Как заточить цепь бензопилы. Видео — Строительный портал ПрофиДОМ
Как считает Национальная энциклопедия строительства ProfiDom.com.ua, даже популярный Stihl не вечен: и когда-то зубья бензопилы изнашиваются, что легко установить по характеру образующейся стружки. При затупленной режущей кромке стружка получается мелкой, потому что рабочая кромка не режет, а мнёт древесину. Естественно, что затрачиваемые оператором усилия резко возрастают. То есть, приходит время заточить цепь
Эксперты ProfiDom.com.ua попытались разобраться, как правильно затачивать цепь бензопилы, – как выбрать оптимальную технологию, как выяснить оптимальный угол заточки зуба должен быть и как это проверить?
Внешние признаки затупившейся режущей кромки зуба бензопилы
Напомним, что зуб бензопилы имеет сложную конфигурацию, которая зависит и от направления движения цепи. У него две рабочих кромки: боковая, которая расположена перпендикулярно оси перемещения звеньев, и верхняя, расположенная под определённым углом к направлению движения цепи. Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Кроме того, на каждом зубе предусмотрен ограничитель, параметры которого определяют высоту снимаемой стружки. Поскольку главное усилие реза приходится именно на рабочий угол, то от того, на какой угол заточить зуб, будет зависеть вся последующая работа с инструментом.
Как выглядят функциональные части зуба бензопилы
Перед началом длительных работ с бензопилой, нужно выполнить осмотр инструмента и выполнить пробное пиление, в результате которых необходимо следующее:
- Визуально установить наличие (или отсутствие) конического участка, прилегающего к углу зуба, а также радиусного закругления на нём – основных признаков затупления
- Проверить усилие подачи, при котором инструмент работает устойчиво, с быстрым производством реза. Для острых зубьев начальный момент внедрения зуба в древесину происходит быстро, и без значительного сопротивления материала.
- Выяснить наличие вибраций цепи во время установившегося реза – если они ощутимы, то зубья необходимо затачивать.

- Осмотреть внешний вид только что разрезанного торца (особенно, если инструмент задействован для продольного пиления). При наличии грубых сколов и вмятин цепь бензопилы подлежит заточке.

Углы заточки и конфигурация зуба бензопилы
Режущая кромка зуба характеризуется следующими параметрами:
- Шириной;
- Толщиной;
- Углом заточки.
Кроме того, каждая модель инструмента имеет свой шаг зубьев, значение которого для бытовых и полупрофессиональных моделей связано с мощностью бензопилы, и крутящим моментом, который развивает привод. Например, для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы, при этом, снизится, но требуемое усилие будет существенно ниже. Верхние значения шагов для бытовых бензопил принимают крайне редко, в основном, при валке деревьев с большим диаметром ствола. Мощность двигателя, при этом, не должна превышать 2500 Вт.
Толщина режущей кромки у большинства производителей бензопил устанавливается одинаковой, и равной 1,3 мм (бывают и кромки с толщиной 1,1 мм, но, во-первых, их крайне сложно заточить в домашних условиях, а, во-вторых, такие звенья крайне малофункциональны: их можно использовать лишь для распила тонких сучьев).
Высота цепного профиля может быть либо 0,625 мм, либо 0,762 мм, причём, для бытового бензоинструмента в подавляющем большинстве случаев используется именно низкий профиль. При заточке ограничителей, этот параметр весьма важен, потому что с уменьшением высоты сверхдопустимых значений вибрация инструмента при работе возрастает, хотя качество пропила остаётся по-прежнему удовлетворительным. Поэтому, увлекаться снижением высоты ограничителя, при заточке зуба, не стоит.
Угол заточки цепи бензопилы зависит от основного предназначения инструмента – для поперечного или для продольного пиления. Поскольку при продольном пилении сопротивление древесины всегда заметно выше, то и кромка зуба должна быть очень острой. Рекомендуется делать её в диапазоне 6 – 12° (для сравнения – при преобладании поперечного распила – до 25 -30°).
