Каким электродом варить 2 мм металл? Что нужно знать для выбора нужного электрода?
Екатерина
Любой сварщик, будь он новичок или профессионал, сталкивался с тонколистовым металлом. Тонколистовой (или просто тонкий) — это металл толщиной до 2 мм. Он используется повсеместно. Чаще всего с ним можно столкнуться, работая с профилированными трубами.
Чтобы проварить тонколистовой металл, вам не понадобится мощный сварочный аппарат и электроды большого диаметра. По этой причине работать с тонкими металлами не так уж сложно. Тем не менее, есть ряд особенностей, которые нужно учитывать, выполняя такую работу. И если их не учесть, то скорее всего швы будут дефектными.
В этой статье мы подробно расскажем, как и чем варить тонкие металлы, какие сварочные технологии лучше использовать, какие марки электродов подойдут и как работать с тонколистовой оцинкованной сталью.
Содержание статьи
- Сложности при соединении тонких металлов
- Виды соединения тонкого металла при ручной дуговой сварке.
- Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
- Подготовка металла и его соединение
- Соединение тонкого металла инвертором
- Техники и методы соединения тонких металлических листов
- Соединение оцинковки
- Заключение
Сложности при соединении тонких металлов
- В чем главная сложность соединения тонкого металла, так это в том, что при сильном нагревании он прогорает и в нем образуются дыры. Работать с тонким металлом нужно по принципу: «Чем быстрее, тем лучше».
- Сила тока должна быть небольшой, то есть и дуга должна быть короткой. Короткая дуга легко гаснет даже при небольшом отрыве, поэтому рекомендуется использовать при сварке аппараты с хорошими вольт-амперными показателями.
- При воздействии высокой температуры на металлические листы, они могут изменять свою форму: они волнообразно выгибаются.
 С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
 С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.
С этим минусом распрощаться очень сложно. Единственный выход – постараться не допускать перегрева или отводить тепло.Тонкий металл, как правило, сваривается методом ручной дуговой сварки. Металл 1 мм-1,5 мм толщиной рекомендуется варить 2 мм электродами. Выбор электродов для сварки металлов нужно осуществлять, в том числе, с учетом типа металлического изделия. Соединение тонкого металла выполняется непрерывно на протяжении всей длины сварного шва. Средний показатель сварного тока – около 40-60 А.
Главная цель при соединении тонкого металла – это не допустить прожига. Другие дефекты при работе с тонкими металлами встречаются редко.
Виды соединения тонкого металла при ручной дуговой сварке.
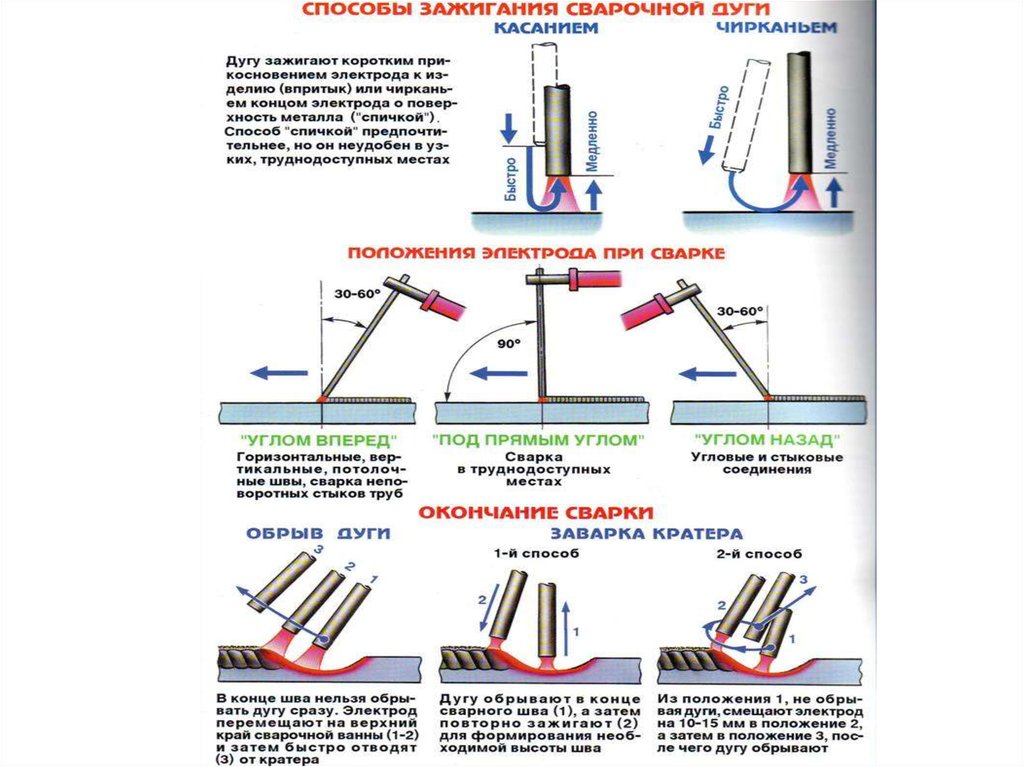
- С помощью непрерывной сварочной дуги. В данном случае электрод нужно направлять со средней скоростью. Если будете вести электрод слишком быстро, то проварится не весь шов, а только его верхняя часть. Если вести электрод медленно, то можно прожечь металл.
- С прекращением дуги. Этот способ самый популярный для соединения тонкого металла.
- Точечная сварка.

Как и при при ручной дуговой сварке , так и при сварке металла инвертором, тонкий металл нужно варить очень быстро, чтобы не допустить его остывания.
Как выбрать нужный электрод? Каким электродом варить металл? От чего зависит выбор диаметра?
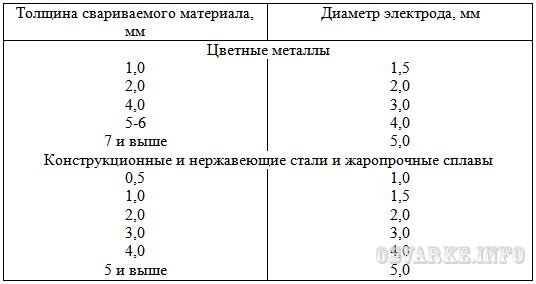
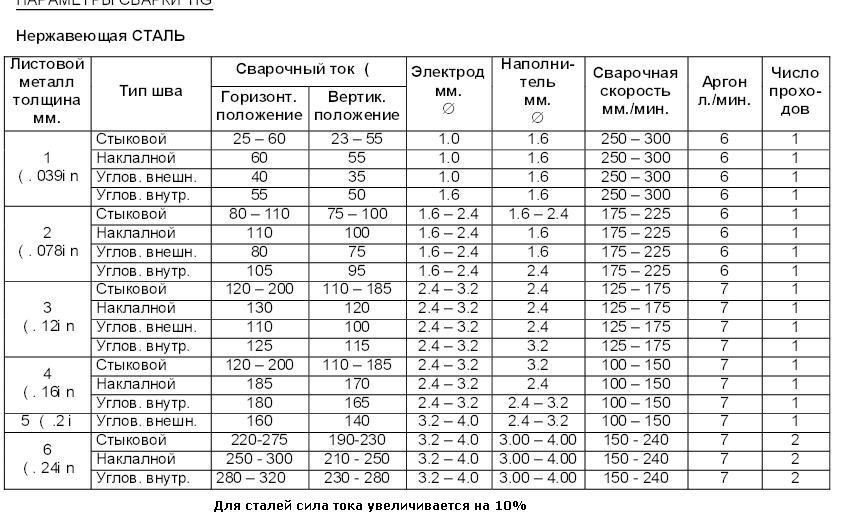
Одним из режимов сварки дугой является диаметр сварочных электродов. На выбор сварочных электродов определенного диаметра влияет не только положение шва, но и толщины материала.
Выбор диаметра электрода в зависимости от толщины свариваемого металла показан в таблице ниже.
Таблица: диаметр электрода в зависимости от толщины соединяемого металла.
| Толщина металла, мм | 1-2 | 3-5 | 6-11 | 12-24 | 25 и более |
| Диаметр электрода, мм | 1,6-2 | 2,5-3 мм | 4-5 | 5-6 | 6 и более |
Диаметр электрода и их самые популярные модели.
Среди огромного разнообразия электродов, многие из них имеют схожие технические характеристики.
Диаметры электродов для сварки LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длина, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Диаметры электродов для сварки АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 |
| Длина электрода, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 |
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
|---|---|
| 2 | 0.3 |
| 2.5 | 0.35 |
| 3 | 0.35 |
| 4 | 0.45 |
| 5 | 0.45 |
Для сварки углеродистых и низколегированных сталей используются МТГ электроды 01к или мтг 03.
 Их еще называют электроды лэз мр.
Их еще называют электроды лэз мр.Чем отличаются электроды помимо диаметра? Выбор сварочных электродов зависит также и от материала свариваемых поверхностей. Это необходимо в том числе для того, чтобы совпадала температура плавления электрода и используемого материала.
В данном случае работают элементарные законы физики: чем больше металла требуется расплавить, тем более высокая требуется температура. Следовательно, для повышения температуры, необходима более высокая сила тока.
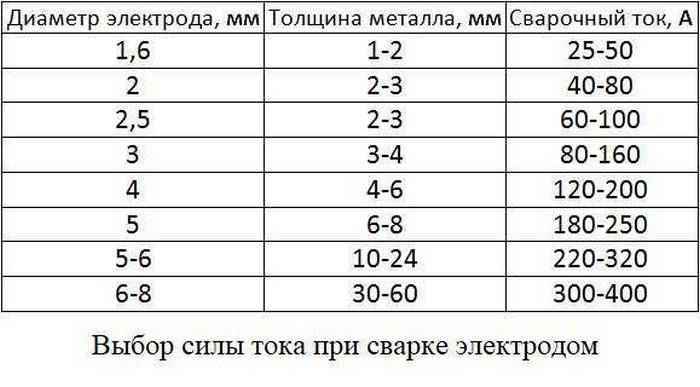
| Толщина металла, мм | Толщина электрода, мм | Ток, А |
|---|---|---|
| 1-2 | 1,6 | 25-50 |
| 2-3 | 2,0 | 40-80 |
| 2-3 | 2,5 | 60-100 |
| 3 и 4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-24 | 5-6 | 220-320 |
| 30-60 | 6-8 | 300-400 |
Особенность электрода марки МР-3С в том, что он справится со сваркой даже металла, который плохо очищен от окислов или иных загрязнений, со ржавчиной или когда поверхности влажные. Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
Подбор именно этих электродов незаменим при монтажных работах, при сварке неповоротных стыков труб. Однако, все же существует разница между сваркой подготовленного металла от плохо подготовленного либо неподготовленного вовсе.
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 5кг наплавленного шва, кг |
| 23,5 | 90 | 8,5 |
Подготовка металла и его соединение
- Перед стыковой сваркой тонких металлических листов их необходимо зачистить и обработать. Оставлять ржавчину или грязь нежелательно. Чем лучше подготовишь металл, тем качественнее получится шов. Удалите с помощью растворителя следы краски, масла, грязи. С помощью болгарки, наждачки или напильника зачистите поверхность до блеска.
- Листы нужно расположить друг к другу без наличия зазоров.
- Зафиксируйте их с помощью струбцин. Можно использовать любые типы струбцины, в том числе магнитные.
- С использованием коротких швов прихватывайте элементы с интервалом 7-10 см. Это делается для того, чтобы детали не сместились, и чтобы уменьшить вероятность возникновения изгибов.

Соединение тонкого металла инвертором
Инвертор как нельзя кстати при работе с тонкими металлами. При опытном применении с его помощью можно добиться отличных результатов. Важно правильно настроить аппарат, чтобы избежать ошибок.
Положительная особенность инверторов выражается, прежде всего, в том, что можно варить, используя обратную полярность. То есть, электрод будет нагреваться больше, а металл – меньше.
При сварке инвертором нужно использовать размеры электродов от 1,5 до 2 мм с высоким коэффициентом расплавления, тогда шов будет качественным. Сила тока устанавливается небольшая: примерно 30-45 ампер для 1,5 мм электрода и 40-60 ампер для 2 мм.
Для того, чтобы минимизировать степень нагрева тонкого материала, детали нужно поставить вертикально и варить сверху вниз. Угол наклона примерно 30-40 градусов.
Угол наклона примерно 30-40 градусов.
Техники и методы соединения тонких металлических листов
В каждом конкретном случае важно определить, какой техникой нужно руководствоваться при соединении тонкостенного материала.
электроды для тонкостенного материалаМетод отбортовки подразумевает отгибание кромок листа на необходимый угол и скрепление его поперечными швами через каждые 5-10 см. Потом нужно проложить непрерывный шов сверху вниз.
Однако, не всегда получается варить непрерывный шов без прожигания материала. В таком случае, можно пробовать оторвать буквально на несколько мгновений дугу и опустить электрод обратно в то же самое место, продвигая его на пару миллиметров. Это делается для того, чтобы металл успевал остывать во время отрыва дуги. Самое главное правило при осуществлении таких действий – не дать остыть металлу слишком сильно.
Стыковая сварка тонкого железа сложно осуществима. Лучше осуществлять ее внахлест.
При стыковой сварке между листами можно разместить проволоку. В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
В таком случае дугу необходимо вести по ней. Она принимает на себя всю термо-нагрузку, в то время как сами листы не перегреваются.
Между листами вместо проволоки можно разместить медные пластины. Медь имеет хорошую теплопроводность, примерно в 7 раз выше чем у стали. Пластины укладывают под место сварки, и она «забирает» тепло себе, не допуская перегрева металла.
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. При работе с оцинковкой у многих мастеров возникают трудности, из-за которых не удается сформировать качественный шов.
Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.
Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно.
Заключение
В этой статье мы рассказали все, что вам нужно знать о сварке тонкостенного металла. Тонкие металлы используются повсеместно, и рано или поздно вы столкнетесь с ними в своей практике. Используйте таблицы электродов для сварки из этой статьи, чтобы подобрать электроды, и не забывайте подготавливать металл перед сваркой.
В представленных ниже видео показано, как именно осуществлять сварку металлических пластин, какой электрод, технику и метод сварки выбрать.
Похожие публикации
Как выбрать силу сварочного тока при сварке электродами
Содержание
- Как отрегулировать ток, зная диаметр электрода
- Есть ли взаимосвязь между силой тока и позицией
- Какое значение имеет полярность
- По какой формуле выбирается сила сварочного тока
- Рекомендуем к выбору: стержневые электроды
Качество сварки во многом связано с тем, насколько правильно был выбран её режим. Под ним имеют в виду целый ряд условий и регулируемых характеристик:
- силу и полярность рабочего тока;
- диаметр стержневого электрода, его тип и скорость движения;
- позицию при сварке или положение шва.
К расчету силы сварочного тока подходят внимательно. Он имеет ключевое значение, так как влияет на производительность процесса и механические свойства шва. Характерные проблемы при слишком низких значениях тока — плохой поджиг дуги, залипание электрода, грубая чешуйчатость шва, сильное шлакообразование, несплавление с основным металлом. При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
Он имеет ключевое значение, так как влияет на производительность процесса и механические свойства шва. Характерные проблемы при слишком низких значениях тока — плохой поджиг дуги, залипание электрода, грубая чешуйчатость шва, сильное шлакообразование, несплавление с основным металлом. При излишне высоких токах электроды сгорают быстрее, есть риск прожечь тонкий металл, мешает сильное разбрызгивание.
Рассмотрим, от чего может зависеть сила сварочного тока, по какой формуле определяется и обязательно ли применять её в работе.
Как отрегулировать ток, зная диаметр электрода
Диаметр электрода подбирают, отталкиваясь от толщины детали. Как правило, советы по выбору силы тока сварочного аппарата даны в его руководстве по эксплуатации или на пачке с расходниками. Если их нет, можно использовать таблицу зависимостей.
Ориентировочные значения для сварки, выполняемой встык в нижнем положении:
Толщина заготовки, мм | Ø электрода, мм | Ток, А |
2 | 1,5 | 25-40 |
3-5 | 2 | 60-100 |
3-5 | 3 | 90-150 |
4-10 | 4 | 120-200 |
10-15 | 5 | 180-280 |
16-24 | 6 | 220-360 |
Зависимость проста — чем толще заготовка, тем большего диаметра нужен электрод и тем выше ток можно использовать.
На первый взгляд разбег значений может показаться широким. Для точного выбора рабочего тока нужно учитывать позицию, химический состав стали или сплава, требуемую глубину провара. Так, например, для высоколегированных сталей или никелевых сплавов потребуется более низкий ток, чем для низколегированных и нелегированных. Это связано с разницей в сопротивлении электродов.v
Чем выше ток, тем сильнее расплавление, а вместе с ними быстрее процесс сварки и глубже провар. А, значит, если вам необходима большая глубина провара, то и ток необходимо выставлять на максимум, допустимый для электрода.
Есть ли взаимосвязь между силой тока и позицией
Положение или позиция играет весомую роль. В общем случае от минимальных табличных значений можно отталкиваться при сварке в положениях PF (вертикальное на подъем) и РЕ (потолочное), а также при выполнении корневых проходов.
Верхние максимальные значения актуальны для заполняющих проходов, верхних швов и сварки в остальных позициях. Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
Наиболее сильный ток можно устанавливать для положения РА (нижнее). В таком случае ванна практически не растекается, будут обеспечены глубокий провар и прочный шов.v
От позиции и типа соединения зависит не только сила сварочного тока, но и подбор диаметра электрода.
На примере металла толщиной 10-15 мм и для стыковых соединений это выглядит так:
- многослойные швы в нижней позиции выполняют разными электродами — первый проход электродом 3-4 мм, последующие 4-5 мм;
- для сварки в положении РС (горизонтальное) используют электроды 4-5 мм, в вертикальных PF и PG — аналогичные, но на пониженном токе 140-160 А;
- для позиции РЕ (потолочная) применяют электроды до 5 мм при уменьшенных значениях тока.
Ø электрода, мм | Ток в зависимости от положения, А | |||
нижнее | вертикально на спуск | горизонтально | потолочное | |
3 | 120-130 | 90-95 | 120-130 | 90-95 |
4 | 160-180 | 140-160 | 160-180 | 140-160 |
5 | 180-280 | 150-220 | 180-280 | — |
Для тавровых соединений обращают внимание и на позицию, и на длину катета. При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
При ручной дуговой сварке минимальный катет при толщине заготовки 4-5 мм должен быть не меньше 4 мм. Это важно, так как вся геометрия швов завязана на толщину металла и планируемую нагрузку на деталь или конструкцию.
Длина катета, мм | Ø электрода, мм | Ток в зависимости от позиции, А | ||
нижнее | вертикально на спуск | вертикально на подъем | ||
4 | 3,2-4 | 130-180 | 110-140 | 110-140 |
5 | 4-5 | 180-240 | 140-190 | 140-190 |
6-8 | 5 | 240-290 | 190-230 | 190-230 |
Какое значение имеет полярность
При ММА сварке инвертором можно использовать прямую полярность, когда «+» находится на заготовке, в «-» на электроде, или обратную.
Полярность тока влияет на то, с какой скоростью плавится электрод и насколько глубоким будет провар. На обратной полярности активнее плавится электрод, но металл проплавляется менее глубоко, благодаря пониженному вводу тепла. Её используют для сварки высоколегированных сталей, которым не нужна высокая термическая нагрузка, и тонкого металла до 3 мм. Следовательно, и сила тока в этом случае может быть небольшой.
Прямая полярность снижает скорость плавления электрода, но обеспечивает более глубокое проплавление материала. Она подходит для тугоплавких металлов и толстых заготовок, когда нужны хороший провар и требуется высокий сварочный ток.
По какой формуле выбирается сила сварочного тока
Профессиональные сварщики подбирают режим и выполняют регулирование силы сварочного тока опытным путем без каких-либо расчетов. Новички могут использовать эмпирические формулы, позволяющие определить приблизительные значения:
- I = (20+6d)d при использовании электродами с Ø 4-6 мм
- I = 30d для работы электродами Ø менее 4 мм
I — сила тока, а d — Ø электрода.
Полученные значения корректируют, учитывая положение сварки. Для позиций РЕ и PF ток уменьшают примерно на 20%.
Рекомендуем к выбору: стержневые электроды
Для сварки углеродистых сталей рекомендуем рутиловые электроды ESAB ОЗС-12. Они легко зажигаются и стабильно горят. Швы не склонны к порообразованию. Покрытие качественное и не обсыпается. Электроды гнутся под любым углом, хорошо сваривают на предельно низких токах и позволяют делать тавровые соединения с вогнутым швом.
Когда нужны электроды с основным покрытием для сварки нагруженных конструкций и высокая прочность шва, можно посоветовать ESAB OK 48.00. Соединение имеет отличные характеристики вязкости. Швы ровные и устойчивы к образованию трещин.
Для сварки нержавейки хорошо подойдут ESAB OK 61.30 с рутилово-кислым покрытием. Электроды практически бесшумно горят, мягко плавят металл. Шлаковая корка практически отсутствует и сама легко отскакивает при остывании. Для более высокого катета при угловых соединениях нужно удерживать длинную дугу.
Сварку чугуна рекомендуем выполнять ESAB OK 92.60 и ЭЛЗ ЦЧ-4. Штучные ЦЧ-4 подходят для заварки дефектов и наплавки, шов устойчив к образованию белого чугуна, но требуют навыков удержания дуги и предварительного подогрева. Электроды ESAB OK 92.60 можно использовать для деталей из высокопрочного чугуна, которые подвергаются большим нагрузкам. Они хорошо работают как на горячую, так и на холодную.
Так как токонагрузочная способность электродов зависит от диаметра и длины, все они выпускаются в различном исполнении. Это позволяет подбирать их под тонкий и толстый металл.
Обратите внимание, что сила сварочного тока и покрытие электродов тоже взаимосвязаны, хотя разница и незначительна.
Для наглядности можно сравнить рутиловые ESAB ОЗС-12 и основные ESAB OK 48.00.
| Ø электрода, мм | Ток в зависимости от позиции, А | |
| 2 | ОЗС-12 | OK 48.00 |
| 2,5 | 40-70 | 55-80 |
Stick Welding Rod Charts and Calculator
Приведенный ниже калькулятор точно определяет, какой электрод вам нужен для свариваемого металла. Вы также получите необходимую полярность, положение и другую соответствующую информацию.
Вы также получите необходимую полярность, положение и другую соответствующую информацию.
Кроме того, мы составили наиболее полную в Интернете таблицу электродов для электродуговой сварки в формате PDF с более чем 220 электродами. Вы можете получить его бесплатно ниже.
В этой статье вы узнаете о стержневых электродах, о том, как выбрать нужный, и получите огромное количество бесплатных ресурсов, которые мы собрали вместе. Как сварщики, мы были разочарованы тем, что никто не объединил все таблицы стержневых электродов в одном месте, поэтому мы сделали это сами.
Эта страница имеет следующую структуру:
- Калькулятор электродов
- Сварочные электроды Free Stick PDF-таблица
- Размеры сварочных прутков и таблица силы тока (только статья, PDF пока нет)
- Руководство по выбору, в котором содержится вся необходимая информация. о стержневых сварочных электродах
Руководство находится в конце всех ресурсов, потому что мы предполагаем, что большинство сварщиков знакомы с основами, но если вы не знаете, вы можете проверить его перед использованием калькулятора или загрузкой таблиц.
Размеры сварочных прутков и таблица силы тока
Мы рассмотрим только стержни из мягкой стали для электродов для дуговой сварки в среде защитного газа и таблицу размеров и силы тока. Если бы мы охватили все 220 электродов, как мы это сделали в приведенном выше PDF-файле, на диаграмме были бы тысячи линий, что было бы нецелесообразно.
В приведенной ниже таблице представлены все наиболее часто используемые сварочные электроды, такие как E6010, E6011, E6013, E7018 и т. д.0032 E6012
 A.
A. A.
A. Два основных различия между электродами для дуговой сварки — покрытие флюсом и присадочный металл сердцевины.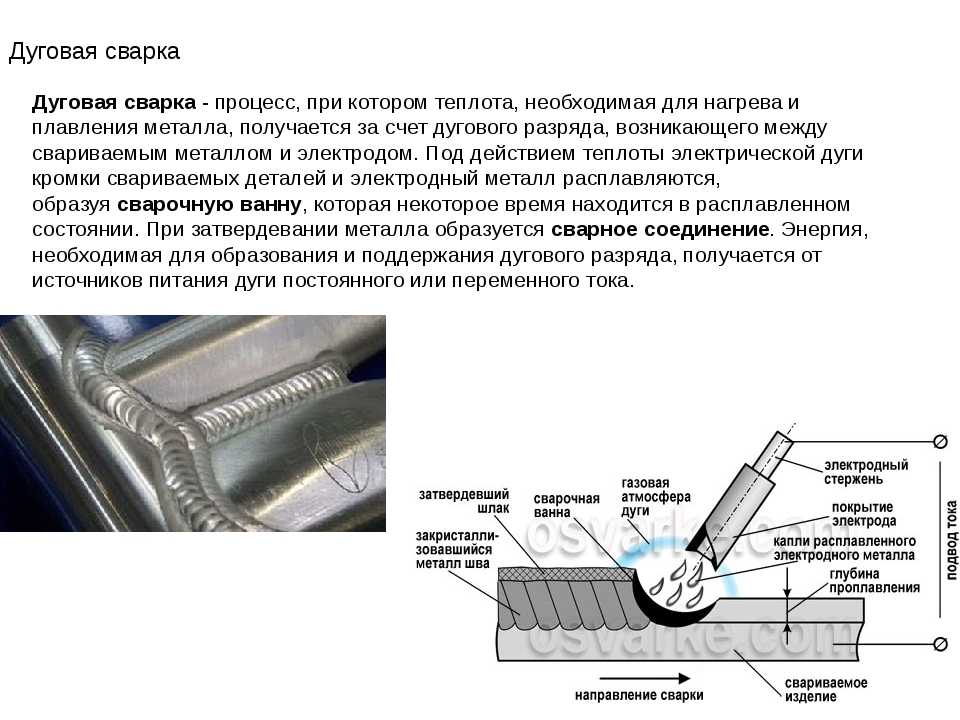 Существует множество различных покрытий, а присадочный стержень внутри флюса может быть легирован определенной смесью добавок.
Существует множество различных покрытий, а присадочный стержень внутри флюса может быть легирован определенной смесью добавок.
Каждый сварочный пруток разработан для оптимальной работы в определенных условиях. Некоторые стержни могут выполнять другие сварочные работы, чем они предназначены, но с ограничениями, а другие не могут выполнять ничего, кроме своего прямого назначения. Вот почему вы должны убедиться, что вы выбрали подходящий электрод как для вашей работы, так и для вашего электродугового сварщика.
Флюсовое покрытие определяет характеристики шлака и дуги, требуемую полярность и возможные положения сварки. Присадочный металл также будет влиять на дугу, но он будет определять прочность на растяжение и связь между свариваемыми деталями. Некоторые экзотические металлы, такие как никель, требуют специальных стержней для очень специфических задач, в то время как электроды для сварки низкоуглеродистой стали имеют более слабое применение.
Итак, начнем с первичной классификации сварочных электродов.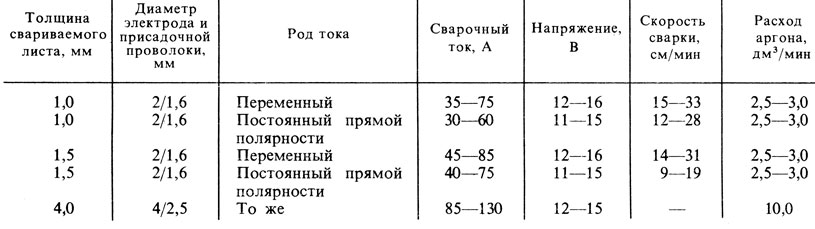
Стержни для дуговой сварки с экранированным металлом Классификация
Сварочная промышленность приняла нормы и стандарты Американского общества сварщиков (AWS) для классификации стержневых сварочных электродов.
Коды AWS:
- A5.1 – углеродистая сталь
- A5.5 – низколегированная сталь
- A5.4 – нержавеющая сталь
- A5.15 – чугун сварка
- A5.11 – никель сплавы электроды
- А5.3 – алюминиевые сплавы
- А5.6 – медные сплавы
- А5.13 – электроды для наплавки сплавы
Наиболее часто свариваемым металлом является низкоуглеродистая сталь или, иначе, мягкая сталь. Итак, мы рассмотрим спецификацию AWS A5.1 для электродов из углеродистой стали.
Давайте проанализируем электрод для электродуговой сварки E7018 в качестве примера того, как AWS определяет обязательные классификационные обозначения.
- E – Первая буква “E” означает электрод. Это может быть исключено из выходных данных продукта.
- Первые две цифры указывают минимальную прочность на растяжение полученного металла сварного шва, выраженную в тысячах фунтов на квадратный дюйм (МПа/10). В этом случае «70» означает 70 тысяч фунтов на квадратный дюйм или 70 000 фунтов на квадратный дюйм.
- Третья цифра указывает рекомендуемое положение сварки. Цифра «1» означает, что это всепозиционный электрод; «2» используется для горизонтального и плоского положения; 3, если для горизонтального положения; 4 допускает все положения, но ограничивает перемещение по вертикали только вниз.
- Четвертая цифра указывает на флюсовое покрытие и требуемый тип тока. Ток может быть переменным, положительным электродом постоянного тока (DCEP) или отрицательным электродом постоянного тока (DCEN). Все типы покрытий для электродов из мягкой стали представлены в таблице ниже.
- Кроме того, , если электрод содержит букву «M» , например E7018M, это означает, что он разработан для удовлетворения большинства военных требований. Он имеет более высокую прочность, более низкое содержание влаги и обязательные ограничения по диффузионному водороду.
- Если электрод имеет суффикс “-1” , например, E7018-1, электрод соответствует требованиям повышенной прочности и пластичности.
- Суффикс «HZ», E7018HZ, означает, что электрод прошел необязательный дополнительный тест на диффузию водорода. Эти электроды более безопасны, когда требуется максимальная способность к диффузии водорода.
 Он имеет более высокую прочность, более низкое содержание влаги и обязательные ограничения по диффузионному водороду.
Он имеет более высокую прочность, более низкое содержание влаги и обязательные ограничения по диффузионному водороду.Итак, давайте рассмотрим еще один пример E6010. Мы можем заключить следующее: Это электрод (E), прочность на растяжение полученного сварного шва составляет 60 тысяч фунтов на квадратный дюйм или 60 000 фунтов на квадратный дюйм (60), мы можем сваривать им во всех положениях (1), тип покрытия – высокое содержание целлюлозы натрия и требуемый ток равен DCEP (0 – см. таблицу ниже).
Типы покрытий электродов для сварки электродов и тип тока для электродов из мягкой стали
| Номер | Тип покрытия | Current type |
|---|---|---|
| 0 | High cellulose sodium | DC+ |
| 1 | High cellulose potassium | AC, DC+ or DC- |
| 2 | High titania sodium | AC, DC- |
| 3 | High titania potassium | AC, DC+ |
| 4 | Iron powder, titania | AC, DC+ or DC- |
| 5 | Low hydrogen sodium | DC+ |
| 6 | Low hydrogen potassium | AC, DC+ |
| 7 | High iron oxide, iron powder | AC, DC+ or DC- |
| 9 | Низководородный калий, железный порошок | AC, DC+ или DC- |
Большинство стержневых сварочных электродов можно разделить на три группы по типу покрытия. Это целлюлозные, рутиловые и основные покрытия.
Это целлюлозные, рутиловые и основные покрытия.
| Electrode Type | Main Constituent | Resulting Shielding Gas |
|---|---|---|
| Cellulosic | Cellulose | Hydrogen + CO2 |
| Basic | Calcium compounds | Mainly CO2 |
| Rutile | Титан (TiO2) | В основном CO2 |
Не смущайтесь, когда вы видите, что 6010 и 6011 имеют «высокое содержание целлюлозы» и имеют разные вторые параметры, такие как натрий или калий. Они оба целлюлозные, но другие добавки к покрытию дают разные результаты. То же самое касается рутиловых и основных покрытий.
Флюс на основе целлюлозы
Целлюлозные электроды производят сварку с тонким шлаком, что обеспечивает более четкое представление о сварочной ванне. Эти электроды значительно облегчают достижение полного спондилодеза, особенно в вертикальном, горизонтальном и надголовном положениях.
Однако образуется больше сварочного дыма и искр по сравнению с рутиловыми и обычными сварочными прутьями.
Стержневые электроды на основе целлюлозы, такие как E6010, сложны в использовании для неопытных сварщиков. Они предназначены для тяжелых работ, таких как сварка труб.
Изображение порошка целлюлозы, используемого в качестве флюса на основе целлюлозы для сварочных стержней. Изображение: IndiaMartЭлектроды E6010 также называют «электродами для печных труб» из-за их способности сваривать в положении печных труб (вертикально вниз). Сварка в этом положении улучшает сварной шов и повышает производительность, поскольку шлак быстрее остывает.
Глубокое проплавление, высокая скорость наплавки и возможность сварки вертикально вниз делают целлюлозные электроды идеальными для сварки труб и работы на резервуарах. Но они также используются в промышленных условиях с определенными ограничениями, обычно указанными в WPS.
Эти электроды содержат более 30% целлюлозы в своем покрытии, обычно в виде древесной муки. Они имеют влажность около 4-5%, что при горении выделяет большое количество водорода. Этот водород повышает напряжение дуги и отвечает за их глубокое проникновение и высокую скорость осаждения. Однако для этого требуется высокое напряжение холостого хода (OCV), что затрудняет работу с этими электродами на дешевом инверторном сварочном аппарате.
Флюс на основе рутила
Стержневые рутиловые электроды имеют более плавную дугу и производят меньше искр и сварочного дыма, чем целлюлозные электроды. Электроды на основе рутила являются лучшими электродами для начинающих благодаря их благоприятным сварочным характеристикам.
Диоксид титана, присутствующий в рутиловых электродах, обеспечивает гладкую поверхность валика, легкое удаление шлака и стабилизирует дугу.
Однако в них больше шлака, чем в целлюлозных электродах, что может мешать обзору и скапливаться в шве.
Вот хорошее видео, объясняющее E6013, один из самых популярных рутиловых электродов.
Это может предотвратить полное срастание корней. Кроме того, они содержат большое количество водорода, как и целлюлозные электроды. Поэтому их не следует использовать при сварке высокоуглеродистой стали.
Основные или низководородные стержневые электроды
Основные покрытия стержневых сварочных стержней содержат большое количество карбоната кальция и железного порошка. Эти электроды имеют незначительное количество влаги, поэтому их называют низководородными.
Основные электроды используются для критических сварных швов в высокопрочных стальных конструкциях, таких как корабли, мосты, морские нефтегазовые установки, поскольку они обеспечивают прочные сварные швы без образования трещин.
Электроды с низким содержанием водорода обладают отличными механическими свойствами и обеспечивают среднее проникновение. Их легче запускать на более грязном металле благодаря таким добавкам, как кремний, железный порошок и марганец. И иметь хороший запуск и перезапуск дуги.
Их легче запускать на более грязном металле благодаря таким добавкам, как кремний, железный порошок и марганец. И иметь хороший запуск и перезапуск дуги.
Эти электроды должны храниться в герметически закрытом контейнере и прокаляться в специальных печах для стержневых электродов перед их использованием. Это не обязательно, если вы сварщик-любитель, но если вы делаете что-то по правилам, особенно для критических сварных швов.
Классификация ингредиентов покрытия стержневого электрода
Общая комбинация ингредиентов покрытия определяет, является ли электрод целлюлозным, основным или рутиловым. Но это также определяет характеристики электрода, поскольку не все электроды одинаковы в пределах своего типа, то есть E6010 не то же самое, что E6011, даже если оба они целлюлозные.
Эти материалы покрытия подразделяются на следующие группы:
Легирующие элементы
Электрод может содержать различные легирующие элементы, такие как никель, хром, молибден, марганец и другие, которые влияют на механические свойства получаемого металла сварного шва. Если механические свойства вызывают большое беспокойство, вам следует ознакомиться с техническими характеристиками сварочных прутков, которые вы планируете использовать. Если легирующие элементы не указаны в спецификации, необходимо обратиться к производителю.
Если механические свойства вызывают большое беспокойство, вам следует ознакомиться с техническими характеристиками сварочных прутков, которые вы планируете использовать. Если легирующие элементы не указаны в спецификации, необходимо обратиться к производителю.
Связующие вещества
Связующие вещества образуют пластичную массу покрытия и являются достаточно твердыми, чтобы сохранять лунку, а не отслаиваться, откалываться или трескаться. Растворимые силикаты, такие как натрий и калий, используются в покрытиях электродов в качестве связующих.
Газообразователи
Штучные электроды используют гидраты и карбонаты углеводов в качестве газообразующих материалов. Например, целлюлоза, такая как древесный флок, карбонаты кальция и магния или химически связанная вода, содержащаяся в глине и слюде. Свободная влага является еще одним газообразователем и содержится в целлюлозных электродах в количестве 2-3%.
Эти газообразующие вещества выделяют углекислый газ СО2, окись углерода СО и пары воды h3O при температуре сварочной дуги. Эти газы обеспечивают защитное действие сварочной ванны от окисления и загрязнения.
Эти газы обеспечивают защитное действие сварочной ванны от окисления и загрязнения.
Стабилизаторы дуги
Наиболее часто используемыми стабилизаторами дуги являются соединения титана, калия и кальция. Они обеспечивают необходимый проводящий путь для потока тока, потому что воздух сам по себе недостаточно проводящий. Например, диоксид титана, содержащийся в рутиловых электродах, отвечает за их гладкие характеристики дуги благодаря улучшенной проводимости, которую он обеспечивает.
Кроме того, поскольку многие сварщики изо всех сил пытались научиться поддерживать или зажигать дугу с помощью определенного электрода, новейшие дуговые сварочные аппараты предлагают функции предотвращения прилипания или плавного пуска. Таким образом, в сочетании со стабилизаторами дуги в электродах функции электродуговой сварки обеспечат положительные результаты.
Флюсы и шлакообразователи
Кремнезем и магнетит обычно являются ингредиентами, которые придают шлаку массу и такие свойства, как поверхностное натяжение, температура плавления и вязкость.
Пластификаторы
Пластификаторы представляют собой смазочные материалы, обеспечивающие плавное течение покрытия под давлением. Поскольку покрытия часто бывают гранулированными или песчаными, необходимо добавлять карбонаты натрия и калия в качестве пластификаторов.
Положение сварки
Некоторые сварочные электроды позволяют выполнять сварку во всех положениях; некоторые из них ограничены плоским и горизонтальным положением, в то время как другие сварочные стержни предназначены для определенных положений, таких как вертикально вниз, вертикально вверх или горизонтально.
Положение при сварке в основном зависит от покрытия электрода. Например, покрытие электрода E6020 состоит в основном из оксида железа и имеет высокую скорость осаждения. В результате сварной шов получается очень плавным, что ограничивает его только плоской и горизонтальной сваркой.
С другой стороны, E7018 имеет очень сбалансированный набор ингредиентов для покрытия. Его скорость наплавки оптимальна для большинства случаев использования и может использоваться при сварке во всех положениях, даже если он содержит значительное количество оксида железа.
Но его старший брат E7028 с гораздо более высоким содержанием оксида железа и значительно более высокой скоростью наплавки подходит только для угловой сварки в горизонтальном и плоском положениях. E7048 ведет себя так же, как E7018, но разработан для превосходной сварки вертикально вниз.
Поэтому очень важно выбрать сварочный электрод, соответствующий требуемому положению сварки. Лучше всего подходят все стержни для сварки, но если вам нужен специальный электрод, убедитесь, что он подходит для ваших сварочных проектов.
Если вы хотите узнать, как выполнять сварку электродами, у нас есть специальная статья на эту тему, в которой мы расскажем о методах и других важных деталях.
Полярность
Полярность сварочного электрода определяется типом покрытия, как показано в таблице выше или в PDF-файле выше.
При дуговой сварке защищенным металлом важно знать, почему вы хотите использовать DCEN, DCEP или переменный ток.
DCEP обеспечивает лучшее проникновение и обычно используется для соединений, где требуется максимальное слияние. Тем не менее, DCEN является предпочтительным выбором, если вы свариваете более тонкие листовые металлы или работаете со швами с открытым корнем. Поскольку DCEN имеет более слабое проникновение, у него также меньше шансов прогореть. DCEN также используется при выполнении наплавочных швов для предотвращения сильного провара.
Тем не менее, DCEN является предпочтительным выбором, если вы свариваете более тонкие листовые металлы или работаете со швами с открытым корнем. Поскольку DCEN имеет более слабое проникновение, у него также меньше шансов прогореть. DCEN также используется при выполнении наплавочных швов для предотвращения сильного провара.
Хотя постоянный ток почти всегда предпочтительнее, иногда переменный ток является единственным вариантом. Вы можете быть ограничены сварочным аппаратом, работающим только на переменном токе. Тем не менее, переменный ток часто является предпочтительным при сварке на большом расстоянии между свариваемым изделием и источником питания. Напряжение постоянного тока упадет, если провода слишком длинные, в то время как у переменного тока этой проблемы нет. Подробнее о различиях сварки на переменном и постоянном токе вы можете узнать в нашей отдельной статье.
Обычно используемые электроды для дуговой сварки в защитном металле
Теперь давайте более подробно рассмотрим каждый из часто используемых сварочных электродов.
Я покрою только электроды для сварки углеродистой стали. Вы можете получить диаграмму в формате PDF, если хотите увидеть краткий комментарий к каждому электроду для каждого материала. Но подробное описание каждого существующего электрода потребовало бы написания серии книг.
Сварочные электроды для сварки электродов Таблица сравнения проплавления
В приведенной ниже таблице сравнивается проплавление угловых сварных швов с основным металлом. Различные стержневые электроды сравниваются в общем виде. Многие переменные могут давать совершенно разные результаты, поэтому принимайте это как общее практическое правило, а не как бесспорные факты.
Все, от скорости движения, выходной мощности сварочного аппарата и постоянного напряжения, вашей техники и навыков до факторов окружающей среды, таких как внешняя температура, может и будет влиять на фактические результаты. На приведенных ниже диаграммах показаны различные скорости проникновения и осаждения металла, но, пожалуйста, учитывайте переменные.
Сварочный электрод E6010
Сварочные электроды E6010 изначально были созданы для улучшения сварочных работ. Однако сегодня E6010 обычно используется для тяжелых работ, таких как сварка труб и конструкций.
Наиболее заметной характеристикой является глубокое проникновение дуги. Благодаря их целлюлозному покрытию и высокому содержанию водорода их дуга получает дополнительное напряжение, что помогает им проникать глубоко в металл.
Помимо отличного проникновения, их можно использовать для резки металла. Вы можете создать горелку, которая будет резать сталь как масло, включив сварочный аппарат на максимальную мощность. Возможная толщина основного металла резки во многом зависит от диаметра электрода и силы тока вашего сварочного аппарата. Срез не будет чистым, но он делает свою работу на скорую руку.
Срез не будет чистым, но он делает свою работу на скорую руку.
Сварочные электроды E6010 быстро горят. Они быстро наплавляют металл, что делает их отличным выбором для перекрытия широких корневых отверстий и сварки балок. Это гораздо более быстрый электрод, чем E7018, но это не всегда хорошо. Когда соединение требует тщательного наплавления металла, не рекомендуется наносить много присадочного металла как можно быстрее.
Однако из-за агрессивной дуги, предназначенной для тяжелых условий эксплуатации, многие сварщики испытывают трудности с зажиганием или поддержанием дуги с помощью сварочных аппаратов 6010. Вот почему вы должны убедиться, что ваш аппарат для дуговой/электрической сварки способен их прожечь. К счастью, многие новейшие аппараты для сварки электродом предлагают функции, стабилизирующие дугу, поэтому не стесняйтесь проверять лучшие аппараты для электродуговой сварки, которые мы рекомендуем.
Покрытие в основном из древесной муки с добавлением минеральных силикатов, раскислителей, силиката натрия. Шлак минимальный, и его легко удалить. Из-за их покрытия с высоким содержанием натрия целлюлозы их можно сваривать только в DCEP (обратная полярность).
Шлак минимальный, и его легко удалить. Из-за их покрытия с высоким содержанием натрия целлюлозы их можно сваривать только в DCEP (обратная полярность).
Электрод для электродуговой сварки E6011
Электроды для электродуговой сварки E6011 почти такие же, как электроды E6010; оба быстрозамораживающие удилища с отличным проникновением. Но у них есть несколько важных отличий.
Соединения калия добавляются вместо натрия, преобладающего в E6010. Покрытие E6011 с высоким содержанием целлюлозы и калия позволяет ему работать со сварочными аппаратами на выходе переменного тока. Таким образом, его можно использовать в приложениях DCEP (прямая полярность) и переменного тока.
Ток будет иметь «нулевое» состояние при использовании любого электрода с выходом переменного тока. Это моменты, когда электрод переходит от DCEP к DCEN, и в этом переходе он достигает нулевого выходного тока. Это когда электроды обрываются или возникают колебания дуги, что затрудняет их сварку.
Это моменты, когда электрод переходит от DCEP к DCEN, и в этом переходе он достигает нулевого выходного тока. Это когда электроды обрываются или возникают колебания дуги, что затрудняет их сварку.
Добавление соединений калия позволяет E6011 поддерживать зажигание дуги, когда выходной ток проходит через периоды отсутствия выходного сигнала. Этот электрод в основном предназначен для замены E6010, если вы используете старый сварочный аппарат переменного тока с коробкой для жужжания и если вы испытываете дуговой удар с E6010. А вот при сварке на переменном токе ток несколько снижает проплавление.
E6012 Сварочные стержни
E6012 представляет собой рутиловый электрод с большим содержанием диоксида титана в покрытии. Этот электрод работает с полярностью AC и DCEN.
Итак, в отличие от E6010 и 6011, действие DCEN E6012 означает неглубокое проплавление сварного шва. Это делает их отличным выбором при работе с тонким листовым металлом, плохо подогнанными сварными соединениями и легкой ремонтной сваркой.
Он производит меньше дыма, чем два целлюлозных электрода выше, но оставляет более густой шлак. Однако шлак чрезвычайно легко удаляется, и в большинстве случаев он просто отслаивается сам по себе.
Стержень E6013 очень похож, но содержит соединения калия для дополнительной стабилизации дуги, особенно при использовании переменного тока.
Сварочный электрод E7018
Сварочный электрод E7018 является одним из самых популярных и широко используемых электродов для дуговой сварки в среде защитного металла.
Представляют собой стержни с низким содержанием водорода с добавлением порошка железа и могут использоваться с полярностью AC или DCEP. Стержни E7018 имеют умеренные наросты и проникновение. Благодаря добавлению железного порошка дуга получается ровной и меньше разбрызгивания, чем при использовании целлюлозных и рутиловых электродов.
 youtube.com/embed/Isry04CUAXU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/Isry04CUAXU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/> Сварочные электроды E7018 не используют защитный газ от горящего флюса в качестве метода защиты от атмосферы. Вместо этого расплавленный шлак, образующийся поверх сварного шва, защищает металл сварного шва. Вот почему E7018 не следует использовать для швов с открытым корнем. Если шов не позволяет полностью покрыть шов шлаком, его не следует сваривать с помощью E7018.
E7018 очень чувствителен к влаге, что приводит к пористости. Поэтому их следует хранить в герметичном контейнере и запекать в стержневой печи перед выполнением ответственных сварных швов. Они обычно используются в судостроении, сварке труб, сварке толстолистового металла, котлах, конструкционных сталях и низкотемпературном оборудовании.
Этот стержень с низким содержанием водорода позволяет получать наплавленный металл высочайшего качества из стержней из мягкой стали. Кроме того, он выдерживает относительно высокие сварочные токи и имеет высокую скорость осаждения расплавленного металла. По сравнению с 6010-ми, ваш сварочный аппарат, несомненно, сожжет 7018-е.
Кроме того, он выдерживает относительно высокие сварочные токи и имеет высокую скорость осаждения расплавленного металла. По сравнению с 6010-ми, ваш сварочный аппарат, несомненно, сожжет 7018-е.
Заключение
Имея более 220 электродов с официальной классификацией от AWS, сложно усвоить все за один раз. Цель этой статьи — ввести вас в курс дела и предоставить необходимые подробные знания для понимания электродов для сварки стержнями, уделяя особое внимание выбору электродов, соответствующих вашим потребностям.
Большинство людей будут сваривать мягкую сталь с помощью дуговой сварки в защитном металле. Однако, если вас также интересуют другие сварочные электроды, наша таблица в формате PDF включает все официально классифицированные электроды для ММА, и вам следует начать с них.
Ресурсы:
- Спецификация на электроды из углеродистой стали для дуговой сварки в защитном металле AWS A5.1/A5.1M:2012
- Спецификация на электроды из низколегированной стали для дуговой сварки в защитном металле A5. 5/A5.5M:2006
- Спецификация на электроды из нержавеющей стали для дуговой сварки защищенным металлом A5.4/A5.4M:2012
- Спецификация на электроды и стержни для сварки чугуна AWS A5. 15:1990
- Спецификация на электроды для сварки никеля и никелевых сплавов для дуговой сварки в защитном металле A5.11/A5.11M:2018
- Спецификация электродов из алюминия и алюминиевых сплавов для дуговой сварки металлическим электродом в среде защитного газа A5.3/A5.3M:1999
- Спецификация электродов из меди и медного сплава для дуговой сварки металлическим электродом в среде защищенного электрода A5.6/A5.6M:2008
- Спецификация для Наплавочные электроды для дуговой сварки металлическим электродом A5.13:2021
- Стержневой электрод и основы сварки Майкл Аллен и Натан Лотт, www.thefabricator.com
- База знаний ESAB SMAW Welding Knowledge Database
- Сравнение рутиловых и целлюлозных электродов на twi-global .com
 5/A5.5M:2006
5/A5.5M:2006Лучшие электроды для сварки электродами в 2022 году
Отказ от ответственности: Workshop Insider является участником партнерской программы Amazon Services LLC. Будучи партнером Amazon, мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
На рынке представлены сварочные электроды превосходных брендов, поставляющие сварочные прутки, которые доставляют удовольствие любителям сварки и удовлетворяют их желания.
Многие новички или даже профессиональные сварщики задаются вопросом, какая сварочная проволока лучше? Какая марка сварочных электродов лучше? Какой сварочный пруток подходит для этой цели? Все зависит от материала, который вы собираетесь сваривать, и требований вашего проекта.
При выборе сварочной проволоки необходимо учитывать различные параметры; сварочный пруток должен соответствовать механическим свойствам и химическому составу основного металла. Кроме того, в процессе выбора учитываются геометрия шва, положение сварки, стоимость и условия эксплуатации.
Несмотря на то, что существуют тысячи электродов для стержневой сварки, наиболее распространенными являются электроды E6010, E6011, E6013, E76014, E7018 и E7018AC.
При поиске сварочных электродов в Интернете вы можете быть ошеломлены разнообразием, марками и диапазоном доступных цен. Доступны различные типы сварочных электродов в зависимости от требований и условий сварочных работ.
Для вас как сварщика очень важно выбрать сварочную проволоку, наиболее подходящую для вашего конкретного проекта, чтобы получить наилучший результат сварки. Итак, давайте взглянем на наши следующие лучшие сварочные электроды на рынке. Мы постараемся помочь вам принять мудрое решение при покупке сварочных электродов для вашего следующего проекта.
Best Stick Welding Rods for Mild Steel in 2022- Forney E6010 Welding Rod (Best welding rod for light/medium dirt, rust, or paint)
- Forney E6011 Welding Rod (Best сварочный стержень для ржавого металла)
- Сварочный стержень Forney E6013 (лучший сварочный стержень для тонкого металла)
- Сварочный стержень Forney E7014 (лучший сварочный стержень постоянного тока)
 Ржавчина или краска
Ржавчина или краска E6010 сварочный стержень образует расплавленный металл, который быстро затвердевает; поэтому электрод относится к категории быстрозамерзающих электродов. Поскольку сварные швы имеют тенденцию к быстрому затвердеванию, электрод требует квалифицированного сварщика для получения качественного сварного шва.
Электрод E6010 представляет собой электрод общего назначения, который эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; однако скорость осаждения электродов невысока. Электродная дуга легко контролируется и образует плоский сварочный валик с образованием легкого шлака.
Преимущество электрода E6010 заключается в том, что он обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6010
- Рекомендуемая полярность: DCEP (обратная полярность).
- Доступные диаметры: 1/8″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Пруток для сварки во всех положениях с копающей дугой, предназначен для сварки грязных, ржавых и окрашенных металлов.
- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для работ по техническому обслуживанию или капитальному ремонту, а также для корневого прохода сварки труб.

Проверьте последнюю цену сварочного электрода Forney E6010
Лучший сварочный электрод для ржавого металла Электрод E6011 также относится к категории быстрозамерзающих электродов. Электрод E6011 — электрод общего назначения, который эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; он используется в основном для сварки листового металла и применения с низким содержанием кремния.
Электродная дуга проста в управлении и обеспечивает плоский сварочный валик с легким образованием шлака.
E6011 может использоваться как с переменным, так и с постоянным током. Электрод обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6011
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Обеспечивает высокую скорость перемещения.
- Сварка во всех положениях, универсальный пруток для глубокого проплавления и быстрой заморозки.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Плавное смачивание дуги и нанесение с низким уровнем разбрызгивания.
- Стержень обеспечивает быструю наплавку и более плоские контурные скругления.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта.
Check Forney E6011 Сварочная проволока Последняя цена
Лучшая сварочная проволока для тонкого металлаСварочная проволока E6013 обеспечивает быстрое замораживание и быстрое заполнение; поэтому электрод классифицируется как заполняющий-замораживающий электрод.
Электрод универсальный, для сварки во всех положениях со средней скоростью наплавки и средним проплавлением. 9Электрод 0003
E6013 используется для сварки листового металла и других слаботочных применений. Электрод удобен в использовании и обеспечивает хороший внешний вид сварных швов с минимальным разбрызгиванием.
Основные характеристики сварочной проволоки Forney E6013
- Рекомендуемая полярность: AC, DCEP или DCEN.
- Доступные диаметры: 5/64″, 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, универсальный стержень для мелкого провара, идеален для сварки вертикально вниз. 9№ 0012
- Идеально подходит для соединений с плохой посадкой.
- Стержень обладает отличным смачивающим действием, обеспечивая гладкие и плоские швы.
- Низкое разбрызгивание и отличное удаление шлака.
- Используется для всех типов низкоуглеродистой стали, где требуется хороший внешний вид.

Check Forney E6013 Сварочный электрод Последняя цена
Лучший сварочный электрод постоянного тока E7014 представляет собой высокоскоростной электрод типа железного порошка; электрод классифицируется как заполняющий-замораживающий электрод. Простота использования и отличные сварочные характеристики делают этот электрод одним из самых популярных стержней на рынке.
Стержень имеет плавные и стабильные характеристики дуги, может использоваться во всех положениях, обеспечивает низкий уровень разбрызгивания и проплавление от среднего до низкого.
E7014 обеспечивает ровный внешний вид валиков и обеспечивает превосходный густой, легко удаляемый шлак. Этот электрод подходит для высокого наплавления и быстрой сварки.
Основные характеристики сварочной проволоки Forney E7014
- Рекомендуемая полярность: AC, DCEP или DCEN.
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Пруток для сварки во всех положениях с копающей дугой для глубокого провара.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта, а также для сварки труб.
Проверьте последнюю цену сварочного электрода Forney E7014
Лучший сварочный электрод для начинающихE7018 — электрод с низким содержанием водорода; электрод используется с металлом, склонным к растрескиванию и толстыми участками. Электрод обеспечивает сварку с превосходной ударной вязкостью и высокой пластичностью, а также снижает риск растрескивания из-за водородного охрупчивания при сварке толстых профилей.
E7018 обеспечивает превосходное качество сварных швов со сталью, требующей прочности 70 000 фунтов на квадратный дюйм и выше; электрод можно использовать со среднеуглеродистой, высокоуглеродистой и низколегированной сталью.
Одним из основных моментов, которые следует учитывать при использовании E7018, является процедура хранения и сушки; электрод должен оставаться в среде с низкой влажностью, чтобы свести к минимуму влажность покрытия электрода, снизить уровень водорода и избежать водородного растрескивания.
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Идеально подходит для сварки трудносвариваемых сталей, включая толстые секции и защемленные соединения с проблемами растрескивания.
- Отлично подходит для прихватки и сварки вне положения.
- Идеально подходит для общего изготовления холоднокатаной стали.
Проверить последнюю цену сварочного электрода Forney E7018
Лучший сварочный электрод для закаленной стали E7018AC — электрод с низким содержанием водорода на основе железного порошка; электрод используется для сварки закаливаемых сталей без предварительного подогрева и для холоднокатаных сталей, проявляющих чрезмерную пористость при сварке обычными электродами.
Электрод предназначен для сварки во всех положениях; электрод представляет собой версию E7018, специально разработанную для обеспечения оптимальных характеристик при использовании с источником питания переменного тока.
E7018AC гораздо легче зажечь, имеет очень стабильную дугу и работает более плавно, чем обычные электроды 7018, которые плохо работают на старых машинах на 180 и 225 А. E7018AC исключительно хорошо сваривает на малогабаритных сварочных аппаратах с низким напряжением холостого хода (OCV).
Основные характеристики сварочной проволоки Forney E7018AC
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Электрод легко перезаряжается.
- Отличный контур борта, легкое разбрызгивание и шлак часто самоочищаются.
- Хорошая производительность с источниками питания с низким напряжением холостого хода (OCV).
- Отлично подходит для прихваточных швов, сварных швов с пропусками и сварки в нерабочем положении.
- Идеально подходит для магазинов, ферм, любителей и сварщиков-любителей.

Check Forney E7018AC Welding Rod Последняя цена
Сварочные электроды Руководство по покупке
Сварочные электроды могут работать от источников переменного или постоянного тока, и все электроды переменного тока могут использоваться от источников переменного или постоянного тока; однако все электроды, предназначенные для постоянного тока, могут не подходить для переменного тока.
Выбор электрода для сварки электродом в основном зависит от материала заготовки, требуемых свойств сварного шва и положения при сварке (плоское, наклонное, вертикальное, потолочное и т. д.).
д.).
Металлический электрод имеет флюсовое покрытие, которое сгорает вместе с электродом и выделяет газы для защиты дуги и расплавленной сварочной ванны от окисления и загрязнения. Кроме того, флюсовое покрытие очищает сварной шов, улучшает качество сварного шва за счет добавления легирующих элементов и создает защитный шлак на сварном шве, который впоследствии можно отколоть.
Как выбрать лучший сварочный электрод?
Сила превыше всего; при выборе подходящего электрода механические свойства и химический состав электрода должны соответствовать основному металлу.
Конструкция и положение соединения имеют важное значение при выборе стержня. Доступность источника питания — еще один фактор, который следует учитывать; некоторые электроды могут использоваться с переменным или постоянным током, а другие – с переменным или постоянным током.
Если для корневого прохода требуется глубокий провар, будет выбран E6010 или E6011, чтобы обеспечить сварку с достаточным проплавлением. Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.
Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.
Для сварки толстых профилей или для применения там, где требуется ударная вязкость и высокая пластичность соединения или где существует проблема развития охрупчивающего растрескивания, E7018 обычно является правильным выбором.
При сварке закаленных сталей без предварительного нагрева и для холоднокатаных сталей с чрезмерной пористостью электроды E7018AC обеспечивают более легкий зажигание, чрезвычайно стабильную дугу и более плавный ход по сравнению с обычными электродами E7018.
Какой ток и полярность использовать со сварочным электродом?
Рабочий уровень тока зависит от размера электродов, и обычно рекомендуемый рабочий диапазон тока указывается на коробке электродов.
Общее эмпирическое правило: 40 А на мм диаметра, и, следовательно, ток для сварочного электрода диаметром 3 мм может составлять 120 А.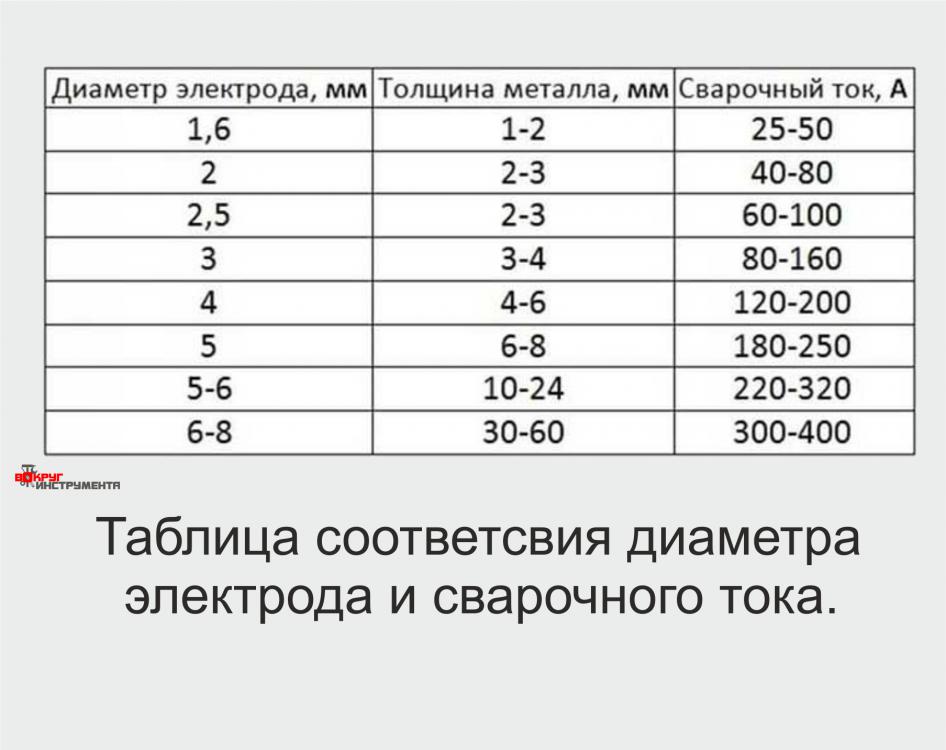 Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Метод отрицательного электрода постоянного тока (DCEN) вызывает накопление тепла в электроде, более высокую скорость плавления электрода и меньшую глубину сварного шва. Метод положительного электрода постоянного тока (DCEP) вызывает увеличение проплавления сварного шва. Когда используется переменный ток (AC), он дает распределение тепла, которое уравновешивает скорость плавления и проникновение электрода.
Что означает скорость наплавки сварочной проволоки?
Скорость наплавки сварочных электродов — это скорость, с которой расплавленный металл из сварного шва может наноситься, выраженная в граммах, килограммах или фунтах в час.
Расчет основан на непрерывной работе, без учета времени простоя при установке нового электрода, очистки шлака или других внешних причин.
Какой размер сварочной проволоки?
Диаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350–450 мм и диаметр электрода 2,5–6 мм; однако доступны другие длины и диаметры.
Какова цель покрытия сварочных стержней флюсом?
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавленные для улучшения специфических свойств сварного соединения. Флюсовое покрытие играет жизненно важную роль в стабилизации дуги и обеспечивает следующие преимущества:
- Производит защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом.
- Образуют шлак, защищающий металл шва.
- Контроль содержания водорода.
- Обработка металла сварного шва.
- Добавьте необходимые легирующие элементы в зависимости от требований сварочного применения.
- Помогает в зажигании дуги.
Например, марганец добавляется во флюсовое покрытие для повышения ударной вязкости и прочности металла шва; кроме того, в качестве раскислителя добавляется кремний, который взаимодействует с расплавленным металлом и образует оксид кремнезема, удаляющий кислород из металла шва.
Металлический порошок добавляется в сварочные электроды, производя то, что мы называем электродами из металлического порошка. Металлические порошковые электроды могут работать с более высокими уровнями сварочного тока. Поэтому он дает более высокую скорость осаждения металла (до 140 %) по сравнению с электродом, не содержащим порошка железа.
Идентификация (классификация) сварочных электродов Что означает номер на сварочных электродах?
Стандарты AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом. Обозначение электрода разделено на обязательный и дополнительный ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра обозначения электрода используется для обозначения конкретного требования стандарта следующего:
E – электрод
Тенсин наплавленный металл
- E60xx – Прочность на растяжение 60 000 фунтов на кв. дюйм
- E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
- E80xx – Прочность на растяжение 80 000 фунтов на кв. дюйм
- E90xx – Прочность на растяжение 90 000 фунтов на кв. дюйм
- E100xx – Прочность на растяжение 100 000 фунтов на кв. дюйм
- E110xx – Прочность на растяжение 110 000 фунтов на кв. дюйм
- E120xx – Прочность на растяжение 120 000 фунтов на кв. дюйм
 дюйм
дюйм
Положения сварки
- Exx1x Плоское, горизонтальное, вертикальное (вверху), над головой.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
Покрытие электрода
- Exxx0 – Целлюлоза, натрий
- Exxx1 – Целлюлоза, калий
- Exxx2 – Рутил, натрий
- Exxx3 – Рутил, калий
- Exxx4 – Рутил, железный порошок
- Exxx5 – Низкое содержание водорода, натрий
- Exxx6 – Низководородный, калиевый
- Exxx7 – Железный порошок, оксид железа
- Exxx8 – Низководородный, железный порошок
- Exxx9 – Оксид железа, рутил, калий
Ток электрода и проникновение
- Exxx0 – DC+ (глубокое проникновение)
- Exxx1 – AC/DC+ (глубокое проникновение)
- Exxx2 – AC/DC- (среднее проникновение)
- Exxx3 – AC/DC+/DC- (светопроницаемость)
- Exxx4 – AC/DC+/DC- (среднее проникновение)
- Exxx5 – DC+ (среднее проникновение)
- Exxx6 – AC/DC+ (среднее проникновение)
- Exxx7 – AC/DC- (среднее проникновение)
- Exxx8 – AC/DC+ (среднее проникновение)
- Exxx9 – AC/DC+/DC- (среднее проникновение)
Дополнительные требования согласно AWS A5.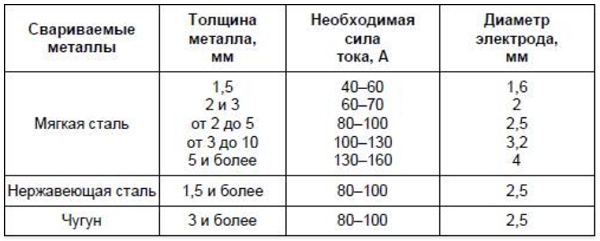 1
1
- (1) – Означает повышенную ударную вязкость для электродов E7018 или повышенную пластичность для электродов E7024.
- (M) – Электрод соответствует большинству военных требований; военные требования обычно включают большую ударную вязкость, более низкое содержание влаги и определенные пределы диффузионного водорода для металла сварного шва.
- (h5), (H8) или (h26) – Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- h26 означает 16 мл на 100 грамм.
Дополнительные требования согласно AWS A5.5
- (A1) – Тип стального сплава: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип стального сплава: хромомолибденовый с разным процентным содержанием.
- (C1) / (C1L) / (C2) / (C2L) / (C3) — Тип стального сплава: никелевая сталь с различным процентным содержанием.
- (NM) — Тип стального сплава: никель-молибден.
- (D1) / (D2) / (D3) — Тип сплава стали: марганцево-молибденовый.
- (W) – Атмосферостойкая сталь.
- (G) – Химия не требуется.
- (M) – Военный класс.

Наш окончательный вердикт
В этой статье мы попытались дать полный обзор лучших электродов для сварки мягкой стали для различных целей и областей применения, чтобы помочь вам сделать лучший выбор при покупке.
При выборе сварочных электродов необходимо учитывать их высокое качество и производительность. Кроме того, вы также должны быть уверены, что стержень совместим с вашим основным металлом, конфигурацией соединения и другими требованиями проекта.