Как выбрать штангенциркуль – Токарный, измерительный инструмент, оснастка станков. Изготовление оснастки и инструментов под заказ. Услуги металлообработки. Производство деталей из металла.
Самым известным мерительным инструментом является штангенциркуль. Назначение штангенциркуля измерять наружные, линейные размеры, такие как диаметры валов, уступы, габаритные размеры, глубину или как еще называют длину отверстия и т.д. Без штангенциркуля не обходится ни одно предприятие особенно в машиностроительной и авиастроительной отраслях . Устройство штангенциркуля крайне простое : штанга, нониус, измерительная линейка, фиксирующий винт. Именно простота, надежность и универсальность штангенциркуля обеспечило ему широкую известность. Штангенциркули обозначаются следующим образом: обычный штангенциркуль -ШЦ, штангенциркуль цифровой обозначаются ШЦЦ, с круглой шкалой – ШЦК. Как и любой мерительный инструмент, штангенциркуль имеет свою шкалу делений, например цена деления 0,01 означает, что штангенциркуль способен измерять размер с точностью до одной сотой миллиметра, или цена деления 0,1 – измеряет размер с точностью до одной десятой миллиметра, что менее точно сем у штангенциркуля с ценой деления 0. 01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку.
01мм. Помимо цены деления у штангенциркуля всегда присутствует погрешность измерения. Сама погрешность измерения складывается из нескольких составляющих: износ рабочих частей штангенциркуля при многократных измерениях, человеческий фактор, при замере может дрогнуть рука как ни как все мы люди, загрязненность рабочих частей штангенциркуля. Считается что если погрешность составляет менее 10 процентов от точности измерения т.е. цены деления то это является допустимой нормой. Еще хотелось бы заметить что время от времени штангенциркули должны проходить обязательную поверку. Как выбрать штангенциркуль для измерения определенного размера?
Скажем необходимо измерить размер болта диаметром 10f7 (-0,049-0,030) штангенциркуль с ценой деления ШЦ-0,1 не подойдет, так как допуск измеряемой поверхности меньше цены деления штангенциркуля, здесь больше подойдет штангенциркуль ШЦЦ-0,01 с ценой деления 0,01.
Поверка штангенциркуля должна проходить один раз в 6 месяцев, и проходит она следующим образом. Ответственное лицо как чаще бывает это контролер на предприятии проводит измерение штангенциркулем специальной калиброванной плитки (их еще называют концевые меры) которая имеет точный номинальный размер и считывают полученный размер с штангенциркуля если значение размера отличается от заявленного размера концевой меры, то можно смело говорить о неисправности данного инструмента. Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Ответственное лицо как чаще бывает это контролер на предприятии проводит измерение штангенциркулем специальной калиброванной плитки (их еще называют концевые меры) которая имеет точный номинальный размер и считывают полученный размер с штангенциркуля если значение размера отличается от заявленного размера концевой меры, то можно смело говорить о неисправности данного инструмента. Как правило не прошедший поверку инструмент ремонту не подлежит и должен быть заменен инструментом прошедшим поверку.
Для измерения трудно доступных размеров к примеру отверстий применяются штангеннутромеры, глубинных размеров- штангенглубиномеры, габаритных размеров штангенрейсмасы к ним применяются такие же требования как и к обычному ШЦ.
Штангенциркуль как и любой мерительный инструмент должен эксплуатироваться и храниться в специальных условиях. протирается штангенциркуль щелочным раствором для исключения возможности появления коррозии. Предохраняет ШЦ от внешних механических воздействий футляр. При каждом измерении размера штангенциркуль должен быть взят из футляра и помещен в футляр.
При каждом измерении размера штангенциркуль должен быть взят из футляра и помещен в футляр.
пошаговая инструкция. Как выбрать штангенциркуль для работы домашнего мастера Составные части штангенциркуля
Штангенциркуль получил название благодаря основному элементу своего корпуса – штанге, а вот привычный нам циркуль немного далек от этого инструмента своим устройством. Разобраться в предмете, полном загадок, постараемся с помощью данной статьи, рассмотрим его устройство и принцип работы.
Устройство штангенциркуля – основные узлы и их назначение
Устройство штангенциркуля внешне не кажется сложным, но его части так компактно и оптимально составлены, что делают это приспособление простым и удобным в использовании. А умеет оно немало, причем измерения, которые выполняются с его помощью, очень важны во многих сферах промышленности и строительства. При использовании штангенциркуля мы получаем линейные размеры предметов, как внешние, так и внутренние.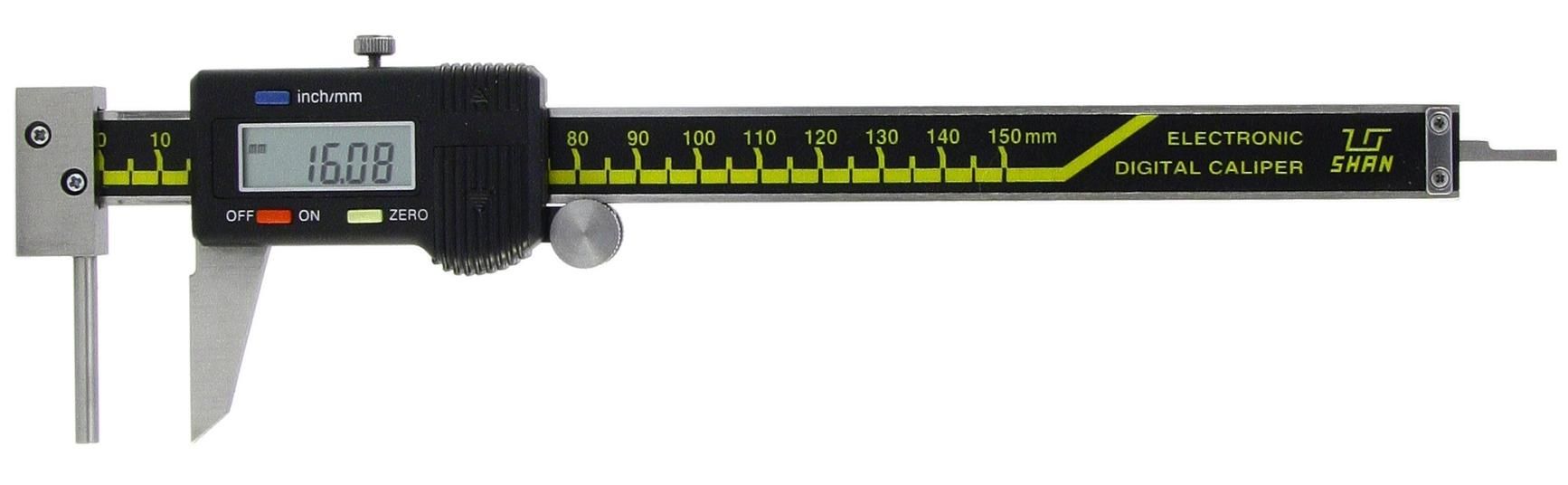 А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным.
А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным.
Назначение штангенциркуля – измерение длины, диаметров, глубины, а вот что обеспечивает эту возможность, разберем на примере самого простого вида этого приспособления. Основным узлом является линейка, которая и называется штангой, давая часть названия инструменту. Деления на ней обычно равны 1 мм, а общая длина обычно составляет 15 см, но отдельные модели могут быть длиннее. Линейка определяет максимальный размер, который сможет измерить данный инструмент . А значит, максимальная длина или диаметр предмета должен быть не более 15 см.
На конце линейки находятся губки, вернее их половинки, а вторые половинки расположены на подвижной рамке, которая перемещается по линейке, отмеряя размер обследуемого предмета. Губки есть внутренние и внешние, у первых резцы смотрят наружу, у вторых – друг на друга. Следовательно, первые вставляются в предмет и раздвигаются, чтобы зафиксировать внутренний геометрический параметр, а вторые раздвигаются широко, а потом сближаются, чтобы зафиксировать исследуемый предмет между собой.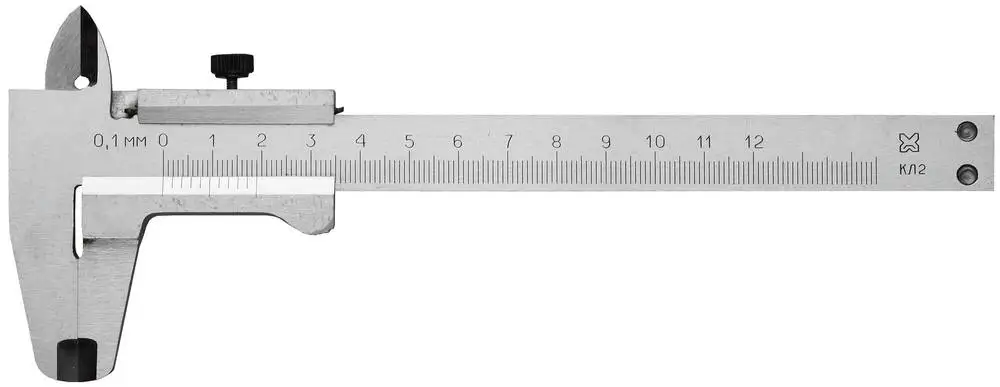
На основной линейке мы можем посмотреть целочисленное значение искомого размера, а вот уточнить результат поможет нониусная шкала, которая нанесена на нижнюю часть рамки, чтобы быть ровно под основной разметкой линейки. На нониусе имеется десять делений, каждое из которых отмеряет 1,9 мм, вся шкала 1,9 см длиной. Это параметры обычного хозяйственного штангенциркуля, на других моделях это соотношение меняется. Найдя деление нониуса, которое совпадает с каким-либо делением основной шкалы, можно уточнить искомое значение до десятых долей миллиметра. Пользование штангенциркулем не ограничивается внутренним и внешним размером, можно отмечать и глубину отверстий, для этого имеется хвостик, который выдвигается из линейки. Это шкала глубиномера.
Штангенциркуль – классификация и маркировка
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам. Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули . В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули . В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее.
Как измерять штангенциркулем – инструкция для начинающих
Большинству технически развитых людей интуитивно понятно, как пользоваться штангенциркулем, поэтому мы тезисно напомним основные моменты.
Как измерять штангенциркулем – пошаговая схема
Шаг 1: Закрепление детали
Проверьте сначала инструмент на исправность, для этого сведите губки без детали к нулю, посмотрите на просвет, насколько правильно они соединились, а также гляньте на шкалу, совпали ли нули на двух шкалах. После положительного результата можно приступить к работе с деталью. Удобнее всего работать в тех случаях, когда инструмент находится у вас в правой руке, а измеряемая деталь – в левой, либо вовсе неподвижно закреплена где-нибудь.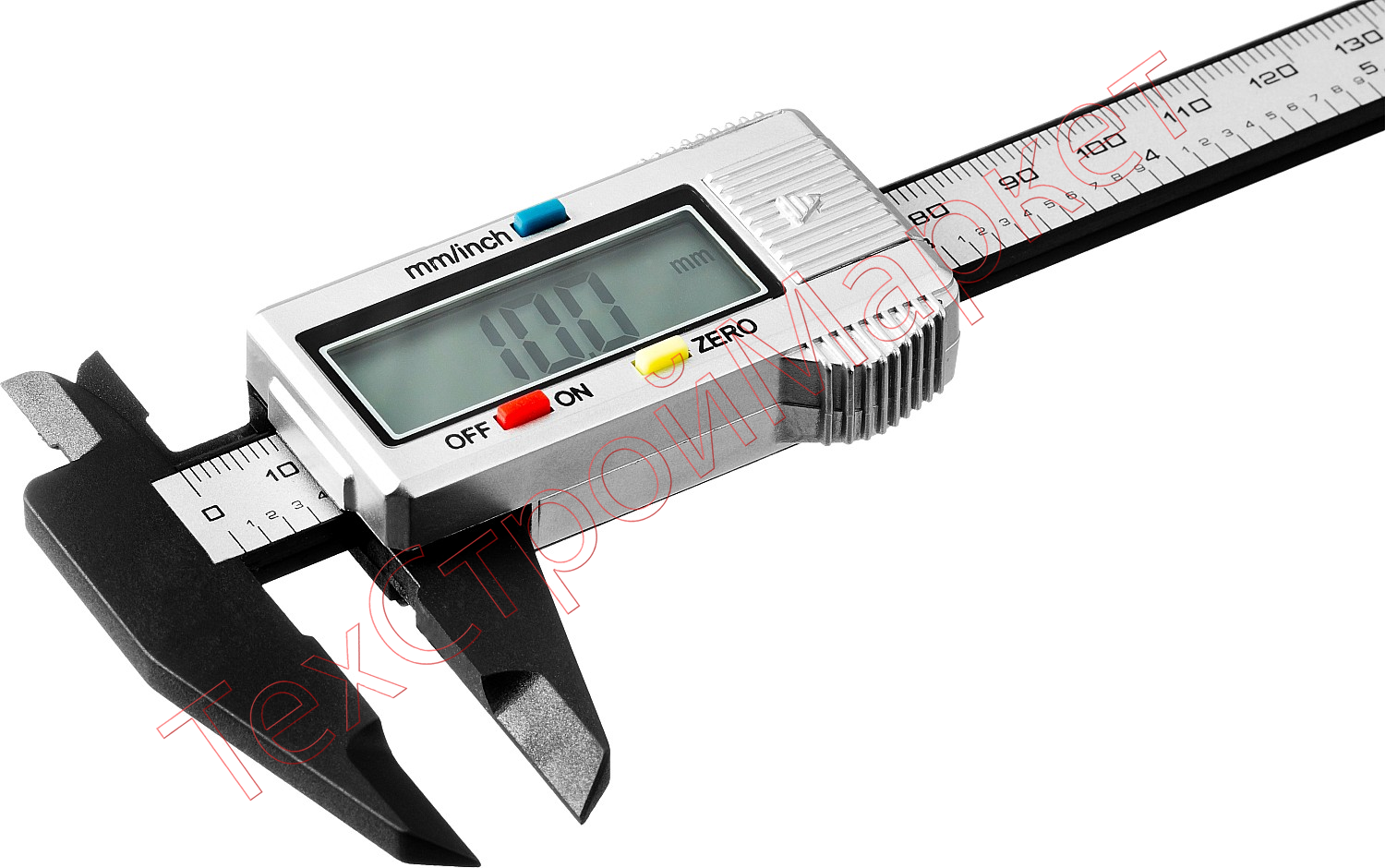
Усилие контролируется просто, если попробовать сдвинуть губки относительно предмета, то они должны делать это неохотно, но если нужно еще и усилие для этого, то вы явно пережали.
