как нарезать резьбу метчиком
Опубликовано в Разное
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом.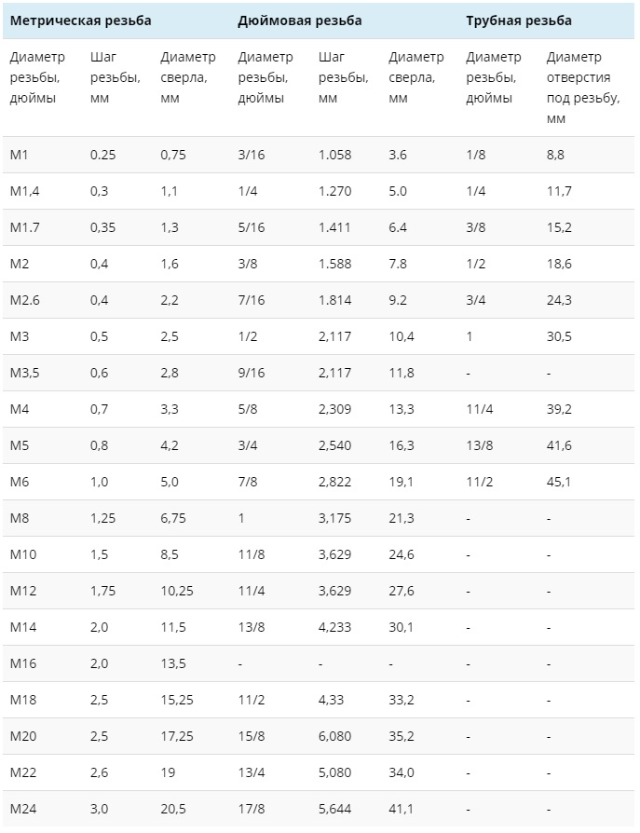
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.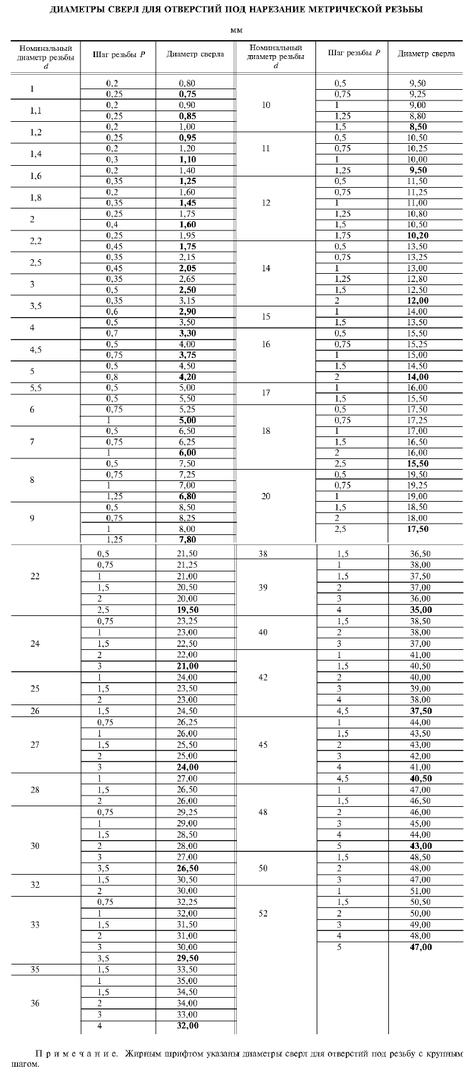 5мм, для шага 1.25 сверло диаметром 8.75мм.
5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
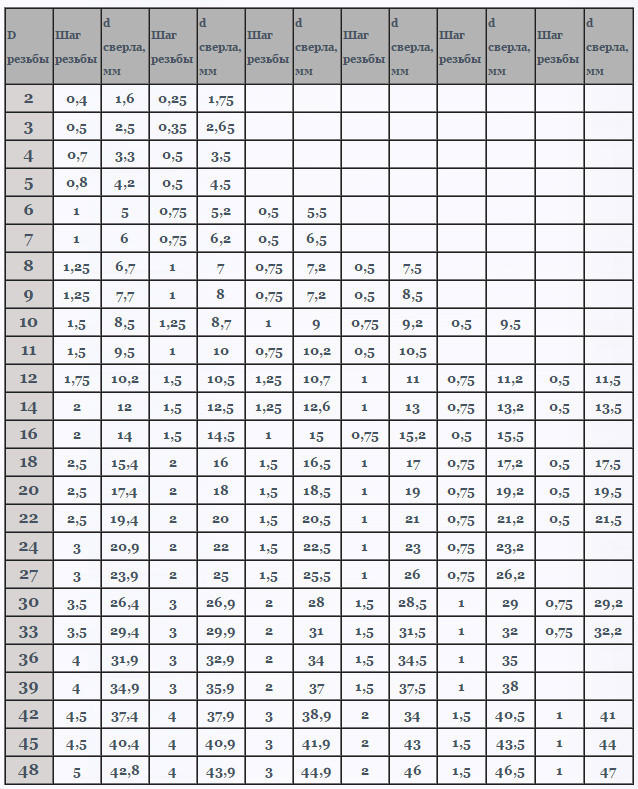
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
Резьба | Шаг резьбы | Диаметр отверстия номинальный (предельный) |
М2 | 0,25 | 1,75–1,77 (1,81) |
0,4 | 1,60–1,62 (1,68) | |
М2,5 | 0,35 | 2,15–2,17 (2,22) |
0,45 | 2,05–2,07 (2,13) | |
М3 | 0,35 | 2,65–2,67 (2,72) |
0,5 | 2,50–2,52 (2,58) | |
М4 | 0,5 | 3,50–3,52 (3,64) |
0,7 | 3,30–3,33 (3,46) | |
М5 | 0,5 | 4,50–4,52 (4,64) |
0,8 | 4,2–4,23 (4,42) | |
М6 | 0,5 | 5,50–5,52 (5,64) |
| 0,75 | 5,20–5,23 (5,42) | |
1,0 | 4,95–5,00 (5,21) | |
М7 | 0,5 | 6,50–6,52 (6,64) |
0,75 | 6,20–6,23 (6,42) | |
1,0 | 5,95–6,00 (6,26) | |
М8 | 0,5 | 7,50–7,52 (7,64) |
0,75 | 7,20–7,23 (7,42) | |
1 | 6,95–7,00 (7,21) | |
1,25 | 6,70–6,75 (6,96) | |
М9 | 0,5 | 8,50–8,52 (8,64) |
0,75 | 8,20–8,23 (8,42) | |
1 | 7,95–8,00 (8,21) | |
1,25 | 7,70–7,75 (7,96) | |
М10 | 0,5 | 9,50–9,52 (9,64) |
0,75 | 9,20–9,23 (9,42) | |
1 | 8,95–9,00 (9,21) | |
1,25 | 8,70–8,75 (8,96) | |
1,5 | 8,43–8,50 (8,73) | |
М11 | 10,50-10–52 (10,64) | |
0,75 | 10,20–10,23 (10,42) | |
1 | 9,95–10,00 (10,21) | |
1,5 | 9,43–9,50 (9,73) | |
М12 | 0,5 | 11,50–11,52 (11,64) |
0,75 | 11,20–11,23 (11,42) | |
1 | 10,95–11,00 (11,21) | |
1,25 | 10,70–10,75 (10,96) | |
1,5 | 10,43–10,50 (10,73) | |
1,75 | 10,20–10,25 (10,56) | |
М14 | 0,5 | 13,50–13,52 (13,64) |
0,75 | 13,20–13,23 (13,42) | |
1 | 12,95–13,00 (13,21) | |
1,25 | 12,70–12,75 (12,96) | |
1,5 | 12,43–12,50 (12,73) | |
2 | 11,90–11,95 (12,30) | |
М16 | 0,5 | 15,50–15,52 (15,64) |
0,75 | 15,20–15,23 (15,42) | |
1 | 14,95–15,00 (15,26) | |
1,5 | 14,43–14,50 (14,73) | |
2 | 13,90–13,95 (14,30) | |
М18 | 0,5 | 17,50–17,52 (17,64) |
0,75 | 17,20–17,23 (17,42) | |
1 | 16,95–17,00 (17,21) | |
1,5 | 16,43–16,50 (16,73) | |
2 | 15,90–15,95 (16,30) | |
2,5 | 15,35–15,40 (15,88) | |
М20 | 0,5 | 19,50–19,52 (19,64) |
0,75 | 19,20–19,23 (19,42) | |
1 | 18,95–19,00 (19,21) | |
1,5 | 18,43–18,50 (18,73) | |
2 | 17,90–17,95 (18,3) | |
2,5 | 17,35–17,40 (17,88) |
Общие правила выбора сверла.

Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
- метчик
- резьба
- отверстие под резьбу
Вперёд >
Добавить комментарий
Мастерская.1.1 Как выбрать сверла (минимальный набор для мастерской)
Всем привет 🙂
Продолжаю тему комплектации мастерской.
В прошлой статье: http://alffisher.blogspot.com/2015/07/blog-post_18.html – я говорил о выборе дрели, а сейчас хочу рассказать о выборе сверл.
Любой дрели для работы нужны сверла. О типах сверл и вариантах их применения можно писать целую книгу, но я не буду грузить техническими подробностями, а постараюсь дать основные рекомендации.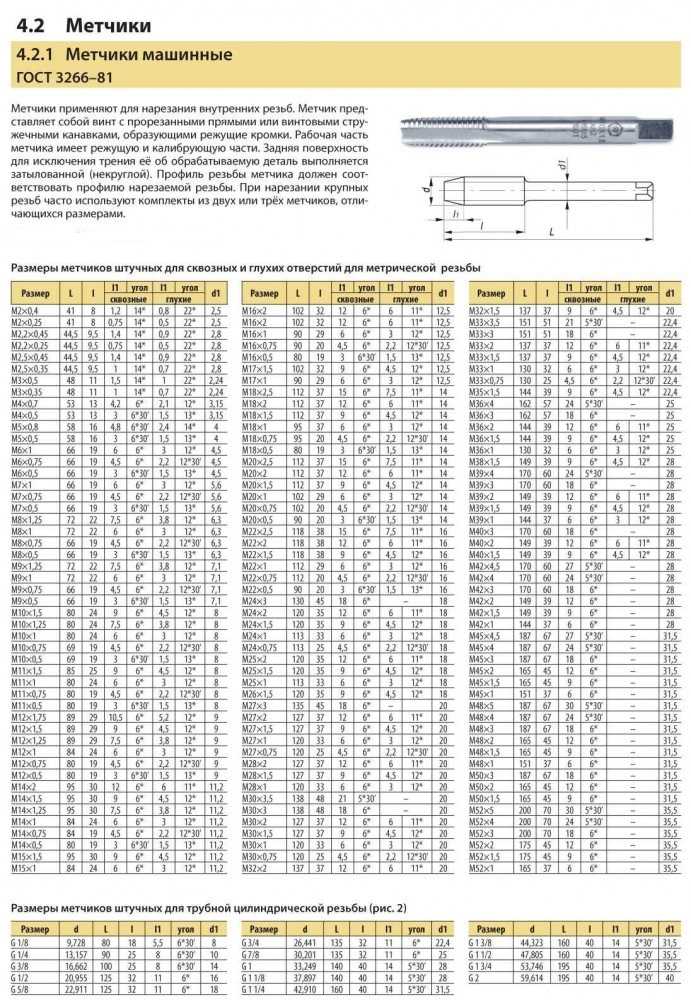
Как всеже подобрать сверла для работы?
Начну со сверл по металлу, как более универсальных и часто применяемых.
Обычно в продажу поступают спиральные сверла, имеющие угол заточки 116 – 118 °, такой угол наиболее универсален и позволяет сверлить как “черные” стали и чугун, так и цветные металлы, сплавы и пластмассы.
Не смотря на то, что для сверления алюминия или латуни больше подходит угол 130 – 140°, а для пластмасс – 70 – 90°, для “любительских” работ можно ограничится стандартным углом заточки.
Спиральные сверла чаще всего делают из “быстрорежущей” стали (HSS, рапид, самокал), имеющей более высокую температуру “отпуска” (потери твердости), чем “углеродистые” стали (HCS), кроме того быстрорежущие стали, даже после перегрева (появления “цветов побежалости, посинения”) почти полностью сохраняют свою твердость, в отличии от углеродистых и легированных сталей.
Следует учесть один момент: старые (советские) сверла часто делались из быстрорежущей стали с большим содержанием вольфрама – Р6М5, Р9, Р12 и реже Р18.
Поскольку стали с большим содержанием вольфрама, не смотря на высокую стойкость, стоят довольно дорого, последнее время самой распространенной маркой быстрореза является Р6М5, а также более стойкая “кобальтовая” сталь – Р6М5К5.
Для сверл, работающих с небольшими скоростями вращения и подачи, при сверлении цветных металлов и пластмасс рационально применять более дешевые сверла, изготовленные из углеродистых инструментальных (У8 – У10) или легированных сталей (9ХС, ХВГ).
И еще один неприятный момент: поскольку наши магазины и рынки наводнены китайской продукцией, причем подделывают “наши” марки – довольно часто можно встретить сверло с “нашей” маркировкой – Р6М5 – которое сделано, в лучшем случае, из углеродистой стали, хорошо если сверло окажется термообработанным 🙁
Определить “на глаз” качество и марку стали невозможно. Но есть простой способ – это определение марки стали по искре.
Для этого нужно “попробовать” сверло на точиле.
Следует учесть, что часть сверл, особенно больших диаметров, делают составными, сваривая режущую часть (быстрорез) с хвостовиком (из конструкционной стали 45 или 40Х).
Поэтому искра от хвостовика будет отличатся от искры с режущей части.
Стали с содержанием вольфрама дают темно-малиновую искру, с малым содержанием линий и темными желто-красными крупинками на концах.
Углеродистые и конструкционные стали дают светло-желтую искру, с большим количеством линий и яркими, множественными звездочками на концах линий.
В качестве образца искры углеродистой стали – можно взять напильник (советский :), который обычно сделан из углеродистой инструментальной стали У10 – У12,
а в качестве образца быстрореза – советскую дисковую фрезу по металлу (с сохранившейся маркировкой).
Еще один важный момент – правильность заточки сверла. В процессе работы сверло обычно затупляется :), поэтому время от времени его нужно затачивать.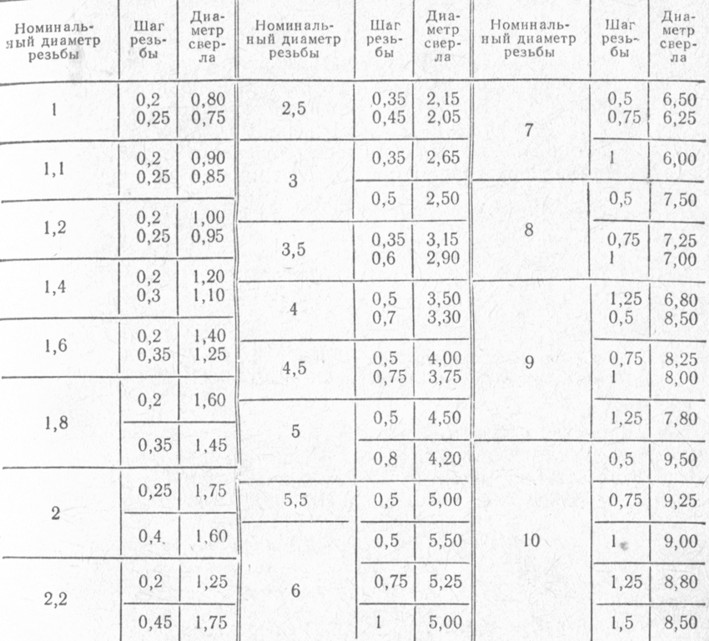
Кроме того иногда необходимо изменить угол заточки или форму режущей кромки. Поэтому начинающему мастеру следует освоить заточку сверл.
