Какими электродами варить профильную трубу 20x40x2: марки, виды?
Профильные трубы имеют ряд преимуществ. Их удобно использовать при монтаже ввиду сравнительно небольшого веса. Их удобно сваривать и стыковать по причине стандартизации их выпуска по размеру и форме, если знать, какими электродами варить профильную трубу. Для стен всех профильных трубных материалов характерна равномерная толщина и гладкость поверхности, что существенно упрощает процесс их сваривания и монтажа. Отдельное внимание должно быть уделено тому, какие электроды для сварки профильной трубы лучше использовать.
Аппараты для сварки профильных труб
Для сваривания профильных труб могут быть использованы любые разновидности сварочных аппаратов. Особенно это касается трубных материалов с тонкими стенками. Для их сваривания не требуется большая сила тока, поэтому достаточно агрегата, работающего при силе тока в 55 Ампер.
Отдельным моментом служит тип используемого аппарата. Рекомендуется использовать аргонодуговые и электродуговые агрегаты для сварки. Значение имеет используемый в составе аппарата трансформатор. Предпочтительным вариантом является трансформатор инверторного типа. Он дает возможность использовать при сварке импульсный режим.
Значение имеет используемый в составе аппарата трансформатор. Предпочтительным вариантом является трансформатор инверторного типа. Он дает возможность использовать при сварке импульсный режим.
Сварка профильной трубы инвертором
Не слишком жесткие требования предъявляются и к держаку сварочного механизма. Учитывая незначительность диаметра вставляемого электрода, можно применять для сваривания практически любой сварочный аппарат с любым типом горелки и держака.
Сварка электродами и ее особенности
При ответе на вопрос о том, какими электродами лучше варить профильную трубу, необходимо определиться с типом используемой сварки. Существует три основных типа сваривания:
- электродуговая;
- газовая;
- контактная.
Электродуговая сварка применяется в большинстве случаев. Особенностью данного типа является то, что электроды вместе со сварочным агрегатом могут работать в труднодоступных участках.
Данный вид сваривания универсален, так как может применяться в отношении любых трубных материалов с различной толщиной и сечением. Исключение составляют трубы, имеющие толщину стенок свыше 4 мм. Перед сваркой потребуется их предварительная подготовка. Речь идет о сварной кромке, расположенной с торцовой части трубы.
Исключение составляют трубы, имеющие толщину стенок свыше 4 мм. Перед сваркой потребуется их предварительная подготовка. Речь идет о сварной кромке, расположенной с торцовой части трубы.
«Обратите внимание!
Сваривание такого типа проводится как внахлест, так и путем таврового и стыкового соединения.»
Многое зависит от использования электрода при сваривании указанным методом. Если микроэлектроды для сварки имеют небольшое сечение, то требуется обратнополярный ток со средней силой в 50 Ампер.
Газовая сварка редко применяется в домашних мастерских. Чаще всего с ней имеют дело на крупных производствах. Причина в дороговизне оборудования и сложности сварных работ с использование специального газа ацетилена. Сваривание газовым методом не применяется для труб, имеющих тонкие стенки. При действии высокой температуры поверхность может сильно расплавиться и нарушить ее целостность. Такой метод требует серьезных навыков со стороны сварщика.
Контактное сваривание тоже в большей мере распространено в рамках промышленного производства.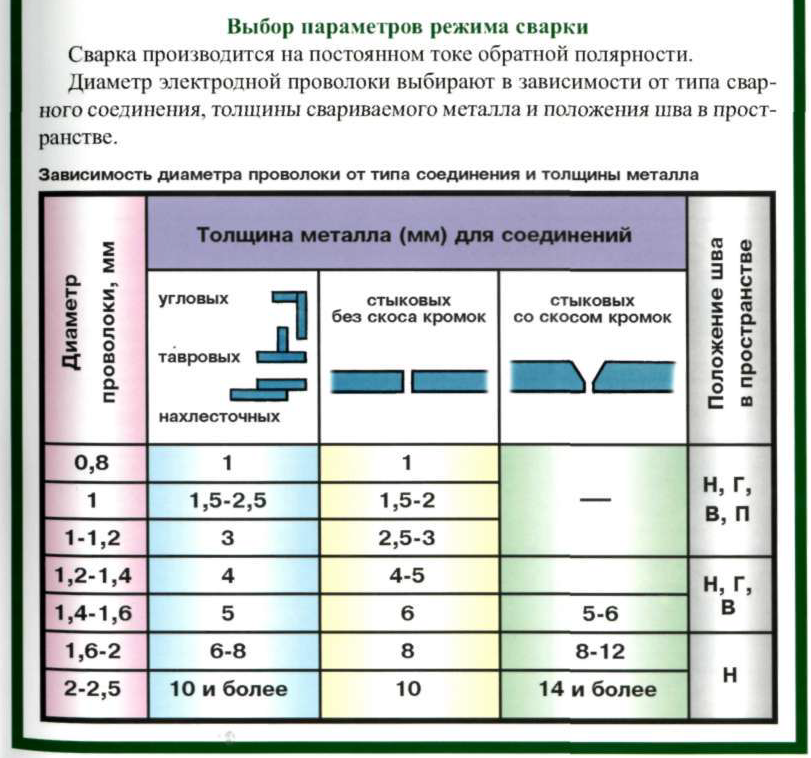 При данном способе происходит давление электродов на свариваемые металлы путем пропускания тока через них. Итогом становится сверхпрочный шов при некоторой деформации обрабатываемого участка.
При данном способе происходит давление электродов на свариваемые металлы путем пропускания тока через них. Итогом становится сверхпрочный шов при некоторой деформации обрабатываемого участка.
Виды используемых микроэлектродов
К выбору электродов предъявляются серьезные требования, существует особая классификация электродов. Если микроэлектрод имеет большой диаметр, то металл может быть поврежден. При использовании микроэлектродов небольшого диаметра шов получается слабым и ненадежным.
Частым вопросом становится такой: какими электродами варить профильную трубу 2 мм? Такая труба считается тонкостенной, и для ее сваривания требуется электрод диаметром порядка 1,5 мм. Для труб средней толщины (2,1-3 мм) электродный диаметр составляет 2 мм, а для толстых металлических стенок в 5 мм и больше – микроэлектроды диаметром 4 мм.
Микроэлектрод для сварки профильной трубы диаметром 1,5 мм
Рекомендуется использовать при сваривании неплавящиеся электроды с применением аргона в качестве защитного газа.
При ответе на вопрос, каким электродом варить профильную трубу 20х40, необходимо знать материал, из которого она изготовлена, и ее диаметр. Существуют следующие критерии:
- при соединении нержавеющей стали диаметром 1,5 мм используется проводник 2,5 мм при силе тока 90 Ампер;
- при соединении мягкой стали толщиной 1,5, 2-3, 2-5 мм используется микроэлектрод 1,6, 2 и 2,5 мм соответственно при силе тока 50, 60, 90 Ампер соответственно;
- для сваривания чугунных изделий применяется проводник 2,5 мм при силе тока в 90 Ампер.
Любой сварщик должен знать, как правильно варить сваркой электродами. При любой сварке образуется шлак, снижающий прочность сварочного шва. При проведении работ шлак обязательно должен сбиваться. Необходимо учитывать, что сварочный шов должен зачищаться после остывания. Также его необходимо обрабатывать средствами, борющимися с проявлением коррозии. Это связано с тем, что нагретый до высокой температуры шов быстрее ржавеет и теряет свою прочность.
Шов после сварки профильной трубы электродом
Распространенные марки электродов
Наиболее популярные модели знакомы каждому опытному сварщику:
- АНО – самая распространенная марка электродов для сварки профильной трубы. Микроэлектроды данной марки подходят для сварщиков-новичков и опытных мастеров. Проводники не нуждаются в прокаливании и быстро воспламеняются.
- Микроэлектроды марки МР-3С используются в тех случаях, когда необходимо сделать очень качественный шов с высокими требованиями к его характеристикам.
- МР-3 применяются универсально. Такими микроэлектродами можно сваривать металлы без предварительной очистки.
- УОНИ 13/55 используются профессиональными сварщиками. Такие микроэлектроды применяются для больших конструкций, на которых делается прочный шов.
- ОЗС отличаются хорошим качеством шва, образующегося после соединения. Плюс в низкой цене. Минус заключается в слабой устойчивости к влаге. Микроэлектроды данной марки быстро отсыревают.


Заключение
В тех случаях, когда используются электроды для сварки профильной трубы инвертором, необходимо учитывать вид применяемого металла для сваривания, его характеристики. Отдельное внимание должно уделяться диаметру микроэлектрода и его соответствие толщине трубного материала. Значение имеет тип применяемой сварки и марка микроэлектродов.
Какой металл каким электродом варить?
Автор admin На чтение 4 мин. Просмотров 2.7k. Опубликовано
Казалось бы: выбрал диаметр электрода, выставил значение сварочного тока и «вари» себе на здоровье. Но нет – сварка это очень капризная технология и только лишь подбором диаметра дело не обойдется. И в этой статье мы расскажем вам, какой металл, каким электродом варить и какие при этом использовать режимы сварки.
Содержание
- Основные типы электродов
- Неметаллические электроды
- Металлические электроды
- Неплавкие металлические электроды
- Плавкие металлические электроды
Сортамент всех сварочных электродов можно разбить на две условные группы. В первую войдут неметаллические электроды, а во вторую – изделия из металла. И далее по тексту мы рассмотрим обе группы.
В первую войдут неметаллические электроды, а во вторую – изделия из металла. И далее по тексту мы рассмотрим обе группы.
Неметаллические электроды
Причем представители первой группы – угольные или графитовые электроды – встречаются на сварочных площадках очень редко. Хотя такими электродами можно «варить» и толстый и тонколистовой металл любого типа.
Причем в последнем случае, при толщине металла менее 1,5 миллиметров, угольный электрод может сплавить кромки даже без введения в зону стыка присадочного материала. При большей толщине кромок в раскрой вводится присадочная проволока.
Определяя, каким электродом варить металл, в данном случае, обращают внимание на диаметр изделия. Сорт металл для угольного/графитового электрода не важен. Ведь с помощью него можно поднять температуру в зоне сварочной ванны до 3500 градусов. Поэтому с помощью таких электродов можно «варить» даже тугоплавкие сплавы.
Диаметр угольного/графитового электрода подбирают по толщине свариваемых кромок, сварочный ток – исходя из диаметра присадочной проволоки и диаметра неплавкого электрода. Словом – все стандартно, но с поправкой на природу материала электрода. Конкретные значения диаметров и токов можно узнать из справочников.
Словом – все стандартно, но с поправкой на природу материала электрода. Конкретные значения диаметров и токов можно узнать из справочников.
В качестве флюса при сварке угольными электродами используется заранее нанесенное покрытие или газовая ванна. Неплохие результаты дает и сварка угольными/графитовыми электродами в вакууме. Словом, с флюсом, в данном случае, все сложно. Поэтому, в большинстве случаев, для сварки металлоконструкций используют электроды из металла.
Металлические электроды
Представители второй группы – металлические электроды – используются в процессе сварки цветных и черных металлов, а равно и их сплавов. Причем у этой группы есть своя внутренняя классификация, которая основана на принадлежности электродов к плавкой или неплавкой подгруппе.
Неплавкие металлические электроды
Эти изделия используются в процессе аргонодуговой или углекислотной сварки. В качестве флюса, в данном случае, выступает углекислый газ. Диаметр неплавкого электрода подбираются исходя из глубины стыка.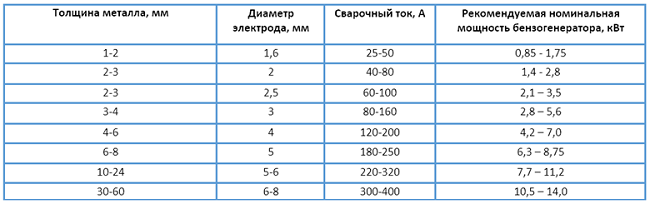
Причем, выбирая какими электродами варить тонкий металл, следует обратить внимание на необходимость отбортовки кромок на стыках. Ведь минимальный диаметр большинства неплавких электродов равен 1,6 миллиметра и слишком тонкие кромки придется отбортовать (загнуть края стыка, увеличив толщину металла в два раза).
Кроме того, очень важна и форма наконечника неплавкого электрода, а равно и его химический состав. Эти параметры следует подбирать в справочниках исходя из типа металла. Ведь от состава и формы наконечника зависит качество сварочного шва. Кроме того, у электродов для выпрямителя и переменного сварочного аппарата форма наконечника будет разной.
Поэтому визуально неплавкие электроды отличаются друг от друга цветовой маркировкой на хвостовике прутка. Например, «зеленые» электроды (WP серия) используются для сварки алюминия и магния. А «синие» прутки (WL серия) – для сварки высоколегированных сталей. А универсальные электроды из чистого вольфрама маркированы белым цветом.
Плавкие металлические электроды
Плавкие электроды классифицируются исходя из диаметра, типа присадочной проволоки и типа покрытия. По первому признаку электроды разделяются на несколько разновидностей сортамента, диаметры которых лежат в пределах от 1 до 12 миллиметров. Конкретный диаметр подбирается по справочнику, исходя из типа покрытия, сорта свариваемого металла и типа сварочного тока (переменный или постоянный).
Типы присадочной проволоки – низкоуглеродистый, высокоуглеродистый, низколегированный, высоколегированный – определяют исходя из сорта свариваемого металла.
Причем высокоуглеродистым прутком можно варить и одноименные и низколегированные стали. Подробные схемы подбора ищите в справочнике.
Тип покрытия (флюса) определяется составом материала, нанесенного на пруток. Причем в три электрода из четырех покрыты рутилом – универсальным, многокомпонентным покрытием на основе оксида титана. Кроме того, в качестве покрытия может быть задействована даже обычная целлюлоза.
К прочим разновидностям покрытий можно отнести смеси из «кислой» группы, составленные на основе оксидов марганца и ферросплавов и смеси из «фтористой» группы, составленные на основе карбидов кальция и магния, усиленных ферросплавами.
Рекомендации по подбору покрытия можно найти в справочнике по сварочным работам или в спецификации к приобретаемым электродам.
Сварочные электроды – Magmaweld
- Magmaweld
- Сварочные материалы
- Сварочные электроды
КАТЕГОРИИ
- Сварочные электроды
- Рутиловые и основные электроды
- Целлюлозные электроды
- Низколегированный и сопротивление ползучести
- Электроды из нержавеющей стали
- Алюминиевые сплавы
- Чугунные электроды
- Никелевые сплавы
- Медные сплавы
- Электроды для наплавки
- Электроды для резки и строжки
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Проволока MIG/MAG
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Порошковая проволока
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Наплавка
- Subarc Wires & Fluss
- Нелегированные и низколегированные стали
- Нержавеющая сталь
- Наплавка
- Продукты для наплавки
- Сварочные электроды
- TIG-провода
- Проволока MIG/MAG
- Порошковая проволока
- Проволока и флюсы Subarc
- Продукты для пайки
- Медно-цинковые сплавы
- Медно-фосфорные сплавы
- Серебряные сплавы
- Алюминиевые сплавы
- Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA – 5. 1
1
E6013
EN ISO 2560 – A
E 38 0 RC 11
TS EN ISO 2560 – A
E 38 0 RC 11
Особенно подходит для сварки листов толщиной менее 5 мм, оцинкованных листов и труб, грунтованных, окрашенных и слегка ржавых сталей, а также в производстве. резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее восполнение пробелов. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие, слегка вогнутые и сливаются с основным металлом без подрезов. Шлак самовыделяющийся. 
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E6012
EN ISO 2560 – A
E 38 0 RC 11
TS EN ISO 2560 – A
E 38 0 RC 11
, особенно для сварки в Sheets Thinner Thinner. 5 мм, оцинкованные листы и трубы, окрашенные грунтовкой, окрашенные и слегка ржавые стали, а также в производстве резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее перекрытие зазоров даже при широком раскрытии корней. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие и сливаются с основным металлом без подрезов.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E6013
EN ISO 2560 – A
E 42 0 RR 12
TS EN ISO 2560 – A
E 42 0 RR 12
STITABLE для присоединения LIGHT OR LIGHT OR LIGHT OR LIGHT OR LIGHT OR LIGHT OR LIGHTIR металлоконструкции, железоделательные работы, кованые изделия, сельскохозяйственные машины, котлы, шасси транспортных средств. Используется во всех положениях, кроме вертикального вниз. Особенно подходит для сварки горизонтальных галтелей. Очень гладкий внешний вид сварочного валика, легкое зажигание и повторное зажигание дуги, тихая и стабильная дуга с мелкокапельным переносом металла. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Шлак полностью самовыделяется.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E7014
EN ISO 2560 – A
E 42 0 RR 12
TS EN ISO 2560 – A
E 42 0 RR 12
Предпочтение. Предпочтительственно. металл и декоративное железо работают на плохо подогнанных соединениях. Благодаря добавлению железного порошка в покрытие особенно подходит для сварки горизонтальных угловых канавок с высокой скоростью. Подходит для сварки во всех положениях, кроме вертикального. Высокая пропускная способность по току, низкое разбрызгивание. Достаточно стабильные характеристики дуги с мелким и быстрым переносом капель металла. Очень легкое зажигание и повторное зажигание дуги. Очень гладкие сварные швы, плавно переходящие в основной металл, без подрезов. Шлак полностью самовыделяется. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E6027
EN ISO 2560 – A
E 38 2 RA 73
TS EN ISO 2560 – A
E 38 2 RA 73
AID -Rutileipity Coatedipative, ATPATILITION COTEDITION с металлом шва около 165 %. Специально разработан для сварки галтелей и узких угловых канавок. Обеспечивает полное сплавление корней и равнополочные угловые швы. Подходит для сварки оцинкованных, окрашенных грунтовкой и слегка ржавых деталей. Благодаря низкому содержанию кремния (Si) наплавленный металл также подходит для последующего цинкования, эмали и резинового покрытия после сварки. Обеспечивает очень гладкие сварные швы без подрезов. Шлак легко отделяется даже от узких углов. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E6013
EN ISO 2560 – A
E 38 A RR 12
TS EN ISO 2560 – A
E 38 A RR 12
RUTO используется при изготовлении и ремонте сварных швов ванны расплавленного цинка из армко-железа и сталей с очень низким содержанием углерода. Наплавленный металл обеспечивает высокую трещиностойкость от воздействия расплавленного цинка. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E6013
EN ISO 2560 – A
E 38 2 RB 12
TS EN ISO 2560 – A
E 38 2 RB 12
Rutile-basic type coated electrode, particularly подходит для сварки корневых швов и позиционной сварки при изготовлении труб, котлов и резервуаров. Также подходит для наплавки подкладочных валиков при дуговой сварке под флюсом. Благодаря низкому содержанию кремния наплавленный металл пригоден для последующего цинкования и эмалирования.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E7016
EN ISO 2560 – A
E 42 3 B 32 H20
TS EN ISO 2560 – A
E 42 3 B 32 H20
СТАРИТЕЛЬНОСТЬ для ремонта для восстановления для ремонта для ремонта для ремонта для восстановления для ремонта для ремонта для восстановления для ремонта для восстановления для ремонта для ремонта
E 42 3 B 32 H20
– A
E 42 3 B 32 H20
– A
E 42 3 B 32 H20
– A для сварки сталей и ремонтной сварки стали неизвестного состава. Основной электрод с толстым покрытием обеспечивает сварной шов с высокой прочностью на растяжение и превосходными значениями ударной вязкости, что делает этот электрод подходящим для сварки ограниченных элементов конструкции и больших поперечных сечений сварного шва. Также предпочтителен для нанесения буферного слоя на стали перед наплавкой и для сварки чугуна с высоким предварительным подогревом.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E7016 H8
EN ISO 2560 – A
E 42 4 B 12 H20
TS EN ISO 2560 – A
E 42 4 B 12 H20
MULTI -PURPOP монтажные работы, мастерская и ремонтная сварка. В частности, используется для ремонтной сварки стрел землеройной техники и одобрен для сварки стыков рельсов. Подходит для корневых проходов, а также для позиционной сварки. Гладкие и чистые сварные швы, сливающиеся с основным металлом без подрезов. Хорошие свойства перекрытия зазоров. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA – 5. 1
1
E7016 H8
EN ISO 2560 –
E 38 2 B 12 H20
TS EN ISO 2560 – A
E 38 2 B 12 H20
. И ОБОЖАТЕЛЬСТВА ДЛЯ ОБРАЗОВАНИЯ И ОБЯЗАТЕЛЬСТВА ДЛЯ ОБРАЗОВАНИЯ И ОБРАЗОВАНИЯ И ОБЯЗАТЕЛЬСТВА И ОБЯЗАТЕЛЬСТВА И ОБЯЗАТЕЛЬСТВА И ОБЯЗАТЕЛЬСТВА И ОБЯЗАТЕЛЬСТВА. сварка динамически нагруженных металлоконструкций, машин и сельскохозяйственного оборудования, ремонтная и ремонтная сварка. Гладкие и чистые сварные швы, плавно переходящие в основной металл без подрезов. Отличные свойства перекрытия зазоров. Двойное покрытие этого электрода обеспечивает стабильную, концентрированную и направленную дугу, поэтому он идеально подходит для корневого прохода и позиционной сварки, а также подходит для сварки переменным током. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
122 продукта найдено
Продуктов на странице:
1020304050100
СРАВНИВАТЬ
AWS A5.
 11 Электроды для сварки без покрытия из никеля и никелевых сплавов для дуговой сварки в защитном металле
11 Электроды для сварки без покрытия из никеля и никелевых сплавов для дуговой сварки в защитном металлеENi-1
Никелевый сварочный электрод 141
Электрод для сварки никеля 141 используется для дуговой сварки никеля 200 и никеля 201, сварки плакированной стороны никелированной стали и наплавки стали. Реакция титана с углеродом в металле сварного шва удерживает свободный углерод на низком уровне, поэтому электрод можно использовать с низкоуглеродистым никелем (никель 201). Наплавленный металл обладает хорошей коррозионной стойкостью, особенно в щелочах. Электрод также используется для разнородной сварки, включая соединения между никелем 200 или 201 и различными сплавами на основе железа и никеля. Никелевый сварочный электрод 141 можно использовать во всех положениях сварки.
ENiCu-7
Сварочный электрод MONEL® 190
Сварочный электрод MONEL® 190 используется для дуговой сварки защищенным металлом сплавов MONEL 400, R-405 и K-500. Он также используется для наплавки стали. Металл шва устойчив к коррозии морской водой, солями и кислотами-восстановителями. Электрод способен производить наплавки, отвечающие строгим радиографическим требованиям. Хотя электрод обеспечивает прочное соединение сплава МОНЭЛ К-500, металл шва имеет меньшую прочность, так как, в отличие от основного металла, не упрочняется старением. Сварочные работы с разнородными электродами MONEL Welding Electrode 190 включают соединения между медно-никелевыми сплавами MONEL и углеродистой сталью, низколегированной углеродистой сталью, медью и медно-никелевыми сплавами.
Он также используется для наплавки стали. Металл шва устойчив к коррозии морской водой, солями и кислотами-восстановителями. Электрод способен производить наплавки, отвечающие строгим радиографическим требованиям. Хотя электрод обеспечивает прочное соединение сплава МОНЭЛ К-500, металл шва имеет меньшую прочность, так как, в отличие от основного металла, не упрочняется старением. Сварочные работы с разнородными электродами MONEL Welding Electrode 190 включают соединения между медно-никелевыми сплавами MONEL и углеродистой сталью, низколегированной углеродистой сталью, медью и медно-никелевыми сплавами.
ENiCrCoMo-1
Сварочные электроды HAYNES® 117
Сварочные электроды HAYNES® 117 используются для дуговой сварки HAYNES® 617 в среде защитного металла. Металл шва обладает превосходной жаропрочностью и стойкостью к окислению. Электроды 117 также подходят для сварки разнородных сварных швов между другими высокотемпературными материалами, такими как 600, 601 и 800. Покрытие электрода спроектировано так, чтобы обеспечить высокую работоспособность, особенно при сварке в нерабочем положении.
Покрытие электрода спроектировано так, чтобы обеспечить высокую работоспособность, особенно при сварке в нерабочем положении.
ENiCrFe-2
Сварочный электрод INCO-WELD® A
Сварочный электрод INCO-WELD® A используется для дуговой сварки в защитных газах сплавов INCOLOY 800 и 800HT, сплавов INCONEL 600 и никеля 601 стали. Наплавленный металл обладает отличной прочностью и стойкостью к окислению при высоких температурах и сохраняет ударопрочность при криогенных температурах. Электрод является исключительно универсальным продуктом для разнородной сварки. Его можно использовать для различных аустенитных и ферритных сталей и никелевых сплавов. Примерами являются комбинации нержавеющих сталей, углеродистых сталей, сплавов INCONEL, сплавов INCOLOY, сплавов MONEL и медно-никелевых сплавов. Из-за своей универсальности сварочный электрод INCO-WELD A особенно полезен для обычной ремонтной сварки оборудования, работающего в тяжелых условиях.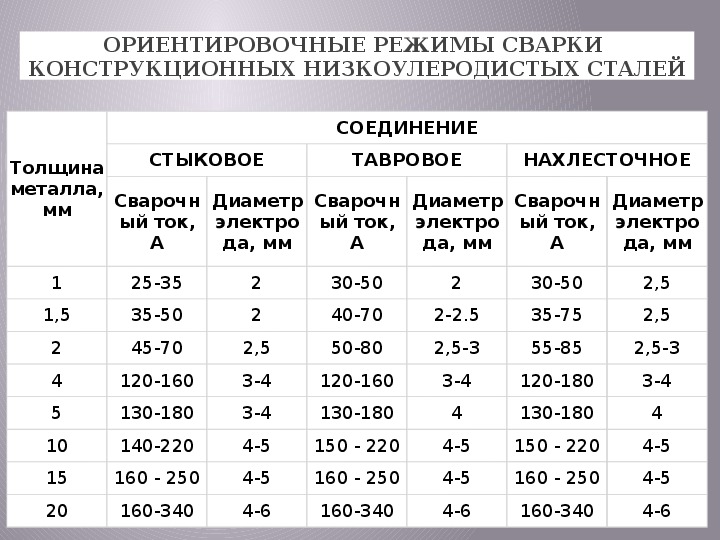
ENiCrFe-3
Сварочный электрод INCONEL® 182
Сварочный электрод INCONEL® 182 используется для дуговой сварки защищенным металлом сплавов INCONEL 600 и 601. Наплавленный металл обладает превосходной жаропрочностью и стойкостью к окислению. и может соответствовать строгим радиографическим требованиям.
Разнородные сварные швы, для которых используются электроды, включают сплавы INCONEL и сплавы INCOLOY, соединенные с углеродистыми сталями, нержавеющими сталями, никелем и сплавами MONEL, сплавы MONEL, соединенные с углеродистыми сталями; никель соединен с нержавеющими сталями; и нержавеющие стали присоединились к углеродистым сталям.
ENiCrFe-7
Сварочный электрод INCONEL® 152
Сварочный электрод INCONEL® 152 используется для дуговой сварки защищенным металлом сплава INCONEL 690. Он имеет более высокое содержание хрома, что повышает стойкость к коррозионному растрескиванию под напряжением. в ядерной, чистой водной среде. Он был разработан для получения высококачественных сварных швов во всех положениях. Этим электродом также производятся коррозионностойкие наплавки на большинство низколегированных и нержавеющих сталей. Другие области применения включают приложения, требующие использования сплава INCONEL 69.0 «стеклоплавильных установок», используемых для захоронения ядерных отходов. Он также полезен для разнородных соединений, включающих сплавы INCONEL и INCOLOY, а также нержавеющие, низколегированные и углеродистые стали.
в ядерной, чистой водной среде. Он был разработан для получения высококачественных сварных швов во всех положениях. Этим электродом также производятся коррозионностойкие наплавки на большинство низколегированных и нержавеющих сталей. Другие области применения включают приложения, требующие использования сплава INCONEL 69.0 «стеклоплавильных установок», используемых для захоронения ядерных отходов. Он также полезен для разнородных соединений, включающих сплавы INCONEL и INCOLOY, а также нержавеющие, низколегированные и углеродистые стали.
Сварочный электрод INCONEL® 152M
Сварочный электрод INCONEL® 152M используется для дуговой сварки в среде защитного газа сплава INCONEL 690, а также для наплавки углеродистых и нержавеющих сталей для обеспечения коррозионностойкой поверхности никель-хромового сплава. . Высокий уровень содержания хрома обеспечивает превосходную стойкость к коррозионному растрескиванию под напряжением в атомной среде и чистой воде.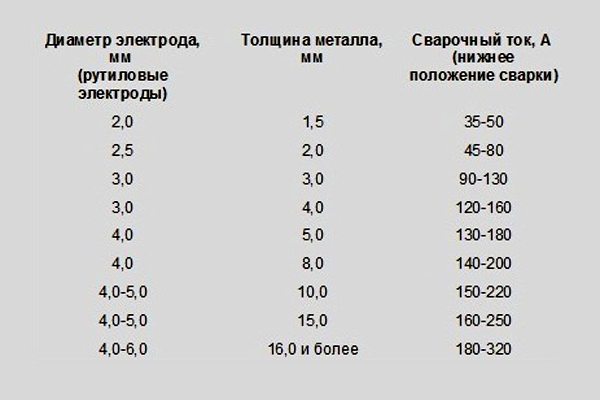 Продукт также может использоваться в приложениях, требующих устойчивости к окисляющим кислотам. Это полезно для разнородных соединений, включающих сплавы INCONEL и INCOLOY. Этот продукт содержит бор и цирконий, чтобы свести к минимуму склонность к растрескиванию под действием пластичности.
Продукт также может использоваться в приложениях, требующих устойчивости к окисляющим кислотам. Это полезно для разнородных соединений, включающих сплавы INCONEL и INCOLOY. Этот продукт содержит бор и цирконий, чтобы свести к минимуму склонность к растрескиванию под действием пластичности.
ENiCrFe-13
Сварочный электрод INCONEL® 152MSS
Сварочный электрод INCONEL® 152MSS используется для дуговой сварки в среде защитного газа сплава INCONEL 690, а также для наплавки углеродистых и никелевых сталей для обеспечения -Коррозионностойкая поверхность из хромового сплава. Высокий уровень содержания хрома обеспечивает превосходную стойкость к коррозионному растрескиванию под напряжением в атомной среде и чистой воде. Композиция 152MSS обеспечивает повышенную стойкость к растрескиванию под действием пластичности в условиях высокой жесткости по сравнению с другими аналогичными продуктами. Продукт также может использоваться в приложениях, требующих устойчивости к окисляющим кислотам. Это полезно для разнородных соединений, включающих сплавы INCONEL и INCOLOY.
Это полезно для разнородных соединений, включающих сплавы INCONEL и INCOLOY.
ENiCrMo-3
Сварочный электрод INCONEL® 112
Сварочный электрод INCONEL® 112 используется для электродуговой сварки в среде защитного газа сплава INCONEL 625, сплава INCOLOY 825, сплава INCOLOY 25-6MOD коррозионностойкие сплавы, такие как сплав 20. Металл шва обладает высокой прочностью при комнатной и повышенных температурах и обладает исключительной коррозионной стойкостью, включая стойкость к точечной, щелевой коррозии и коррозионному растрескиванию под напряжением политионовой кислоты. INCONEL Сварочный электрод 112 полезен для многих разнородных соединений, включающих сплавы INCONEL, сплавы INCOLOY, нержавеющие стали, низколегированные стали и углеродистые стали.
Сварочные электроды HAYNES® 112
Сварочные электроды HAYNES® 112 используются для дуговой сварки защищенным металлом 625, 825 и молибденсодержащих сплавов.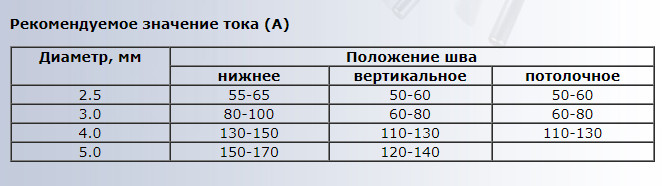 Наплавленный металл обладает хорошей коррозионной стойкостью, включая точечную и щелевую коррозию. Кроме того, электроды подходят для наплавки и наплавки различных марок стали, включая нержавеющие, низколегированные и углеродистые стали. Электрод отлично подходит для сварки материалов HAYNES® и HASTELLOY® с нержавеющими и углеродистыми сталями. Покрытие рассчитано на большую работоспособность, особенно при сварке в нерабочем положении.
Наплавленный металл обладает хорошей коррозионной стойкостью, включая точечную и щелевую коррозию. Кроме того, электроды подходят для наплавки и наплавки различных марок стали, включая нержавеющие, низколегированные и углеродистые стали. Электрод отлично подходит для сварки материалов HAYNES® и HASTELLOY® с нержавеющими и углеродистыми сталями. Покрытие рассчитано на большую работоспособность, особенно при сварке в нерабочем положении.
ENiCrMo-4
Сварочные электроды HASTELLOY® C-276
Сварочные электроды HASTELLOY® C-276 используются для дуговой сварки защищенным металлом сплава C-276. Наплавленный металл обладает отличной коррозионной стойкостью во многих средах, включая окислительные и восстановительные среды. Кроме того, сплав обладает выдающейся стойкостью к точечной и щелевой коррозии. Сплав является хорошим кандидатом для разнородного соединения других никель-хром-молибденовых сплавов, нержавеющих и углеродистых сталей. Электроды также могут быть использованы для наплавки и наплавки сталей. Покрытие предназначено для обеспечения высокой работоспособности, особенно при сварке в нерабочем положении.
Электроды также могут быть использованы для наплавки и наплавки сталей. Покрытие предназначено для обеспечения высокой работоспособности, особенно при сварке в нерабочем положении.
ENiCrMo-6
Сварочный электрод INCONEL® 116
Сварочный электрод INCONEL® 116 рекомендуется для сварки сталей, которые будут использоваться в криогенных установках. Его можно использовать с переменным током (AC), когда возникает магнитная дуга. Электрод обладает отличной свариваемостью во всех положениях. Он идеально подходит для многих применений с разнородными металлами, особенно при соединении углеродистых сталей с нержавеющими сталями и сплавами на основе никеля.
ENiCrMo-7
Сварочные электроды HASTELLOY® C-4
Сварочные электроды HASTELLOY® C-4 используются для дуговой сварки в защитных газах сплава C-4. Наплавленный металл обладает хорошей стойкостью к широкому спектру коррозионных воздействий, в том числе загрязненным минеральными кислотами и средам, загрязненным хлором. Кроме того, электроды можно использовать для наплавки и наплавки углеродистых и нержавеющих сталей, где требуется повышенная коррозионная стойкость. Покрытие предназначено для обеспечения высокой работоспособности, особенно при сварке в нерабочем положении.
Кроме того, электроды можно использовать для наплавки и наплавки углеродистых и нержавеющих сталей, где требуется повышенная коррозионная стойкость. Покрытие предназначено для обеспечения высокой работоспособности, особенно при сварке в нерабочем положении.
ENiCrMo-10
Сварочный электрод INCONEL® 122
Сварочный электрод INCONEL® 122 используется для дуговой сварки защищенным металлом o сплавов INCONEL 622 и 625, сплава INCOLOY 25-6MO и сплава 8 INCOLOY 25-6MO. представляет собой превосходный электрод для сварки разнородных металлов, обеспечивающий защиту от предпочтительной коррозии металла шва при использовании для соединения молибденсодержащих нержавеющих сталей, сплава INCONEL C-276 и сплава INCONEL 625. Это универсальный сварочный продукт для химической, энергетической, нефтяной и морской промышленности.
ENiCrMo-11
Сварочные электроды HASTELLOY® G-30®
Сварочные электроды HASTELLOY® G-30® используются для дуговой сварки защищенным металлом сплава G-30®.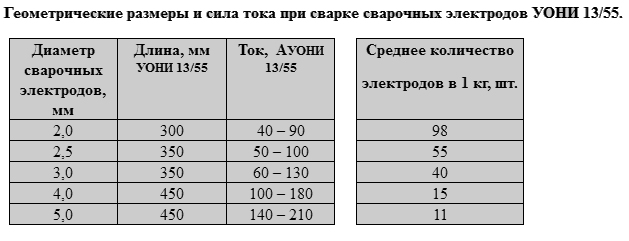 Наплавленный металл обладает превосходной коррозионной стойкостью по сравнению с большинством других сплавов на основе никеля и железа в промышленных фосфорных кислотах, а также во многих сложных средах, содержащих сильно окисляющие кислоты, такие как азотная/соляная, азотная/фтористоводородная и серная кислоты. Электроды также можно использовать для наплавки и наплавки углеродистых сталей, где требуется повышенная коррозионная стойкость.
Наплавленный металл обладает превосходной коррозионной стойкостью по сравнению с большинством других сплавов на основе никеля и железа в промышленных фосфорных кислотах, а также во многих сложных средах, содержащих сильно окисляющие кислоты, такие как азотная/соляная, азотная/фтористоводородная и серная кислоты. Электроды также можно использовать для наплавки и наплавки углеродистых сталей, где требуется повышенная коррозионная стойкость.
ENiCrMo-14
Сварочный электрод INCO-WELD® C-686CPT®
Сварочный электрод INCO-WELD® C-276 представляет собой всепозиционный электрод для дуговой сварки в среде защитного газа, дуплексные и супераустенитные нержавеющие стали, а также никелевые сплавы, такие как UNS N06059 и N06022, сплав INCONEL C-276 и сопротивление сплавов INCONEL, привлекательные для сварочных операций в технике контроля загрязнения, а также в химической, технологической, нефтехимической, нефтяной и газовая и морская промышленность.
Электроды прекрасно подходят для разделочной и угловой сварки в нижнем положении, а электроды меньшего диаметра также подходят для сварки во всех положениях. Источник питания: постоянный ток, положительный электрод.
ENiCrMo-22
Сварочные электроды HASTELLOY® G-35®
Сварочные электроды HASTELLOY® G-35® используются для дуговой сварки защищенным металлом сплава G-35®. Наплавленный металл шва обладает превосходной коррозионной стойкостью к фосфорной кислоте, другим окисляющим кислотам, щелочам и хлоридсодержащим средам. Электроды также можно использовать для наплавки и наплавки углеродистых сталей, где требуется повышенная коррозионная стойкость.
ENiMo-10
Сварочные электроды HASTELLOY® B-3®
Сварочные электроды HASTELLOY® B-3® используются для дуговой сварки в защитном металле материалов из сплава B-3®.