Перемещать рамку удобнее большим пальцем правой руки, остальными придерживая штангу. Проверьте положение штангенциркуля относительно предмета, нет ли перекосов (губки должны быть на одинаковом расстоянии от края предмета с обеих сторон), лучше поднять конструкцию на уровень глаз. Чтобы яснее видеть, левой рукой предмет лучше держать в плоскости за инструментом, а не перед. Теперь аккуратно следует закрутить крепежный винт, указательным и большим пальцем, остальные же должны продолжать держать штангу.
Шаг 2: Снимаем значение
Считывать показания лучше всего тоже на уровне глаз. Первым делом записываем значение главной шкалы, т.е. целочисленное. Для этого ищем штрих на основной штанге, который расположился ближе всего к нулевому значению нониуса, это и есть целое число миллиметров. Можно запомнить, а можно где-то пометить себе на черновике. Теперь ищем на нониусе штрих, который ближе всего к его нулю, но еще и точно совпадает с каким-нибудь делением на штанге. Его порядковый номер следует умножить на цену деления используемого нониуса (как правило, 0,1 мм). Если не уверены, что знаете это значение, посмотрите в паспорте данного штангенциркуля.
Теперь дело за малым, просто следует суммировать эти числа, и результат готов. Например, по штанге у вас было значение 35 мм, а по нониусу насчитали еще 4 деления, тогда общее значение равно 35,4 мм (3,54 см). После работы инструмент протирают (обезжиривают), чуть-чуть раздвигают губки (на пару мм), ослабляют зажим и укладывают в чехол. Если хранение планируется длительное, то можно смазать его против коррозии.
После работы инструмент протирают (обезжиривают), чуть-чуть раздвигают губки (на пару мм), ослабляют зажим и укладывают в чехол. Если хранение планируется длительное, то можно смазать его против коррозии.
Как вы увидите из этой статьи, модификация электронного цифрового штангенциркуля очень простая процедура, но она должна быть выполнена аккуратно, чтобы не повредить инструмент. Конструкцией электронного штангенциркуля предусмотрены 4 специальных контакта. Эти контакты, например, можно использовать для подключения внешнего источника питания, контроля функций и т. д.
Назначение контактов следующее(слева на право): отрицательная клемма, данные, часы и положительная клемма.
Для активации скрытых опций электронного цифрового штангенциркуля необходимо соединить контакты 2 и 4 вместе.
Возможно разные электронные штангенциркули имеют некоторые различия, но в целом их модификация проводится аналогично.
Первый шаг в доработке – поиск винтов, скрепляющих корпус. На нашем штангенциркуле они расположены под пластиковой наклейкой. Их расположение видно на фотографии.
На нашем штангенциркуле они расположены под пластиковой наклейкой. Их расположение видно на фотографии.
После открытия пластикового корпуса, содержащего печатную плату, дисплей и несколько металлических элементов, необходимо открутить несколько винтов для извлечения печатной платы.
Следует соблюдать особую осторожность при обращении с печатной платой и дисплеем.
Дисплей подключен к печатной плате, посредством токопроводящей резиновой прокладки. Постарайтесь не отсоединить дисплей от платы, поскольку в этом случае при сборке будет довольно трудно выровнять соединения. А при неправильном расположении возможно самопроизвольное отключение дисплея и появление на нем странных символов.
После извлечения печатной платы электронного штангенциркуля, мы получаем доступ к нужным контактам.
Теперь можно припаять 2 тонких провода (чем тоньше, тем лучше). Один припаять к контакту номер 2, а другой к контакту номер 4.
Для замыкания этих клемм лучше всего использовать микрокнопку, например от старой компьютерной мыши. Выводы кнопки нужно согнуть под углом 90 º (как на картинке), чтобы она плотно вошла в слот и, следовательно, прочно удерживалась на месте.
Выводы кнопки нужно согнуть под углом 90 º (как на картинке), чтобы она плотно вошла в слот и, следовательно, прочно удерживалась на месте.
После припаивания проводов, сборка электронного цифрового штангенциркуля осуществляется в обратном порядке. После сборки из гнезда должны торчать, припаянные провода.
После этого припаиваем кнопку и помещаем ее в слот.
Так как ножки кнопки были предварительно согнуты, они подпружинивают кнопку и она прочно удерживается на месте. Вот как это выглядит.
При нажатии новой кнопки, мы получаем доступ к некоторым режимам, которые ранее были не доступны.
При первом нажатии кнопки, электронный штангенциркуль переходит в режим быстрого чтения (FT), при нажатии кнопки «ZERO», мы можем заморозить измеренное значение (Н).
При повторном нажатии кнопки, электронный штангенциркуль войдет в режим минимального значения (MIN). В этом режиме на дисплее отображается самое минимальное измеряемое значение.
Если снова нажать кнопку «ZERO», снова перейдем в режим фиксации измеренного значения (H).
Голосов)
Расширение технических возможностей штангенциркуля.
Штангенциркуль – универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Предлагаю свою самоделку, расширяющую возможности этого замечательного инструмента, а именно: рисование окружностей до 28 сантиметров в диаметре. Согласитесь, ведь очень удобно иметь два инструмента в одном! Доработка потребует минимум времени и затрат.
Нам потребуется: автоматический выключатель, карандаш, канцелярская скрепка, клеммная колодка, дюбель, пара болтиков.
Для начала просверливаем штангенциркуль в трёх местах: два отверстия на штанге и одно на нониусе. Отверстия равны 4 мм.
Из ненужного автоматического выключателя извлекаем контактный зажим, а из клеммной колодки – внутреннюю металлическую часть.
Собираем нашу конструкцию: крепим колодку на штанге, а зажим с вставленным в него карандашом на нониусе, для фиксации вставляем часть скрепки.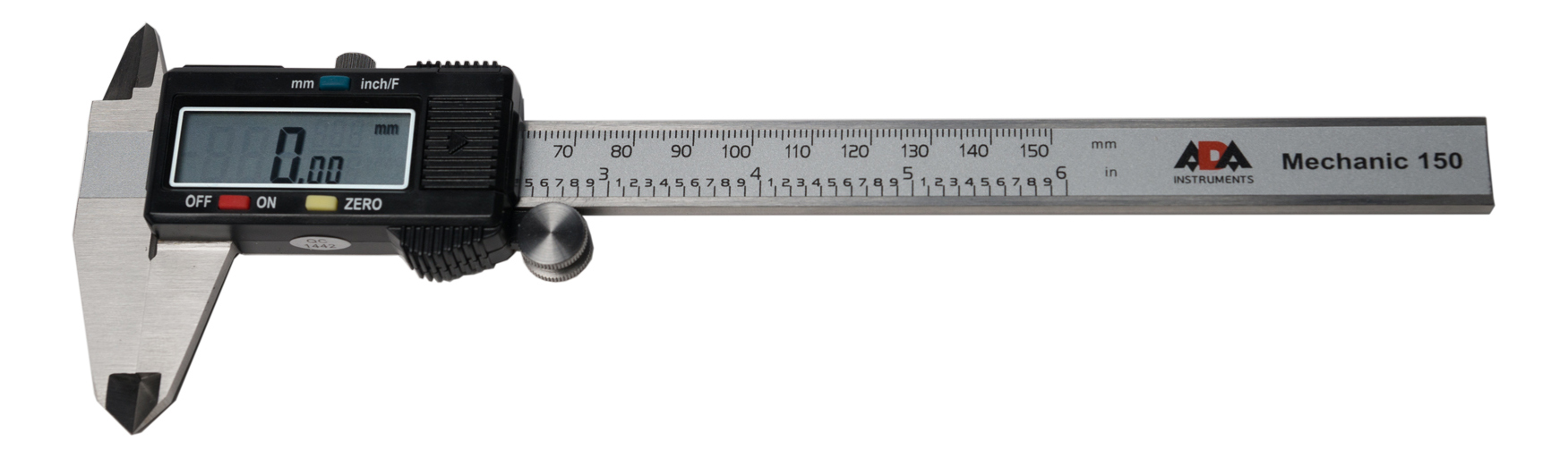
Расстояние между остриём дюбеля и грифелем карандаша у меня получилось ровно один сантиметр. В дальнейшем этот сантиметр мы и будем прибавлять к радиусу нужной нам окружности, которую хотим начертить. Например, нам нужно начертить окружность радиусом 10 см. Выставляем на шкале штангенциркуля 9 см. и мысленно прибавляем ещё один сантиметр.
К атегория:
Помощь рабочему-инструментальщику
Проверка и ремонт штангенинструментов
Неисправности штангенинструментов и их проверка.
Наиболее характерными неисправностями штангенинструментов, в результате которых нарушается точность показаний, являются: износ измерительных поверхностей и затупление острых концов губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; ослабление пружины; износ резьбы винта и гайки микрометрической подачи и ряд других. п Показания штангенинструментов с величиной отсчета и 0,05 мм проверяют с помощью концевых мер длины 2-го класса точности (6-го разряда), а с величиной отсчета 0,1 мм – концевыми мерами длины 3-го класса.
Перекос подвижной губки относительно неподвижен выявляется также с помощью концевой меры длины.
Установив в двух крайних положениях концевую меру, снимают показания и по их разности судят о величине непараллельности измерительных поверхностей, вызванной перекосом подвижной губки.
Износ измерительных поверхностей определяют по величине несовпадения нулевых штрихов шкал штанги и нониуса при плотно сдвинутых губках. Для штанген-инструментов с величиной отсчета 0,02 и 0,05 мм просвет между измерительными поверхностями не должен превышать 0,003 мм, а для штангенинструментов с величиной отсчета 0,1 мм – 0,006 мм. На рис. 79,6 показано, как с помощью концевых мер и лекальной линейки можно на глаз определить величину просвета между измерительными поверхностями.
Рис. 1. Проверка штангенциркулей.
Схема проверки износа рабочих поверхностей губки для внутренних измерений приведена на рис. 1, е. Между губками для наружных измерений помещают концевую меру, а затем с помощью другого штангенинст-румента проверяют расстояние между губками для внутренних измерений. Это расстояние должно быть равно размеру концевой меры.
Это расстояние должно быть равно размеру концевой меры.
Износ штанги устанавливают лекальной линейкой на просвет.
Ремонт штангенинструментов. Износ рабочих поверхностей штангенинструментов устраняют рихтовкой губок с последующей их доводкой. Рихтовкой устраняют также дефекты измерительных поверхностей губок и доживаются совпадения нулевых штрихов шкал. После рихтовки приступают к доводке измерительных поверх-постей плоскопараллельными притирами, для чего штангенциркуль закрепляют в тисках, притир помещают между губками, а рамку сдвигают до соприкосновения губок с притиром. В этом положении Рамку закрепляют стопорным винтом и, перемещая при-г между губками с небольшим усилием, производят R доводку поверхностей со стороны как острых, так и тупых губок до достижения плоскостности, параллельности и одинакового размера раствора обеих сторон.
Рис. 2. Доводка измерительных поверхностей штангенциркуля.
Прямолинейность измерительных поверхностей проверяют лекальной линейкой, а параллельность губок рамки губкам штанги и размеры между ними контролируют концевыми мерами, при этом усилие, с которым мера вводится между губками, должно быть одинаковым для обеих сторон. Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Вставив концевую меру не с конца губок, а сбоку по всей плоскости и одновременно слегка поворачивая ее, можно определить степень параллельности поверхностей. Если плитка будет задерживаться концами губок, свободно вращаясь дальше по всей поверхности, или будет иметь зазор впереди, значит, губки непараллельны.
Наружные поверхности тупых губок доводятся до получения параллельности. Размер губок должен быть равен целому числу миллиметров с десятыми долями (например, 9,8 мм). После доводки губок нониус устанавливают на нулевое деление штанги. Для этого губки сдвигают до соприкосновения измерительных плоскостей и зажимают подвижную рамку. Затем нониус передвигают до совпадения первого и последнего делений, при этом его шкалы должны точно совпасть с первым и соответствующим делениями штанги. В этом положении нониус закрепляют.
При ремонте большого количества штангенциркулей доводку измерительных поверхностей можно механизировать. Схема механизированной доводки приведена на рис. 2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5-3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р-2-3 кг/см2.
