Лазерная резка фанеры: Все, что нужно знать
Если вы хотите создавать сложные вырезы на фанере для своего ремесленного или художественного проекта, лазерная резка должна стать вашим основным методом. Хотя лазеры могут помочь создавать потрясающее искусство на фанере, есть и трудности, которые необходимо преодолеть.
Твердость фанеры, образование сильного дыма и перегоревшие края — вот часть проблем, которые могут возникнуть.
Обеспечение оптимальных параметров и эффективный контроль процесса может помочь преодолеть эти проблемы и получить отличные результаты при лазерной резке фанеры.
В этой статье рассматривается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в ходе этого процесса.
Важные аспекты при лазерной резке фанеры
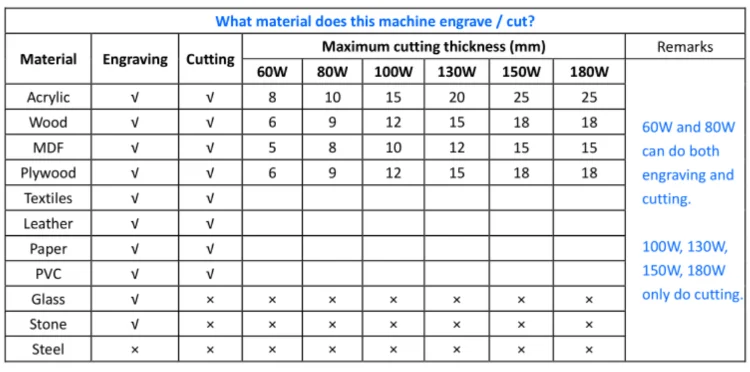
Фанера требует высокой мощности лазера для выполнения чистых разрезов с минимальными ожогами по краю. Как правило, для лазерной резки фанеры различной толщины рекомендуется CO2-лазер мощностью около 60-100 Вт. Также рекомендуется использовать несколько проходов при высокой скорости резки.
Также рекомендуется использовать несколько проходов при высокой скорости резки.
Лазерная резка – это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, которые влияют на качество резки при лазерной резке фанеры.
Рекомендуемые параметры для лазерной резки фанеры:
| Параметр | Рекомендация |
| Тип лазера | CO2 или диодный лазер |
| Мощность лазера | Высокая мощность (60 – 100 Вт CO2 лазер) |
| Скорость резки | Как можно выше |
| Размер пятна | Как можно меньше |
| Обдув воздухом | Настоятельно рекомендуется |
| Рабочий стол | Сотовый или штыревой |
| Вытяжная система | Необходима для уменьшения скопления дыма |
Какой лазер использовать для резки фанеры?
Фанера – это органический материал, который демонстрирует хорошую поглощаемость длин волн CO2-лазеров (9500-10600 нм) и диодных лазеров (450-950 нм).
Это означает, что энергия CO2 и диодных лазеров легко поглощается фанерой и поэтому рекомендуется для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950-1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в относительно более низких вариантах мощности, чем CO2-лазеры, что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO2-лазеры могут выполнять гладкие разрезы в листах фанеры толщиной около 1,5 мм.
Диодный лазер с выходной мощностью более 10 Вт – отличный выбор для проектов “сделай сам” и малого бизнеса.
Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой мощностью может выполнять сквозные резы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются CO2-лазеры мощностью 60-100 Вт, так как они могут резать фанеру различной толщины.
Высокая мощность лазера желательна для резки фанеры, так как она может быстро прожечь материал, сокращая время выдержки и минимизируя зону термического воздействия.
Чем меньше зона термического воздействия (ЗТВ), тем меньше будет прожогов кромок вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время пребывания лазера.
Однако толщина и прочность фанеры могут ограничить достижение лазером очень высокой скорости резки.
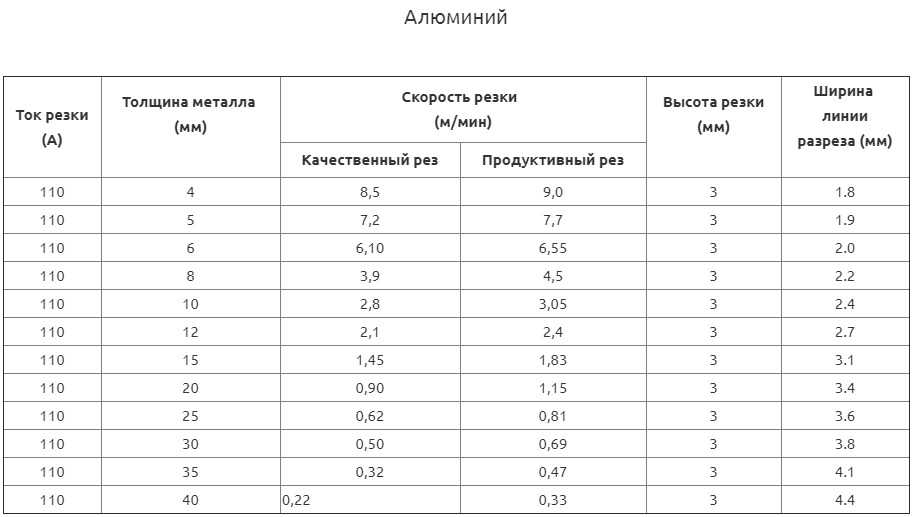
Например, при использовании 100-ваттного CO2-лазера для резки 5-слойной фанеры толщиной 9 мм рекомендуется использовать 85% мощности лазера со скоростью резки 24 мм/сек для достижения гладкого реза с минимальными ожогами кромок.
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику вместе с высокой скоростью резки.
Как правило, перед выполнением фактической резки рекомендуется провести пробные проходы.
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения минимально возможного размера пятна лазер должен быть сфокусирован на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым повышая способность лазера быстро сжигать, плавить и испарять материал.
Узкое пятно рекомендуется для лазерной резки фанеры, так как оно позволяет лазеру прорезать фанеру с высокой скоростью.
Обдув воздухом
Обдув воздухом помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячих осколков на линзу и ее повреждение.
Кроме того, он помогает регулировать температуру в зоне резки и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать обдув воздухом при максимальном давлении.
Рабочий стол
При лазерной резке фанеры образуется много дыма. Этот дым задерживается между заготовкой и рабочим столом, что приводит к образованию дымовых пятен на задней стороне заготовки.
Штыревой стол приподнимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при резке. Еще один эффективный рабочий стол, который позволяет легко удалять дым, — это сотовый рабочий стол.
