Типы аппаратов для точечной сварки
Заключение
Обзор мирового рынка аппаратов для точечной сварки 2018 г.
 , и ожидается, что эта цифра достигнет 27,22 млрд долларов США в 2030 г., увеличившись в среднем на 7,6%.
, и ожидается, что эта цифра достигнет 27,22 млрд долларов США в 2030 г., увеличившись в среднем на 7,6%.Основными движущими силами тенденции роста являются потребности в решениях, повышающих производительность в отраслях.
Другие причины, ведущие к огромному размеру рынка, включают более широкое использование машин для безопасной сварки и технологический прогресс.
Советы по выбору для точечной сварки
Толщина сварного шва
При выборе аппарата для точечной сварки важно учитывать толщину сварного шва. Проверка технических характеристик сварочного аппарата помогает понять, подходит ли он больше для тонкого или толстого металла.
Толщина сварного шва влияет на силу тока, напряжение и время, которое потребуется точечному сварщику для правильной сварки двух деталей. Аппарат для точечной сварки с небольшой мощностью подходит для сварки тонких металлов, в то время как аппарат для точечной сварки со слишком большой мощностью подходит для сварки более толстых металлов.
Поэтому пользователи должны быть осторожны и приобретать только аппарат для точечной сварки, совместимый с толщиной свариваемого металла. Выбор несовместимого сварочного аппарата может привести к получению некачественной сварочной дуги или повреждению металлического материала.
Выходная мощность
Выходная мощность аппарата точечной сварки определяет толщину материалов, которые он может сваривать. Более высокая выходная мощность позволит сваривать более толстые материалы, тогда как более низкая выходная мощность позволит сваривать только более тонкие материалы.
Также важно учитывать типы свариваемых материалов, поскольку для одних материалов может потребоваться более высокая выходная мощность, чем для других. Кроме того, более высокая выходная мощность может помочь обеспечить высокое качество сварки и снизить риск некачественных сварных швов. Выбор аппарата для точечной сварки с соответствующей выходной мощностью имеет важное значение, чтобы помочь потребителям добиться качественных сварных швов.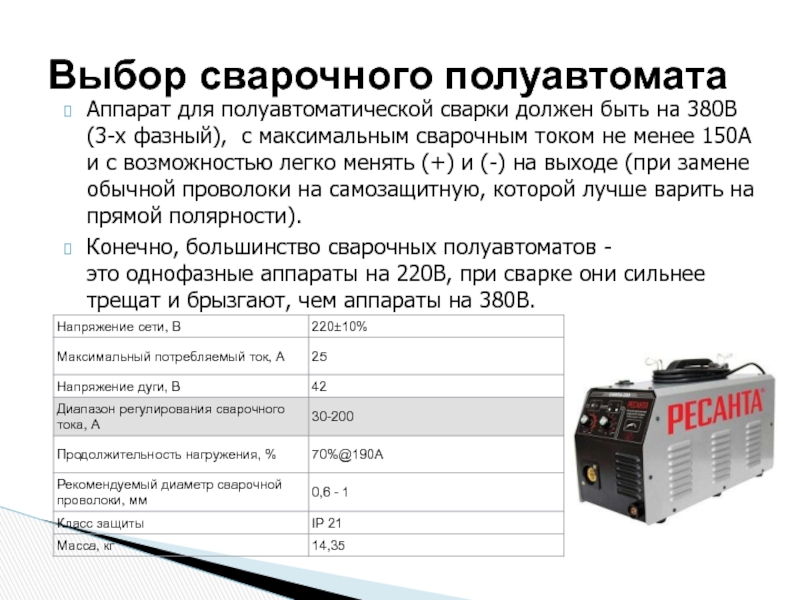
Диапазон температур
При выборе сварочного аппарата важно учитывать диапазон температур для свариваемых металлов. Например, для сварки таких прочных металлов, как титан, необходим сварщик с более высоким диапазоном температур. Напротив, сварочный аппарат с более низким диапазоном температур подходит для сварки более мягких металлов, таких как нержавеющая сталь. Кроме того, пользователи должны также учитывать размер и форму металлов, чтобы обеспечить равномерное распределение тепла при сварке.
Источник питания
Тип используемого источника питания определяет размер и мощность приобретаемого аппарата для точечной сварки. Аппарат, работающий от источника питания с большой силой тока, будет иметь более сильный сварочный ток и, следовательно, более высокую производительность при сварке более толстых материалов. С другой стороны, машина с питанием от источника питания с малой силой тока будет иметь меньший сварочный ток и может оказаться неэффективной для сварки более толстых материалов.