2,б. Сложное зигзагообразное движение при механической доводке складывается в результате двух движений: горизонтального возвратно-поступательного движения притира 1 (при я = 400 дв. ход./мин и длине хода 23 мм) и вертикального поступательного движения штангенциркуля 2 (движение периодической подачи 5 = 1,5-3 м/дв. ход. притира). ДлЬ обеспечения качества доводки оба движения согласованы между собой. Штангенциркуль получает вертикальное перемещение только тогда, когда движется притир. На половине хода притира при максимальной скорости штангенциркулю сообщается также вертикальная подача небольшой величины. В крайних же точках пути притира, где скорость его равна нулю, вертикальная подача штангенциркуля прекращается. Давление доводки должно составлять Р-2-3 кг/см2.
При механической доводке губок штангенциркуля применяют чугунные притиры, шаржируемые микропорошком М20.
Ремонт штангенциркулей облегченного тина при поломке губок производят в следующем порядке. После отпуска в соляной ванне отрезают изношенный или сломанный конец губки.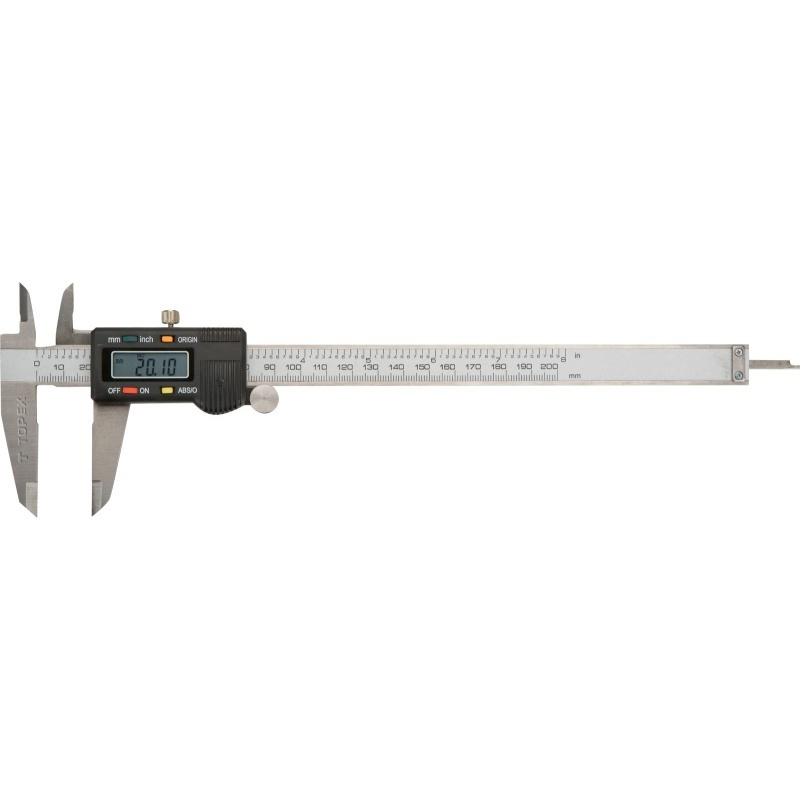 Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.
Затем в утолщенной части ножки дисковой фрезой прорезают паз, по ширине равный толщине губки. Новую заготовку губки вставляют в паз ножки и совместно сверлят два или три отверстия, затем обе части склепывают. Губки опиливают до заданных размеров и закаливают. После зачистки осуществляют доводку их измерительных поверхностей.
Рис. 3. Ремонт штангенциркуля.
При поломке обеих губок верхнюю ножку целиком заменяют новой. Для этого выбивают заклепки и снимают со штанги поломанную ножку. В заготовке новой ножки фрезеруют и опиливают прямоугольное окно, по форме и размерам равное торцу штанги. Затем на штангу надевают ножку, выверяют перпендикулярность ее положения относительно граней штанги, сверлят в другом месте отверстия и приклепывают ножку. Губки опиливают так, чтобы их конфигурация и размеры соответствовали форме губок рамки, и затем их доводят.
Поломанные губки рамки заменяют новыми, для чего, выбив заклепки и сняв негодную губку, на ее место приклепывают заготовку новой губки, опиливают ее, закаливают и доводят.
Ремонт поломанных губок штангенциркулей со штампованной штангой несколько сложнее, так как вся штанга вместе с губками имеет одинаковую толщину и врезать новую губку невозможно. Приклепывание внакладку не всегда обеспечивает достаточную прочность соединения. Можно применить сварку, однако лучше всего заменить всю верхнюю часть штанги, установив новую ножку.
С этой целью после отжига и отрезки губок торец линейки фрезеруют или опиливают вручную так, чтобы на гранях линейки образовались заплечики, в которые упирается ножка. При опиливании измерительных плоскостей губок ножки необходимо следить за тем, чтобы нулевое деление нониуса рамки примерно совпадало с нулевым делением шкалы на линейке, так как при значительном смещении нониуса на его торце придется снимать слишком большой слой металла, что ухудшит качество ремонта.
Деформация штанги может быть вызвана искривлением или неравномерным износом ее рабочей поверхности. Искривление штанги устраняется правкой, осуществляемой выгибанием в тисках с помощью трех узких латунных прокладок.
Неравномерный износ штанги устраняют припили-ванием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой с маслом.
Для устранения несовмещения нониуса со шкалой линейки его переставляют. Если торец нониуса упирается в стенку окна рамки и не может быть передвинут, то его подпиливают. Одновременно распиливают и отверстия под винты, после чего, переставив нониус, закрепляют его в правильном положении.
Ремонт других универсальных измерительных инструментов (угломеров, штангенрейсмусов и штангенглу-биномеров) аналогичен ремонту штангенциркулей.
Основными дефектами штангенглубиномера могут быть непрямолинейность опорной поверхности, отсутствие перпендикулярности линейки относительно опорной плоско.сти и неправильная установка нониуса.
Для обеспечения прямолинейности опорной плоскости корпуса и торца линейки они совместно доводятся на плите. Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Выдвинув линейку над плоскостью корпуса, с помощью лекального угольника проверяют перпендикулярность ее относительно опорной плоскости.
Ремонт нониуса производится так же, как и штангенциркуля. При установке линейки на определенный размер торец ее совмещают с плоскостью глубиномера. В этом положении нулевое деление нониуса совмещается с нулевым делением шкалы линейки или с делением, соответствующим высоте набора концевых мер, после чего нониус крепят винтами.
ТОП-10 штангенциркулей. Выбрать лучший штангенциркуль
Электронные штангенциркули позволяют в несколько секунд провести точные замеры и вычисления. Привычные для пользователя замеры происходят в один момент с точностью до 0,02 мм. Электронный штангенциркуль выполняет быстрые переходы между метрическими системами, в зависимости от требований пользователя. В отдельных моделях предусмотрено обнуление и запоминание предыдущих показателей.
Инструмент изготовлен из нержавеющей стали, длина составляет 150мм. Прибор дает точность показаний плюс/минус 0.05мм, шкала измерений мм/дюймы. Используется для вычислений глубины, внутренних и наружных размеров.
Прибор дает точность показаний плюс/минус 0.05мм, шкала измерений мм/дюймы. Используется для вычислений глубины, внутренних и наружных размеров.
Высокоточный инструмент для автоматического вычисления размеров и глубины. Простая конструкция выполнена из прочной стали, в разложенном виде достигает 150мм. Минимальные отклонения, высокая точность показаний.
Инструмент достигает в длину 200мм, используется строительными мастерами для максимально точных вычислений – +/-0.05мм. Изготовлен штангенциркуль из нержавеющей стали с неограниченным сроком эксплуатации.
Универсальный в использовании, инструмент длиной в 30 сантиметров, выполнен из металла. Погрешность показателей вычислений составляет 0.05 мм. Используется при строительстве и ремонтных работ в помещениях.
Цифровой инструмент для точных вычислений глубины и размеров с минимальными отклонениями. Изготовлен из сверхпрочного сплава, который устойчив к появлению коррозий и ржавчины. Длина изделия в разложенном виде составляет 150м.
Микрометр купить могут, как строительные мастера для профессиональных работ, так и пользователи для ремонта квартир. Предназначен для вычисления длины, изготовлен из металла, в комплект входит удобный и практичный чехол. Длина инструмента составляет 15 сантиметров.
Профессиональный инструмент с минимальными погрешностями в показателях- 0.02мм. Размер изделия 150мм, вес 0,300 килограмм.
Штангенциркуль автоматически делает необходимые в строительстве вычисления глубины отверстий и нужных размеров. При этом точность показателей невероятная, погрешность всего +/-0.01мм.
При стандартной длине инструмента 15 сантиметров, мастер сможет сделать вычисления с точностью до 0.02мм. Вес составляет всего 0,290 килограмма.
- Sigma (3923021)
- Стальной штангенциркуль с встроенным вычислительным прибором. Популярность инструмента обусловлена идеальным соотношением цены и качества.
Приобрести штангенциркуль в Tool1 можно в считанные минуты, в любое время суток. Доставка осуществляется всеми почтовыми службами Украины.
Доставка осуществляется всеми почтовыми службами Украины.
КАК ВЫБРАТЬ ЛУЧШЕГО СУППОРТА? РАЗЛИЧИЯ МЕЖДУ ЦИФРОВЫМ И РУКОВОДСТВОМ
Есть много инструментов, которые мы можем использовать для измерения, но штангенциркуль наиболее универсален. Что такое штангенциркуль? Штангенциркуль – это инструмент, подходящий для измерения ширины объекта, расстояния между двумя сторонами объекта или между двумя плоскими поверхностями в вогнутости, глубины отверстия и т. Д. .
У штангенциркуля много преимуществ: эти инструменты характеризуются не только простотой использования , но также имеют различных режимов измерения и больших диапазонов измерения , фактически они могут использоваться для проведения абсолютных или относительных измерений.Штангенциркули профессиональные используются в основном в машиностроении и строительстве.
Самый известный традиционный инструмент – это двадцатый штангенциркуль , чей нониус имеет длину девятнадцать миллиметров с двадцатью делениями, но есть также разные версии, такие как десятичная, пятидесятая, сотая и даже пентатысячная.
С помощью штангенциркуля вы можете измерить с точностью до 0,01 мм все, что иначе было бы сложно измерить с помощью других инструментов.Даже если штангенциркуль с ручным управлением, такой как штангенциркуль и циферблат, все еще очень распространен, в настоящее время все более популярными стали цифровые штангенциркуль. В основном это произошло потому, что они проще в использовании и гораздо более точны.
Как выбрать суппорт?
Существуют тысячи различных моделей этого инструмента, так как же выбрать лучшую?
- Прежде всего, вы должны подумать о среде применения : существует множество штангенциркулей, предназначенных для использования в контакте с водой и жидкостями, а другие идеально подходят для сухой среды.
- Тогда вы должны помнить о точности , которая вам нужна: если вы собираетесь выполнять высокопрофессиональную и точную работу, вам нужна профессиональная цифровая модель с разрешением от 0,005 до 0,001 мм.


Типы суппортов
Каждый тип суппортов имеет свои достоинства и недостатки, так что какой выбрать – решать вам. Вот краткое руководство по наиболее распространенным типам этого инструмента, которые вы можете найти на рынке.
Эти похожи на логарифмическую линейку : они полностью оснащены ручным переключением, поэтому они идеально подходят для тех, кто не легко запутается, когда дело доходит до считывания чисел и мер.У них нет ни шкалы, ни дисплея, поэтому считывание показаний необходимо производить непосредственно на корпусе (с шагом в линию): из-за неправильной интерпретации их трудно прочитать. Тем не менее, они прочные и ударопрочные, а также дешевле, чем циферблатные и цифровые модели.
Вот несколько примеров штангенциркуля:
- Штангенциркуль с нониусом для мастерских Metrica из закаленной нержавеющей стали со шкалой из матового хрома для измерений от 0 до 150 мм (код 10075)
- USAG 960 штангенциркуль двадцатого нониуса, для внутренних и внешних измерений с балкой и нониусом из закаленной нержавеющей стали с выступающими направляющими скольжения (U010)
- Универсальный штангенциркуль Facom для внутренних, внешних и глубинных измерений (код 805. 1)
- Прецизионный штангенциркуль Metrica из закаленной нержавеющей стали с 4 способами измерения для размеров от 0 до 155 мм, продается в практичном кожаном футляре (код 10055). Штангенциркуль
- Stahlwille 12900N с нониусом 1/20 мм и 1/128 дюйма, гравированная шкала, деление в миллиметрах и дюймах (77371001)
 1)
1)Часто бывает трудно прочитать меры, так как они написаны мелким шрифтом. По этой причине использование магнитной линзы для нониусных инструментов (Tesa Technology 0051610365) очень полезно.
Эти штангенциркули относительно просты в использовании. У них циферблат с линейной линией, который показывает значение измерения, которое необходимо добавить к значению ползунка, чтобы получить точное и окончательное измерение . Их стоимость немного выше, и они менее устойчивы к ударам по сравнению с штангенциркулем, но они являются идеальным инструментом для тех, кому нужен профессиональный прецизионный штангенциркуль без больших затрат.
