Как запаять пропиленовую трубу?
Вход / РегистрацияИнструкцииС их помощью можно прокладывать трубопроводы разной протяженности и конфигурации. Как запаять пропиленовую трубу при сооружении коммуникаций? Для этого нужно выяснить ее вид, определиться со способом пайки и выбрать необходимое оборудование.
Характеристики и свойства
Популярность использования пропиленовых труб при монтаже инженерных сетей обусловлена продолжительным сроком эксплуатации и техническими параметрами. Для них характерно следующее:
- устойчивость к воздействию высокой температуры и химических веществ;
- отсутствие склонности к появлению коррозии и образованию отложений на внутренней поверхности;
- экологическая безопасность;
- небольшой вес;
- простота монтажа и обслуживания;
- низкий коэффициент теплопроводности.
Изделия хорошо поглощают шум транспортируемых потоков и способны выдерживать высокое давление. Они не оказывают влияния на состав перемещаемой среды и сохраняют пропускную способность на протяжении всего периода службы.
Согласно ГОСТ 32415-2013, пропиленовые трубы разделены на 5 классов, которые определяют номинальную температуру рабочей среды и применение изделий. Максимально допустимая рабочая температура для продукции отдельных производителей может составлять +95…+110 °C, при этом размягчение полимера происходит при +140 °C, а плавление — при 160-170 °C.
При использовании пропиленовых труб в системах отопления возможно изменение их линейных размеров под воздействием нагрева. Чтобы избежать таких ситуаций, применяют армированные изделия или при монтаже трубопровода устанавливают П-образные компенсаторы. Как паять пропиленовые трубы в этом случае? Если в качестве армирующего слоя использовалось стекловолокно, то соединение таких изделий осуществляется аналогично фиксации неармированных. Пропиленовые трубы, армированные алюминием, потребуется перед пайкой зачистить. Выбор инструмента зависит от расположения металлического слоя.
ÐÐ¾Ñ Ð¾Ð¶ÐµÐµ изобÑажениеИнструменты и приспособления
Для соединения труб враструб используют специальный паяльник с насадками, который может быть:
- бытовым.
 Мощность такого оборудования не превышает 1800 Вт;
Мощность такого оборудования не превышает 1800 Вт; - профессиональным. Такой паяльник имеет мощность от 2000 Вт и более и требует оперативности во время работы, поэтому редко востребован в домашних условиях.
 Мощность такого оборудования не превышает 1800 Вт;
Мощность такого оборудования не превышает 1800 Вт;Ручной аппарат имеет нагревательную головку в форме треугольника или стержня и укомплектован специальными насадками. Профессиональные модели оснащаются механическим или гидравлическим приводом. Температура и продолжительность нагрева зависят от характеристик оборудования, диаметра труб и толщины стенок. Насадки инструмента обычно предусматривают наличие тефлонового покрытия. Для защиты от царапин и других дефектов их следует хранить в специальном ящике.
Кроме паяльника также потребуется следующее:
- рулетка, с помощью которой проводят измерения, и карандаш для нанесения отметок;
- специальные ножницы, позволяющие отрезать участок трубы нужной длины под углом 90°;
- торцеватель или шейвер для зачистки армирующего слоя.
Фиксация пропиленовых труб между собой осуществляется с помощью фитингов, выполненных из аналогичного материала. Для соединения изделий большого диаметра применяют электросварные муфты. Чтобы получить плотный и прочный шов в этом случае, понадобится центрирующий станок.
Для соединения изделий большого диаметра применяют электросварные муфты. Чтобы получить плотный и прочный шов в этом случае, понадобится центрирующий станок.
Подготовительные работы
Как правильно паять пропиленовые трубы? Чтобы обеспечить их надежное соединение, необходимо выполнить подготовительные работы. Перечень действий включает:
- резку. Ее проводят по заранее нанесенным отметкам, используя роликовые труборезы, ножовку по дереву или ножницы. Резку выполняют таким образом, чтобы торец трубы был перпендикулярен ее оси. Несоблюдение этого условия приводит к появлению промежутков между соединяемыми концами;
- очистку. С поверхности удаляют масляные пятна и другие загрязнения, а затем торцы обезжиривают. При этом нужно использовать ветошь, которая не оставляет волокон на поверхности материала. Внешний слой полимера защищают механическим путем.