Он состоит из сотовой структуры, которая способствует легкому выходу дыма через зазоры на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак, который предлагает самую большую рабочую зону в своей ценовой категории.
Большая рабочая зона позволяет обрабатывать большие листы фанеры без необходимости разрезать их на более мелкие куски.
Вытяжная система
Хотя хороший рабочий стол может легко удалить дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система помогает отводить дым от зоны резки, тем самым повышая качество резки.
Проблемы при лазерной резке фанеры
Лазерная резка фанеры может дать отличные результаты с гладкими срезами и высокой точностью, чего не могут достичь другие традиционные процессы резки.
Однако при этом могут возникнуть некоторые проблемы, которых следует опасаться.
Ожоги кромок
Ожоги кромок при лазерной резке фанеры.
Ожоги кромок – одна из самых распространенных проблем при лазерной резке фанеры.
Она приводит к обугливанию по краю реза и обычно возникает из-за высокой мощности лазера или низкой скорости резки.
Чтобы избежать краевых ожогов, рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять резку за несколько проходов.
Обгорание
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Обгорание происходит из-за избыточного тепла, выделяемого в результате многократных проходов, что увеличивает зону термического воздействия и приводит к появлению следов ожога на поверхности фанеры.
Рекомендуется использовать малярный скотч, чтобы закрыть область вокруг среза и предотвратить обгорание.
Дым
Пятна дыма на древесине, гравированной лазером.
При лазерной резке высокоэнергетический лазерный луч прожигает слои фанеры, чтобы получить желаемый срез. Фанера состоит из нескольких слоев древесины, соединенных между собой клеящим материалом. При лазерной резке слоев древесины, имеющихся в фанере, образуется сильный дым.
Клеевой материал горит с выделением вредных испарений и еще больше увеличивает количество дыма, образующегося при лазерной резке фанеры. Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера за счет рассеивания лазерного луча.
Образования дыма избежать невозможно, но хорошая вытяжная система может помочь в удалении этого дыма из зоны резки.
Кроме того, использование штифтового стола и использование обдува воздухом может улучшить качество резки за счет удаления дыма от заготовки.
Виды фанеры, пригодной для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который придает срезу некоторый контраст.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Более того, многие производители выпустили специальные серии фанеры, известные как “лазерная фанера”.
Эти фанеры предназначены исключительно для лазерной резки и дают отличные результаты при лазерной резке и гравировке.
Фанера из березы
Березовая фанера – одна из наиболее часто используемых фанер для бытовых проектов.
Это прочная фанера, которая имеет небольшой вес и обеспечивает хорошую обработку поверхности.
При лазерной резке березы получается чистый срез со светло-коричневым краем.
Возможно, из нее получаются не самые качественные срезы, но она легко режется и может использоваться для различных проектов.
Березовая фанера для лазерной резки – одна из самых простых фанер для лазерной резки и является отличным выбором для начинающих.
Бамбуковая фанера
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
При лазерной резке бамбуковой фанеры получаются чистые срезы с красивым коричневым краем, который придает проекту контрастность и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает ее идеальной для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, и использование комбинации светлой и темной бамбуковой фанеры добавит контраста проекту.
Буковая фанера
Фанера из бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Эстетическая красота делает ее идеальной для декоративного применения и художественных работ.
Фанера из бука дает отличные результаты при лазерной резке.
Она идеально подходит для таких проектов, как вырезанные лазером визитные карточки или свадебные приглашения.
Фанера из сосны
Она имеет красивую текстуру и обычно обладает отличными водостойкими характеристиками.
Высокая степень обработки поверхности и прочная конструкция сосны делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
При лазерной резке фанеры из сосны получаются чистые срезы со сравнительно меньшим контрастом, чем при лазерной резке бамбуковой фанеры.
Фанера джарра
Фанера Джарра выделяется среди других фанер благодаря своему темному и насыщенному красному цвету.
Она легко поддается лазерной резке и создает темный контраст, что повышает визуальную эстетику среза.
Ее уникальный цвет делает ее идеальным выбором для добавления контраста в деревообрабатывающие проекты.
Часто задаваемые вопросы:
Можно ли резать лазером древесину твердых пород?
Да выполнять лазерную резку древесины твердых пород можно. Для лазерной резки твердой древесины требуется умеренно мощный CO2 или диодный лазер для выполнения чистых разрезов с минимальными ожогами кромки. При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
При обжиге древесины образуется коричневатый край, который придает проекту контрастность.
Можно ли гравировать фотографии лазером на фанере?
Да, при лазерной гравировке фанеры получается высококачественная гравировка с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли выполнить лазерную резку МДФ?
МДФ – это прочный материал, изготовленный из древесных волокон, который дает отличные результаты при лазерной резке или гравировке. Как правило, для резки плит МДФ различной толщины рекомендуется использовать лазер CO2 мощностью более 60 Вт.
Скорость работы лазерных станков
Лазерный станок — это не только прецизионное (то есть, максимально точное), но и высокоскоростное оборудование. При выборе подходящей модели параметры скорости перемещения луча стоят на втором месте после мощностных характеристик, что вполне понятно, так как это одна из составляющих эффективного производственного процесса.
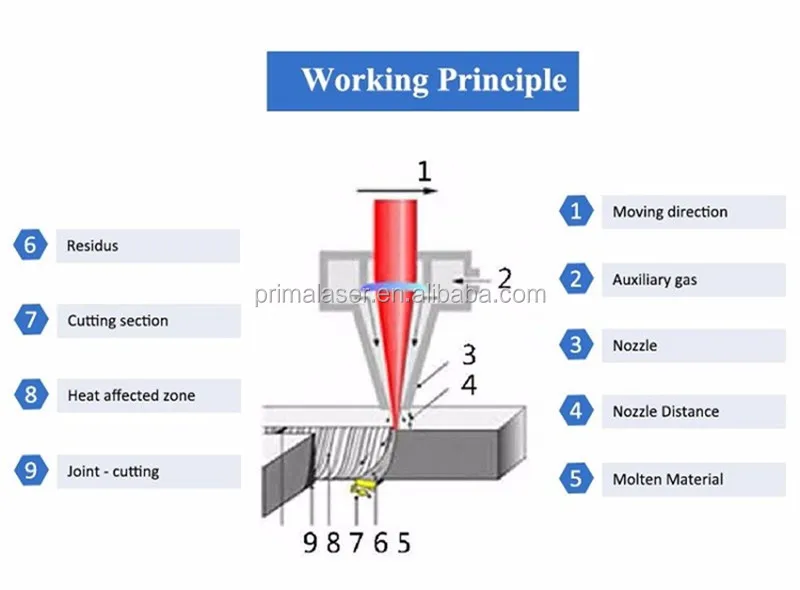
Основными направлениями использования лазерных станков являются резка и гравировка материалов. В первом случае луч проходит поверхность насквозь, во втором частично снимает с нее верхний слой на глубину, заданную в программе.