Примеры штангенциркуля:
- Штангенциркуль Metrica из закаленной нержавеющей стали, с четырьмя измерительными функциями, скрытой рейкой, циферблатом, который может быть сброшен в любое положение, и винтовой фиксацией (этот инструмент доступен в версиях 0-150 мм и 0-200 мм). мм версия с соответствующими кодами 10023 – 10024)
- Штангенциркуль с нониусом от Tesa Technology, легко читаемый прибор благодаря большому высококонтрастному циферблату (00510008)
- Штангенциркуль Wiha DIALMAX с нониусом для внутренних, внешних и глубинных измерений (27082)
Это идеальные инструменты для тех, кто не разбирается в математике, но также для проведения высокоточных измерений.Они точно отображают до 0,025 мм (0,001 дюйма) и могут выполнять абсолютные и инкрементные измерения.
К сожалению, цифровые штангенциркули более подвержены ударам; более того, они могут потерять точность, если вы работаете в контакте с маслом или пылью. Чтобы предотвратить эту последнюю проблему, вы можете купить суппорты с сертификатом IP67 , который обеспечивает им непроницаемость для пыли и воды и, как следствие, более длительный срок службы. Еще одна важная вещь, которую следует помнить при использовании цифрового штангенциркуля, – это держать батареи всегда с вами, а , чтобы вы не рисковали оказаться с мертвым штангенциркулем во время работы.
Еще одна важная вещь, которую следует помнить при использовании цифрового штангенциркуля, – это держать батареи всегда с вами, а , чтобы вы не рисковали оказаться с мертвым штангенциркулем во время работы.
Вот несколько примеров цифровых штангенциркулей, которые вы можете найти на нашем сайте:
- Цифровой штангенциркуль Facom со считывающей линейкой и запатентованной индуктивной измерительной системой (код 1320)
- Stahlwille 12900 / 1N цифровой штангенциркуль с большим, легко читаемым ЖК-дисплеем (77371002)
- Цифровой штангенциркуль Metrica с гигантскими числами (11 мм) и четырьмя функциями измерения (код 10017)
- Универсальный цифровой штангенциркуль от Tesa Technology, сертифицированный IP67 и оснащенный подключенным передатчиком Bluetooth для отправки данных (код 00530140)
Оцифровка измерительных инструментов позволила добиться постоянного прогресса и значительно облегчить работу.Например, если раньше для точного считывания шкалы Вернье требовалось некоторое знакомство, то цифровые штангенциркули мгновенно показывают измерения в единицах вплоть до 1/100.
Однако в цифровых приборах отображение может часто изменяться из-за регулировки силы, применяемой во время измерения, когда измеренное значение превышает предел точности. Особенно в случае цифровых измерительных приборов, которые могут измерять в единицах до 1/1000, в зависимости от цели, измеренное значение может не быть фиксированным, что может привести к путанице при выборе значения.
Другим примером широко используемого штангенциркуля является глубиномер , используемый для измерения глубины канавок, полостей, глухих отверстий, ступенек и многого другого . Этот тип профессионального суппорта состоит из -миллиметровой штанги , которая идет ко дну полости, и заземленной базы , которая опирается на верхнюю часть отверстия. Обычно опорное основание является прочным и широким , чтобы почти полностью предотвратить наклон датчика и, следовательно, снизить вероятность получения ошибок измерения.
В нашем магазине вы можете найти несколько образцов глубиномеров и сопутствующих аксессуаров, давайте посмотрим на некоторые из них:
- Калипер глубины Tesa Technology с заостренными внутренними губками, высокая контрастность и большой дисплей которого обеспечивают легкое считывание значений (код 00530441)
- Измеритель глубины с цифровым дисплеем Facom, оснащенный считывающей линейкой, имеющий, в свою очередь, запатентованную индуктивную измерительную систему (код 1350)
- Штангенциркуль с нониусом Metrica, изготовленный из закаленной нержавеющей стали, с матовой хромированной шкалой и практичной системой винтовой фиксации (10151)
- Usag пятидесятый скользящий глубиномер с корпусом из закаленной нержавеющей стали и выступающими направляющими скольжения (U001)
- Основа для замера глубины универсального штангенциркуля (00560055)
Советы по выбору лучшего суппорта
В заключение хотелось бы дать несколько советов, которые следует учитывать при покупке суппорта.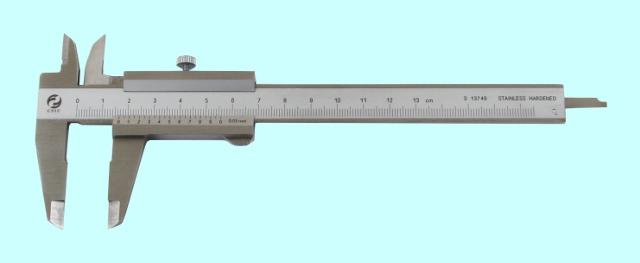 Как правило, выбор между аналоговым и цифровым должен производиться в зависимости от того, что необходимо измерить, и требуемой точности . Чтобы определять размеры более интуитивно понятным и понятным способом, может быть предпочтительнее ручной штангенциркуль. Кроме того, всегда рекомендуется выбирать качественный инструмент, который сможет надолго остаться в вашем ассортименте и упростить измерительные задачи.
Как правило, выбор между аналоговым и цифровым должен производиться в зависимости от того, что необходимо измерить, и требуемой точности . Чтобы определять размеры более интуитивно понятным и понятным способом, может быть предпочтительнее ручной штангенциркуль. Кроме того, всегда рекомендуется выбирать качественный инструмент, который сможет надолго остаться в вашем ассортименте и упростить измерительные задачи.
Независимо от того, выбираете ли вы ручной или цифровой, не забудьте избегать пластиковых суппортов , потому что они с большей вероятностью сломаются уже после пары использований. Вы также не должны покупать инструменты, которые не гладкие при использовании , потому что это может замедлить вашу работу.
Выбор подходящего штангенциркуля может иметь важное значение для достижения хорошего баланса с сопоставлением оценок склонности | Американский журнал эпидемиологии
Аннотация
Сопоставление по шкале предрасположенности широко используется для оценки эффекта воздействия в обсервационных исследованиях. Однако на качество совпадений могут влиять решения, принятые в процессе сопоставления, в частности, порядок, в котором объекты выбираются для сопоставления, и максимально допустимая разница между сопоставленными объектами («измеритель»).В этом исследовании использовалось моделирование, чтобы изучить влияние этих решений как на дисбаланс ковариат, так и на степень соответствия, при этом позволяя варьировать количество потенциальных совпадений и силу связи между смешивающей переменной и воздействием. Было обнаружено, что без кавернометра возможна значительная систематическая ошибка, особенно при относительно небольшом резервуаре потенциальных совпадений и сильной связи искажающего фактора. Использование рекомендованного штангенциркуля значительно уменьшило систематическую ошибку, но систематическая ошибка сохранялась, если испытуемые отбирались путем увеличения или уменьшения оценки склонности.Более узкий штангенциркуль привел к значительному снижению систематической ошибки и более точному совпадению, хотя некоторые предметы не могли быть сопоставлены.
Однако на качество совпадений могут влиять решения, принятые в процессе сопоставления, в частности, порядок, в котором объекты выбираются для сопоставления, и максимально допустимая разница между сопоставленными объектами («измеритель»).В этом исследовании использовалось моделирование, чтобы изучить влияние этих решений как на дисбаланс ковариат, так и на степень соответствия, при этом позволяя варьировать количество потенциальных совпадений и силу связи между смешивающей переменной и воздействием. Было обнаружено, что без кавернометра возможна значительная систематическая ошибка, особенно при относительно небольшом резервуаре потенциальных совпадений и сильной связи искажающего фактора. Использование рекомендованного штангенциркуля значительно уменьшило систематическую ошибку, но систематическая ошибка сохранялась, если испытуемые отбирались путем увеличения или уменьшения оценки склонности.Более узкий штангенциркуль привел к значительному снижению систематической ошибки и более точному совпадению, хотя некоторые предметы не могли быть сопоставлены. Это исследование предполагает, что узкая штангенциркуль может повысить эффективность сопоставления оценок предрасположенности. В ситуациях, когда невозможно найти подходящие совпадения для всех подверженных воздействию предметов, лучше выбирать предметы в порядке наилучших доступных совпадений, а не увеличивать или уменьшать оценку склонности.
Это исследование предполагает, что узкая штангенциркуль может повысить эффективность сопоставления оценок предрасположенности. В ситуациях, когда невозможно найти подходящие совпадения для всех подверженных воздействию предметов, лучше выбирать предметы в порядке наилучших доступных совпадений, а не увеличивать или уменьшать оценку склонности.
Сопоставление оценок предрасположенности широко используется в эпидемиологических обсервационных исследованиях для уменьшения систематической ошибки в оценках воздействия воздействия из-за искажения показаний.Например, в систематическом обзоре Остина (1) было выявлено 47 статей, опубликованных в медицинской литературе в период с 1996 по 2003 год. Сопоставление в качестве статистического метода использовалось с середины двадцатого века (2, 3), хотя ему и была присвоена оценка. прочная теоретическая база лишь позже (4–6). При попытке сопоставить несколько переменных может быть сложно найти подходящие совпадения, но Розенбаум и Рубин (7) показали, что сопоставление по шкале склонности (условная вероятность воздействия с учетом набора ковариат) может давать выборки с одинаковым распределением коварианты у экспонированных и неэкспонированных субъектов.
Для того, чтобы можно было найти подходящие совпадения для всех экспонируемых предметов, количество доступных элементов управления должно быть больше, чем количество экспонированных предметов; это соотношение обычно находится в диапазоне 2–20, хотя оно может быть выше (8). Однако, если существует значительное разделение между подвергнутыми и неэкспонированными субъектами по шкале предрасположенности, может быть несколько неэкспонированных субъектов с высокими показателями предрасположенности, даже если неэкспонированных субъектов во много раз больше, чем экспонированных.Таким образом, для некоторых подвергшихся воздействию субъектов с высокими показателями предрасположенности может быть несколько подходящих совпадений или их совсем нет.
В литературе мало советов по практическим вопросам согласования, в частности, по выбору «штангенциркуля». Розенбаум и Рубин (9) сопоставили логарифм шансов подвергнуться воздействию (т. Е. Линейный предиктор из модели логистической регрессии, используемый для прогнозирования воздействия) и использовали измеритель стандартного отклонения 0,25 на основе результатов Кохрана и Рубина (4 ), и это было воспринято как рекомендация. Однако Рейнор (10) показал, что соответствующий измеритель зависит от связи между переменной результата и переменной соответствия; более сильная ассоциация будет означать большее затруднение для данной разницы, и, следовательно, более точный измеритель будет более подходящим. Более того, подходящий измеритель зависит до некоторой степени от набора данных, к которому он применяется; он должен быть достаточно узким, чтобы обеспечить близкое соответствие по эффективности, но не настолько узким, чтобы было невозможно сопоставить количество обследуемых субъектов, что может привести как к неэффективности (из-за уменьшенного размера выборки), так и к систематической ошибке отбора.Тугой штангенциркуль был бы предпочтительнее, когда совпадения легко найти (например, когда есть небольшая разница между экспонированными и неэкспонированными объектами, и есть большой пул неэкспонированных субъектов, из которых можно выбрать), и более свободный, когда совпадения труднее. На практике используются самые разные штангенциркули (1), и, за исключением Остина (11) (который рекомендовал уменьшить штангенциркуль с 0,25 стандартного отклонения до 0,2 стандартного отклонения), в более поздних статьях о практических аспектах сопоставления не приводится рекомендации по установке суппорта (12, 13).
Однако Рейнор (10) показал, что соответствующий измеритель зависит от связи между переменной результата и переменной соответствия; более сильная ассоциация будет означать большее затруднение для данной разницы, и, следовательно, более точный измеритель будет более подходящим. Более того, подходящий измеритель зависит до некоторой степени от набора данных, к которому он применяется; он должен быть достаточно узким, чтобы обеспечить близкое соответствие по эффективности, но не настолько узким, чтобы было невозможно сопоставить количество обследуемых субъектов, что может привести как к неэффективности (из-за уменьшенного размера выборки), так и к систематической ошибке отбора.Тугой штангенциркуль был бы предпочтительнее, когда совпадения легко найти (например, когда есть небольшая разница между экспонированными и неэкспонированными объектами, и есть большой пул неэкспонированных субъектов, из которых можно выбрать), и более свободный, когда совпадения труднее. На практике используются самые разные штангенциркули (1), и, за исключением Остина (11) (который рекомендовал уменьшить штангенциркуль с 0,25 стандартного отклонения до 0,2 стандартного отклонения), в более поздних статьях о практических аспектах сопоставления не приводится рекомендации по установке суппорта (12, 13).
Второй вопрос, по которому мало рекомендаций, – это порядок, в котором производятся потенциальные совпадения. Если для сопоставления используется «жадный» алгоритм (т. Е. После того, как сопоставление было выполнено, оно никогда не пересматривается, поэтому элемент управления из этой сопоставленной пары не может рассматриваться как элемент управления для другого объекта, подвергшегося воздействию), то качество сопоставление может зависеть от порядка, в котором экспонированные объекты выбираются для сопоставления. Хотя было высказано предположение, что попытка сопоставления подвергшихся воздействию субъектов в убывающем порядке оценки склонности приведет к наилучшим возможным совпадениям (14), был также внесен ряд других предложений относительно порядка, в котором выбираются совпадения (5, 15 ).
Когда совпадения легко найти, ни одна из вышеперечисленных проблем не имеет особого значения. Тем не менее, они становятся важными, когда трудно найти совпадения, либо потому, что пул доступных неэкспонированных объектов ограничен (экспозиция обычна), либо из-за того, что экспонированные и неэкспонированные объекты сильно различаются (в этом случае может быть большой пул неэкспонированных объектов). предметы, но многие из них не похожи ни на один из экспонированных предметов и поэтому не подходят для использования в качестве совпадения).