При соединении участков трубопровода в раструб потребуется снять фаску. Для этого применяют острый нож или специальный инструмент, которые позволяют срезать наружную кромку торца под определенным углом.
Технология пайки
Согласно ГОСТ 32415-2013, для монтажа пропиленовых трубопроводов производят фитинги из аналогичного материала, которые представлены следующими вариантами:
- для фиксации встык;
- для соединения враструб нагретым инструментом;
- с закладными электронагревателями.
Самым распространенным способом крепления участков инженерных сетей в квартирах и частных домах является пайка нагретым инструментом. Она отличается простотой выполнения и служит для фиксации изделий небольшого диаметра.
Как спаять пропиленовые трубы враструб? Для этого потребуются следующие фитинги: муфты для соединения прямых отрезков, угольники для сооружения поворотов на 45° или 90° и тройники для формирования ответвлений. Процесс пайки включает следующие операции:
- нагрев наружной поверхности соединяемой трубы и внутренней фитинга, который осуществляется с помощью насадки. Следует точно соблюдать время воздействия нагревательным элементом. Перегрев материала может привести к изменению формы изделий;
- сборка узла после расплавления наружного слоя полимера. Она должна проводиться оперативно и занимать не более 4-6 с, иначе детали охладятся и качество фиксации будет низким. Сдавливать или вращать элементы узла нельзя;
- охлаждение полученного соединения, во время которого следует избегать перекосов.
 Следует точно соблюдать время воздействия нагревательным элементом. Перегрев материала может привести к изменению формы изделий;
Следует точно соблюдать время воздействия нагревательным элементом. Перегрев материала может привести к изменению формы изделий;Материал на месте пайки должен остыть в естественных условиях, поэтому применение специальных охлаждающих устройств не допускается. Для полного затвердевания полимера понадобится около 2-4 минут. В завершении трубопровод фиксируют на стенах, обеспечивая его неподвижность.
Чтобы получить надежное и прочное соединение, необходимо соблюдать следующие правила:
- проводить работы с сухими изделиями и не допускать попадания влаги на поверхность в процессе пайки;
- обеспечить плотное закрепление насадок на паяльнике;
- предусмотреть запас по длине, так как пропилен при нагреве сжимается, и размер отрезка может уменьшиться на 1 мм;
- выполнять фиксацию в горизонтальном положении, что позволит избежать смещения отдельных элементов соединительного узла;
- избегать перегревания паяльника, так как при температуре +260 °C материал начнет разрушаться.

При сооружении системы «теплого пола», водоснабжения и вентиляции долговечность и надежность инженерных сетей зависит от качества материала и соблюдения технологии монтажа. Эффективность и функциональность отопления во многом определяют характеристики батарей, используемых для инженерных коммуникаций. Примером оптимального сочетания приемлемой цены и достойного качества являются алюминиевые и биметаллические радиаторы Lammin, которые представлены сериями Eco и Premium. Они адаптированы с эксплуатации на территории РФ и соответствуют требованиям европейских стандартов. Особая технология изготовления обеспечивает высокие показатели теплоотдачи, а двухступенчатая окраска позволяет сохранить привлекательный вид изделий в течение длительного времени.
26 Апреля 2018
ИнструкцииЕсть вопросы о продукции Lammin?
Чтобы приобрести инженерную сантехнику оптом или стать дилером Lammin, звоните!
+7 (800) 700-83-55
+7 (800) 700-83-55Как запаять газовую колонку, способы пайки
Основной деталью проточного нагревателя является теплообменник, который со временем может дать течь. У вас есть выбор: выполнить ремонт самостоятельно или обратиться в мастерскую. Мы расскажем, как запаять газовую колонку своими руками.