В процессе заточки нет ничего сложного, необходимо правильно выдержать углы и симметричность режущих кромок, и сделать “затыловку”.
Простой способ заточки я показывал в своем видео: https://www.youtube.com/watch?v=kt1uvgDLPuo и https://www.youtube.com/watch?v=4FcUeMDLUE8
Более правильный, но более сложный способ показывает в своих видео Виктор Леонтьев.
Несколько слов о необходимых диаметрах сверл для металла.
Конечно, можно купить готовый набор, в котором будут основные размеры,
например от Ф 2 до Ф 10 – 13, с шагом 1 мм, или с шагом 0,5 мм.
Но поскольку не все размеры часто используются, а тонкие сверла имеют обыкновение ломаться – то лучше составить набор самому.
Кроме того, при работе с металлом часто возникает необходимость нарезать внутреннюю резьбу и для этого необходим резьбовой набор сверл.
Теперь по порядку:
Диаметры сверл основного набора для металла:
- 2 – 2 шт.
- 3 – 2-3 шт. Сверла диаметром 3 мм, кроме прямого назначения, часто используются для предварительного сверления (при сверлении отверстий большого диаметра) и часто ломаются, поэтому в наборе желательно иметь несколько штук.
- 4 – 2 шт.
- 5 – 1-2 шт.
- 6 – 2 шт. (промежуточное сверло при рассверливании до Ф 10 мм)
- 7 – 1 шт.
- 8 – 2 шт.
- 9 – 1 шт.
- 10 – 1 – 2 (промежуточ. при рассве. до Ф 13)
- 11 – 1 шт.
- 12 – 1 шт.
- 13 – 1 шт.
Для сверления отверстий малого диаметра (менее 2 мм) необходимо применять специальные высокооборотистые дрели (4000 – 6000 об/мин) или специальные сверлильные станки.
Сверлить подобные отверстия обычной дрелью довольно сложно, поэтому я не включил сверла малых диаметров в основной набор.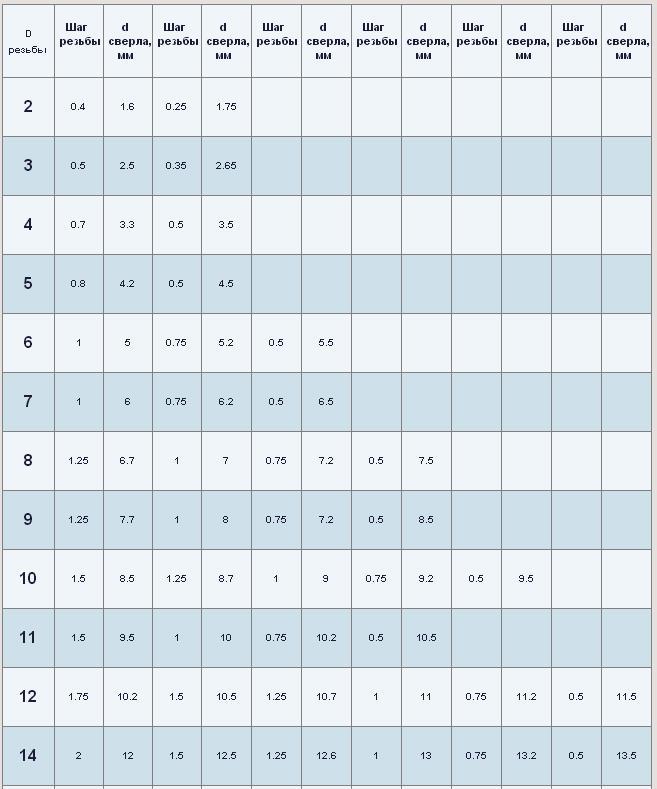
Диаметры дополнительного набора:
- 3,1 – 3,2 – “прослабленное” отверстие под винт М3, этот диаметр требуется для сборочных работа на винтах, при сборке на несколько крепежных точек.
- 4,1 – 4,2 – то же, для резьбы М4
- 5,2 и 5,5 – то же для М5
- 6,2 и 6,5 – для М6
- 8,2 и 8,5 – для М8
Диаметры резьбового набора под резьбы нормального шага:
- М3 – 2,5
- М4 – 3,5
- М5 – 4,1 – 4,2 (в зависимости от твердости и вязкости металла, в котором нарезается резьба)
- М6 – 5
- М8 – 6,7 – 6,8 (в зависимости от металла)
- М10 – 8,5
- М12 – 10,2
- М14 – 12
С металлом – разобрались. Идем дальше.
Дерево и пластмассы. Для этих материалов можно использовать спиральные сверла по металлу с обычной заточкой (118 °), и центровые сверла, имеющие направляющий центр и 2 режущие кромки с острым углом:
Центровые сверла дают более чистое отверстие и не вырывают волокна при входе и выходе из отверстия, при сверлении дерева.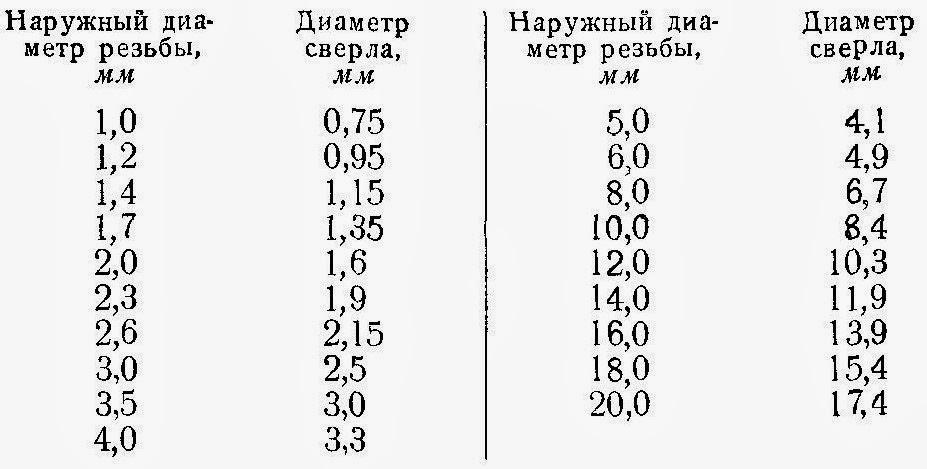
Наиболее часто используемый ряд диаметров при сверлении дерева выглядит так:
- 5
- 6
- 8 – часто используется для сверления отверстий под круглый шип – нагель (шкант), при сборке мебели и изделий из дерева.
- 10
- 12 – отверстие под “усиленный” нагель, применяемый для сборки лестниц и мебели, для замены шипового соединения.
Другие типы сверл для дерева:
Шнековое (червячное) сверло.
Разновидность спирального сверла с одной стружкоотводящей канавкой.
Имеет подрезной нож, и лезвие, выбирающее массив дерева, а также винтовой центр, позволяющий сверлить поперек волокон – самозатягом (без приложения осевого усилия)
Используется для сверления глубоких отверстий вдоль и поперек волокон. Благодаря подрезному ножу дает чистое отверстие.