предметы, но многие из них не похожи ни на один из экспонированных предметов и поэтому не подходят для использования в качестве совпадения).
Данное исследование преследует двоякую цель.Во-первых, он направлен на изучение влияния выбора кавернометра на качество достигнутого соответствия и дает некоторые практические советы о том, как выбрать измеритель, который обеспечит эффективную и беспристрастную оценку в конкретном исследовании. Во-вторых, он исследует влияние порядка, в котором производится сопоставление, на качество сопоставления.
МАТЕРИАЛЫ И МЕТОДЫ
Данные
Мы использовали смоделированные данные для исследования этой проблемы. Была смоделирована единственная стандартная нормальная переменная, X , что представляет собой потенциальный фактор, влияющий на эффект лечения.Затем вероятность воздействия была рассчитана как Коэффициент β был выбран так, чтобы получить отношение шансов 1,5, 2, 5 или 10. Соответствующие распределения X у субъектов с T = 0 и T = 1 показаны на рисунке 1, а средние различия в X между экспонированными и необлученными субъектами, а также площадь под кривой рабочих характеристик приемника для оценки склонности приведены в таблице 1. Значение α было выбрано таким образом. что отношение, r , количества неэкспонированных субъектов к количеству подвергнутых воздействию приняло значения 2, 5, 10 и 20.
Соответствующие распределения X у субъектов с T = 0 и T = 1 показаны на рисунке 1, а средние различия в X между экспонированными и необлученными субъектами, а также площадь под кривой рабочих характеристик приемника для оценки склонности приведены в таблице 1. Значение α было выбрано таким образом. что отношение, r , количества неэкспонированных субъектов к количеству подвергнутых воздействию приняло значения 2, 5, 10 и 20.
начальных различий между подвергавшимися и не подвергавшимися воздействию субъектами, измеренными средней разницей в X и AUC
| контроля в каждом случае . | ИЛИ для воздействия X на экспонирование . | ||||
|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||
| Средняя разница в X | |||||
| 2 | 0. 397 397 | 0,662 | 1,330 | 1,681 | |
| 5 | 0,400 | 0,668 | 1,383 | 1,761 | |
| 0,405 | 0,688 | 1,489 | 1,948 | ||
| AUC | |||||
| 2 | 0.611 | 0,680 | 0,828 | 0,887 | |
| 5 | 0,611 | 0,682 | 0,836 | 0,896 | |
| 10 | 0,611 | 0,611 | 0,611 | 0,613 | 0,687 | 0,853 | 0,916 |
| элементов управления на случай . | ИЛИ для воздействия X на экспонирование . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2
. | 5 . | 10 . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Средняя разница в X | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | 0,397 | 0,662 | 1,330 | 1,3831.761 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 0,399 | 0,681 | 1,435 | 1,853 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | 0,405 | 0,688 | 1,489 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | 0,611 | 0,680 | 0,828 | 0,887 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | 0,611 | 0,682 | 0.836 | 0,896 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | 0,611 | 0,685 | 0,845 | 0,907 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 20 | 0,613 | 0,687 | 0,853 | Таблица0,687 | 0,853 | и испытуемые, не подвергавшиеся воздействию, как измерено средней разницей в X и AUC||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Контроли в каждом случае
. | ИЛИ для воздействия X на экспонирование . | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | |||||||||
| Средняя разница в X | ||||||||||||
| 2 | 0,397 | 0,662 | 1,330 | 1,3831.761 | ||||||||
| 10 | 0,399 | 0,681 | 1,435 | 1,853 | ||||||||
| 20 | 0,405 | 0,688 | 1,489 | |||||||||
| 2 | 0,611 | 0,680 | 0,828 | 0,887 | ||||||||
| 5 | 0,611 | 0,682 | 0.836 | 0,896 | ||||||||
| 10 | 0,611 | 0,685 | 0,845 | 0,907 | ||||||||
| 20 | 0,613 | 0,687 | 0,853 9018 9018 9020
. | ИЛИ для воздействия X на экспонирование . | ||||||||
| 1,5 . | 2 . | 5 . | 10 . | |||||||||
| Средняя разница в X | ||||||||||||
| 2 | 0,397 | 0,662 | 1,330 | 1,761 | ||||||||
| 10 | 0,399 | 0,681 | 1.435 | 1,853 | ||||||||
| 20 | 0,405 | 0,688 | 1,489 | 1,948 | ||||||||
| AUC | 0,887 | |||||||||||
| 5 | 0,611 | 0,682 | 0,836 | 0,896 | ||||||||
| 10 | 0,611 | 0.685 | 0,845 | 0,907 | ||||||||
| 20 | 0,613 | 0,687 | 0,853 | 0,916 | ||||||||
Рисунок 1.
Распределение X у экспонированных и необлученных субъектов, когда логарифм отношения шансов для эффекта X на экспозицию принимает значения A) 1,5, B) 2, C) 5 и D) 10. Сплошная линия представляет лечившихся субъектов, а пунктирная линия – нелеченных субъектов.
Рис. 1.
Распределение X у экспонированных и необлученных субъектов, когда логарифм отношения шансов для эффекта X на экспозицию принимает значения A) 1,5, B) 2, C) 5 и D 10. Сплошная линия представляет лечившихся субъектов, а пунктирная линия – нелеченных субъектов.
Соответствие
Цель состояла в том, чтобы сравнить различные методы реализации сопоставления ближайшего соседа 1 к 1 без замены. Таким образом, основной алгоритм, используемый для сопоставления, был следующим:
Однако есть некоторые решения, которые необходимо принять в ходе работы алгоритма, и они могут повлиять на качество достигнутого сопоставления. Во-первых, нам нужно определить расстояние между экспонированным и неэкспонированным предметом.
Во-первых, нам нужно определить расстояние между экспонированным и неэкспонированным предметом.
Выберите экспонируемый объект.
Найдите ближайший неэкспонированный объект.
Если расстояние между экспонированным и неэкспонированным приемлемым, запишите совпадение.
Удалите выставленный объект из списка доступных экспонированных предметов.
Удалите неэкспонированный объект из списка доступных неэкспонированных объектов.
Вернитесь к шагу 1.
Существует множество мер расстояния, которые можно использовать при сопоставлении ряда переменных (12). Мы следуем совету Розенбаума и Рубина (9) и сравниваем журнал шансов вероятности заражения. Это предпочтительнее, чем сама оценка склонности, потому что она является линейной функцией исходных переменных (или преобразований исходных переменных, если связь между переменной и логарифмическими шансами воздействия является нелинейной) и обычно следует разумно нормальному распределению. При сопоставлении нас интересует только величина различия, а не направление.
При сопоставлении нас интересует только величина различия, а не направление.
Во-вторых, нам нужно решить, в каком порядке будут попытки совпадений. Если у нас есть достаточный контроль, чтобы все наиболее близкие совпадения для каждого экспонированного объекта были отдельными людьми, не имеет значения, в каком порядке мы выбираем подвергнутых воздействию объектов. Однако, если трудно найти совпадения для некоторых подвергнутых воздействию предметов, могут быть сделаны разные совпадения в зависимости от порядка, в котором сопоставляются подвергнутые воздействию предметы.Существует несколько вариантов порядка выбора экспонируемых объектов.
Одно из предложений состоит в том, что сопоставление должно начинаться с выставленного объекта с наивысшей оценкой предрасположенности, потому что будет наиболее сложно найти соответствие для этого объекта (14). Каждый раз, когда подвергаемый воздействию объект удаляется из пула сопоставлений, поскольку либо найдено совпадение, либо подходящего совпадения не существует, выбирается экспонированный предмет со следующей наивысшей оценкой склонности.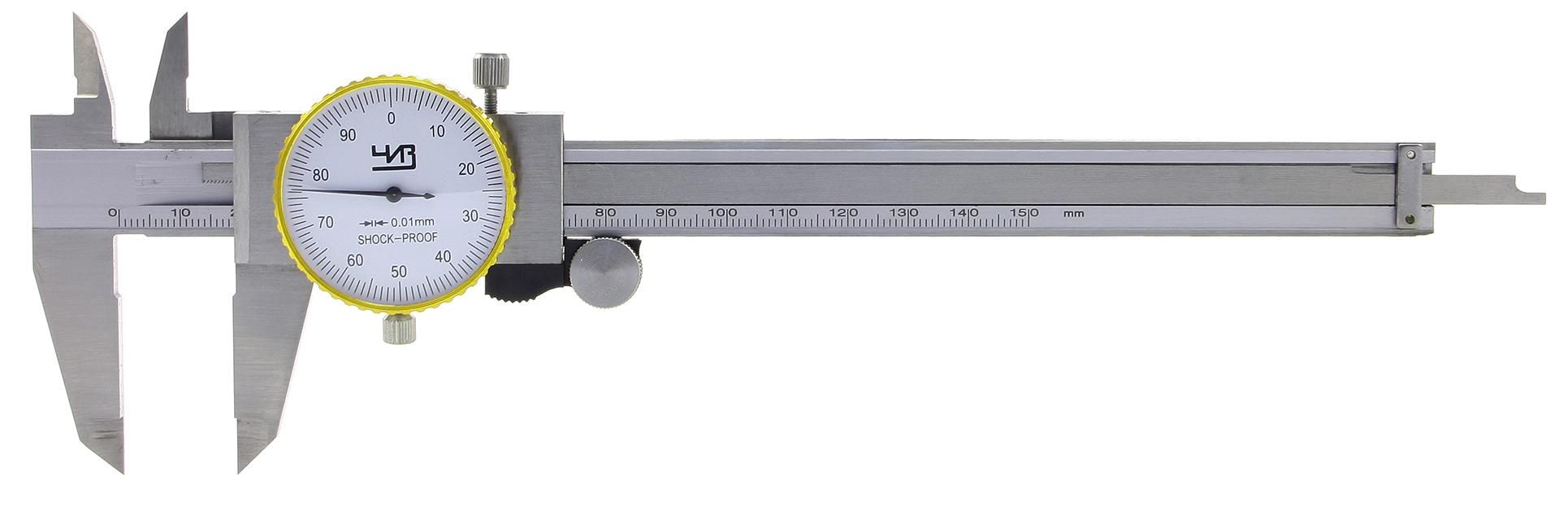 Этот метод ниже называется методом «по убыванию».Как вариант, можно начать с экспонированного объекта с наименьшей оценкой предрасположенности и двигаться дальше. Этот метод называется методом «по возрастанию», и широко используются как методы по возрастанию, так и по убыванию. Третий метод включает выбор экспонируемых предметов в случайном порядке (5).
Этот метод ниже называется методом «по убыванию».Как вариант, можно начать с экспонированного объекта с наименьшей оценкой предрасположенности и двигаться дальше. Этот метод называется методом «по возрастанию», и широко используются как методы по возрастанию, так и по убыванию. Третий метод включает выбор экспонируемых предметов в случайном порядке (5).
Два других заказа также будут рассмотрены, хотя они требуют значительно большего объема вычислений. Первым из них является выбор на каждом этапе наилучшего из имеющихся совпадений. Для этого необходимо сначала рассчитать расстояние между каждым экспонированным объектом и каждым неэкспонированным объектом, тогда как предыдущие методы предполагали вычисление расстояния между одним экспонированным объектом и каждым оставшимся неэкспонированным объектом только на каждом этапе.Этот метод упоминается здесь как сопоставление «сначала наилучший».
Последний метод можно рассматривать как упрощение сопоставления «лучший первый». Этот метод, описанный Парсонсом (15), включает округление оценки склонности до 5 значащих цифр и случайный выбор пар, которые точно соответствуют этому количеству. Для несопоставленных субъектов оценка затем округляется до 4 значащих цифр и выбираются точные совпадения, при этом процесс продолжается до тех пор, пока субъекты не будут сопоставлены с 1 значащей цифрой.Этот метод часто называют «жадным сопоставлением». Тем не менее, все методы, описанные здесь, являются жадными методами сопоставления, так как после того, как сопоставление найдено, оно никогда не пересматривается; этот метод упоминается здесь как сопоставление «5-к-1».
Для несопоставленных субъектов оценка затем округляется до 4 значащих цифр и выбираются точные совпадения, при этом процесс продолжается до тех пор, пока субъекты не будут сопоставлены с 1 значащей цифрой.Этот метод часто называют «жадным сопоставлением». Тем не менее, все методы, описанные здесь, являются жадными методами сопоставления, так как после того, как сопоставление найдено, оно никогда не пересматривается; этот метод упоминается здесь как сопоставление «5-к-1».