У вас есть выбор: выполнить ремонт самостоятельно или обратиться в мастерскую. Мы расскажем, как запаять газовую колонку своими руками.
Причины течи
Частой причиной течи является латунный или медный радиатор. Поскольку производители изготавливают некоторые элементы не из чистой меди, а с добавлением примесей, эти места быстрее окисляются. В итоге теплообменник поддается коррозии или прогорает.
Дополнительной причиной поломки является способ обеззараживания воды в регионе. Чаще всего для этих целей применяют двуокись хлора. При нагреве в трубках радиатора хлор вступает в реакцию с медью, что способствует разрушению и образованию свищей. Доказано, что в местах с обеззараживанием методом озонирования таких проблем с газовыми колонками не возникает.
Подготовка к пайке
Подготовьте инструменты, которые понадобятся в работе:
- Паяльник (не менее 100 Вт).
- Щетка по металлу либо мелкая наждачная бумага.
- Припой. Рекомендуется брать сплав олова и свинца.
- Флюс. Можно брать канифоль или мелкую крошку таблетки аспирина. Последнюю нужно посыпать на разогретое место так, чтобы она расплылась.

Теперь нужно подготовить колонку. Чтобы определить место протечки, не спешите перекрывать воду. Поступите так:
- Снимите кожух с прибора (может понадобиться открутить болты).
- Включите подачу воды и осмотрите теплообменник на предмет протечки.
- Если нужно сварить медную трубку на изгибе в доступном месте, вам не придется снимать колонку.
- Если же свищ находится в труднодоступном месте, нужно демонтировать корпус и разобрать.
- Перекройте подачу газа.
- Слейте воду. Для этого откройте горячий поток и снимите гайку с холодной трубы.
- В последних моделях снизу есть заглушка. Подставьте емкость и откройте заглушку. Вода сольется самостоятельно.
Важно! Перед началом ремонта радиатор нужно полностью просушить компрессором или пылесосом. Иначе влага не даст заварить свищ.

Теперь с помощью наждачки или щетки зачистите поврежденное место. Часто в таких местах видно пятно зеленого цвета. Не прикладывайте слишком много усилий, чтобы не повредить трубку еще больше. В конце протрите зачищенную часть обезжиривающим средством.
Способы сварки
Мы уже написали, чем можно спаять теплообменник. Но способов сварки может быть несколько.
Паяльник
Метод предусматривает наличие мощного инструмента (не менее 100-110 Вт). Также подготовьте припой и флюс. Поврежденное место присыпьте флюсом, уложите сверху припой с помощью паяльника. Следите, чтобы он равномерно растекался и закрывал отверстие. Продолжайте наращивание, пока слой не достигнет 2-3 мм.
После такого ремонта свищ себя не проявит.
Газовая горелка
Данный метод подойдет для толстостенного радиатора, который обладает высокой теплопроводностью. Подключите горелку к газовому баллону, настраивайте несильное пламя, чтобы не повредить стенки теплообменника.
Поврежденное место нужно хорошо прогреть, чтобы удалить остатки воды. Проводится спайка припоем, после чего остатки флюса тщательно удаляются. В нем содержится кислота, которая может способствовать разрушению трубки.
На видео подробно показано, как правильно паять:
Холодная сварка
Для этих целей нужно покупать качественную сварку. Поскольку материал будет контактировать с водой, он должен обладать влагостойкими свойствами.
- Наденьте перчатки.
- Разминайте сварку до тех пор, пока она не станет мягкой и пластичной.
- Наложите материал на место протечки. Подождите, пока застынет.

В качестве материала напайки используйте часть медной трубы.
По окончании работ проверьте все части конструкции. Везде, где виднеются зеленые пятна, скоро появятся свищи. Поэтому лучше сразу зачистить и выполнить пайку микроотверстия, чтобы не повторять разборку.
После подключения не надевайте сразу кожух. Проверьте качество выполненной работы давлением из водопровода.