Требует применения низкооборотистой дрели с высоким крутящим моментом.
Диаметры сверл обычно выпускаются с шагом 2 мм: 10 – 12 – 14 и т.д.
Перовое сверло для дерева:
Сверла этого типа используются для сверления отверстий в дереве (поперек волокон), фанере, ОСП и МДФ, реже для сверления в ДСП (из за высоких абразивных свойств материала).
Перовые сверла обычно имеют симметричную заточку (как на фото). Но можно встретить сверла, имеющие подрезной и зачистной нож.
В мастерской желательно иметь минимальный набор, состоящий из 5 – 8 сверл:
Ф 10, 12, 16, 20, 25 или 10, 12, 14, 16, 18, 20, 22, 25.
Сверла диаметром 14 и 16 мм используются для выборки отверстий под врезные замки.
Сверло Форстнера (пробочное сверло)
Подробнее:http://www.uragan-instrument.ru/Sverlo-PHorstnera-uragan-derevu-15h8mm-p-505.html
Сверло Форстнера предназначено для быстрого и точного сверления сквозных и глухих отверстий в мягких и твердых породах древесины.
Благодаря двум подрезным и двум зачистным ножам дает чистую поверхность при сверлении поперек волокон.
Существуют специальные сверла для ДСП, которые оснащены твердосплавными напайками.
Сверла Форстнера часто используются при изготовлении мебели, для сверления глухих отверстий под чашку петли (Ф 25 и 35 мм).
Кроме сверл в мастерской желательно иметь несколько зенковок, для образования углублений под головку “потайного” крепежа (угол 90 °) и притупления кромок отверстий в металле (угол 120 °).
Существуют зенковки совмещенные со сверлом. Они удобны для одновременного сверления и зенкования отверстий под шурупы (саморезы).
В мастерской желательно иметь зенковку со сверлом, диаметром 4 – 4,5 мм. Такой зенковкой удобно делать отверстия под черные (Г/К) саморезы и обычные шурупы по дереву.
При работе с ДСП (сборка мебели) необходимы сверла с надсадными зенкерами –
“конфирматные” сверла.
Диаметр сверла, которое вставлено в зенкер – обычно 4,4 – 4, 5 мм (под конфимат 6,4 х 50)
На этом я заканчиваю сегодняшний рассказ.
Эту тему я еще буду продолжать на страницах блога.
Пишите комментарии. Задавайте вопросы.
Делитесь ссылками на мой блог http://alffisher.blogspot.com/
с друзьями
и добавляйте в закладки себе 🙂
Таблица размеров сверл и метчиков: 10–32, 1/8, 5/16, 1/4, 3/8, 10–24, M6
Вы находитесь в хозяйственном магазине и ищете материалы, необходимые для дома проект благоустройства. Вы быстро просматриваете свой контрольный список и видите сверло и метчик. В отличие от шурупов или гвоздей, которые можно найти практически везде, эти материалы могут быть для вас новыми.
В этой статье содержится пошаговое руководство по тому, что вам нужно знать при работе со сверлом и метчиком. Раздел часто задаваемых вопросов (FAQ) в конце статьи должен помочь вам быстро найти информацию.
Содержание
1
Что такое размер сверла? Сверло для метчиков — это инструмент, который мы используем для вырезания отверстия в металле. Он имеет цилиндрическую форму и бывает разных форм и размеров. Нарезание резьбы внутри поверхности называется нарезанием резьбы. Обычно это делается в металле. Метчиковые сверла бывают нескольких размеров для различных применений. Толстые сделают огромную дыру. Это полезно в предметах, которые нуждаются в большой поддержке, например, при креплении ножек стола к основному столу.
Он имеет цилиндрическую форму и бывает разных форм и размеров. Нарезание резьбы внутри поверхности называется нарезанием резьбы. Обычно это делается в металле. Метчиковые сверла бывают нескольких размеров для различных применений. Толстые сделают огромную дыру. Это полезно в предметах, которые нуждаются в большой поддержке, например, при креплении ножек стола к основному столу.
Чтобы рассчитать размер резьбы в метрической резьбе, вычтите шаг из диаметра резьбы. Например, если размер резьбы M5 x 0,50, диаметр резьбового сверла составляет 5 – 0,5 = 4,5 мм.
Мы используем ту же формулу при расчете размера нарезного сверла в дюймовой резьбе. Например, если размер резьбы 3/4,10 UNC, шаг = 0,1, а диаметр резьбы = 0,75, размер резьбового отверстия будет 0,65 или 16,5 мм.
Метрическая система Размеры сверла представлены в различных системах измерения. Большинство населения Земли использует в измерениях метрическую систему, поэтому говорить имеет смысл только о ней. Вы выражаете метрические размеры в миллиметрах (мм). Размеры могут быть от 0,0483 мм до 36,50 мм. Выбор длины зависит от ваших потребностей.
Вы выражаете метрические размеры в миллиметрах (мм). Размеры могут быть от 0,0483 мм до 36,50 мм. Выбор длины зависит от ваших потребностей.
В таблице ниже показаны размеры метчиков для данного размера резьбы. Если вы не можете найти размер своего сверла, используйте формулу Диаметр резьбы – Шаг = Размер резьбонарезного сверла.
Вы можете обратиться к приведенной ниже таблице размеров сверл, чтобы получить краткое руководство, чтобы убедиться, что вы выбрали правильные инструменты и типы. ANSI и ASME — это организации, обычно разрабатывающие эти отраслевые стандарты. Это позволяет легко находить эквивалентные наборы при разговоре, будь то для самолетов или строительства. Когда дело доходит до сверл, ищите B94,11М.