Наконец, нам нужен критерий для определения приемлемого соответствия. Если у нас есть равное количество экспонированных и неэкспонированных субъектов, и мы допускаем произвольно плохие совпадения, все подвергнутые воздействию объекты будут согласованы, и не будет достигнуто никакого снижения систематической ошибки. С другой стороны, если мы будем слишком строги в нашем определении приемлемого соответствия, будет найдено несколько субъектов, а наши оценки эффекта будут неточными и подверженными систематической ошибке отбора.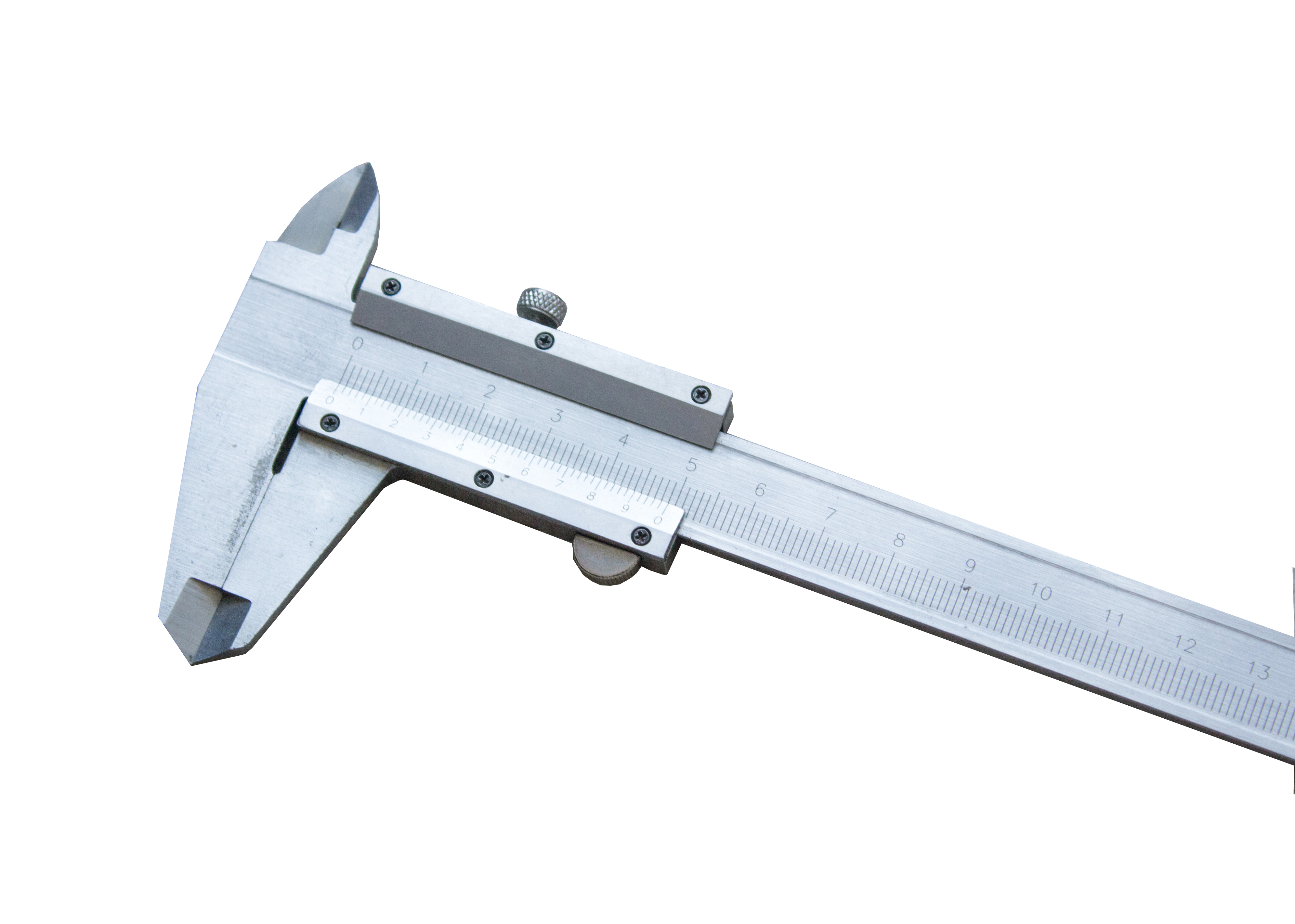 Каждое сопоставление проводилось несколько раз, при этом предел допустимого сопоставления (измеритель) устанавливался на разные значения.
Каждое сопоставление проводилось несколько раз, при этом предел допустимого сопоставления (измеритель) устанавливался на разные значения.
Методы сравнения
Существует ряд критериев, которые можно использовать для сравнения методов. Во-первых, цель сопоставления – уменьшить или устранить смещение. Это означает, что распределение X должно быть таким же у согласованных неэкспонированных субъектов, как и у согласованных экспонированных субъектов, и это можно проверить, сравнив средние значения в 2 группах.
Во-вторых, значения X для экспонированных и необлученных объектов в данной паре должны быть как можно более похожими. Это можно оценить, рассматривая дисперсию различий внутри пары, которая должна быть как можно меньше. Это более сильное условие, чем баланс, потому что большие различия в X в противоположных направлениях могут уравновеситься, давая среднюю разность 0.
Эти два критерия можно объединить в одно число, посмотрев на среднеквадратичную разность, который определяется как
среднее значение
в квадратеРЕЗУЛЬТАТЫ
Уменьшение смещения
Средняя разница в X между экспонированными и необлученными субъектами после сопоставления без применения измерителя показана в таблице 2.Смещение пренебрежимо мало, когда β мало, а r велико, как и следовало ожидать. Однако даже при r = 10 существует значительная погрешность, когда β велико. Существует небольшая разница между стратегиями для порядка выбора совпадений, особенно когда β велико.
Таблица 2. Средняя разницав X между подвергнутыми и не подвергавшимися воздействию объектами, когда штангенциркуль не применялся, с использованием 5 различных методов сопоставления
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | 0,0103 | 0,0906 | 0,677 | 0233 | 0,0945 | 0,4773 | 0,6794 | ||||||
| Случайный порядок c | 0,0157 | 0,0920 | 0,4772 | 0,6794 | 0,4772 | 0,6794 | лучший | 0,6794 | |||||
| 5-к-1-значному e | 0,0502 | 0,1912 | 0,7718 | 1,0404 | |||||||||
| 5 | 9020 .0007 | 0,0037 | 0,1639 | 0,3290 | |||||||||
| По убыванию | 0,0027 | 0,0090 | 0,1644 | 0,3291 | |||||||||
| 0,3291 | |||||||||||||
| 0,007 | в случайном порядке первый0,0011 | 0,0061 | 0,1641 | 0,3290 | |||||||||
| 5-в-1-значный | 0,0022 | 0.0078 | 0,1596 | 0,3878 | |||||||||
| 10 | |||||||||||||
| По возрастанию | -0,0002 | 0,0000 | по убыванию | 0,0682 | 0,1904 | ||||||||
| Случайный порядок | 0,0003 | 0,0014 | 0,0677 | 0.1903 | |||||||||
| Лучшее первое | 0,0003 | 0,0014 | 0,0677 | 0,1903 | |||||||||
| 5-к-1-значное число | 0,0010 | 0,0028 | 9020 | ||||||||||
| По возрастанию | 0,0000 | 0,0000 | 0,0258 | 0,1083 | |||||||||
| По убыванию | 0.0002 | 0,0009 | 0,0271 | 0,1086 | |||||||||
| Случайный порядок | 0,0001 | 0,0005 | 0,0263 | 0,1084 | |||||||||
| От 5 до 1 цифры | 0,0007 | 0,0032 | 0,1068 | 0,2943 | |||||||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | 0,0103 | 0,0906 | 0,677 | 0233 | 0,0945 | 0,4773 | 0,6794 | ||||||
| Случайный порядок c | 0,0157 | 0,0920 | 0,4772 | 0,6794 | 0,4772 | 0,6794 | лучший | 0,6794 | |||||
| 5-к-1-значному e | 0,0502 | 0,1912 | 0,7718 | 1,0404 | |||||||||
| 5 | 9020 .0007 | 0,0037 | 0,1639 | 0,3290 | |||||||||
| По убыванию | 0,0027 | 0,0090 | 0,1644 | 0,3291 | |||||||||
| 0,3291 | |||||||||||||
| 0,007 | в случайном порядке первый0,0011 | 0,0061 | 0,1641 | 0,3290 | |||||||||
| 5-в-1-значный | 0,0022 | 0.0078 | 0,1596 | 0,3878 | |||||||||
| 10 | |||||||||||||
| По возрастанию | -0,0002 | 0,0000 | по убыванию | 0,0682 | 0,1904 | ||||||||
| Случайный порядок | 0,0003 | 0,0014 | 0,0677 | 0.1903 | |||||||||
| Лучшее первое | 0,0003 | 0,0014 | 0,0677 | 0,1903 | |||||||||
| 5-к-1-значное число | 0,0010 | 0,0028 | 9020 | ||||||||||
| По возрастанию | 0,0000 | 0,0000 | 0,0258 | 0,1083 | |||||||||
| По убыванию | 0.0002 | 0,0009 | 0,0271 | 0,1086 | |||||||||
| Случайный порядок | 0,0001 | 0,0005 | 0,0263 | 0,1084 | |||||||||
| От 5 до 1 цифры | 0,0007 | 0,0032 | 0,1068 | 0,2943 | |||||||||
Средняя разница в X между объектами, подвергающимися воздействию, и объектами, не подвергавшимися проверке, когда не применялся штангенциркуль, с использованием 5 различных методов сопоставления
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | 0,0103 | 0,0906 | 0,677 | 0233 | 0,0945 | 0,4773 | 0,6794 | ||||||
| Случайный порядок c | 0,0157 | 0,0920 | 0,4772 | 0,6794 | 0,4772 | 0,6794 | лучший | 0,6794 | |||||
| 5-к-1-значному e | 0,0502 | 0,1912 | 0,7718 | 1,0404 | |||||||||
| 5 | 9020 .0007 | 0,0037 | 0,1639 | 0,3290 | |||||||||
| По убыванию | 0,0027 | 0,0090 | 0,1644 | 0,3291 | |||||||||
| 0,3291 | |||||||||||||
| 0,007 | в случайном порядке первый0,0011 | 0,0061 | 0,1641 | 0,3290 | |||||||||
| 5-в-1-значный | 0,0022 | 0.0078 | 0,1596 | 0,3878 | |||||||||
| 10 | |||||||||||||
| По возрастанию | -0,0002 | 0,0000 | по убыванию | 0,0682 | 0,1904 | ||||||||
| Случайный порядок | 0,0003 | 0,0014 | 0,0677 | 0.1903 | |||||||||
| Лучшее первое | 0,0003 | 0,0014 | 0,0677 | 0,1903 | |||||||||
| 5-к-1-значное число | 0,0010 | 0,0028 | 9020 | ||||||||||
| По возрастанию | 0,0000 | 0,0000 | 0,0258 | 0,1083 | |||||||||
| По убыванию | 0.0002 | 0,0009 | 0,0271 | 0,1086 | |||||||||
| Случайный порядок | 0,0001 | 0,0005 | 0,0263 | 0,1084 | |||||||||
| От 5 до 1 цифры | 0,0007 | 0,0032 | 0,1068 | 0,2943 | |||||||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | 0,0103 | 0,0906 | 0,677 | 0233 | 0,0945 | 0,4773 | 0,6794 | ||||||
| Случайный порядок c | 0,0157 | 0,0920 | 0,4772 | 0,6794 | 0,4772 | 0,6794 | лучший | 0,6794 | |||||
| 5-к-1-значному e | 0,0502 | 0,1912 | 0,7718 | 1,0404 | |||||||||
| 5 | 9020 .0007 | 0,0037 | 0,1639 | 0,3290 | |||||||||
| По убыванию | 0,0027 | 0,0090 | 0,1644 | 0,3291 | |||||||||
| 0,3291 | |||||||||||||
| 0,007 | в случайном порядке первый0,0011 | 0,0061 | 0,1641 | 0,3290 | |||||||||
| 5-в-1-значный | 0,0022 | 0.0078 | 0,1596 | 0,3878 | |||||||||
| 10 | |||||||||||||
| По возрастанию | -0,0002 | 0,0000 | по убыванию | 0,0682 | 0,1904 | ||||||||
| Случайный порядок | 0,0003 | 0,0014 | 0,0677 | 0.1903 | |||||||||
| Лучшее первое | 0,0003 | 0,0014 | 0,0677 | 0,1903 | |||||||||
| 5-к-1-значное число | 0,0010 | 0,0028 | 9020 | ||||||||||
| По возрастанию | 0,0000 | 0,0000 | 0,0258 | 0,1083 | |||||||||
| По убыванию | 0.0002 | 0,0009 | 0,0271 | 0,1086 | |||||||||
| Случайный порядок | 0,0001 | 0,0005 | 0,0263 | 0,1084 | |||||||||
| От 5 до 1 цифры | 0,0007 | 0,0032 | 0,1068 | 0,2943 | |||||||||
Причина смещения показана на Рисунке 2, где показаны диаграммы разброса значений X у облученных субъектов. (на оси x ) против значения x в совпавшем неэкспонированном объекте (на оси y ) для β = log 1.5 и β = log 10 с 2 или 10 контрольными объектами на каждого испытуемого. В идеале все графики должны лежать вдоль линии Y = X , но этого явно не произошло ни для одного из методов отбора случаев, особенно когда есть несколько элементов управления на случай или когда есть большая разница в . X между корпусами и элементами управления. В частности, точки имеют тенденцию лежать ниже линии Y = X , поэтому X имеет тенденцию быть ниже у неэкспонированных объектов, чем у экспонированных.
Рисунок 2.
График рассеяния X в согласованном контроле и X у экспонированного объекта, когда штангенциркуль не используется. A и C показывают результаты, когда есть 2 контроля на случай; B и D показывают 10 элементов управления на случай. В A и B отношение шансов для эффекта X на экспозицию составляет 1,5, а в C и D – 10. Используемые методы сопоставления обозначены следующим образом: синий x, по убыванию; красный o, восходящий; желтый x, случайный; зеленый o, лучшее первое; и коричневый +, от 5 до 1 цифры.Диагональная линия представляет собой идеальные совпадения.