Источник питания также влияет на размер и вес машины. Например, машина, работающая от мощного источника питания, будет крупнее, а машина с небольшим источником энергии будет компактнее. Тип источника питания также будет определять стоимость машины и ее обслуживания. Аппараты для точечной сварки, потребляющие большую мощность, имеют более высокие начальные затраты и затраты на техническое обслуживание, чем аппараты с источником питания с малой силой тока.
Варианты управления
При покупке аппарата для точечной сварки необходимо учитывать несколько вариантов управления. Во-первых, определите, нужен ли пользователям ручной, полуавтоматический или автоматический аппарат для точечной сварки. Ручные точечные сварщики требуют, чтобы пользователь вручную инициировал процесс сварки, в то время как полуавтоматические и автоматические сварочные аппараты можно запрограммировать на сварку без прямого вмешательства пользователя.
Затем рассмотрим тип интерфейса управления.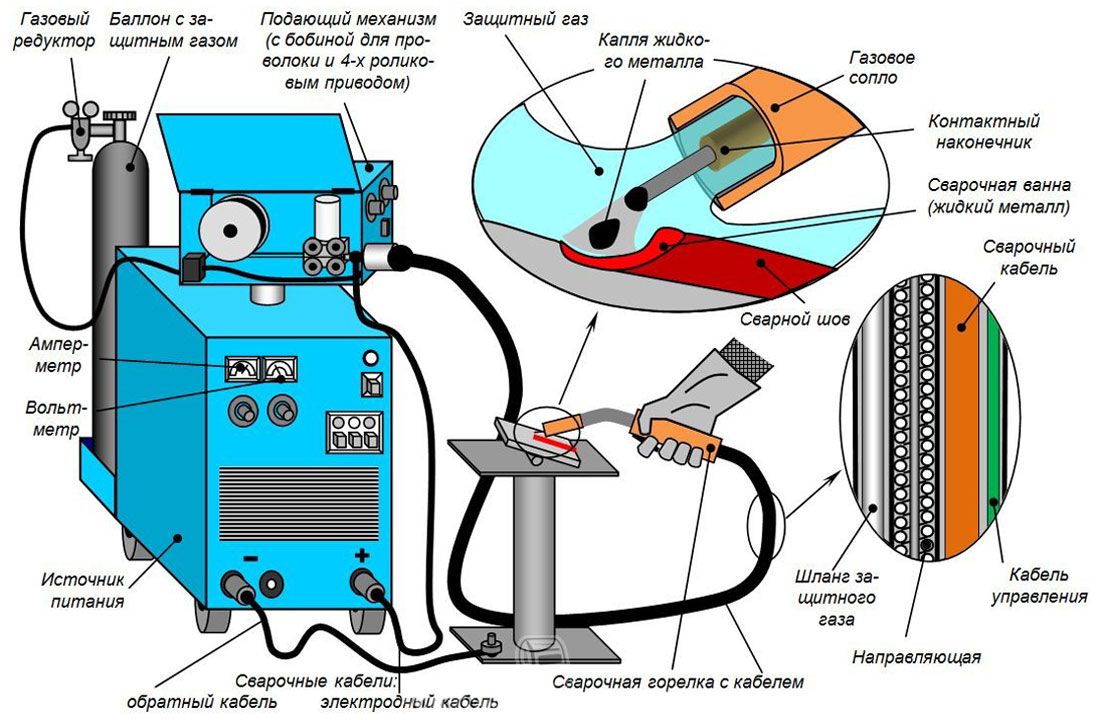 Ручные сварочные аппараты обычно имеют тумблер или кнопку, в то время как полуавтоматические и автоматические сварочные аппараты могут использовать ножную педаль, цифровой дисплей или программируемый контроллер.
Ручные сварочные аппараты обычно имеют тумблер или кнопку, в то время как полуавтоматические и автоматические сварочные аппараты могут использовать ножную педаль, цифровой дисплей или программируемый контроллер.
Покупатели должны проверить, предлагает ли сварочный аппарат функции контроля тока и напряжения. Сварочные аппараты для точечной сварки можно приобрести с предустановленными настройками тока и напряжения или регулируемыми настройками, чтобы пользователь мог изменять ток и напряжение по мере необходимости.