Metric Threads
| THREAD SIZE | DRILL (MM) | THREAD SIZE | DRILL (MM) | THREAD SIZE | DRILL (MM) |
M1x0. 25 25 | 0.75 | M9x0.75 | 8.3 | M18x2 | 16 |
| M1.2×0.25 | 0.95 | M9x1 | 8 | M18x2.5 | 15.5 |
| M1.4×0.3 | 1.1 | M9x1.25 | 7.8 | M20x1 | 19 |
| M1.6×0.35 | 1.25 | M10x0.5 | 9.5 | M20x1.5 | 18.5 |
| M1.8×0.35 | 1.45 | M10x0.75 | 9.3 | M20x2 | 18 |
| M2x0.4 | 1,6 | M10x1 | 9 | M20x2.5 | 17.5 |
| M2.2×0.45 | 1.75 | M10x1.25 | 8.8 | M22x1 | 21 |
| M2.5×0.45 | 2.05 | M10x1.5 | 8.5 | M22x1.5 | 20.5 |
| M2.6×0.45 | 2.15 | M11x1 | 10 | M22x2 | 20 |
M3x0. 35 35 | 2.65 | М11х1,25 | 9.8 | M22x2.5 | 19.5 |
| M3x0.5 | 2.5 | M11x1.5 | 9.5 | M24x1 | 23 |
| M3.5×0.35 | 3.15 | M12x0 .5 | 11.5 | M24x1.5 | 22.5 |
| M3.5×0.6 | 2.9 | M12x0.75 | 11.3 | M24x2 | 22 |
| M4x0.5 | 3.5 | М12х1 | 11 | M24x3 | 21 |
| M4x0.7 | 3.3 | M12x1.25 | 10.3 | M25x1.5 | 23.5 |
| M4.5×0.5 | 4 | M12x1 .5 | 10.5 | M25x2 | 23 |
| M4.5×0.75 | 3.75 | M12x1.75 | 10.3 | M27x3 | 24 |
| M5x0.5 | 4.5 | M13x1 | 12 | M30x3. 5 5 | 26.5 |
| M5x0.75 | 4.25 | M14x1 | 13 | M33x3.5 | 29.5 |
| M5x0.8 | 4.2 | M14x1.25 | 12.8 | M36x4 | 32 |
| M6x0.5 | 5.5 | M14x1.5 | 12.5 | M39x4 | 35 |
| M6x0.75 | 5.25 | M14x2 | 12 | M42x4.5 | 37.5 |
| M6x1 | 5 | M15x1 | 14 | M45x4.5 | 40.5 |
| M7x0.5 | 6.5 | M15x1.5 | 13.5 | M48x5 | 43 |
| M7x0.75 | 6.25 | M16x1 | 15 | M52x5 | 47 |
| M7x1 | 6 | M16x1.25 | 14.8 | M56x5.5 | 50.5 |
| M8x0.5 | 7. 5 5 | M16x1.5 | 14.5 | M60x5.5 | 54.5 |
| M8x0.75 | 7.25 | M16x2 | 14 | M64x6 | 58 |
| M8x1 | 7 | M18x1 | 17 | M68x6 | 62 |
| M8x1.25 | 6.8 | M18x1.5 | 16.5 | M72x6 | 66 |
UNC and UNF Threads
| UNC | DRILL (MM) | UNF | DRILL (MM) |
| 1.64 | 1.55 | 0.8 | 1.25 |
| 2.56 | 1.8 | 1.72 | 1.55 |
| 3.48 | 2.1 | 2.64 | 1.85 |
| 4.4 | 2.3 | 3.56 | 2.1 |
5. 4 4 | 2.6 | 4.48 | 2.4 |
| 6.32 | 2.8 | 5.44 | 2.7 |
| 8.32 | 3.4 | 6.4 | 2.9 |
| 10.24 | 3.9 | 8.36 | 3.5 |
| 12.24 | 4.5 | 10.32 | 4.1 |
| 1/4.20 | 5.1 | 12.28 | 4.6 |
| 5/16.18 | 6.6 | 1/4.28 | 5.5 |
| 3/8.16 | 8 | 5/16.24 | 6.9 |
| 7/16.14 | 9.4 | 3/8.24 | 8.5 |
| 1/2.13 | 10.8 | 7/16.20 | 9.9 |
| 9/16.12 | 12.2 | 1/2.20 | 11.5 |
| 5/8.11 | 13.6 | 9/16.18 | 12.9 |
| 3/4.10 | 16.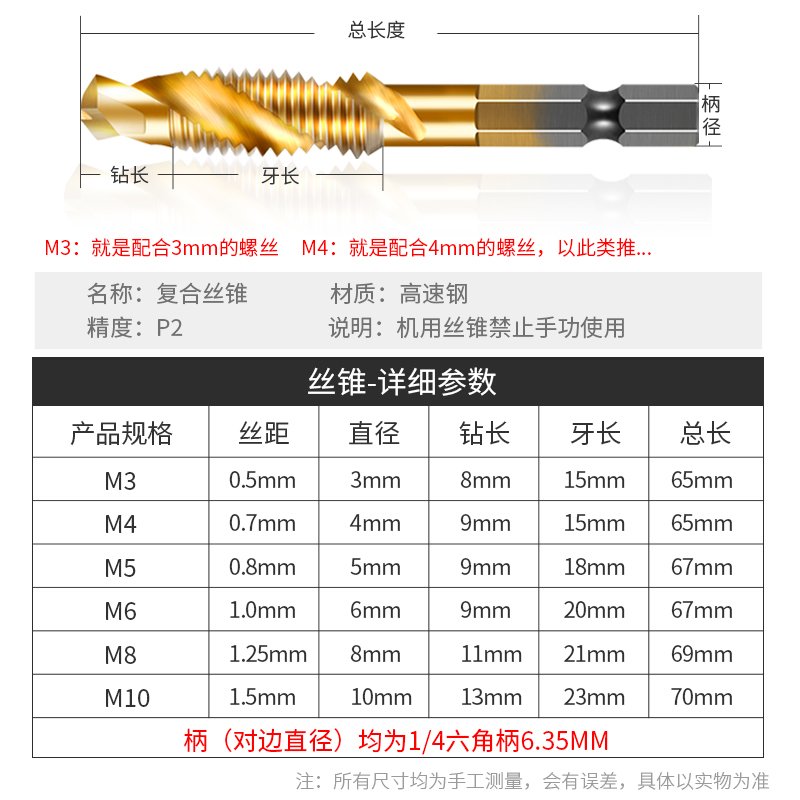 5 5 | 5/8.18 | 14.5 |
| 7/8.9 | 19.5 | 3/4.16 | 17.5 |
| 1”8 | 22.2 | 7/8.14 | 20.5 |
| 1.1/8.7 | 25 | 1”12 | 23.2 |
| 1,1/4,7 | 28.2 | 1.1/8.12 | 26.5 |
| 1.3/8.6 | 30.8 | 1.1/4.12 | 29.5 |
| 1.1/2.6 | 34 | 1.3/8.12 | 32.8 |
| 1.3/4.5 | 39.5 | 1.1/2.12 | 36 |
| 2”4.1/2 | 45.3 | |
Когда столяры сверлят отверстие в деревянном изделии, первое отверстие, которое они просверливают, вероятно, больше, чем размер шурупа. Если вы когда-нибудь задумывались, мы называем это клиренсом. Это необходимо для всех проектов деревообработки. Итак, зачем нужна зазорная яма?
Это необходимо для всех проектов деревообработки. Итак, зачем нужна зазорная яма?
Зазорное отверстие меньше головки винта, но немного больше наружного диаметра резьбы. Это приводит к более плотному соединению между этими кусками дерева. Это также значительно снижает риск поддомкрачивания, что обычно происходит при деревообработке. Для других материалов, кроме дерева, также требуется зазор, чтобы предотвратить расщепление или растрескивание материалов. Это выглядит не эстетично и может ослабить фиксацию.
Теперь вы знаете, зачем он вам нужен. Следующий вопрос, как это работает? Люди не будут делать лишнюю милю, чтобы сверлить большую дыру просто так. При свинчивании или соединении древесины вместе первым шагом является просверливание отверстия в верхней части дерева. Он должен быть больше диаметра резьбы. Это отверстие будет препятствовать тому, чтобы винт прикреплялся к верхней части дерева, когда вы свинчиваете их вместе.
Что произойдет, если у вас нет зазора? Резьба шурупов сцепится с волокнами верхней части дерева, что приведет к его отделению. Когда это произойдет, шуруп затянется в верхней части дерева, но не стянет две части вместе. Это может привести к некоторым проблемам, таким как слабая связь между кусками дерева.
Когда это произойдет, шуруп затянется в верхней части дерева, но не стянет две части вместе. Это может привести к некоторым проблемам, таким как слабая связь между кусками дерева.
Следующий вопрос, который вы, возможно, зададите себе: насколько глубоко нужно сверлить? Вы делаете это наполовину, на четверть или полностью? В большинстве случаев, это должен быть только верхний материал. Если вы случайно просверлите обе части дерева, ваш винт упадет. Это побеждает цель наличия дыры.
В каких случаях следует делать сквозное отверстие? Если у вас есть винт с полной резьбой, то он вам нужен. В противном случае, не беспокойтесь о том, чтобы иметь его. Какова цель? Это предотвращает защемление нижнего материала верхним. Вы хотите избежать взлома, поскольку это может привести к проблемам в долгосрочной перспективе. Для винтов с частичной резьбой иногда требуется отверстие с зазором. Если нитки находятся в верхней части, она вам понадобится. В противном случае он вам не понадобится. Отверстие с зазором также необходимо при скреплении болтами дерева. Но вместо винта вы используете болт. Отверстие должно быть немного больше стержня болта.