Рис. 2.
График рассеяния X в согласованном контроле и X у экспонированного объекта, когда штангенциркуль не используется. A и C показывают результаты, когда есть 2 контроля на случай; B и D показывают 10 элементов управления на случай. В A и B отношение шансов для эффекта X на экспозицию составляет 1,5, а в C и D – 10. Используемые методы сопоставления обозначены следующим образом: синий x, по убыванию; красный o, восходящий; желтый x, случайный; зеленый o, лучшее первое; и коричневый +, от 5 до 1 цифры.Диагональная линия представляет собой идеальные совпадения.
Если ввести измеритель 0,25 стандартного отклонения, используемый Розенбаумом и Рубином (9), дисбаланс в X между экспонируемыми и необлученными объектами заметно уменьшится, хотя остается некоторый остаточный дисбаланс, особенно когда β большой и r маленький. Однако дисбаланс при использовании случайного сопоставления меньше, чем при сопоставлении по возрастанию или убыванию, и этот дисбаланс при использовании сопоставления по первому лучшему или сопоставлению 5 к 1 еще меньше.Баланс при использовании сопоставления по возрастанию обычно лучше, чем при использовании сопоставления по убыванию, но в направлении, противоположном начальному смещению.
Из-за калибра большие различия в X между подобранными объектами больше невозможны. Однако, когда существует большая разница между экспонированными и необлученными объектами, существует тенденция для X у необлученных субъектов, чтобы быть на верхнем пределе приемлемых совпадений для экспонированных субъектов с большими значениями X при использовании возрастающего сопоставления и при нижний предел при использовании согласования по убыванию, как показано на рисунках 3C и 3D.Этот факт объясняет смещения, наблюдаемые при использовании этих методов в таблице 3.
Таблица 3. Средняя разницав X между подвергнутыми и не подвергавшимися воздействиями испытуемыми при применении штангенциркуля 0,25-SD с использованием 5 различных методов сопоставления
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||
| 2 | |||||||||
| По возрастанию a | −0,0140 | −0,0253 | −02011 | −02011 | 0,0508 | 0,1066 | 0,1116 | ||
| Случайный порядок c | 0.0015 | 0,0042 | 0,0126 | 0,0168 | |||||
| Лучшее первое d | 0,0007 | 0,0012 | 0,0021 | 0,0025 | |||||
| от 90 до 900 цифр | −0,0010 | −0,0013 | −0,0010 | ||||||
| 5 | |||||||||
| По возрастанию | −0,0017 | .0047 | -0,0204 | -0,0267 | |||||
| По убыванию | 0,0020 | 0,0058 | 0,0594 | 0,0835 | |||||
| Случайный порядок | 0,0002 | 0,0005 | 0,0016 | 0,0023 | |||||
| 5-в-1-значный | 0,0001 | 0.0000 | −0,0006 | −0,0005 | |||||
| 10 | |||||||||
| По возрастанию | −02071 | −02013 | 0,00050,0016 | 0,0311 | 0,0627 | ||||
| Случайный порядок | 0,0001 | 0,0003 | 0,0045 | 0.0097 | |||||
| Лучшее первое | 0,0001 | 0,0002 | 0,0013 | 0,0020 | |||||
| 5-к-1-значное | 0,0001 | 0,0001 | |||||||
| По возрастанию | −0,0001 | −0,0004 | −0,0063 | −0,0129 | |||||
| По убыванию 0.0002 | 0,0005 | 0,0137 | 0,0439 | ||||||
| Случайный порядок | 0,0000 | 0,0001 | 0,0025 | 0,0072 | |||||
| лучший 0,004 | От 5 до 1 цифры | 0,0000 | 0,0001 | 0,0000 | −0,0001 | ||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | |||||||||
| 2 | ||||||||||||
| По возрастанию a | −0,0140 | −0,0253 | −02041 | −02011 | .0170 | 0,0508 | 0,1066 | 0,1116 | ||||
| Случайный порядок c | 0,0015 | 0,0042 | 0,0126 | 0,0168 первый | ||||||||
| 0,0168 первый | ||||||||||||
| 0,0168 | 9021 | 0,0025 | ||||||||||
| От 5 до 1 цифры e | −0,0006 | −0,0010 | −0,0013 | −0,0010 | ||||||||
| 5 | 9020 | -0.0017 | -0,0047 | -0,0204 | -0,0267 | |||||||
| По убыванию | 0,0020 | 0,0058 | 0,0594 | 0,0835 | ||||||||
| Лучший первый | 0,0002 | 0,0005 | 0,0016 | 0,0023 | ||||||||
| 5-в-1-значный | 0.0001 | 0,0000 | −0,0006 | −0,0005 | ||||||||
| 10 | ||||||||||||
| По убыванию | 0,0005 | 0,0016 | 0,0311 | 0,0627 | ||||||||
| Случайный порядок | 0,0001 | 0,0003 | 0.0045 | 0,0097 | ||||||||
| Лучшее первое | 0,0001 | 0,0002 | 0,0013 | 0,0020 | ||||||||
| 5-к-1-значное | 0,0001 | −10,0001 | −120 | |||||||||
| По возрастанию | −0,0001 | −0,0004 | −0,0063 | −0,0129 | по убыванию 0,2040002 | 0,0005 | 0,0137 | 0,0439 | ||||
| Случайный порядок | 0,0000 | 0,0001 | 0,0025 | 0,0072 | ||||||||
| лучший 0,004 | От 5 до 1 цифры | 0,0000 | 0,0001 | 0,0000 | −0,0001 | |||||||
Средняя разница в X между подвергнутыми и невидимыми объектами при 0.Штангенциркуль 25-SD применяется с использованием 5 различных методов сопоставления
| Метод сопоставления по контролю в каждом случае . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | −0.0140 | −0,0253 | −0,0411 | −0,0421 | |||||||||
| По убыванию b | 0,0170 | 0,0508 | 0,1066 | 0,1116 | в случайном порядке | в случайном порядке | 0,0126 | 0,0168 | |||||
| Лучшее первое d | 0,0007 | 0,0012 | 0,0021 | 0,0025 | |||||||||
| 5-к-1-значное e − | .0006 | −0,0010 | −0,0013 | −0,0010 | |||||||||
| 5 | |||||||||||||
| По возрастанию | −0,002017 | −0,002017 | −0,002017 | По убыванию | 0,0020 | 0,0058 | 0,0594 | 0,0835 | |||||
| Случайный порядок | 0,0003 | 0,0008 | 0.0073 | 0,0125 | |||||||||
| Лучшее первое | 0,0002 | 0,0005 | 0,0016 | 0,0023 | |||||||||
| 5-к-1-значное | 0,0001 | 90,000190,0010 | |||||||||||
| По возрастанию | −0,0004 | −0,0013 | −0,0117 | −0,0187 | 0,0016 | 0,0311 | 0,0627 | ||||||
| Случайный порядок | 0,0001 | 0,0003 | 0,0045 | 0,0097 | |||||||||
| 0,00207 | От 5 до 1 цифры0,0001 | 0,0001 | −0,0001 | −0,0002 | |||||||||
| 20 | |||||||||||||
| По возрастанию0001 | -0,0004 | -0,0063 | -0,0129 | ||||||||||
| По убыванию | 0,0002 | 0,0005 | 0,0137 | 0,0439 | в случайном порядке | ||||||||
| Лучший первый | 0,0000 | 0,0001 | 0,0009 | 0,0017 | |||||||||
| 5-в-1-значный | 0.0000 | 0,0001 | 0,0000 | −0,0001 | |||||||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию a | −0.0140 | −0,0253 | −0,0411 | −0,0421 | |||||||||
| По убыванию b | 0,0170 | 0,0508 | 0,1066 | 0,1116 | в случайном порядке | в случайном порядке | 0,0126 | 0,0168 | |||||
| Лучшее первое d | 0,0007 | 0,0012 | 0,0021 | 0,0025 | |||||||||
| 5-к-1-значное e − | .0006 | −0,0010 | −0,0013 | −0,0010 | |||||||||
| 5 | |||||||||||||
| По возрастанию | −0,002017 | −0,002017 | −0,002017 | По убыванию | 0,0020 | 0,0058 | 0,0594 | 0,0835 | |||||
| Случайный порядок | 0,0003 | 0,0008 | 0.0073 | 0,0125 | |||||||||
| Лучшее первое | 0,0002 | 0,0005 | 0,0016 | 0,0023 | |||||||||
| 5-к-1-значное | 0,0001 | 90,000190,0010 | |||||||||||
| По возрастанию | −0,0004 | −0,0013 | −0,0117 | −0,0187 | 0,0016 | 0,0311 | 0,0627 | ||||||
| Случайный порядок | 0,0001 | 0,0003 | 0,0045 | 0,0097 | |||||||||
| 0,00207 | От 5 до 1 цифры0,0001 | 0,0001 | −0,0001 | −0,0002 | |||||||||
| 20 | |||||||||||||
| По возрастанию0001 | -0,0004 | -0,0063 | -0,0129 | ||||||||||
| По убыванию | 0,0002 | 0,0005 | 0,0137 | 0,0439 | в случайном порядке | ||||||||
| Лучший первый | 0,0000 | 0,0001 | 0,0009 | 0,0017 | |||||||||
| 5-в-1-значный | 0.0000 | 0,0001 | 0,0000 | −0,0001 | |||||||||
Рис. 3.
График разброса X в согласованном контроле и X у экспонированного субъекта с использованием измерителя 0,25-стандартного отклонения. A и C показывают результаты, когда есть 2 элемента управления на случай, а B и D показывают 10 элементов управления на случай. В A и B отношение шансов для эффекта X на экспозицию составляет 1,5, а в C и D – 10. Используемые методы сопоставления обозначены следующим образом: синий x, по убыванию; красный o, восходящий; желтый x, случайный; зеленый o, лучшее первое; и коричневый +, от 5 до 1 цифры.
Рисунок 3.
График разброса X в согласованном контроле и X у экспонированного субъекта с использованием измерителя со стандартным отклонением 0,25. A и C показывают результаты, когда есть 2 элемента управления на случай, а B и D показывают 10 элементов управления на случай. В A и B отношение шансов для эффекта X на экспозицию составляет 1,5, а в C и D – 10. Используемые методы сопоставления обозначены следующим образом: синий x, по убыванию; красный o, восходящий; желтый x, случайный; зеленый o, лучшее первое; и коричневый +, от 5 до 1 цифры.
Построение графика кумулятивной частоты для величин различий внутри пары с использованием сопоставления наилучшего первого показывает, что подавляющее большинство сопоставленных пар намного ближе, чем измеритель (на рисунке 4 показан такой график для данных с 10 элементами управления на случай и отношение шансов 10 при использовании сопоставления «лучший первый»). Правая вертикальная линия представляет измеритель, выбранный при стандартном отклонении 0,25, и ясно, что установка измерителя на левой вертикальной линии приведет к исключению очень небольшого количества совпадений, но исключенные совпадения будут заметно хуже, чем оставленные.Это говорит о том, что меньший измеритель даст меньшую разницу средних значений между подобранными парами без потери слишком большой мощности за счет исключения экспонированных субъектов без подходящего совпадения.
Рисунок 4.
График кумулятивной частоты для величины разницы между логитом оценки склонности для данного экспонированного субъекта и логитом оценки склонности для совпадающего неэкспонированного субъекта.
Рисунок 4.
График кумулятивной частоты для величины разницы между логитом оценки склонности для данного экспонированного субъекта и логитом оценки склонности для подобранного неэкспонированного субъекта.
Один из способов выбрать измеритель – использовать статистику, связанную с индексом Юдена (16), для определения точки, которая находится ближе всего к верхнему левому углу графика совокупной частоты на рисунке 4. Совокупная частота принимает значения от 0 до 1. ; если бы величина разницы в X между экспонированным и неэкспонированным субъектом в каждой подобранной паре была разделена на величину наибольшей разницы, тогда эти масштабированные различия также приняли бы значения от 0 до 1. Индекс Юдена затем можно было бы рассчитать как и значение величины разницы, при которой этот индекс достигает своего максимума, можно использовать в качестве измерителя.Так было выбрано положение левой вертикальной линии.Значения, выбранные этим методом, находились в диапазоне от 0,002 до 0,06, с тенденцией к уменьшению при увеличении r и увеличению при увеличении β. Другими словами, более широкий штангенциркуль был необходим, если была большая разница между экспонируемыми и неэкспонированными объектами или если было меньше неэкспонированных объектов, доступных для сопоставления, что кажется интуитивно разумным. С другой стороны, штангенциркуль со стандартным отклонением 0,25 находился в диапазоне от 0,20 до 0.25, но имела тенденцию к увеличению по мере увеличения r и к уменьшению по мере увеличения β. Средние измерители, выбранные каждым методом в каждом сценарии, приведены в дополнительных данных, доступных на http://aje.oxfordjournals.org/.
Этот метод выбора измерителя привел к меньшему смещению при использовании всех методов сопоставления. Смещение было уменьшено примерно на 50–99% (85–99% для метода «лучший – первый»), в то время как количество совпадающих пар сократилось только примерно на 1–10% (2–4% для лучшего метода). -первый способ).Среднее количество проанализированных пар и среднее снижение систематической ошибки для каждого сценария приведены в дополнительных данных.