Как было замечено пользователями, которые самостоятельно проводили подобный ремонт, некоторые колонки оснащаются уже запаянными теплообменниками на заводе. Неисправные детали ремонтируют, свищи спаивают и снова устанавливают в колонки на продажу. Поэтому будьте внимательны при покупке техники.
Когда вы покупаете отдельно радиатор на замену, осмотрите его на предмет пайки. Если такое место обнаружено, откажитесь от приобретения.
 В случае замены по гарантии держите под контролем качество деталей. Они должны быть новыми, а не б/у.
В случае замены по гарантии держите под контролем качество деталей. Они должны быть новыми, а не б/у.Чтобы избежать частых ремонтов, останавливайте выбор на качественной технике от производителя «Оазис», «Нева», «Электролюкс». А вот в приборах «Вектор» устанавливаются радиаторы из очень тонкого материала.
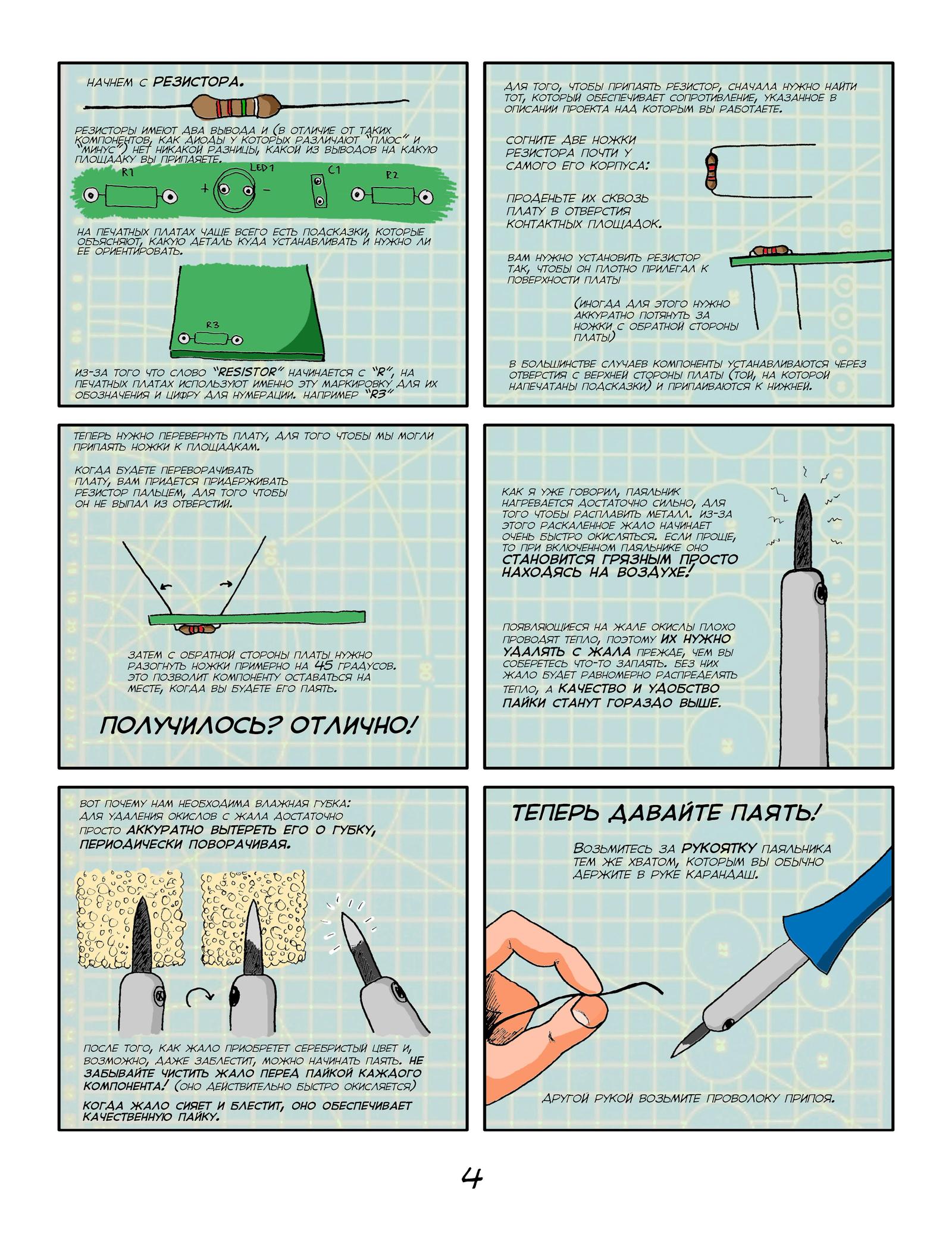
Основы пайки
Содержание:
- Прежде чем начать
- Шаг 1. Нагрейте утюг до соответствующей температуры
- Шаг 2. Сделайте соединение механически устойчивым
- Шаг 3. Очистите наконечник утюга
- Шаг 4: Нагрейте и припаяйте
- Шаг 5. Осмотрите соединение
- Распространенные ошибки
Прежде чем начать
Вам потребуется следующее оборудование:
- Паяльник с регулируемой температурой мощностью 25 Вт или выше
- Средство для чистки наконечников, например латунная губка или влажная губка
- Припой (со свинцом легче работать, чем со свинцом)
- (дополнительно) Руки помощи
- Защитные очки
Примечание: расплавленный припой очень горячий! Утюг нагревается до температуры кипения примерно в два раза выше температуры кипения воды, поэтому будьте предельно осторожны.
Шаг 1. Нагрейте утюг до соответствующей температуры.
Если вы паяете более крупные соединения с большим количеством меди, которая рассеивает тепло, вам может понадобиться немного более высокая температура. С утюгом с регулируемой температурой вы можете увидеть, что работает, и настроить его соответствующим образом.
Шаг 2. Сделайте соединение механически устойчивым