Отверстие с зазором также необходимо при скреплении болтами дерева. Но вместо винта вы используете болт. Отверстие должно быть немного больше стержня болта.
Да, для его создания необходимо сверло. Некоторые люди делали отверстие, используя сам винт, ввинчивая его в верхнюю часть деревянной детали, а затем выкручивая его. Идея здесь состоит в том, чтобы создать отверстие с помощью винта.
Не используйте винт для создания отверстия с зазором. Винт только создаст такое же большое отверстие. Нити также свяжутся с деревом, что сделает его неэффективным. Ввинчивание шурупа непосредственно в кусок дерева приведет к образованию трещин. Со временем их станет больше. Получается свободная посадка.
Суть в том, что найдите время и сэкономьте немного денег, чтобы купить себе сверло. Используйте его, чтобы правильно и безопасно просверлить отверстие. Качественный инструмент от известного бренда прослужит вам несколько лет.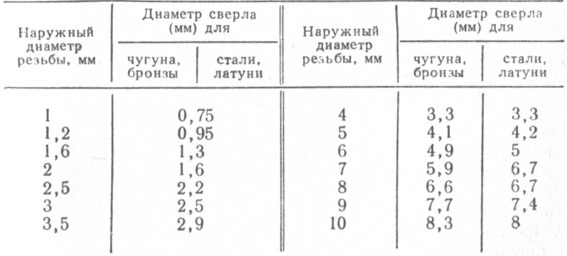 То, что вам нужно, зависит от вашего продукта. Убедитесь, что нашли один от уважаемой компании, а также учитывая цену. У них должно быть много довольных клиентов и многолетний опыт разработки качественного оборудования!
То, что вам нужно, зависит от вашего продукта. Убедитесь, что нашли один от уважаемой компании, а также учитывая цену. У них должно быть много довольных клиентов и многолетний опыт разработки качественного оборудования!
Помимо предотвращения поддомкрачивания, оно имеет и другие преимущества:
- Более плотные соединения
- Предотвращает расщепление деревянных частей.
- Простое выравнивание стыков
- Обеспечивает выравнивание винтов.
- Головки винтов легче зенковать
- Предотвращает расщепление или поломку винтов.
Когда дело доходит до размера, нет универсального. Это будет зависеть от типа материала, с которым вы работаете, но он должен быть немного больше, чем внешний диаметр резьбы. В измерении это около 1 мм.
Если вы работаете с мягкой древесиной, размер зазора должен соответствовать размеру резьбы шурупа. С другой стороны, для твердой древесины потребуется большее отверстие. Это помогает голове смывать верхнюю часть дерева. Это может не относиться ко всем сценариям, но в целом правильно.
С другой стороны, для твердой древесины потребуется большее отверстие. Это помогает голове смывать верхнюю часть дерева. Это может не относиться ко всем сценариям, но в целом правильно.
В Интернете доступно несколько таблиц размеров, но это может привести к путанице. Полезный совет — сделать отверстие на 1 мм больше диаметра резьбы. Имейте в виду, что отверстие должно быть только в верхней части дерева.
Что такое зазоры винтов плотной посадки, нормальной посадки и свободной посадки?Зазорное отверстие не должно мешать резьбе винтов независимо от посадки. Опять же, это отверстие предназначено для того, чтобы винт мог добраться до второго куска дерева. Теперь, чем эти приспособления отличаются друг от друга? По размеру пособия они различаются. С точки зрения функциональности все они служат одной цели.
Нормальная посадка обеспечивает не меньшую поддержку, чем плотная посадка. Точно так же свободная посадка обеспечивает не меньшую поддержку, чем обычная посадка. Все трое оказывают одинаковую поддержку. Разница заключается в минимальном и максимальном зазоре.
Все трое оказывают одинаковую поддержку. Разница заключается в минимальном и максимальном зазоре.
Сверло необходимо при сверлении сквозного отверстия, как обсуждалось в одном из разделов выше. Это может выглядеть как небольшая часть всего процесса, но оно меняет все. Шуруп и сверло являются основными материалами для начала проекта. Без надлежащей основы вы вряд ли получите желаемые результаты.
Допустим, вы пришли в магазин, чтобы купить свое первое сверло. Вы узнаете, что есть несколько размеров. Итак, вы задаете себе вопрос: «Какое сверло использовать для размера винта?». Он должен иметь тот же размер, что и вал винта, за исключением резьбы. Чтобы получить оценку, положите шуруп и сверло рядом друг с другом. Если они похожи, это размер бита. Кроме того, вы можете проверить размеры на упаковке для подтверждения.
Вот несколько советов:
- Возьмите сверло и шуруп одинакового размера.
 Проверьте, соответствует ли ширина винту, за исключением резьбы. Если винт с резьбой того же размера, что и бита, у вас, вероятно, будет отверстие большего размера, чем вам нужно.
Проверьте, соответствует ли ширина винту, за исключением резьбы. Если винт с резьбой того же размера, что и бита, у вас, вероятно, будет отверстие большего размера, чем вам нужно. - Посмотрите на этикетки на упаковках с битами и винтами. Большинство производителей указывают размеры на упаковке. Используйте биту 9/64 для винта размера девять. Используйте биту 1/16 для винта размера два.
- Если вам нужно использовать стиральную машину, сделайте противоположное первому предложению выше. Поместите винт и биту рядом друг с другом. Убедитесь, что они имеют одинаковую ширину, учитывая резьбу.
 Проверьте, соответствует ли ширина винту, за исключением резьбы. Если винт с резьбой того же размера, что и бита, у вас, вероятно, будет отверстие большего размера, чем вам нужно.