Элементы управления безопасностью сварочного аппарата имеют решающее значение. Хорошие аппараты для точечной сварки будут иметь различные функции безопасности, такие как тепловое отключение, защита от низкого напряжения и защита от перегрузки. Все эти факторы позволяют легко найти надежного специалиста по точечной сварке.
Применимый материал
При покупке аппарата для точечной сварки важно перед покупкой рассмотреть соответствующий материал. Различные аппараты для точечной сварки предназначены для работы с разными материалами, и выбор неправильного типа сварочного аппарата может привести к ухудшению качества сварного соединения и даже к полному выходу из строя. Например, аппарат для точечной сварки мягкой стали не подходит для сварки серебра или магния.
Различные аппараты для точечной сварки предназначены для работы с разными материалами, и выбор неправильного типа сварочного аппарата может привести к ухудшению качества сварного соединения и даже к полному выходу из строя. Например, аппарат для точечной сварки мягкой стали не подходит для сварки серебра или магния.
Типы аппаратов для точечной сварки
Аппарат контактной стыковой/высадочной сварки
Сварщики контактной стыковой сварки используют медленный процесс сварки, который заключается в пропускании постоянного тока между двумя частями металла в течение длительного периода времени. Машина часто используется для сварки более толстых металлических деталей, когда требуется высокая степень прочности.
Pros
– Они универсальны.
– идеально подходят для крупносерийного производства.
– Они экономичны.
– Они обеспечивают прочные сварные швы, способные выдерживать высокие уровни напряжения и деформации.
Минусы
– Требуют интенсивного регулярного обслуживания.
– На качество сварки могут влиять толщина и размер металла.
Машина для стыковой сварки оплавлением
Сварочные аппараты контактной оплавлением используют ток высокого напряжения, который проходит между двумя металлическими частями, чтобы сварить их намного быстрее, чем другие методы. Эти машины подходят для применений, где требуется быстрое и прочное соединение, а также для сварки более тонких металлов.
Pros
– Они быстро производят прочные сварные швы.
— Они универсальны.
– Обеспечивают высокое качество сварных швов.
Минусы
– Их портативность ограничена, поскольку они неподвижны.
– Имеют высокий уровень энергопотребления.
Машина для шовной сварки
Машина для шовной сварки представляет собой специализированный сварочный аппарат, который создает непрерывный однородный шов на металлических листах. Это машина контактной точечной сварки, подходящая для сварки тонких металлических листов без использования флюса или присадочных материалов.
Pros
– Обеспечивают точные и аккуратные сварные швы, что делает их подходящими для большинства производственных проектов.
— Они могут производить широкий спектр металлов.
– Они могут стабильно производить прочные сварные швы.
Минусы
– Для достижения высокого уровня точности они требуют тщательного обслуживания.
– Работа на машинах требует глубокого понимания методов и параметров сварки.
Заключение
Аппараты для точечной сварки могут стать хорошей инвестицией как для новых, так и для опытных предприятий в области сварки. В этом руководстве показаны типы аппаратов для точечной сварки и факторы, которые необходимо учитывать при выборе надежных аппаратов. Поэтому при работе с надежными точечными сварочными аппаратами процессы сварки должны быть гладкими.
Читайте также: Различия между сваркой MIG и TIG
Новые поступленияБыть терпеливым | Последние разработки в области болезни Альцгеймера
Последние новости
Финансовое планирование болезни Альцгеймера Юридическое планирование недавно диагностировано
Наши читатели отправили юридические вопросы о болезни Альцгеймера.
 Мы спросили юриста
Мы спросили юристаДакота Вагнер | 30 июня 2023 г.
После постановки диагноза «деменция» у многих семей возникают вопросы о юридическом или финансовом планировании. Мы связались с Куртом Винтером, адвокатом в…
Подробнее
снижение когнитивных функций когнитивные симптомы деменция ранние признаки Голоса пациентов
«Как я впервые понял, что что-то не так: устная история раннего слабоумия»
Женевьев Гласс | 29 июня 2023 г.
Ранние признаки болезни Альцгеймера или слабоумия могут быть незаметными — иногда незаметными для человека, который их испытывает. Забывчивость или борьба с…
Подробнее
снижение когнитивных функций
Нейробиологи объясняют, как опухоли головного мозга вызывают снижение когнитивных функций
Сарита Кришна и Шон Херви-Джампер, Калифорнийский университет в Сан-Франциско | 29 июня 2023 г.