Естественно, в первом случае заточка должна производиться чаще, и особенно тщательно, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию при работе бензопилы. Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Это особенно важно для звеньев, которые изготавливаются из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблон для заточки цепи бензопилы
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65 – 80°). Особенно, важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10 – 12° – при продольном распиле, и 25 – 30° – при поперечном распиле.
С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10 – 12° – при продольном распиле, и 25 – 30° – при поперечном распиле.
Внешний вид шаблона для затачивания зубьев бензопилы
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4 – 5.5 мм, либо на станке. В первом случае, крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25 – 30° к верхней кромке зуба
Одного круглого напильника недостаточно. Для заточки ограничителя, потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются, также, специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рисунка выше, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен ниже.
Комплект заточного инструмента и приспособлений
Сначала, затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки, круглый напильник периодически проворачивают вдоль своей оси.
Механизированная заточка на станке
Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами.
Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей.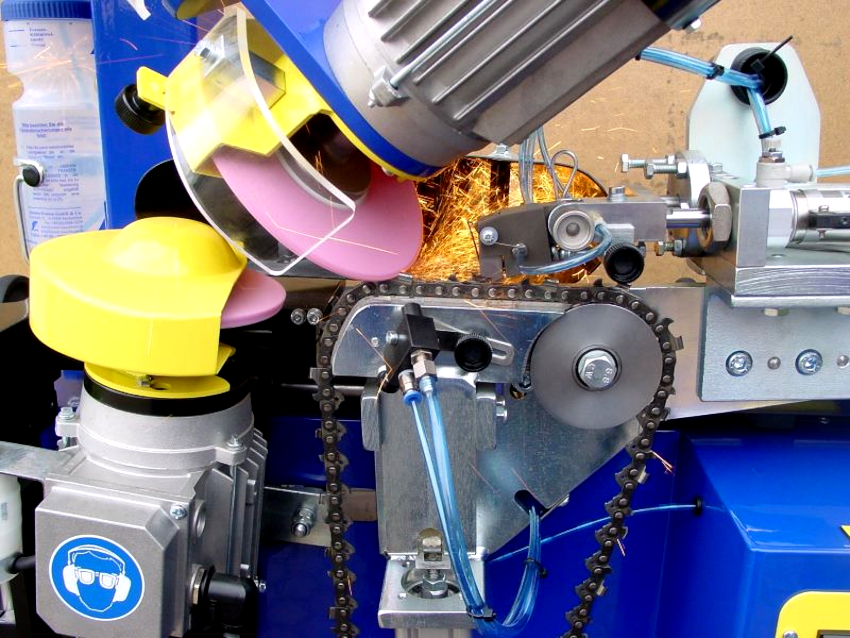 Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь.
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики:
- Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи;
- Возможностью регулирования угла заточки, в пределах, указанных ранее;
- Наличие сменных шлифовальных дисков;
- Постоянным значением ширины реза.
Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь. Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом. Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ, на корпусе зажима имеется измерительная шкала.
Опционно, станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также, гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Как выбрать станок для заточки цепей бензопил?
При частом использовании бензопил или электрических пил наблюдается затупление цепей, что сильно снижает эффективность работы с ними. Конечно, всегда есть вариант просто купить новую цепь, однако такое решение не будет выгодным с точки зрения вложения средств.
- Особенности в работе
- Технические характеристики оборудования для заточки цепей
- Расходные детали при работе с заточным станком
- Фирмы производители
Если посмотреть на профессиональных лесорубов, то им в таком случае пришлось бы покупать новые цепи почти что раз в неделю. С этой точки зрения было бы куда более разумным инвестировать в приобретение станка для заточки цепей бензопил, который намного продлит срок службы цепи и, таким образом, сэкономит средства.