Проверьте, соответствует ли ширина винту, за исключением резьбы. Если винт с резьбой того же размера, что и бита, у вас, вероятно, будет отверстие большего размера, чем вам нужно.Размеры метчика и сверла с зазором
| Винт | Н.Д. | Tap | | Close Fit | | Free Fit | |
| Size/Thread | Decimal | Size * | Decimal | Size | Decimal | Size | Decimal |
| 000-120 | 0,0340″ | 71 | 0.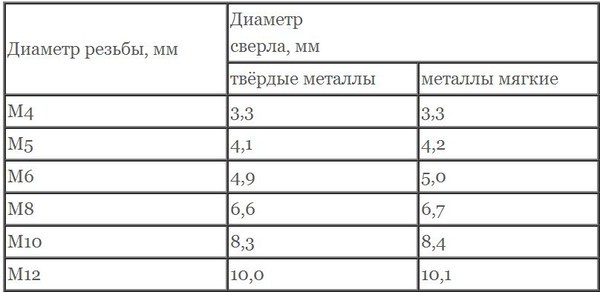 0260″ 0260″ | 65 | 0.0350″ | 62 | 0.0380″ |
| 00-90 | 0.0440 | 65 | 0.0350 | 3/64″ | 0.0469 | 55 | 0.0520 |
| 0-80 | 0.0600 | 3/64″ (56) | 0.0469 | 52 | 0.0635 | 50 | 0.0700 |
| 1-72 | 0.0730 | 53 | 0.0595 | 48 | 0.0760 | 46 | 0.0810 |
| 2-56 | 0.0860 | 50 | 0.0700 | 43 | 0.0890 | 41 | 0.0960 |
| 3-48 | 0.099 | 47 | 0.0790 | 37 | 0.1040 | 36 | 0.1065 |
| 4-40 | 0.1120 | 43 | 0.0890 | 32 | 0.1160 | 30 | 0.1285 |
| 5-40 | 0. 125 125 | 38 | 0.102 | 29 | 0.1360 | 28 (9/64) | 0.1405 |
| 6-32 | 0.1380 | 36 | 0.1065 | 27 | 0.1440 | 25 | 0.1495 |
| 8-32 | 0.1640 | 29 | 0.1360 | 18 (11/64) | 0.1695 | 16 | 0.1770 |
| 10-24 | 0.190 | 25 | 0.150 | 9 | 0.196 | 7 (13/64) | 0.2010 |
| 10-32 | 0.1900 | 21 | 0.1590 | 9 | 0.1960 | 7 (13/64) | 0.2010 |
| 1/4-20 | 0.2500 | 7 | 0.2010 | F | 0.2570 | H (17/64) | 0.2660 |
| 1/4-28 | 0.2500 | 3 | 0.2130 | F | 0.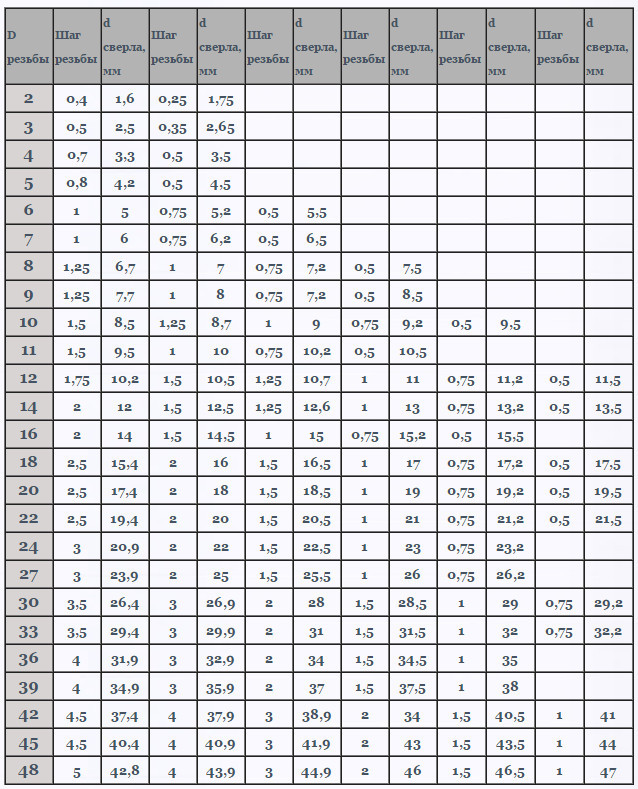 2570 2570 | H (17/64) | 0.2660 |
| 5 /16-18 | 0.3125 | F | 0.2570 | P | 0.3230 | Q | 0.3320 |
| 3/8-16 | 0.3750 | 5/16″ | 0.3125 | W | 0,3860 | Х | 0.3970 |
| 1/2-13 | 0.5000 | 27/64″ | 0.4219 | 33/64″ | 0.5156 | 17/32″ | 0.5312 |
Теперь вы знаете, как правильно выбрать биту для каждого винта, пришло время сделать пилотное отверстие. Он служит ориентиром для того, куда должен двигаться винт, сводя к минимуму поломки и сколы. Вот несколько шагов, которые нужно выполнить:
- Карандашом или ручкой отметьте место, куда вы хотите вставить винт. Этот шаг необязателен, но сэкономит вам много времени.
- Удерживайте деревянные детали на месте. Вы можете использовать зажим, чтобы закрепить его. Для металла не прилагайте слишком много усилий, чтобы избежать изгиба. Однако не беспокойтесь об этом шаге, если вы сверлите устойчивую поверхность.
- Выберите правильный размер и выровняйте его по вертикали в отмеченном месте. Выравнивание гарантирует, что отверстие, которое вы собираетесь просверлить, будет прямым.
- Если вы сверлите только часть поверхности, убедитесь, что вы не превышаете размеры. Остановитесь, как только сверло выйдет с другой стороны, если вы просверливаете поверхность.
- Медленно потяните сверло. Будьте осторожны, не применяйте слишком много силы, так как это может повредить только что созданное отверстие.
- Очистите или протрите весь мусор.
Ниже приведены некоторые часто задаваемые вопросы о таблице размеров сверл и метчиков, чтобы вы могли найти правильное название, номер и длину для справки. Это ничем не отличается от того, если бы вы искали стальные калибры или винты с индивидуальными номерами.
Это ничем не отличается от того, если бы вы искали стальные калибры или винты с индивидуальными номерами.
Какой размер сверла 1/4?
Сверло 1/4 имеет диаметр 7 мм или 0,2756 м в метрических единицах.
Каковы стандартные размеры сверл?
Стандартные размеры сверл: 1/4 дюйма, 3/8 дюйма и 1/2 дюйма для домашнего использования. Также доступны 5/8 дюйма и 3/4 дюйма, но обычно они предназначены для промышленных и тяжелых дрелей.
Сверло какого размера вы используете для метчика 10 24?
Используйте сверло № 25. Его дробный эквивалент равен 5/32 дюйма, а десятичный эквивалент — 0,1495 дюйма.
Каков диаметр метчика 10 32?
Диаметр 0,19 дюйма или 4,826 мм.
Ниже приведены шаги, которые нужно предпринять, чтобы найти подходящий винт для определенного размера.
Как узнать, какое сверло использовать для размера шурупа
- Возьмите сверло и шуруп одинакового размера.
- Убедитесь, что ширина сверла аналогична ширине винта, за исключением резьбы.
- Если винт с резьбой имеет тот же размер, что и бита, скорее всего, у вас будет отверстие большего размера, чем вам нужно .