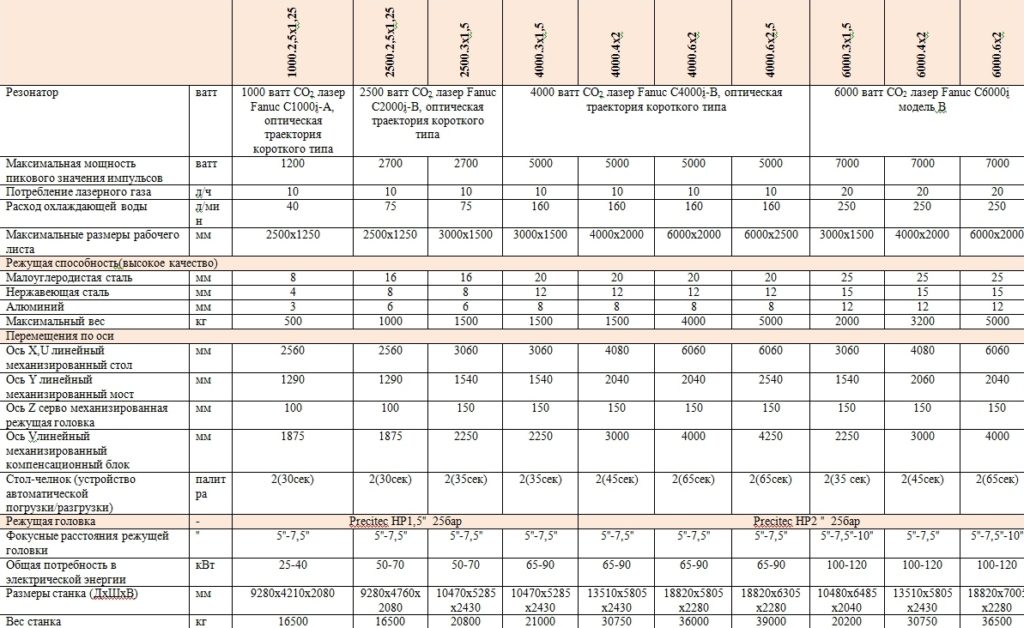
Если сравнить характеристики различных моделей, можно увидеть, что в большинстве своем скорость резки заявлена 500 мм/с, для гравировки указывается 700 мм/с. Небольшой процент малогабаритного оборудования (настольные аппараты) режет и гравирует с максимальными показателями 100 и 120 мм/с, а несколько крупноформатных станков, наоборот, превышают среднюю планку — тут цифры доходят до 1000 мм/с.
Говоря о скорости лазерного станка, следует понимать, что указанные производителем цифры говорят о возможностях оборудования при сочетании идеальных факторов. В реальности же получить такие показатели можно лишь на пленках, пергаментной бумаге, шелке и т. п. и то, только в моменты прохождения луча по прямой.
Правильно подобранное соотношение мощности трубки и скорости перемещения лазерной головки является залогом качественной и продуктивной работы оборудования
Существует несколько факторов, влияющих на скорость перемещения луча. В их число входят: сложность контура, ровная поверхность, тип двигателей и качество линейных направляющих, но основными являются мощность излучателя и толщина материала. Отталкиваясь именно от этих характеристик и подбираются оптимальные скоростные режимы обработки. Следует уточнить, что практически каждый пользователь лазерного оборудования вычисляет удобные ему настройки самостоятельно. В данной статье будут приведены только некоторые комбинации для наиболее популярных материалов (фанера и оргстекло), которые позволят ознакомиться с примерным пониманием пропорций.
В их число входят: сложность контура, ровная поверхность, тип двигателей и качество линейных направляющих, но основными являются мощность излучателя и толщина материала. Отталкиваясь именно от этих характеристик и подбираются оптимальные скоростные режимы обработки. Следует уточнить, что практически каждый пользователь лазерного оборудования вычисляет удобные ему настройки самостоятельно. В данной статье будут приведены только некоторые комбинации для наиболее популярных материалов (фанера и оргстекло), которые позволят ознакомиться с примерным пониманием пропорций.
Лазерная трубка 40-45 Вт
Резка:
- фанера 3 мм: мощность 70-80%, скорость 8-10 мм/с;
- оргстекло 2 мм: 20% и 10 мм/с.
Гравировка:
- фанера 3 мм: 20% от максимальной мощности и скорость 150 мм/с;
- пластик 3 мм: 17-20% и 300 мм/с.
Излучатель на 50 Вт
Резка:
- фанера 3 мм: мощность 25-30%, скорость 7-10 мм/с;
- пластик 2 мм: 20% и 10 мм/с.

Гравировка:
- фанера: мощность 16-20%, скорость 300-350 мм/с;
- пластик: 17% и 300 мм/с.
Трубка 60 Вт
Резка:
- фанера 3-5 мм: 73-78% от мощности на скорости 12-16 мм/с;
- акрил 3-5 мм: 60-70% и 18-20 мм/с;
Гравировка:
- фанера 3-5 мм: 14-15% мощность, 150-170 мм/с скорость;
- пластик 3-5 мм: 13-15% и 150-170 мм/с.
Трубка 80-90 Вт
Резка:
- фанера 6 мм: мощность 65%, скорость резки 10-12 мм/с;
- фанера 5 мм: 65% и 15-20 мм/с;
- фанера 3 мм: 65% и 25-35 мм/с;
- пластики 6-10 мм: 65% и 10-12 мм/с.
Гравировка:
- фанера: на мощности 13% скорость 250 мм/с; на мощности 10% скорость 150 мм/с;
- пластики: 8-10% и 200-250 мм/с.
Излучатель 100 Вт
Резка:
- фанера 6 мм: мощность 65%, скорость 18-20 мм/с;
- фанера 3 мм: 65% и 35-45 мм/с.

Гравировка:
- фанера: 10-13% мощности на скорости 150-170 мм/с.
Вышеперечисленные режимы подходят для получения качественной и детализированной гравировки или для сквозной резки материалов за один проход. Можно заметить, что увеличение мощности излучения влечет за собой повышение скорости прохождения луча, однако, такой подход не всегда целесообразен, так как может привести к оплавлению поверхности в зоне реза. Поэтому подбирать подходящее соотношение необходимо с осторожностью, постепенно повышая мощность и увеличивая скорость. Чтобы избежать порчи изделий и заготовок, тестирование желательно проводить на пробных участках материала.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Что такое чиллер для лазерного станка с ЧПУ?