Как показано в Таблице 4, не было заметной остающейся систематической ошибки при использовании сопоставления «лучший первый», сопоставления от 5 до 1 или сопоставления в случайном порядке, независимо от количества элементов управления на случай или значения β. . При использовании согласования по возрастанию и по убыванию смещение было уменьшено как минимум в 2 раза, а оставшееся смещение составляет менее 1% от грубого смещения до сопоставления во всех сценариях, но оно все равно было по крайней мере на порядок больше, чем предвзятость при использовании других методов.
Таблица 4. Средняя разница вв X между подвергнутыми и не подвергавшимися воздействию объектами при применении штангенциркуля, выбранном по индексу Юдена a , с использованием 5 различных методов сопоставления
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||
| 2 | |||||||||
| по возрастанию b | −0.0060 | −0.0107 | −0.020138 | −0.0107 | −0.020138 | 0,0119 | 0,0171 | 0,0164 | |
| Случайный порядок d | 0,0001 | 0.0004 | 0,0008 | 0,0014 | |||||
| Лучшее начало e | 0,0001 | 0,0002 | 0,0003 | 0,0007 | |||||
| 5-to-1-90,000 | −0,0009 | −0,0005 | |||||||
| 5 | |||||||||
| По возрастанию | −0,0005 | −0,0012 | .0066-0,0078 | ||||||
| По убыванию | 0,0005 | 0,0012 | 0,0078 | 0,0096 | |||||
| Случайный порядок | 0,0000 | 0,0000 | 0,0000 | 0,0002 | 0,0002 | ||||
| От 5 до 1 цифры | −0,0000 | −0,0001 | −0.0004 | −0,0004 | |||||
| 10 | |||||||||
| по возрастанию | −0,00012 | −0,00026 | −0,00202 | −0,00202 | 0,00366 | 0,00640 | |||
| Случайный порядок | 0,00000 | 0,00000 | 0,00016 | 0.00032 | |||||
| Лучшее первое | 0,00000 | 0,00001 | 0,00010 | 0,00014 | |||||
| 5-к-1-значное | −0,00001 | −0,00204 −0207 | −0,00204 −0207 | 20||||||
| По возрастанию | −0.00003 | −0.00006 | −0.00150 | −0.00343 | |||||
| По убыванию 0.20400003 | 0,00006 | 0,00161 | 0,00397 | ||||||
| Случайный порядок | 0,00000 | 0,00000 | 0,00006 | 0,00019 | |||||
| 0,007 | От 5 до 1 цифры0,00000 | 0,00000 | −0,00007 | −0,00019 | |||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| по возрастанию b | −0.0060 | −0.0107 | −0.020138−0.0107 | −0.020138 .0061 | 0,0119 | 0,0171 | 0,0164 | ||||||
| Случайный порядок d | 0,0001 | 0,0004 | 0,0008 | 0,0014 | |||||||||
| 0,0007 | 0,0007 | ||||||||||||
| от 5 до 1 цифры f | −0,0004 | −0,0007 | −0,0009 | −0,0005 | |||||||||
| 5 | -0.0005 | −0,0012 | −0,0066 | −0,0078 | |||||||||
| По убыванию | 0,0005 | 0,0012 | 0,0078 | 0,0096 | |||||||||
| в случайном порядке | |||||||||||||
| Лучший первый | 0,0000 | 0,0000 | 0,0002 | 0,0002 | |||||||||
| 5-в-1-значный | −0.0000 | −0,0001 | −0,0004 | −0,0004 | |||||||||
| 10 | |||||||||||||
| −0,000207 | −0,000207 | −0,0002012 | По убыванию | 0,00012 | 0,00026 | 0,00366 | 0,00640 | ||||||
| Случайный порядок | 0,00000 | 0.00000 | 0,00016 | 0,00032 | |||||||||
| Лучшее первое | 0,00000 | 0,00001 | 0,00010 | 0,00014 | |||||||||
| 5-к-1-значное | 0 −0,00030 | ||||||||||||
| 20 | |||||||||||||
| По возрастанию | −0,00003 | −0,00006 | −0.00150 | −0,00343 | |||||||||
| По убыванию | 0,00003 | 0,00006 | 0,00161 | 0,00397 | |||||||||
| Случайный порядок | 0,00000 | 9020 9019 9020 | 0,00000 | 0,00005 | 0,00009 | ||||||||
| 5-в-1-значный | 0,00000 | 0,00000 | -0.00007 | -0,00019 | |||||||||
Средняя разница в X между обследованными и не подвергавшимися испытаниями при выборе штангенциркуля по индексу Юдена a применяется с использованием 5 различных методов сопоставления
| Метод сопоставления Управление по делу . | ИЛИ для воздействия X на экспонирование . | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||
| 2 | |||||||||
| по возрастанию b | −0.0060 | −0.0107 | −0.020138 | −0.0107 | −0.020138 | 0,0119 | 0,0171 | 0,0164 | |
| Случайный порядок d | 0.0001 | 0,0004 | 0,0008 | 0,0014 | |||||
| Лучшие первые e | 0,0001 | 0,0002 | 0,0003 | 0,0007 | |||||
| 0,000 -7 | |||||||||
| −0,0007 | −0,0009 | −0,0005 | |||||||
| 5 | |||||||||
| По возрастанию | −0204 −0,0005.0012 | -0,0066 | -0,0078 | ||||||
| По убыванию | 0,0005 | 0,0012 | 0,0078 | 0,0096 | |||||
| Случайный порядок | 0,00204 | 0,00204 | 0,00204 | 0,0000 | 0,0000 | 0,0002 | 0,0002 | ||
| От 5 до 1 цифры | −0,0000 | −0.0001 | -0,0004 | -0,0004 | |||||
| 10 | |||||||||
| По возрастанию | -0,00012 | -0,000207 | 0,00012 | 0,00026 | 0,00366 | 0,00640 | |||
| Случайный порядок | 0,00000 | 0,00000 | 0.00016 | 0,00032 | |||||
| Лучшее первое | 0,00000 | 0,00001 | 0,00010 | 0,00014 | |||||
| 5 − к-1-значное | −0,00001 −7-0,00207 | −0,00001 −7-0,00207 | |||||||
| 20 | |||||||||
| По возрастанию | −0,00003 | −0,00006 | −0,00150 | −0.00343 | |||||
| По убыванию | 0,00003 | 0,00006 | 0,00161 | 0,00397 | |||||
| Случайный порядок | 0,00000 | 0,00000 | 0,00005 | 0,00009 | |||||
| от 5 до 1 цифры | 0,00000 | 0,00000 | −0,00007 | −0.00019 | |||||
| Метод сопоставления по элементам управления для каждого случая . | ИЛИ для воздействия X на экспонирование . | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1,5 . | 2 . | 5 . | 10 . | ||||||||||
| 2 | |||||||||||||
| По возрастанию b | −0.0060 | -0,0107 | -0,0138 | -0,0124 | |||||||||
| По убыванию c | 0,0061 | 0,0119 | 0,0171 | 0,0164 | Случайный порядок | 0,0008 | 0,0014 | ||||||
| Лучшее первое e | 0,0001 | 0,0002 | 0,0003 | 0,0007 | |||||||||
| 5-к-1-значное f − | .0004−0,0007 | −0,0009 | −0,0005 | ||||||||||
| 5 | |||||||||||||
| −0,000207 −0,000202 | −0,000205 9020 | По убыванию | 0,0005 | 0,0012 | 0,0078 | 0,0096 | |||||||
| Случайный порядок | 0,0000 | 0,0000 | 0.0003 | 0,0005 | |||||||||
| Лучшее первое | 0,0000 | 0,0000 | 0,0002 | 0,0002 | |||||||||
| 5-к-1-значное | -0,0000 | − 1-значный−0,0000 | −1|||||||||||
| 10 | |||||||||||||
| По возрастанию | −0,00012 | −0,00026 | −0,00326 | −0,00536 | 0,00026 | 0,00366 | 0,00640 | ||||||
| Случайный порядок | 0,00000 | 0,00000 | 0,00016 | 0,00032 | |||||||||
| 0,0010 | 0,0010 | Лучший первыйОт 5 до 1 цифры | −0,00001 | −0,00002 | −0,00017 | −0,00030 | |||||||
| 20 | по возрастанию 9020.00003 | −0,00006 | −0,00150 | −0,00343 | |||||||||
| По убыванию | 0,00003 | 0,00006 | 0,00161 | 0,003970,007 | |||||||||
| Лучший первый | 0,00000 | 0,00000 | 0,00005 | 0,00009 | |||||||||
| 5-в-1-значный | 0.00000 | 0,00000 | −0,00007 | −0,00019 | |||||||||
Близость соответствия
Близость соответствия, измеренная среднеквадратичной разностью, показана в Таблице 5 для всех сценариев с 5 контрольными элементами на случай.
Таблица 5. Среднеквадратичная разницав X между подвергнутыми и не подвергавшимися воздействиями субъектами
| Метод сопоставления по измерителю . | ИЛИ для воздействия X на экспонирование . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 элемента управления на случай . | 5 элементов управления в шкафу . | 10 элементов управления в шкафу . | 20 элементов управления на ящик . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,5 . | 2 . | 5 . | 10 . | 1.5 . | 2 . | 5 . | 10 . | 1,5 . | 2 . | 5 . | 10 . | 1,5 . | 2 . | 5 . | 10 . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нет | 9020 .2005 | 0,4653 | 0,9871 | 1,1479 | 0,0320 | 0,0985 | 0,5179 | 0,7145 | 0,0126 | 0,0345 | 0,00144 0,514 | 0,3144 | По убыванию b | 0,0603 | 0,1583 | 0,5510 | 0,7395 | 0,0188 | 0,0399 | 0.2573 | 0,4237 | 0,0094 | 0,0196 | 0,1452 | 0,2877 | 0,0051 | 0,0112 | 0,0832 | 0,1976 | 0,0832 | 0,1976 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9020 в случайном порядке | 0,0207 | 0,0563 | 0,3938 | 0,5823 | 0,0097 | 0,0226 | 0,2290 | 0,4080 | 0.0051 | 0,0118 | 0,1300 | 0,2879 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лучший первый d | 0,1264 | 0,3750 | 0,9329 | 1,1149 | 0,0225 0,06 0,07 | 0,07 | 0,2773 | 0,4818 | 0,0052 | 0,0124 | 0,1577 | 0,3417 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5-к 1-значному e | 0.3871 | 0,7771 | 1,4478 | 1,6312 | 0,0908 | 0,2541 | 1,1178 | 1,4035 | 0,0487 | 0,0949 | 0,6857 | 1,1963 | 0,0230 | 0,0610 | 0,5942 | 0,9506 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,25 SD | 0368 | 0,0584 | 0,0790 | 0,0777 | 0,0110 | 0,0206 | 0,0534 | 0,0609 | 0,0059 | 0,0105 | 0,0389 0,07 | 0,0105 | 0,0389 0,07 | 0,0389 0,01 | По убыванию | 0,0389 | 0,0850 | 0,1368 | 0,1367 | 0,0112 | 0,0223 | 0.0976 | 0,1168 | 0,0059 | 0,0110 | 0,0668 | 0,0999 | 0,0033 | 0,0063 | 0,0408 | 0,0820 | 0,0408 | 0,0820 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,07 0,07 0,07 | 0,07 0,07 | 0,0162 | 0,0349 | 0,0424 | 0,0054 | 0,0093 | 0,0283 | 0,0376 | 0.0032 | 0,0058 | 0,0217 | 0,0330 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лучшее первое | 0,0200 | 0,0203 | 0,0178 | 0,0177 | 0,0090 | 0,0177 | 0,0090 | 0,0137 | 0,02070,0207 | 0,0164 | 0,0032 | 0,0055 | 0,0140 | 0,0155 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5-в-1-значный | 0.0266 | 0,0265 | 0,0215 | 0,0203 | 0,0135 | 0,0168 | 0,0188 | 0,0180 | 0,0085 | 0,0116 | 0,0085 | 0,0116 | 0,0171 0,019 | 0,0171 | 0,0171 | 0,0171 | Индекс Youden f | 0116 | 0,0195 | 0,0217 | 0,0199 | 0,0021 | 0,0038 | 0,0133 | 0,0138 | 0,0009 | 0,0138 | 0,0009 | 0,0014 | 0,008310 | 0,0083109 | По убыванию | 0,0118 | 0,0207 | 0,0246 | 0,0225 | 0,0021 | 0,0039 | 0.0146 | 0,0156 | 0,0009 | 0,0014 | 0,0088 | 0,0121 | 0,0004 | 0,0006 | 0,0051 | 0,0088 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| в случайном порядке | 0,0034 | 0,0080 | 0,0077 | 0,0008 | 0,0014 | 0,0058 | 0,0065 | 0.0004 | 0,0006 | 0,0040 | 0,0053 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Лучшие первые | 0,0079 | 0,0099 | 0,0074 | 0,0069 | 0,0019 | 0,0032 0,00607 | 0,0032 0,00607 | 0,0047 | 0,0004 | 0,0006 | 0,0036 | 0,0041 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5-в-1-значный | 0.0095 | 0,0127 | 0,0093 | 0,0080 | 0,0026 | 0,0039 | 0,0069 | 0,0060 | 0,0011 | 0,0019 | 0,0052 | 0,0053 | 0,0052 | 0,0053 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||