Исследователям давно известно, что опухоли головного мозга, в частности опухоль, называемая глиомой, могут влиять на когнитивные и физические функции человека. Пациенты…
Пациенты…
Подробнее
Другие статьи
Разрушающие мифы добавки для здоровья мозга
Дуэйн Меллор | 20 июня 2023 г.
Работают ли добавки с куркумой? Вот что говорит наука
Куркума используется людьми более 4000 лет. Наряду с кулинарией и косметикой, это был основной продукт традиционной…
Подробнее
Саймон Спичак, магистр наук | 3 апреля 2023 г.
Работает ли Неурива Плюс? Урегулированный судебный процесс запрещает его создателям заявлять, что это так
Принимали бы вы добавку — например, добавку для здоровья мозга Neuriva Plus, — которая утверждает, что улучшает работу вашего мозга? Ведь Майим…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые опасны для жизни — от сильного отека мозга до…
Некоторые опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для стимуляции мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такого рода…
Подробнее
Другие статьи
В поисках лечения и лечения
Саймон Спичак, магистр наук | 12 апреля 2023 г.
Заполнение пустоты: борьба за лечение болезни Альцгеймера на более поздних стадиях
Когда отец Джулии Флеминг впал в более позднюю стадию слабоумия Альцгеймера, она могла только наблюдать, как его навыки работы с компьютером и интерес к нему угасали. «…
Подробнее
Николас Чан | 27 сентября 2021 г.
Ваш путеводитель по одобренным FDA лекарствам от болезни Альцгеймера
Болезнью Альцгеймера страдает каждый третий человек старше 85 лет, и масштабы эпидемии только усугубляются. Пока там…
Пока там…
Подробнее
Саймон Спичак, магистр наук | 14 апреля 2023 г.
На пороге полного одобрения FDA новые подробности о смерти Лекемби
В июне Управление по санитарному надзору за качеством пищевых продуктов и медикаментов примет решение о предоставлении полного одобрения антиамилоидному препарату для лечения болезни Альцгеймера Leqembi компании Biogen и Eisai (общее название…
Подробнее
Саймон Спичак, магистр наук | 21 марта 2023 г.
Эти малоизвестные токсичные белки обнаруживаются в 60% случаев болезни Альцгеймера
«Анна Каренина» начинается знаменитой строкой: «Все счастливые семьи похожи друг на друга; каждая несчастливая семья несчастлива по-своему». Принцип держится…
Подробнее
Другие статьи
Генетика и здоровье мозга
Саймон Спичак, магистр наук | 4 мая 2022 г.
Является ли болезнь Альцгеймера генетической?
Революционные достижения в области технологий секвенирования генов открыли новые пути для понимания здоровья и болезней. Ученые могут секвенировать наш генетический код для поиска…
Подробнее
Саймон Спичак, магистр наук | 2 марта 2023 г.
Как ген APOE4 влияет на мой риск болезни Альцгеймера?
ДНК человека содержит до 25 000 различных генов. Дико думать, что всего одна крошечная мутация может…
Подробнее
Кристин Барба | 2 января 2019 г.
Гены, меняющие жизнь: «У меня может быть 50% шанс заболеть болезнью Альцгеймера к 50 годам»
Будучи студентом колледжа, Марти Рейсвиг решил пригласить свою девушку на воссоединение семьи. После того, как он заметил, что многие из его родственников борются с…
Подробнее
Николас Чан | 21 января 2021 г.
Рассматриваете генетическое тестирование на болезнь Альцгеймера? 3 вещи, которые нужно знать
Некоторые гены, такие как ApoE, играют важную роль в заболевании. Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Подробнее
Другие статьи
Улучшение здоровья мозга
Кэти Куп | 28 марта 2023 г.
Обладают ли эти жители боливийской Амазонии секретом здоровья мозга?
По данным Всемирной организации здравоохранения, более 55 миллионов человек во всем мире страдают деменцией. И это число растет: каждый год почти 10 миллионов…
Подробнее
Александра Марвар | 23 декабря 2020 г.
5 вещей, которые вы можете сделать сегодня, чтобы уменьшить стресс
Опекуны: если вы постоянно беспокоитесь или чувствуете тревогу, перегружены или в плохом настроении, если вам трудно сосредоточиться, если вы подавлены или взволнованы, если вы сами…
Подробнее
Саймон Спичак, магистр наук | 2 июня 2023 г.