- Как выбрать лазерный станок
- Особенности лазерной резки пенокартона
-
 youtube.com/embed/WG-BXo8PZSw” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/WG-BXo8PZSw” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSANИндивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 4,6
Голосов: 9
Будет ли лазер мощностью 80 Вт резать фанеру из балтийской березы толщиной 1/2 дюйма?
Вопрос №: 13419
Вопрос: Будет ли лазер мощностью 80 Вт резать фанеру из балтийской березы толщиной 1/2 дюйма?
Текущее решение Трубка мощностью 80 Вт способна резать фанеру толщиной 1/2 дюйма, но для этого, вероятно, потребуется несколько проходов, и она будет не такой быстрой, как рез шпинделем. Дополнительная информация: Дополнительная информация: Дополнительная информация: 
Я режу балтийскую березу 3/8″ на мощности 60% (у меня китайский лазер мощностью 80 Вт) со скоростью 5 мм в секунду. Прорезает без проблем
на моем лазере Я прорезал один проход через фанеру толщиной 1/2 дюйма при мощности 90 процентов, 5 мм в секунду. Я просто не люблю резать на 90% мощности все время. Снова китайский лазер 80w
Отлично. Спасибо за информацию!
Другие возможные решения этого вопроса
Лазер мощностью 80 Вт может резать фанеру толщиной до 1/2 дюйма. Обязательно используйте источник воздуха под высоким давлением, чтобы удалить все обугленные частицы в процессе резки, чтобы лазер мог работать эффективно.
Дополнительная информация:
У меня китайский лазер 80Вт. Только что закончил тест на резку фанеры толщиной 1/2 дюйма. Он прорезал на 95% мощности 7-4 мм/с со значительным обугливанием после двух проходов без повторной фокусировки между проходами.Дополнительная информация:
Отличная информация. Каков ваш PSI воздушной помощи на вашем лазере? Какое у вас фокусное расстояние объектива? И где вы разместили фокус линзы (на поверхности или внутри материала)?Щелкните ссылку, чтобы добавить информацию к этому решению:
Какова максимальная толщина материала, которую лазер мощностью 80 Вт может резать в фанере?нет, работает только с анодированным алюминием
Нажмите на ссылку, чтобы добавить информацию к этому решению:
РАБОТАЕТ ЛИ ЛАЗЕРНЫЙ ГРАВЕР НА НЕАНОДИРОВАННОМ АЛЮМИНИИСтанок Greenbull может резать самые разные материалы, от пенопласта до алюминия. Мы рекомендуем использовать наш шпиндель мощностью 2,2 кВт, чтобы обеспечить максимальную гибкость. Помимо этого, самое главное — использовать подходящую концевую фрезу для материала, который вы режете, и использовать соответствующие скорости и скорости подачи.
BYCNC Ответ:
Наш лазер мощностью 40 Вт может резать материалы толщиной примерно до 1/4 дюйма, начиная от дерева и акрила и заканчивая более легкими материалами, такими как кожа, ткань, пена и т. д. Скорость и окончательный рез значительно повышаются за счет модернизации системы подачи воздуха. Мы также предлагаем лазер мощностью 80 Вт, мощность которого примерно в два раза выше, чем у лазера мощностью 40 Вт.0007Дополнительная информация:
Щелкните ссылку, чтобы добавить информацию к этому решению:
КАКИЕ МАТЕРИАЛЫ МОЖЕТ РЕЗАТЬ МАШИНА GREENBULL? ЛАЗЕРНОЕ ТРАВЛЕНИЕ?Стандартный CO2-лазер мощностью 40 Вт будет резать материал толщиной до 1/4 дюйма, будь то дерево, акрил, картон, кожа, ткань, пенопласт, пробка и т. д. (Достойная скорость и окончательный рез в значительной степени зависят от сильное обновление воздушной помощи)
Металлы нельзя резать из-за уровня мощности и длины волны CO2-лазера. Но его можно маркировать специальными растворами, такими как Cermark или Thermark.
Щелкните ссылку, чтобы добавить информацию к этому решению:
КАКУЮ ТОЛЩИНУ МАТЕРИАЛА МОЖЕТ РЕЗАТЬ ЛАЗЕР BLACKTOOTH?Резка металлов CO2-лазером практически невозможна, если использовать только лазер, независимо от его мощности. Длина волны, которую излучает CO2-лазер, не подходит для резки металлов.
Однако, если вы добавляете кислород в качестве вспомогательного средства в процессе резки, металлы можно резать, но мы не советуем этого делать, так как это очень опасно.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Какие металлические листы можно резать лазером мощностью 80 Вт? Какая толщина, алюминий, сталь? Как насчет обновлений на 100 или 130 Вт?BlackTooth очень легко режет акрил. Тип акрила (литой или экструдированный) не имеет значения, так как сам акрил имеет 100% поглощение CO2-лазеров. У любого продавца пластика, даже в магазинах товаров для дома, есть листы акрила.
Избегайте использования пластика, который выделяет токсичные и едкие пары. Одним из примеров является ПВХ, который представляет собой поливинилхлорид. При сжигании этого материала хлорид попадает в воздух и соединяется с водородом в воздухе, вызывая химическую реакцию с образованием соляной кислоты, которая вызывает коррозию и очень токсична для человека.
Всегда читайте паспорт безопасности материала (MSDS) для любого материала, который вы собираетесь сжигать с помощью CO2-лазера.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Хорошо ли лазер xl режет 1/2 Ultraboard? (пенопласт с лицевой стороной из ПВХ) Можно ли разрезать его с нанесенной графикой? может ли он резать акрил 1/2 дюйма?Если вы используете шпиндель мощностью 2,2 кВт, он может резать на глубину 3/4 дюйма или 19 мм с помощью одноканальной концевой фрезы с диаметром резания не менее 1/4 дюйма. Вы получите лучшие результаты с концевыми фрезами большего диаметра, но это наихудший сценарий.
Я все же рекомендую сделать чистовой проход по краю, чтобы убедиться, что все идеально.Щелкните ссылку, чтобы добавить информацию к этому решению:
МОЖЕТ ЛИ GREENBULL ОБРЕЗАТЬ БЕРЕЗУ 18 ММ ЗА ОДИН ПРОХОД?Охлаждение не так сложно, как вы думаете. Есть 3 способа приблизиться к этому, только 2 действительно важны для маломощной установки 40 Вт. Первый самый дешевый и простой. Чем выше температура воды, тем хуже будет ваша производительность, насколько я понимаю, что-либо в диапазоне 30 ° C является наиболее терпимым. Ниже – лучше. Но не замороженный… судя по тому, что мне рассказал один очень опытный огранщик, он обнаружил, что 8C – это самая высокая мощность, которую он достиг.