Пока ваш утюг нагревается, вы можете работать над тем, чтобы ваши компоненты оставались на месте без вашей помощи. Здесь могут пригодиться ваши руки помощи. Используйте их, чтобы помочь вам расположить ваши компоненты так, чтобы они были стабильными, и вам не нужно было что-либо удерживать. Если вы припаиваете сквозной компонент на печатной плате, вы можете согнуть выводы компонента в V-образную форму, чтобы он оставался на месте заподлицо с платой. Для компонентов без длинных выводов вы можете использовать кусок ленты, чтобы зафиксировать их на месте.
Вы можете проверить, близка ли температура вашего утюга к своей конечной температуре, прикоснувшись припоем к концу утюга и посмотрев, плавится ли он. Когда вы это сделаете, вы увидите дым. Это не металл испаряется, а горит флюс внутри него. Флюс — это мягкая кислота, которая разъедает слой окисления, образующийся на поверхности горячих металлов. Без флюса в припое для очистки поверхностей вам будет очень трудно намочить припой.
Очистите утюг с помощью латунной губки или влажной губки, чтобы удалить окисление или излишки припоя с жала. Не забывайте всегда держать наконечник в чистоте во время пайки. Грязный наконечник покрыт оксидами металлов, которые плохо передают тепло и могут привести к плохой пайке соединений.
Шаг 4: Нагрейте и припаяйте
Коснитесь плоской частью жала утюга с одной стороны стыка, подавая припой с другой стороны стыка. Идея состоит в том, чтобы нагреть все соединение до температуры плавления припоя, чтобы при прикосновении припоя к поверхностям он плавился. Единственный способ обеспечить хорошее электрическое соединение — позволить припою течь по соединяемым компонентам. Не наносите припой непосредственно на кончик утюга. Для компонентов со сквозными отверстиями держите утюг как на грифе, так и на пэде.
Идея состоит в том, чтобы нагреть все соединение до температуры плавления припоя, чтобы при прикосновении припоя к поверхностям он плавился. Единственный способ обеспечить хорошее электрическое соединение — позволить припою течь по соединяемым компонентам. Не наносите припой непосредственно на кончик утюга. Для компонентов со сквозными отверстиями держите утюг как на грифе, так и на пэде.