«Как я могу предотвратить болезнь Альцгеймера?» Вот что говорит наука
Каждый год более 900 000 американцев диагностируют деменцию Альцгеймера. Только пять процентов этих случаев являются результатом генетической формы…
Только пять процентов этих случаев являются результатом генетической формы…
Подробнее
Александра Марвар | 2 сентября 2021 г.
Может ли слишком много кофе уменьшить ваш мозг? (И будет ли это иметь значение?)
Недавно пришли плохие новости для тех, кто постоянно употребляет кофеин: недавно исследователи обнаружили доказательства того, что употребление более шести чашек кофе в день может уменьшить…
Подробнее
Еще статьи
Диагностика деменции
Саймон Спичак, магистр наук | 7 февраля 2023 г.
Есть только один способ перепроверить диагноз деменции. Medicare отказывается покрывать это
Теперь, когда леканемаб одобрен Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и получает компенсацию от Medicare, а также появился на рынке под названием Leqembi, многие американцы…
Подробнее
Фил Гутис | 1 августа 2022 г.![]()
Анализы крови при болезни Альцгеймера делают еще один шаг вперед
В этом году на конференции AAIC разработчик анализа крови на болезнь Альцгеймера представляет многообещающие данные, в то время как Ассоциация болезни Альцгеймера предупреждает, что новые биомаркеры на основе крови не совсем…
Подробнее
Дебора Кан | 1 июня 2023 г.
Что такое ФТД? Эксперты по деменции объясняют симптомы, диагностику и уход
Узнав о диагнозе лобно-височной деменции Брюса Уиллиса, у многих возникли вопросы о диагнозе и о том, чего ожидать. Кэти Брандт и доктор….
Подробнее
Николас Чан | 27 марта 2020 г.
«Обезоружить диагноз»: Джим Батлер о жизни после диагноза «деменция»
Быть терпеливым поговорил с Джимом Батлером, у которого четыре года назад диагностировали болезнь Альцгеймера, о его попытках «разоружить» его диагноз, перепрограммировав его…
Подробнее
Другие статьи
Разнообразие и деменция
Алехандра О’Коннелл-Доменек | 17 апреля 2023 г.
Детище студенческого класса: латиноамериканская теленовелла о болезни Альцгеймера
Эта статья является частью серии Разнообразие и слабоумие, подготовленной компанией “Быть терпеливым” при поддержке Eisai. Мужчина в ярко-желтой рубашке…
Подробнее
Рианна Паттерсон | 28 февраля 2023 г.
Подработка этого исследователя деменции: поддержка чернокожих женщин в науке
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией “Быть терпеливым” при поддержке Eisai. Для аспиранта Кембриджского университета и…
Подробнее
Саймон Спичак, магистр наук | 31 марта 2023 г.
Борьба Тони Гонсалеса за лучшее лечение болезни Альцгеймера в латиноамериканском сообществе США
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией “Быть терпеливым” при поддержке Eisai. «Я ехал домой с работы и…
Подробнее
Саймон Спичак, магистр наук | 15 февраля 2023 г.
Кристиана Эги: Разрушение стигмы деменции для молодых и старых
Кристиана Эги — владелица Alexis Lodge — дома для более чем 20 человек, страдающих слабоумием. Но зачем останавливаться на достигнутом?…
Подробнее
Еще статьи
Совок пищевых добавок
Саймон Спичак, магистр наук | 27 января 2022 г.
Правда о добавках для улучшения работы мозга
Что, если бы вы могли увеличить свой мозг — стать умнее, сосредоточеннее и осознаннее — за 50 долларов в месяц? Или…
Подробнее
Саймон Спичак, магистр наук | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для стимуляции работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым, улучшает вашу память. Такой…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, магистр наук | 16 августа 2022 г.
Dopamine Bean: работают ли добавки Dopa Mucuna?
Модная пищевая добавка под названием допа мукуна содержит опасно высокий уровень повышающего дофамин препарата под названием леводопа. Исследователи предупреждают о непреднамеренной побочной…
Подробнее
Еще статьи
Изменение лица при болезни Альцгеймера
Элизабет Хьюитт | 6 декабря 2022 г.
Тусовка слабоумия: Восстание кафе памяти
Когда люди регистрируются, чтобы присоединиться к онлайн-кафе памяти Еврейской службы семьи и детей, они могут услышать от эксперта по афро-латиноамериканской музыке о…
Подробнее
Элизабет Хьюитт | 20 декабря 2022 г.