1. Используйте резервуарную систему на 5 галлонов, которая дает вам довольно большое пространство для нагрева воды, прежде чем вам нужно будет к ней приступить. Добавьте примерно стакан антифриза в смесь ДИСТИЛЛИРОВАННОЙ воды. Вам не нужны НИКАКИЕ минералы в воде, которые могут накапливаться в вашем организме.
Антифриз предотвращает рост водорослей и других гадостей в воде.2. Используйте систему с резервуаром меньшего размера (или даже с замкнутым контуром) и установите 1 или более радиаторов, используемых в системах охлаждения ЦП, с прикрепленными 120-мм вентиляторами. Это будет постоянно охлаждать вашу систему водоснабжения до комнатной температуры, но с крошечным резервуаром будет сложно добавить такие вещи, как пакеты со льдом, чтобы понизить температуру, если окружающая среда довольно жаркая.
3. Использование промышленной системы охлаждения. Перебор, и если вы не режете МНОГО, это очень дорогой вариант. Вы также можете изучить идею охлаждения Пельтье, но это чрезвычайно дорогое электричество / БТЕ по сравнению с промышленным кулером.
Щелкните ссылку, чтобы добавить информацию к этому решению:
НО НЕ ВИДЕЛИ НИЧЕГО ОБ ОХЛАЖДЕНИИ ЛАЗЕРА – ВАША УСТАНОВКА, КАК БОЛЬШИНСТВО ДРУГИХ, НУЖНА ВЕДРО ДИСТИЛЛИРОВАННОЙ ВОДЫ ДЛЯ ПРОКАЧКИ ЧЕРЕЗ МАШИНУ?Крепление лазера для greenBull разработано и подходит только для трубки мощностью 40 Вт.
Трубка мощностью 80 Вт слишком велика для установки на гентри.Щелкните ссылку, чтобы добавить информацию к этому решению:
Лазерный адаптер для greenBull можно использовать с лазерными трубками мощностью более 80 Вт?Диаметр концевой фрезы менее 1,5 мм или 1/6 дюйма слишком мал, чтобы концевые фрезы могли резать толстые материалы. то, что вы хотите отрезать, такой диаметр будет приемлемым.0007
Щелкните ссылку, чтобы добавить информацию к этому решению:
МОЖНО ЛИ ИСПОЛЬЗОВАТЬ КОНЦЕВУЮ ФРЕЗУ .7 ММ ДЛЯ ПРОРЕЗАНИЯ МДФ 15 ММ?Мы используем очищенную воду, но добавление охлаждающей жидкости может быть полезным. Добавление охлаждающей жидкости может поддерживать воду в состоянии, исключающем рост посторонних организмов, таких как водоросли и тому подобное. Кроме того, если вы находитесь в более холодном климате, антифриз будет работать хорошо.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Рекомендуете ли вы дистиллированную воду или охлаждающую жидкость для лазерной трубки мощностью 80 Вт с CW-3000?Если количество оборотов на дюйм ходового винта разное, то гайка на ходовом винте будет двигаться с другой скоростью.
Дополнительная информация:
Поясню подробнее.Допустим, у вас есть два ходовых винта:
— 1/2 дюйма, 5 заходов при 10 TPI = 2 оборота на дюйм (5 заходов / 10 TPI = 1/2 дюйма на оборот или 10 TPI / 5 заходов = 2 оборота на дюйм).
– 3/8″ 2 захода при 10 TPI = 5 оборотов на дюйм. (2 Захода / 10 TPI = 1/5 дюйма на оборот или 10 TPI / 2 Захода = 5 оборотов на дюйм.)
Итак, если два шаговых двигателя (один подключен к ходовому винту 1/2 дюйма, а другой подключен к ходовому винту 3/8 дюйма) совершат 10 оборотов за 2 секунды, ходовая гайка 1/2 дюйма переместится на 5 дюймов. а свинцовая гайка 3/8 дюйма перемещалась на 2 дюйма на отметке 2 секунды.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Будут ли ходовой винт 1/2″ с 5 заходами и 3/8″ с 5 заходами работать вместе в унисонЕсли число оборотов на дюйм ходового винта отличается, то и гайка на ходовом винте будет двигаться с другой скоростью.
Дополнительная информация:
Поясню подробнее.Допустим, у вас есть два ходовых винта:
— 1/2 дюйма, 5 заходов при 10 TPI = 2 оборота на дюйм (5 заходов / 10 TPI = 1/2 дюйма на оборот или 10 TPI / 5 заходов = 2 оборота на дюйм).
– 3/8″ 2 захода при 10 TPI = 5 оборотов на дюйм. (2 Захода / 10 TPI = 1/5 дюйма на оборот или 10 TPI / 2 Захода = 5 оборотов на дюйм.)
Таким образом, если два шаговых двигателя (один подключен к ходовому винту 1/2 дюйма, а другой подключен к ходовому винту 3/8 дюйма) совершат 10 оборотов за 2 секунды, ходовая гайка 1/2 дюйма переместится на 5 дюймов. а свинцовая гайка 3/8 дюйма перемещалась на 2 дюйма на отметке 2 секунды.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Будут ли ходовой винт 1/2″ 5 заходов и 3/8″ 5 заходов работать вместе в унисонЕсли число оборотов на дюйм включено ходовой винт другой, то гайка на ходовом винте будет двигаться с другой скоростью.
Дополнительная информация:
Поясню подробнее.Допустим, у вас есть два ходовых винта:
— 1/2 дюйма, 5 заходов при 10 TPI = 2 оборота на дюйм (5 заходов / 10 TPI = 1/2 дюйма на оборот или 10 TPI / 5 заходов = 2 оборота на дюйм).
– 3/8″ 2 захода при 10 TPI = 5 оборотов на дюйм. (2 Захода / 10 TPI = 1/5 дюйма на оборот или 10 TPI / 2 Захода = 5 оборотов на дюйм.)
Итак, если два шаговых двигателя (один подключен к ходовому винту 1/2 дюйма, а другой подключен к ходовому винту 3/8 дюйма) совершат 10 оборотов за 2 секунды, ходовая гайка 1/2 дюйма переместится на 5 дюймов. а свинцовая гайка 3/8 дюйма перемещалась на 2 дюйма на отметке 2 секунды.