Маленькие суставы могут нагреваться в течение нескольких секунд, а большие суставы могут нагреваться за минуту или две. Держите соединение неподвижно в течение нескольких секунд после удаления утюга, так как припою нужно время, чтобы остыть. Помните, что сустав сейчас горячий! не трогайте его пальцами сразу.
Шаг 5: Осмотрите соединение
Припой должен смочить обе поверхности. На контактных площадках печатной платы припой должен покрывать всю контактную площадку и образовывать форму вулкана между контактной площадкой и выводом, что указывает на хорошую адгезию. Как только соединение будет идеальным, закрепите выводы сквозных компонентов.
Как только соединение будет идеальным, закрепите выводы сквозных компонентов.
Распространенные ошибки, или что НЕЛЬЗЯ делать
Теперь, когда мы рассмотрели, что делать, позвольте мне рассказать вам, что НЕ нужно делать.
Не наносите каплю припоя на утюг, а затем пытайтесь перенести ее на сустав. Это выжигает весь флюс в припое, что предотвращает очистку флюсом металлических поверхностей. Кроме того, каплю припоя легко перенести с утюга, фактически не смачивая ее на стыке. Я гарантирую вам, что это приведет к ужасному электрическому соединению, так что не делайте этого.
Как паять никель?
10 января 2023 г. 10 января 2023 г. | 14:43
Пайка — ценный навык, который можно использовать во многих практических проектах. Это особенно полезно при работе с металлическими деталями. Одним из металлов, который вам может понадобиться для пайки, является никель, с которым может быть трудно работать из-за его высокой температуры плавления и хрупкости. Тем не менее, можно паять никель, если вы знаете правильные методы. В этом сообщении блога мы обсудим, как успешно паять никель, чтобы вы могли получить желаемые результаты.
Тем не менее, можно паять никель, если вы знаете правильные методы. В этом сообщении блога мы обсудим, как успешно паять никель, чтобы вы могли получить желаемые результаты.
Соберите материалы
Прежде чем приступить к пайке, убедитесь, что у вас есть все необходимые материалы. Вам понадобится паяльник, флюсовая паста, проволока для припоя, наждачная бумага и защитные перчатки. Кроме того, вы должны убедиться, что ваше рабочее место чистое и на нем нет мусора или частиц пыли, которые могут помешать процессу пайки.
Подготовка никеля
Как только ваши материалы будут готовы, пришло время подготовить никель к пайке. Перед началом работы убедитесь, что оба куска никеля совершенно чистые и на них нет грязи или копоти. Используйте наждачную бумагу или стальную вату, чтобы удалить лишний материал с поверхности никелевых деталей, который может помешать их правильному соединению во время пайки. Как только они станут достаточно чистыми для использования, нанесите флюсовую пасту на обе поверхности вашего изделия, прежде чем складывать их вместе в желаемом положении для пайки.
Процесс пайки
Теперь пришло время для самого процесса пайки! Нагрейте паяльник примерно до 350-400 градусов по Фаренгейту (176-204 градуса по Цельсию). Этого температурного диапазона должно быть достаточно для большинства никелевых проектов; однако помните, что для более толстого металла или более сложных конструкций могут потребоваться более высокие температуры. Как только ваш утюг достаточно нагреется, прижмите его к флюсовой пасте с обеих сторон каждого соединения и держите его там, пока он не начнет таять в жидкое состояние — обычно это занимает от трех до пяти секунд, в зависимости от того, насколько горячий ваш утюг. установлен на. Как только флюсовая паста превратится в жидкость, добавьте проволоку для припоя, продолжая прижимать утюгом, пока все зазоры не будут полностью заполнены расплавленным припоем. Наконец, дайте всему полностью остыть, прежде чем обращаться с готовым продуктом; обычно это занимает около 15 минут, в зависимости от толщины ваших деталей, прежде чем они будут соединены вместе с помощью пайки.