Кабель для сварочного аппарата – Кабельный завод МПКА
Сварочный кабель используется для соединений при дуговой сварке с использованием полуавтоматических или автоматических сварочных аппаратов. В этой статье мы раскроем классификацию сварочных кабелей, как выбрать сварочный кабель, на что обращать внимание при выборе, какой должна быть жила сварочного кабеля, сечение сварочного кабеля, требования к гибкости кабеля и можна ли удлинять сварочный кабель на инверторе, поговорим про потерю тока. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать заданые нагрузки.
Часто встречаются ситуации, когда необходимо заменить старый сварочный кабель на новый, либо вместе с инвертором шел слишком короткий или некачественный сварочный кабель, когда бывают случаи, что в комплекте часто идут омедненные кабели или с низким содержанием меди 60-70%. Тогда встает вопрос выбора марки кабеля для сварочного аппарата.
Тогда встает вопрос выбора марки кабеля для сварочного аппарата.
Рекомендуемая длина кабеля по учебнику не должна превышать 40 м. Несмотря на это, есть примеры использования кабеля 16мм 2 х50м на трансформаторе на 400А и никаких потерь, перебоев с поджигом и проблем с горением дуги при этом не наблюдается.
Итак перейдем к основному, поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность.
- КГ;
- КОГ;
- КГН;
- КГ-ХЛ;
- КГТ;
1.) Кабель КГ: (расшифровуется как «кабель гибкий») — это самый распространенный тип кабеля. Идеально подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
2.) Кабель КОГ: (расшифровуется как «кабель особо гибкий»). В отличие от КГ кабеля, здесь используется более тонкий диаметр жил, поэтому кабель получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под неудобным углом.
3.) Кабель КГН: (расшифровуется как «кабель гибкий негорючий») — такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого материала, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
4.) Кабель КГ-ХЛ: (расшифровуется как «кабель гибкий хладостойкий») — маркировка этого кабеля содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав изоляции добавлен специальный каучук. Это позволяет сохранять гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях холодной погоды и сильных морозов. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
Для этого в состав изоляции добавлен специальный каучук. Это позволяет сохранять гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях холодной погоды и сильных морозов. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
5.) Кабель КГТ: (расшифровуется как «кабель гибкий тропический») — даный тип кабеля выдерживает температуру воздуха до +85 градусов, что является оптимальным решением для эксплуатации в жаркой среде. Изоляция активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
И теперь акцентируя внимание на двух основных сварочных кабелях в выборе которые наиболее пользуются спросом и надежностью, (если без дополнительной специфики), то это КГ и КОГ.
Разница между сварочным кабелем КГ и КОГ. Визуально конструкция сварочного одножильного кабеля КГ и КОГ похожа и разницы между ними казалось бы нет:
Кабель КГ и КОГ конструкция:
— Многопроволочная медная жила, т. е. состоящая из отдельных проволочек.
е. состоящая из отдельных проволочек.
— Синтетическая плёнка по жиле (визуально похоже на полиэтилен, целлофан).
— Резиновая изоляция
— Резиновая оболочка
— В кабеле КОГ возможно наложение общей изоляционно-защитной оболочки с большей толщиной (не менее 2-3 мм)
Тем не менее отличия между сварочными кабелями КГ и КОГ есть и весьма существенны, и это класс гибкости:
Сварочный кабель КГ имеет 5-ый класс гибкости, а КОГ – 6-ой. Что это значит?
Это значит, что диаметр проволочек 6-го класса тоньше 5-го класса. Например, у КГ 1х16 диаметр проволочек жилы составляет 0,41 мм, а у КОГ 1х16 – 0,21мм, поэтому КОГ 1х16 гибче и мягче. В связи с этим у КОГ минимальный радиус изгиба меньше, это значит, что его можно больше согнуть под нужным вам углом. Кабель КОГ более гибкий по сравнению с кабелем КГ.
Вес кабеля:
Вес 1 м кабеля КОГ 1х16 составляет 240 г, вес КГ 1х16 – 310 г.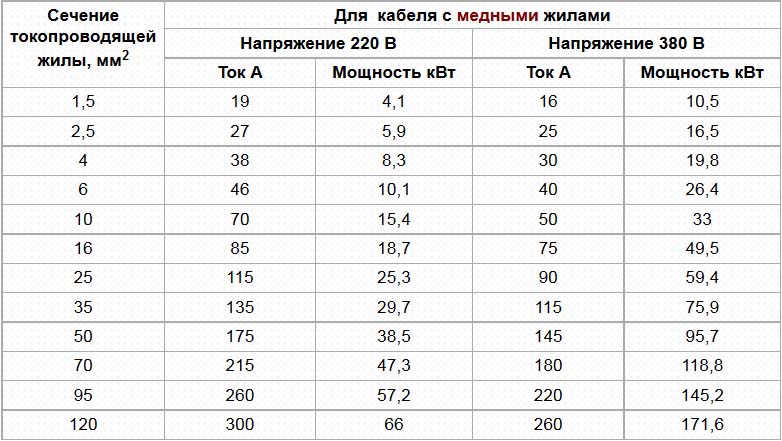 Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Разные параметры напряжения:
Кабель КГ рассчитан до 660 В при напряжении переменного тока (до 400 Гц) вольт, а КОГ — до 220 вольт и 50 Гц.
Теперь после ознакомления характеристик, перейдем к практическому подходу при выборе сварочного кабеля.
Сечение кабеля должно быть подобрано исходя из параметров максимального тока сварочного аппарата.
Необходимо соблюдать «золотое» правило – чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель – это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой.
| Сила тока, Ампер | Сечение кабеля, мм² |
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120 или 11х95 |
| 600 | 1х185 и выше |
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2. Трансформаторы, способные «выдавать» 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Трансформаторы, способные «выдавать» 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
ВАЖНО!
Неправильно подобранное сечение кабеля ведет к перегреву кабеля.
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля.
Если Вы варите «двойкой» (2мм толщина электрода) на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод «тройку» (3мм толщина электрода). Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Обращайте внимание на изоляцию кабеля, она должна быть достаточной толщины. Например, для кабеля КГ 1х16 толщина изоляции составляет не менее 1,1-1,2 мм с учетом допускаемых отклонений. Изоляции чаще всего выполнена из резины, в руках кабель должен легко гнуться.
ВАЖНО! Еще один из нюансов это потеря тока в сварочных проводах если вы решили удлинить кабель. Итак какой длины можно использовать удлинитель для подключения сварочного аппарата. Формула расчета для сварочных проводов.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1,5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Теперь резюмируя все вышеупомянутое подведем итоги:
— Чем больше удлинитель – тем больше потери.
— Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
— Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель? Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобранным сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Хотите знать больше, быть в курсе всех событий, знать о новинках в ассортименте кабельной продукции МПКА, и получать информацию об уникальности и особенностях той или иной кабельной продукции?
Обязательно подпишитесь на наши страницы в соцсети:
Facebook Instagram
основные требования, виды, марки и сечение кабеля
Самым лучшим способом соединить детали является сварка.
При данном процессе возникает сварочная дуга, при которой происходит оплавление металлических деталей. По этой причине данный тип сварки называется дуговой.
 При данном процессе возникает сварочная дуга, при которой происходит оплавление металлических деталей. По этой причине данный тип сварки называется дуговой.
При данном процессе возникает сварочная дуга, при которой происходит оплавление металлических деталей. По этой причине данный тип сварки называется дуговой.Сварка является специфическим процессом, при котором необходимо знать такие особенности, как сила тока, тип используемых электродов, полярность, а также какой тип проводника необходим.
Акцент делается именно на последнем аспекте, так как именно при помощи провода к прибору подключаются зажим массы и электрический держатель, ну и естественно подключение питания сварочной дуги.
В данной статье речь пойдёт о том, какого сечения бывают провода, и на какой их марке лучше остановить свой выбор.
Каким должен быть провод для сварки
Существует ряд особенностей, которые необходимо учитывать, выбирая провод для подключения к прибору зажима массы и держателя для электродов:
- В зависимости от типа агрегата, сила тока может варьироваться в пределах от 10 до 500А. Следует помнить, что максимальная сила тока бытового инверторного аппарата составляет 200А с допустимой погрешностью в 50А, как в сторону увеличения, так и в сторону уменьшения. Тогда как сила тока промышленных приборов может достигать 400А.
- Во время работы сварщику приходится сталкиваться со всевозможными задачами, начиная от самой простой и элементарной сварки, и заканчивая соединением очень сложных деталей в недоступных местах.
 Тогда как сила тока промышленных приборов может достигать 400А.
Тогда как сила тока промышленных приборов может достигать 400А.- Сварочные работы приходится выполнять в самых разнообразных местах и в любое время года, как зимой на холоде, так и в жарких помещениях.
- Провода обязаны быть скручены во время перевозки аппарата.
Поэтому существуют требования, предъявляемые к проводу для сварки.
- Чтобы работа с электродами и горелкой полуавтоматического сварочного аппарата не вызывала дискомфорта, силовой провод должен хорошо гнуться.
- Проводник аппарата должен быть ударопрочным, разрывостойким, устойчивым к воздействию агрессивного воздействия и с толстой изоляцией.
- Проводник должен обладать морозостойкими свойствами, чтобы с лёгкостью можно было работать в условиях холода.
- Также существуют определённые требования для сечения проводов, подключающих массу и электрические держатели. Так как сварочные работы осуществляются высоким током, но напряжение должно быть при этом низким, для сведения к минимуму падение напряжения или его полную потерю, провод должен быть толстым.
- Провод должен быть устойчив к изгибам, чтобы в процессе транспортировки он не повредился от постоянных сматываний и разматываний.

Какой марки проводник лучше
Для сварочного аппарата наиболее часто отлают предпочтение проводнику марки КГ, представляющему собой кабель с одной многопроволочной жилой с изоляцией из резины, и обладающим хорошими свойствами гибкости.
Не меньшей популярностью пользуется также и проводник марки КОГ, основным качеством которого является повышенная гибкость.
 Ещё одним наиболее используемым в проведении работ по сварке является провод марки КС.
Ещё одним наиболее используемым в проведении работ по сварке является провод марки КС.Также можно заметить, что в маркировке того или иного вида присутствует определённая буква:
- Наличие буквы Т подразумевает, что данный вид можно использовать во время сварочных работ при температуре окружающей среды до +50°C.
- Проводник с маркировкой ХЛ или КХ является устойчивым к морозу и позволяет проводить сварку при очень сильном морозе (вплоть до -60°C).
Наличие в маркировке буквы П свидетельствует о том, что в обмотке его жил использованы полимерные материалы.
Также в маркировке проводов для сварочного аппарата можно увидеть цифры, которые являются информацией о сечении и количестве жил в нём. Например, одножильный с сечением 16 мм будет стоять маркировка КГ 1х16.
Например, одножильный с сечением 16 мм будет стоять маркировка КГ 1х16.
Длина и сечение — как выбрать
Чтобы определить, какое сечение требуется для сварочного аппарата, необходимо знать ток. Рассмотрим примерные расчёты.
При токе в диапазоне от 80 до 100А потребуется одножильный с поперечным сечением 6 мм. Для сварочных работ при силе тока в 120 ампер используют, как правило, проводник с одной жилой и поперечным сечением 10 мм.
При силе тока в 189А площадь сечения будет составлять 16 мм, для 240А — 25 мм. Для проведения сварочных работ при более высокой силы тока площадь поперечного сечения также будет большой.
Так, например, при 289А понадобится кабель сечением 35 мм, при 362А — 50 мм. Для силы тока, составляющей 437 и 522А будет использоваться кабель сечением 70 и 95 мм соответственно.
Среди многих специалистов вопрос длины кабеля вызывает много споров. Увеличивая длину кабеля и оставляя то же самое его сечение, сопротивление и магнитные свойства его увеличиваются.
Следовательно, слишком короткий кабель повлечёт за собой трудности в работе, так как сварщику постоянно придётся перемещать аппарат.
И наоборот, слишком длинный кабель при проведении работ рядом со сварочным аппаратом не потребует постоянного сматывания.
Если необходимости сварки больших объёмов не возникает, самым подходящим вариантом будет использовать аппарат с максимальной длиной кабеля 10 м.
В такой ситуации сварочный аппарат к сети подключить можно при помощи обычного удлинителя. К тому же сейчас повсеместно используются бытовые инверторные сварочные аппараты.
Благодаря своей лёгкости и малогабаритности, они не вызывают проблем при переноске с места на место.
Но если всё же возникает необходимость удлинить провод, лучше использовать для этой цели специальные гильзы.
Подключение аппарата к питанию
Для подключения сварочного аппарата к сети электропитания также требуется кабель.
Неважно, используется ли трансформаторный или инверторный аппарат используется для сварки, несмотря на небольшой ток питания, ток сварки в значительной степени его превышает.
В зависимости от мощности аппарата, ток сварки варьируется в диапазоне от 30 до 50А.
Поэтому в очень толстом кабеле нет такой большой необходимости. Длина кабеля рассчитывается из учёта расстояния от розетки до места нахождения аппарата.
Так, для инверторного сварочного аппарата с одной фазой и напряжением 220В, а также для трансформаторного аппарата с двумя фазами и напряжением 380В целесообразнее использовать кабель с сечением не менее 2,5 — 4 мм².
При отсутствии заземления на месте проведения сварочных работ, используется кабель с двумя жилами, а при наличии заземления — кабель с тремя жилами.
При использовании переноски длиной не более 20 метров можно использовать кабель сечением 2,5 мм², что сделает работу более удобной.
Но для более оптимальной работы при использовании переноски длиной до 60м лучше всего использовать кабель сечением не менее 4 мм².
При использовании более длинного кабеля, лучше использовать удлинитель со специальной катушкой, что позволит сохранить его целостность.
Но стоит иметь в виду, что катушка не обеспечит кабелю должного охлаждения, поэтому лучше выбирать кабель с большим сечением.
Для промышленных сварочников используются 4-х жильные алюминиевые с сечением 16 мм² и медные с сечением 6 мм² кабеля. Также важность проверить правильность подключения.
Также важность проверить правильность подключения.
Правила использования
В завершение скажем несколько слов о правилах использования сварочного кабеля.
- Провода к аппарату подключаются паянными наконечниками.
- Провода должны соединяться при помощи гильз, но ни в коем случае не скруткой.
- В инверторных аппаратах применяются байонетные разъёмы, позволяющие поменять токовую полярность.
- Дабы избежать трудностей в работе, провода для сварочного аппарата не должны быть длинными, а сечение не должно быть большим.
- Запрещено тянуть аппарат за кабель.
- Нельзя превышать номинальную силу тока.
- Если предполагаются постоянные перемещения по участку сварки, используйте удлинитель с катушкой.
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен нужный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной жилы должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло.
Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Несколько кабелей должны быть немного разведены в стороны.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. Рисунок 1. перечислены размеры AWG. Размер манометра (или манометра), превышающий единицу, равен нулю, также выражается как 1/0 (произносится как «один ауток»), два нуля, выражается как 2/0 (произносится как «два аута»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего сечения кабеля для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам требуется общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые должны быть подключены параллельно или вместе, чтобы разделить текущую нагрузку.
Рис. 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снижать способность проводить ток и создавать точки перегрева (см. примеры на рис. 6). Все изношенные, изношенные и поврежденные секции должны быть немедленно отремонтированы для правильной работы и минимизации любых потенциальных угроз безопасности.
Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снижать способность проводить ток и создавать точки перегрева (см. примеры на рис. 6). Все изношенные, изношенные и поврежденные секции должны быть немедленно отремонтированы для правильной работы и минимизации любых потенциальных угроз безопасности.
Какой размер провода для сварочного аппарата на 50 ампер?
Galvin Power поддерживается считывателем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию бесплатно для вас. Узнать больше
Написано Эдвином Джонсом / Факт проверен Эндрю Райтом
При выяснении размера провода для сварочного аппарата на 50 ампер лучше всего придерживаться рекомендаций строительных норм и правил. Стандартной практикой является использование проводов 6 калибра на сварочных аппаратах с силой тока от 40 до 50 ампер. Я использую этот размер провода для сварочного аппарата на 50 ампер вместе с автоматическим выключателем на 50 ампер для большинства инструментов, которые я подключаю.
Стандартной практикой является использование проводов 6 калибра на сварочных аппаратах с силой тока от 40 до 50 ампер. Я использую этот размер провода для сварочного аппарата на 50 ампер вместе с автоматическим выключателем на 50 ампер для большинства инструментов, которые я подключаю.
Хотите знать, почему это требование к размеру провода сварочного штекера на 50 ампер? Я подробно рассказал об этом ниже.
Содержание
- Размеры проводов и сила тока всегда напрямую связаны между собой
- Всегда проверяйте и следуйте инструкциям по подключению используемого сварочного аппарата
- Почти всегда есть другие факторы, которые необходимо учитывать
- Заключение
- Я подключил сварочный аппарат на 5 ампер с помощью прерывателя на 50 ампер и провода 10 калибра. Я смог использовать кабель меньшего размера из-за ограничений рабочего цикла. По сути, я связываю это в основном с тем, что сварщики используются не постоянно, а периодически. Вы даете им возможность остыть, и каждый раз, когда вы это делаете, проволока тоже делает это.
- Некоторые бренды, такие как Hobart, в моем случае, даже указывают рекомендуемый размер кабеля как кабель 12-го или 14-го калибра для своих инструментов, рассчитанных на ток до 130 ампер. Это явно ниже средних строительных норм, но они все же работают, несмотря на кажущиеся странными рекомендации.
77 Размеры проводов и сила тока всегда напрямую связаны
Поскольку мы фокусируемся только на этих двух факторах (а не на других, таких как электрическое сопротивление, расстояние и диаметр провода), и знаем, что размер или калибр провода всегда обратно пропорционален силе тока любого инструмента.
Например, для бытового прибора на 15 ампер потребуется провод только 14-го калибра, а для более мощного электроинструмента на 70 ампер потребуется провод 4-го калибра. Выключатель на 50 ампер довольно высок для большинства оборудования; таким образом, он подпадает под более крупную проводку 6-го калибра, диаметр которой составляет около 3,6 мм.
Эти цифры распечатаны в виде строительных норм или схем, которые электрики используют в качестве справочного материала при принятии решения. Конечно, это только ответ на точный вопрос: «Какой калибр провода для сварочного аппарата на 50 ампер?» без учета других факторов.
Тем не менее, следует ли всегда использовать провод 6-го калибра при подключении сварочного аппарата на 50 ампер 220 В? Ну, короткий ответ – нет. Попробуйте спросить 5 разных электриков, какой размер провода цепи на 50 ампер использовать для этого конкретного ответа, и я более чем готов поспорить, что вы получите разные ответы. Читайте дальше, чтобы узнать, почему.
Всегда проверяйте и следуйте инструкциям по подключению сварочного аппарата, который вы используете
Я не могу подчеркнуть это больше, потому что, в конечном счете, производитель сварочного аппарата знает это лучше всего. Я, конечно, несколько раз отступал от указанного правила и вместо этого следовал инструкциям в руководстве. Сварщики по-прежнему работали как часы.
Ниже я собрал некоторые сценарии, с которыми я столкнулся при подключении 50-амперной цепи сварочного аппарата, что подчеркивает необходимость делать исключения время от времени.
 Это явно ниже средних строительных норм, но они все же работают, несмотря на кажущиеся странными рекомендации.
Это явно ниже средних строительных норм, но они все же работают, несмотря на кажущиеся странными рекомендации.Один совет, который я могу дать, если вы не уверены, — ошибаться в сторону большего размера. Переход на провод большего размера имеет недостаток, заключающийся в том, что в конечном итоге приходится иметь дело с более толстыми и, следовательно, более тяжелыми цепями. Однако вы будете уверены, что, включив сварочный аппарат, вы не получите более короткий конец палки и вместо этого столкнетесь с опасностью возгорания.
Почти всегда есть другие факторы, которые необходимо учитывать
Этот вопрос, по общему признанию, едва касается того, как проходит большинство проектов электромонтажа для сварщиков. Вы не можете игнорировать другие важные факторы, такие как общая длина провода и, конечно же, какой автоматический выключатель использовать.
Я также был бы удивлен, если бы вам вообще не пришлось учитывать падение напряжения из-за сопротивления. Если вы это сделаете, вам, возможно, придется решить, будете ли вы покупать удлинители только для того, чтобы соблюдать необходимое расстояние.
Если вы это сделаете, вам, возможно, придется решить, будете ли вы покупать удлинители только для того, чтобы соблюдать необходимое расстояние.
Также имейте в виду, что чем длиннее шнур, тем больше требуется провод большего сечения. Вы делаете это, чтобы противодействовать возможной потере напряжения из-за нагрева и сопротивления. Помните: как только вы увеличиваете размер провода, вы также существенно увеличиваете его силу тока.
Если вы еще новичок или вам нужно освежить в памяти основы калибров проволоки, то я рекомендую вам потратить время на просмотр этого видео:
Заключение
Для многих сварочных аппаратов на 50 ампер вам не понадобится слишком сильно отходить от того, что рекомендуют строительные нормы и правила.