Щелкните ссылку, чтобы добавить информацию к этому решению:
Если я куплю ходовой винт 1/2″ с 5 заходами и ходовой винт 3/8″ с 5 заходами, будут ли все они работать вместеДа, это так хорошо, если толщина плюс-минус +/- около 2 мм.
Дополнительная информация:
Дополнительная информация:
Щелкните ссылку, чтобы добавить информацию к этому решению:
МОЖНО ИСПОЛЬЗОВАТЬ БОЛЕЕ ТОЛСТУЮ ФАНЕРУ (МАТЕРИАЛ) СОЗДАТЬ СТАНОК С ЧПУ, BLACKFOOT, BLACKTOE?Да, другие лазерные трубки CO2 будут нормально работать с нашим лазерным контроллером (включая трубку Reci).
Наш лазерный контроллер представляет собой цифровой контроллер, который управляет источником питания лазерной трубки, драйверами двигателя и другими периферийными устройствами, выводя цифровые сигналы на эти устройства.URL контроллера лазера:
https://www.buildyourcnc.com/item/Laser-Component-Laser-Control-SystemЩелкните ссылку, чтобы добавить информацию к этому решению:
Могут ли другие типы лазерных трубок работать с продаваемым вами контроллером, например, трубка Reci мощностью 80 Вт?Да, это нормально, если толщина плюс или минус +/- около 2 мм.
Дополнительная информация:
Дополнительная информация:
Щелкните ссылку, чтобы добавить информацию к этому решению:
МОЖНО ЛИ ИСПОЛЬЗОВАТЬ БОЛЕЕ ТОЛСТУЮ ФАНЕРУ (МАТЕРИАЛ) ДЛЯ ИЗГОТОВЛЕНИЯ СТАНКА С ЧПУ, BLACKFOOT, BLACKTOE?Лазерный резак и гравер blackTooth можно собрать за выходные. Взгляните на инструкции по сборке и попытайтесь определить, достаточно ли у вас возможностей для сборки лазерной системы.
Щелкните ссылку, чтобы добавить информацию к этому решению:
НАСКОЛЬКО СЛОЖНО СОЗДАТЬ ЛАЗЕРНЫЙ РЕЗАК BLACKTOOTH?Да, вертикальный лазер XL (VLXL) может использовать лазерную трубку мощностью более 80 Вт. Максимальная мощность зависит от длины лазерной трубки. По мере увеличения мощности лазерной трубки длина лазерной трубки также увеличивается. Внутренний зазор вертикального лазера XL позволяет использовать 130-ваттную лазерную трубку CO2.
Щелкните ссылку, чтобы добавить информацию к этому решению:
[510] Можно ли использовать в этом аппарате лазерную трубку большей мощности, чем 80 Вт?
 Он прорезал на 95% мощности 7-4 мм/с со значительным обугливанием после двух проходов без повторной фокусировки между проходами.
Он прорезал на 95% мощности 7-4 мм/с со значительным обугливанием после двух проходов без повторной фокусировки между проходами.

 Я все же рекомендую сделать чистовой проход по краю, чтобы убедиться, что все идеально.
Я все же рекомендую сделать чистовой проход по краю, чтобы убедиться, что все идеально. Антифриз предотвращает рост водорослей и других гадостей в воде.
Антифриз предотвращает рост водорослей и других гадостей в воде. Трубка мощностью 80 Вт слишком велика для установки на гентри.
Трубка мощностью 80 Вт слишком велика для установки на гентри.

 Наш лазерный контроллер представляет собой цифровой контроллер, который управляет источником питания лазерной трубки, драйверами двигателя и другими периферийными устройствами, выводя цифровые сигналы на эти устройства.
Наш лазерный контроллер представляет собой цифровой контроллер, который управляет источником питания лазерной трубки, драйверами двигателя и другими периферийными устройствами, выводя цифровые сигналы на эти устройства.
Лазерная гравировка и резка МДФ ❘ Xometry
При резке и гравировке древесноволокнистых плит средней плотности используется лазерная головка с XY-сканированием, которая направляет когерентный лазерный свет на движущуюся точку, разрушая и испаряя материал, на который падает свет. Этот процесс может выполняться с высокой мощностью и скоростью подачи, чтобы прорезать материал в процессе, называемом лазерной резкой. Лазерная гравировка, с другой стороны, использует пониженную мощность и точные скорости подачи, чтобы частично врезаться в глубину материала, удаляя материал для создания 2D и 3D рельефов в пределах толщины.
Лазерная гравировка, с другой стороны, использует пониженную мощность и точные скорости подачи, чтобы частично врезаться в глубину материала, удаляя материал для создания 2D и 3D рельефов в пределах толщины.
Идеальные параметры лазера, такие как мощность, скорость и фокусное расстояние, зависят от нескольких факторов, таких как тип МДФ и толщина материала. Например, лазерный резак для резки МДФ использует мощность CO2-лазера не менее 40 Вт. Это позволяет выполнять однопроходную резку МДФ толщиной 3 мм и 6 мм и, возможно, требует многопроходной резки МДФ толщиной 12 мм и 18 мм. Для гравировки маломощные CO2-лазеры могут дать отличные результаты, но они, скорее всего, будут ограничены по общей глубине реза за один проход. Оптимальная мощность и скорость подачи также сильно зависят от мощности лазера для резки.
Фокусное расстояние — важный переменный параметр. Оптика с более коротким фокусным расстоянием (около 38 мм) создает пятно очень маленького диаметра на материале, что обеспечивает высокое разрешение и плотность мощности, что позволяет выполнять очень быструю резку. Однако это подходит только для очень тонких материалов (до 3 мм), так как расходимость (то есть угол конуса световой энергии) значительна, и более глубокие разрезы не будут параллельными. В этой статье дается обзор методов и оборудования для получения наилучших результатов как при резке, так и при гравировке МДФ.
Однако это подходит только для очень тонких материалов (до 3 мм), так как расходимость (то есть угол конуса световой энергии) значительна, и более глубокие разрезы не будут параллельными. В этой статье дается обзор методов и оборудования для получения наилучших результатов как при резке, так и при гравировке МДФ.
Лазерная резка и гравировка экструдированного МДФ
Резка и гравировка МДФ — это последовательный процесс, в котором каждый шаг должен быть правильным, чтобы результат был хорошего качества:
- Найдите или создайте дизайн. Создание базовых проектов может быть достигнуто в 2D CAD с помощью самых базовых пакетов проектирования. Гравировка может быть многослойной, и в этом случае проекты выигрывают от пакета 3D CAD (или серии тщательно наложенных 2D-дизайнов, в которых глубина реза регулируется вручную).