Эммануэль Админ • 16 июля 2021 г. Опубликовано в Графики
Наиболее распространенным способом изготовления внутренней внутренней резьбы является просверливание отверстия меньшего диаметра, чем основной диаметр, а затем использование метчика для изготовления резьбы. Это обычно называют нарезным сверлом по размеру резьбы, которую необходимо произвести. Хороший способ решить, какой диаметр сверла выбрать, — это использовать справочную таблицу сверла для метчиков, как в примерах ниже. NC — Национальная крупная резьба, NF — Национальная мелкая резьба
Хороший способ решить, какой диаметр сверла выбрать, — это использовать справочную таблицу сверла для метчиков, как в примерах ниже. NC — Национальная крупная резьба, NF — Национальная мелкая резьба
| размер винта или болта/связь, котор нужно выстучать | Размер сверла | (Ближайшая дробная часть:) | Десятичные дюймы |
| 0-80 НФ | 3/64″ | 3/64″ | .0469 |
| 1-64 НЗ | #53 | – | .0595 |
| 1-72 НФ | #53 | 1/16″ | .0595 |
| 2-56 НЗ | #50 | – | .0700 |
| 2-64 НФ | #50 | – | .0700 |
| 3-48 НЗ | #47 | 5/64″ | .0785 |
| 3-56 НФ | #45 | – | . 0820 0820 |
| 4-36 НР | #44 | – | .0860 |
| 4-40 НЗ | #43 | 3/32 дюйма | .0890 |
| 4-48 НФ | #42 | 3/32 дюйма | .0935 |
| 3–0,60 мм | 2,5 мм | – | .0984 |
| 1/8-40 НР | #38 | – | .1015 |
| 5-40 НЗ | #38 | – | .1015 |
| 5-44 НФ | #37 | – | .1040 |
| 6-32 НЗ | #35 | 7/64″ | .1100 |
| 6-36 НР | #34 | – | .1110 |
| 6-40 НФ | #33 | – | .1130 |
| 6-48 НР | #31 | – | .1200 |
| 4–0,70 мм | 3,4 мм | – | .1338 |
| 4–0,75 мм | 3,4 мм | – | . 1338 1338 |
| 8-32 НЗ | #29 | – | .1360 |
| 8-36 НФ | #29 | 9/64″ | .1360 |
| 8-40 НР | #28 | – | .1405 |
| 3/16-24 НР | #26 | – | .1470 |
| 10-24 НЗ | #25 | 5/32″ | .1495 |
| 3/16-32 НР | #22 | – | .1570 |
| 10-32 НФ | #21 | 5/32″ | .1590 |
| 5–0,90 мм | 4,2 мм | – | .1653 |
| 5–0,80 мм | 4,3 мм | – | .1693 |
| 12-24 НЗ | #16 | 11/64″ | .1770 |
| 12-28 НФ | #14 | 3/16″ | .1820 |
| 12-32 NEF | #13 | – | .1850 |
| 14-20 НР | #10 | – | . 1935 1935 |
| 1/4-20 НЗ | #7 | 13/64″ | .2010 |
| 14-24 НР | #7 | – | .2010 |
| 6–1,00 мм | 5,2 мм | – | .2047 |
| 1/4-24 НР | #4 | – | .2090 |
| 1/4-28 НФ | #3 | 7/32″ | .2130 |
| 1/4-32 NEF | 7/32″ | 7/32″ | .2188 |
| 1/4-40 НР | #1 | – | .2280 |
| 7–1,00 мм | 6,1 мм | 15/64″ | .2401 |
| 5/16-18 НЗ | литр F | 17/64″ | .2570 |
| 8–1,25 мм | 6,9 мм | 17/64″ | .2716 |
| 5/16-24 НФ | лтр.I | – | .2720 |
| 8–1,00 мм | 7,1 мм | – | . 2795 2795 |
| 5/16-32 NEF | 9/32″ | 9/32″ | .2812 |
| 9–1,25 мм | 7,9 мм | – | .3110 |
| 3/8-16 НЗ | 5/16″ | 5/16″ | .3125 |
| 9–1,00 мм | 8,1 мм | – | .3189 |
| 9 мм-0,75 мм | 8,3 мм | – | .3268 |
| 3/8-24 НФ | Литр Q | 21/64″ | .3320 |
| 10–1,50 мм | 8,7 мм | – | .3425 |
| 10–1,25 мм | 8,9 мм | 11/32″ | .3503 |
| 10–1,00 мм* | 9,1 мм | – | .3583 |
| 7/16-14 НЗ | лтр.U | 23/64″ | .3680 |
| 11–1,50 мм | 9,7 мм | – | .3818 |
| 7/16-20 НФ | 25/64 дюйма | 25/64″ | . 3906 3906 |
| 12–1,75 мм | 10,5 мм | – | .4133 |
| 12–1,50 мм | 10,7 мм | 27/64″ | .4212 |
| 1/2-13 НЗ | 27/64″ | 27/64″ | .4219 |
| 12–1,25 мм* | 10,9 мм | 27/64″ | .4291 |
| 1/2-20 НФ | 29/64″ | 29/64″ | .4531 |
| 1/2-24 НР | 29/64″ | 29/64″ | .4531 |
| 14–2,00 мм | 12,2 мм | – | .4803 |
| 9/16-12 НЗ | 31/64″ | 31/64″ | .4844 |
| 14–1,50 мм | 12,7 мм | – | .4999 |
| 14–1,25 мм* | 12,8 мм | – | .5039 |
| 9/16-18 NF | 33/64″ | 33/64″ | .5156 |
| 5/8-11 НЗ | 17/32″ | 17/32″ | . 5312 5312 |
| 16–2,00 мм | 14,2 мм | 35/64″ | .5590 |
| 5/8-18 НФ | 37/64″ | 37/64″ | .5781 |
| 16–1,50 мм | 14,7 мм | – | .5787 |
| 16/11-11 НР | 19/32″ | 19/32″ | .5938 |
| 18–2,50 мм | 15,8 мм | 39/64″ | .6220 |
| 11/16-16 НР | 5/8″ | 5/8″ | .6250 |
| 3/4-10 НЗ | 21/32″ | 21/32″ | .6562 |
| 18–1,50 мм* | 16,8 мм | – | .6614 |
| 3/4-16 НФ | 11/16″ | 11/16″ | .6875 |
| 20–2,50 мм | 17,8 мм | 11/16″ | .7008 |
| 7/8-9 НЗ | 49/64″ | 49/64″ | .7656 |
| 7/8-14 НФ | 13/16″ | 13/16″ | . 8125 8125 |
| 22–1,50 мм | 20,9 мм | – | .8228 |
| 7/8-18 НР* | 53/64″ | 53/64″ | .8281 |
| 24–3,00 мм | 21,4 мм | 53/64″ | .8425 |
| 1,8 НЗ | 7/8″ | 7/8″ | .8750 |
| 24–2,00 мм | 22,3 мм | – | .8779 |
| 1.12 НФ | 59/64″ | 59/64″ | .9219 |
| 1-14 НР | 15/16″ | 15/16″ | .9375 |
| 1 1/8-7 НЗ | 63/64″ | 63/64 дюйма | .9844 |
| 1 1/8-12 НФ | 1 3/64″ | 1 3/64″ | 1.0469 |
| 1 1/4-7 НЗ | 1 7/64″ | 1 7/64″ | 1.1094 |
| 1 1/4-12 НФ | 1 11/64″ | 1 11/64″ | 1.1719 |
| 1 3/8-6 НЗ | 1 7/32 дюйма | 1 7/32 дюйма | 1,2188 |
| 1 3/8-12 НФ | 1 19/64″ | 1 19/64″ | 1,2969 |
| 1 1/2-6 НЗ | 1 11/32″ | 1 11/32″ | 1. 3438 3438 |
| 1 1/2″-12 НФ | 1 27/64″ | 1 27/64″ | 1.4219 |
Для метчика 3/8 дюйма сверло должно иметь диаметр 37/64 дюйма и длину обычно 6 дюймов. Метчик 3/8 дюйма можно использовать для многих проектов «сделай сам» в зависимости от того, какой материал вы используете. Метчик 3/8 дюйма идеально подходит для работы с различными типами труб и металла, а также используется для повторной нарезки застрявшей или поврежденной резьбы. трубы из углеродистой стали.
Другие распространенные размеры сверлМетчик 3/8″ имеет различный шаг резьбы. Метчик 3/8″-16 имеет 16 витков на дюйм, а метчик 3/8″-24 имеет 24 витка на дюйма. Несмотря на то, что оба имеют диаметр 3/8 дюйма, разница в шаге резьбы требует разных размеров сверл для каждого метчика.
Влияет ли материал на размер сверла? Выбор неправильного размера отверстия и сверла перед нарезанием резьбы для болта может испортить материалы и даже весь проект. Тип используемых материалов влияет не только на размер сверла, но и на глубину отверстия, шаг резьбы и глубину резьбы, используемую для метчика 3/8 дюйма. используйте подручные материалы, чтобы протестировать варианты и найти то, что работает лучше всего.0003
Тип используемых материалов влияет не только на размер сверла, но и на глубину отверстия, шаг резьбы и глубину резьбы, используемую для метчика 3/8 дюйма. используйте подручные материалы, чтобы протестировать варианты и найти то, что работает лучше всего.0003
По возможности рекомендуется использовать сверлильный станок для большей точности. Перфораторы отлично подходят для сверления бетонных материалов, а электрические дрели хорошо работают с деревом. При использовании ручной дрели сохраняйте жесткую стойку и начинайте с меньшей насадки, поскольку малейшие движения могут сделать отверстие слишком большим в некоторых материалах или сломать сверло.
Ссылки по теме:
- Метчиковые сверла
- Сверла
Связанные посты и информация
Почтовые теги:
Пока без коментариев
Пожалуйста, войдите, чтобы оставить комментарий.