Поскольку к заточке часто прибегают и те, кто пользуется пилами реже, то приобрести такое оборудование было крайне выгодно так же и для частных мастерских, предоставляющих похожие услуги.
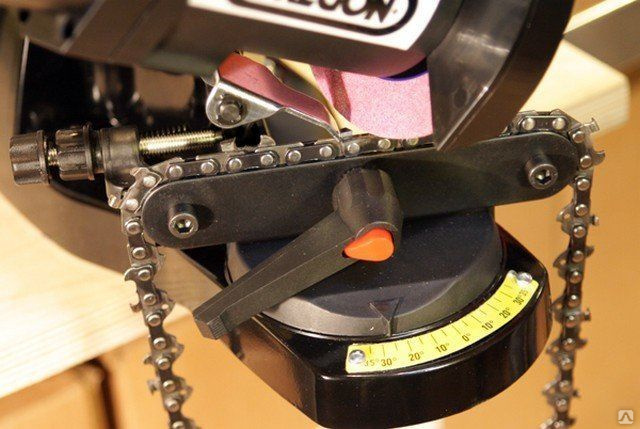
Важно разобраться в особенностях работы такого оборудования. По особенностях конструкции заточный станок напоминает монтажные пилы. Цепь фиксируется на опоре благодаря специальным поворотным зажимным тискам.
В то же время к каждому зубцу по отдельности подводится заточный диск. В зависимости от шага конкретной цепи определяется угол между плоскостью диска и самой цепью. Для правки и заточки режущих звеньев чаще всего используется заточный круг толщиной 3.5 мм.
Данный станок надежно закрепляется на опору, в роли которой может служить рабочий стол. Таким образом, надежно закрепленное оборудование такого типа гарантирует удобную и безопасную работу.
Как видно с рисунка выше, заточный диск располагается перпендикулярно цепи, что дает возможность сделать максимально острым каждый зуб.
Особенности в работе
Большинство станков для заточки цепей являются малогабаритными и не требующими специальных навыков в использовании. Во время работы всегда важно помнить, что все зубы должны быть одинаковой высоты. Поэтому, перед заточкой важно найти наиболее стертый зуб, и в дальнейшем ориентироваться на него.
Зачастую, одна заточка длится всего несколько минут, что позволяет экономить свои силы и время по сравнению с ручной заточкой. Следует упомянуть о наличии ручных инструментов, работающих по принципу напильника и выполняющих те же функции . Они более энергозатратны с точки потраченного времени на работу с ними, и не намного экономнее в приобретении.
Видео: станок для заточки цепей бензопилы.
 youtube.com/embed/MqCALjYGkls” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/MqCALjYGkls” frameborder=”0″ allowfullscreen=”allowfullscreen”> Из этого видео-урока хорошо видна не только малогабаритность станка и его правильное применение и сбор, но также и возможность использовать его даже в полевых условиях. Главное — наличие электричества, для чего может послужить Бензогенератор
Таким образом, видна целесообразность использования данного инструмента не только в специально оборудованных мастерских, но и, скажем, в домашних условиях или даже в лесу во время лесозаготовки.
Технические характеристики оборудования для заточки цепей
Заточные станки существуют различных мощностей, габаритов, скорости оборотов заточного диска и так далее. Для наиболее эффективного использования инструмента необходимо его правильно подобрать, ведь не всегда существует необходимость в дорогих промышленных станках, тогда как, с другой стороны, никому не хотелось бы сталкиваться с ремонтом станка из-за их чрезмерной перегрузки в работе.
Критерии при выборе:
- Частота оборота шпинделя. Этот показатель является одним из важнейших при выборе подходящего оборудования. Оборудование, обладающее более высокими оборотами намного быстрее заточат цепь, но в то же время, обойдутся немного дороже. Поэтому, для применения на дому или в частной небольшой мастерской будет достаточно инструмента, работающего со скоростью в 3 000 оборотов. Тогда как для ежедневного применения при выполнении большого объема работ (для средних или пользующихся высокой популярностью мастерских) необходимо выбирать инструмент, показывающий 5 000 — 7 500 оборотов в минуту.
- В зависимости от отрасли применения, необходимо выбирать также и станки с разным диаметром заточного круга. Так, на машиностроительных предприятиях будет смысл использовать оборудование с диаметром диска, равным 400 мм. Тогда как в быту или небольших мастерских большую эффективность покажет станок с диском до 110 мм.
- В зависимости от частоты использования данной техники, необходимо выбирать мощность электродвигателя. Например, для применения на дому нету смысла покупать инструмент с высокой мощностью, будет достаточно и станков с мощностью, не превышающей 250 кВт. Тогда как для применения в профессиональных условиях, этой мощности может быть недостаточно, из-за чего рекомендуется применять станки с мощностью от 500 кВт.
- Не менее важным будет выступать дополнительный функционал станка. К такому функционалу можно отнести возможность поворота шлифовальной головки, что значительно ускоряет процесс работы. Однако, снова-таки, приобретение такого оборудования не всегда эффективно из-за более высокой стоимости.
 Этот показатель является одним из важнейших при выборе подходящего оборудования. Оборудование, обладающее более высокими оборотами намного быстрее заточат цепь, но в то же время, обойдутся немного дороже. Поэтому, для применения на дому или в частной небольшой мастерской будет достаточно инструмента, работающего со скоростью в 3 000 оборотов. Тогда как для ежедневного применения при выполнении большого объема работ (для средних или пользующихся высокой популярностью мастерских) необходимо выбирать инструмент, показывающий 5 000 — 7 500 оборотов в минуту.
Этот показатель является одним из важнейших при выборе подходящего оборудования. Оборудование, обладающее более высокими оборотами намного быстрее заточат цепь, но в то же время, обойдутся немного дороже. Поэтому, для применения на дому или в частной небольшой мастерской будет достаточно инструмента, работающего со скоростью в 3 000 оборотов. Тогда как для ежедневного применения при выполнении большого объема работ (для средних или пользующихся высокой популярностью мастерских) необходимо выбирать инструмент, показывающий 5 000 — 7 500 оборотов в минуту. Тогда как для применения в профессиональных условиях, этой мощности может быть недостаточно, из-за чего рекомендуется применять станки с мощностью от 500 кВт.
Тогда как для применения в профессиональных условиях, этой мощности может быть недостаточно, из-за чего рекомендуется применять станки с мощностью от 500 кВт.Расходные детали при работе с заточным станком
Как и любой инструмент, выполняющий заточку, некоторые детали станка не смогут служить вечно. Такой деталью является, конечно же, является диск для заточки цепи.
Из-за силы трения, которая постоянно воздействует на диск во время работы и большого количества оборотов, заточный диск не сможет служит вечно и относится к расходным материалам. Однако, при правильном использовании станка, такого диска хватает на долго и его замена будет обходится намного дешевле, чем покупка новой цепи.
Фирмы производители
Производством станков для заточки цепей занимаются как отечественные компании, так и иностранные. Часто их производят на дополнительных конвейерах и сами производители бензиновых или электрических пил. Так, известными отечественными компаниями, выпускающими этой инструмент для заточки цепей являются такие фирмы, как «Тайга», известные своим качественной техникой.
Среди европейских же лидеров в производстве данного оборудования особо выделяется компания «Sparky Eltos AD». Данная болгарская компания несомненным лидером по продажам электроинструментов в Европе и на Ближнем Востоке. Также можно обратить внимание на словенский бренд «Sadko» или английский «Forward». Среди китайских производителей можно выделить компанию «Forte».
Однако большинство этих фирм выпускают абсолютно аналогичную технику с точки зрения качества, эффективности и срока службы. Высока конкуренция на данном рынке только стимулирует различных производителей улучшать свое оборудование для правки цепей бензопил и следить за их высоким качеством.