- Загрузите образец материала в лазерный резак и убедитесь, что настройки верны для качественной резки. Оптимизируйте настройки лазера, такие как фокусное расстояние оптики, мощность лазера, скорость подачи, вспомогательный воздух и настройки извлечения.
- Загрузите инструкции по вырезанию/гравировке из чертежа в лазерный резак.
- Поместите фактический материал детали на станину станка.
- Выполнение программы резки или гравировки.

Лазерная резка и гравировка МДФ
Этапы лазерной резки и гравировки литого МДФ различаются в зависимости от марки станка и МДФ. Поэтому рекомендуется проверить руководство по эксплуатации поставщика или производителя и паспорт безопасности материала (MSDS). Ниже приведены общие рекомендации по лазерной резке и гравировке литого МДФ:
- МДФ в процессе резки образует дым, который необходимо быстро удалять, чтобы избежать образования пятен. Удаление дыма требует помощи воздуха и проверки линз/оптики на предмет загрязнения. Следует использовать адекватную вытяжку, чтобы быстро избавиться от дыма.
- Дым от некоторых марок МДФ может содержать токсичный формальдегид, выделяемый клеевым компонентом. Выбор марки клея возможен только в Европе и в ограниченной степени в США, поскольку производство сильно регионально, и не все заводы перешли на клеи с низкой токсичностью. Поэтому рекомендуется использовать МДФ с низким или нулевым содержанием формальдегида.
- МДФ чувствителен к условиям резки. Избыточная мощность, более низкая подача, чрезмерная глубина одиночного реза и неправильная настройка фокусного расстояния оптики станка могут привести к обожжению и сильному окрашиванию реза и обширным зонам термического влияния (ЗТВ) за пределами реза. В качестве отправной точки для пробной резки обязательно установите фокусное расстояние оптики в соответствии со спецификациями производителя.
 Поэтому рекомендуется использовать МДФ с низким или нулевым содержанием формальдегида.
Поэтому рекомендуется использовать МДФ с низким или нулевым содержанием формальдегида.В чем разница между резкой общей детали и детали презентации для МДФ?
Разница между обычной и демонстрационной резкой МДФ заключается в скорости подачи. Общие скорости подачи деталей немного (~ 25%) выше, чтобы обеспечить более быструю общую обработку за счет некоторых проблем с качеством. Может наблюдаться повышенная ЗТВ, большее почернение и умеренно повышенный риск возгорания. Резка презентационной части подается медленнее, чтобы обеспечить более точную резку и больше времени для подачи воздуха и извлечения.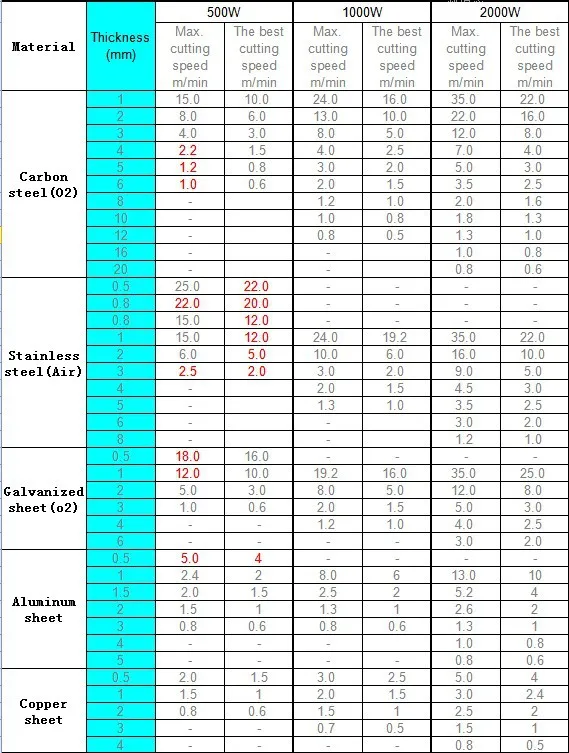
Какую мощность лучше всего использовать для общей резки МДФ?
Параметры мощности для MDF не являются однозначными и однозначными. Несколько основных рекомендаций помогут вам настроить тестовые образцы для оценки производительности резки:
- При пиковой мощности до 60 Вт лазеры должны работать на 100 %.
- Уменьшите импульсную модуляцию, чтобы уменьшить мощность и увеличить мощность.
- Для большей мощности потребуется дополнительная подача воздуха и вытяжка.
Какая самая высокая скорость для резки МДФ презентационными деталями?
Для резки презентаций не существует единой максимальной скорости, поскольку она зависит от мощности лазера. На основе снижения мощности лазера до 60 Вт с помощью импульсной модуляции рекомендуется использовать максимальную скорость резки 18 мм/с на литых МДФ толщиной 3 мм для деталей презентационного качества.
Какие бывают сорта МДФ?
Существует три класса плотности МДФ: легкий МДФ, стандартный сорт МДФ и МДФ высокой плотности. Легкий МДФ – это самая низкая плотность и самая слабая форма. В нем используется меньше волокон для формирования типичной 18-миллиметровой плиты, оставляя больше микропустот между волокнами. Стандартный МДФ, с другой стороны, является средним (и общедоступным) сортом. МДФ высокой плотности (иногда его называют HDF) более плотный и прочный.
Легкий МДФ – это самая низкая плотность и самая слабая форма. В нем используется меньше волокон для формирования типичной 18-миллиметровой плиты, оставляя больше микропустот между волокнами. Стандартный МДФ, с другой стороны, является средним (и общедоступным) сортом. МДФ высокой плотности (иногда его называют HDF) более плотный и прочный.
Существует также ряд сортов, различающихся по одному или нескольким свойствам: МДФ с декоративной поверхностью (или шпонированный), МДФ для наружных работ (МДФ.Е), огнестойкий МДФ и влагостойкий МДФ (МДФ.Н и МДФ.HLS) .
Какое влияние оказывает толщина листа МДФ на требования к мощности лазерного резака?
Мощность лазера обычно устанавливается на фиксированном уровне (для любого конкретного станка), а скорость подачи регулируется в соответствии с глубиной реза. Чтобы найти оптимальную настройку мощности, потребуются несколько пробных резов и взвешенный подход при настройке машины. Помните, что изменения в поставках МДФ могут привести к изменениям плотности/резаемости.
Какая настройка лучше всего подходит для лазерной резки МДФ?
Качество реза при лазерной резке МДФ является результатом баланса между верхним пропилом, нижним пропилом, соотношением ширины пропила, шероховатостью реза, окрашиванием, ожиданиями и эксплуатационными расходами. На эти переменные влияют плотность материала, клей, качество оптики, мощность лазера и частота лазера.
В таблице 1 ниже показаны предлагаемые настройки мощности и рекомендуемые скорости подачи для лазерной резки МДФ.
Какие типичные ошибки допускают при лазерной резке МДФ?
Распространенные ошибки при лазерной резке:
- Резка с недостаточной экстракцией: Это может привести к окрашиванию поверхности.
- Резка при недостаточном использовании воздуха: Оптика покрывается налетом, и мощность лазера падает во время резки.
- Резка с использованием слишком большой мощности лазера (или слишком низкой скорости подачи): Это часто приводит к перегреву резки, обугливанию, которое блокирует рез, избыточному дыму и риску возгорания.
- Использование слишком высокой скорости подачи: Это может привести к частичной глубине/неполному проходу.
Каковы лучшие советы для начинающих при лазерной гравировке листов МДФ?
Лучшие советы для начинающих по резке МДФ:
- Покрытие всей поверхности сведет к минимуму образование пятен дыма, не влияя на резку.
- Ваш станок имеет предустановленные настройки для гравировки МДФ. Это хорошие отправные точки.
- Не думайте, что предустановки будут работать идеально; попробуйте несколько тестов, отметьте результаты и изучите процесс оценки/оптимизации производителя.
- Большинство станков имеют опции для установки последовательности резки. Но вы также можете упорядочить разрезы по отдельным слоям, упорядочив слои, чтобы упорядочить разрезы. Избегайте ошибок выравнивания, помещая все аспекты дизайна в отдельные слои в одном файле и включая слои, чтобы вырезать их.
- Старайтесь не перерезать линию дважды.
- Растровая гравировка медленнее, но лучше для сложных форм. По возможности используйте векторную гравировку, чтобы сократить время обработки.
- Чтобы закончить растровые области, добавьте векторный контур, чтобы сделать края более четкими.

Какой станок для лазерной резки лучше всего подходит для МДФ?
Существует множество вариантов лазерных резаков для МДФ, которые могут использоваться для резки и гравировки МДФ, например:
- Лазерный гравер OMTech DF0812-40BG 40 Вт: опасные материалы, такие как МДФ, намного безопаснее. Несмотря на то, что он имеет относительно небольшую площадь резания, при размерах 12 x 8 дюймов он может работать с более глубокими деталями, чем обычно, до 2½ дюймов, что может быть очень полезным.
- Лазерный резак и гравер Glowforge: Лазерный резак и гравер Glowforge представляет собой полностью закрытую машину профессионального качества. Самая высокая спец. версия допускает сквозную подачу, поэтому заготовка шириной до 19½” может иметь неограниченную длину (благодаря поэтапной резке/гравировке).
- Модернизированная версия Ten-High CO2: Модернизированная версия Ten-High CO2 представляет собой более мощный станок, отвечающий требованиям резки/гравировки МДФ. Промышленно выглядящий и полностью закрытый, это надежный и безопасный вариант.
Что представляют собой проекты МДФ для лазерной резки?
Существует несколько проектов МДФ, которые можно рассматривать для лазерной резки. Некоторые примеры:
- Лобзики.
- Рамки для картин.
- Детские мобильные телефоны.
- Подставки.
- Часы.
- Сложные трехмерные сборки, такие как коробки, каркасные модели и выставочные стенды.
- Глубокая и сложная гравировка, как на отдельных предметах, так и в виде декоративных мотивов на более сложных изделиях.
- Вывески и логотипы.
- Стеллажи и устройства для хранения.
- Игрушки с подвижными частями, такие как машинки с резиновым приводом и механические игры.
Какие существуют альтернативы МДФ для лазерной резки?
Существует несколько альтернатив МДФ для лазерной резки. Из косметических соображений или просто для разнообразия в качестве альтернативы можно использовать несколько материалов:
Из косметических соображений или просто для разнообразия в качестве альтернативы можно использовать несколько материалов:
- Плиты из натурального дерева.
- Фанера. Фанеру для лазерной резки следует выбирать из более высоких сортов, для получения хороших результатов.
- Композитные плиты с косметическим покрытием (шпоном или пластиком).
- Акрил и другие пластмассы.
- Картон, пенокартон, ориентированно-волокнистые плиты и “твердый картон”.
Какую древесину лучше всего использовать для лазерной резки?
Лазерная резка многих натуральных пород дерева дает прекрасные результаты. Береза, клен, дуб, вишня, орех, бальза и пробка дают выдающиеся результаты, и в некоторых отношениях с ними легче обращаться, чем с МДФ.
В чем разница между МДФ и шпоном при лазерной резке?
Виниры имеют относительно небольшую толщину — около 0,5 мм, тогда как МДФ может иметь толщину от 3 до 18 мм. Эта характеристика делает лазерную резку шпона относительно более быстрой по сравнению с резкой МДФ.
В чем разница между МДФ и фанерой при лазерной резке?
Структуры МДФ и фанеры очень разные, что приводит к различиям в резке, что вызывает различные проблемы с деталями из фанеры, вырезанными лазером. Эти отличия:
- Внутренние элементы МДФ очень малы; это приводит к очень равномерному процессу резки, который редко выявляет слабые места или дефекты любого значения. Мелкие детали фанеры могут быть хрупкими, так как материал теряет целостность при небольших размерах.
- МДФ не может треснуть и расколоться после резки, в отличие от фанеры, из-за местного ослабления из-за дефектов зерна, пустот и размеров деталей.
- МДФ имеет очень однородную структуру, поэтому каждая часть распила очень похожа на предыдущую. Фанера может быть более склонна к возгоранию и образованию пятен из-за изменений в местной структуре, таких как узловатый материал (более твердый и маслянистый), внутренние воздушные зазоры, заполненные клеем пространства внутри плиты и т. д.
 д.
д.Фанеру легче резать лазером, чем МДФ?
Нет, у лазерного резака фанеры более сложная задача — фанеру резать лазером сложнее, чем МДФ. Фанера является менее однородным и однородным материалом, чем МДФ, что затрудняет ее резку и гравировку.
Резюме
В этой статье представлены древесноволокнистые плиты средней плотности (МДФ), объяснено, что это такое, и рассмотрено, как использовать их с лазерными резаками. Чтобы узнать больше о MDF, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая резку листов и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации.