Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона . Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.


Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
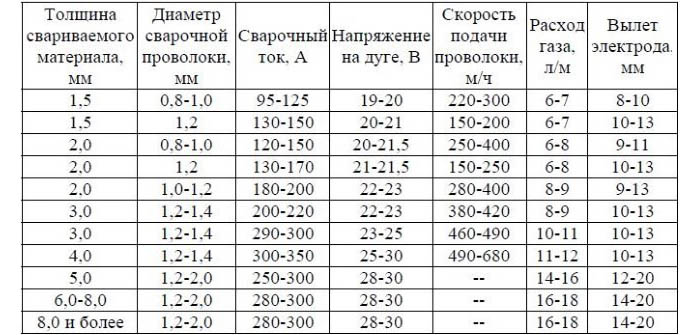
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
 Газ поступает все время: как при активной, так и потухшей электрической дуге.
Газ поступает все время: как при активной, так и потухшей электрической дуге.Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать “прихватку”, делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки – на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи – простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
 Газовый флюс улетучивается сразу после прекращения подачи смеси.
Газовый флюс улетучивается сразу после прекращения подачи смеси.Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345Всего оценок: 94, Средняя: 2
Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом.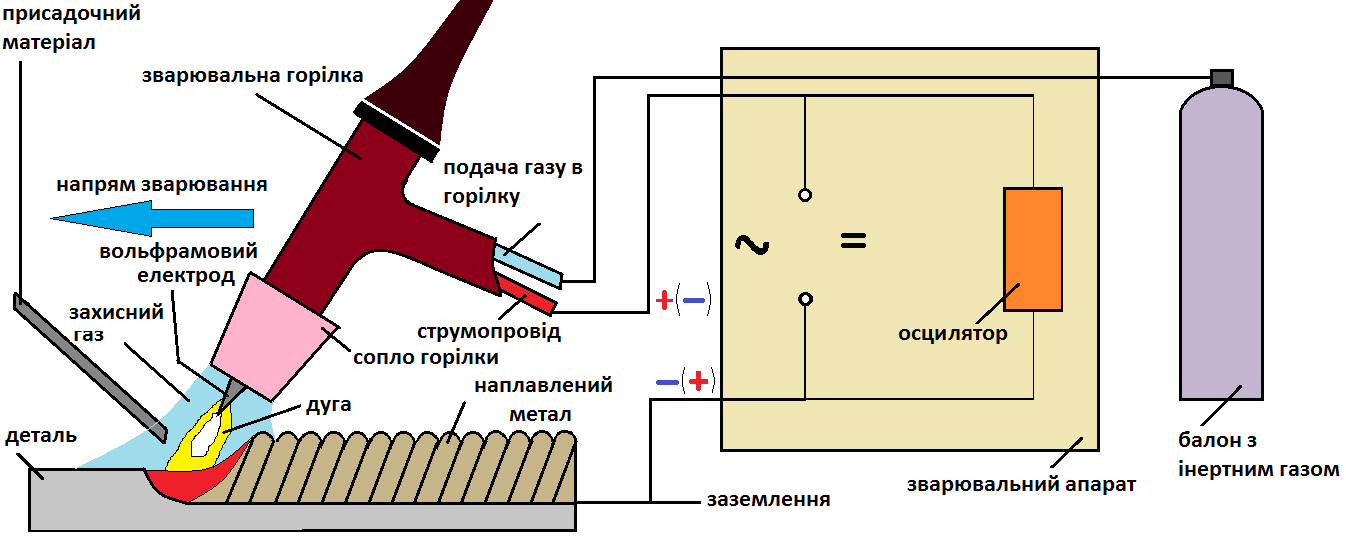 Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
СОДЕРЖАНИЕ
- Какой газ нужен для сварки полуавтоматом
- Сварочная смесь для полуавтомата
- Технология выполнения работ
- Особенности сваривания под газом
- Основные преимущества сварки полуавтоматом с газом
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке.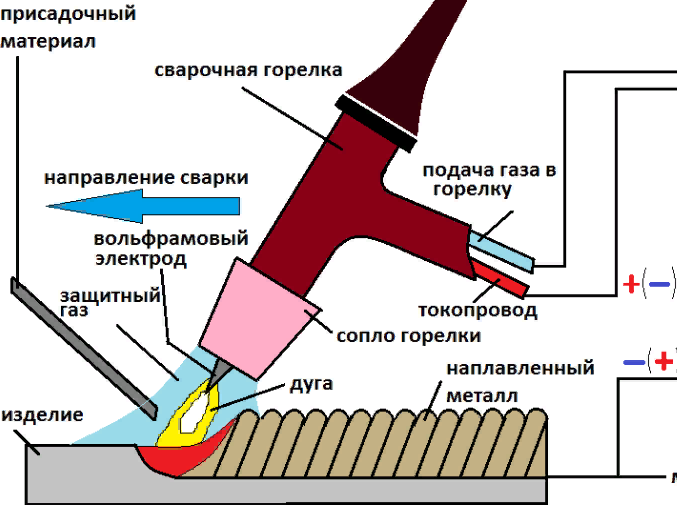 При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать “прихватку”, делать стыки герметичными, делать сопряжения встык или внахлест.
При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать “прихватку”, делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки – на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи – простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.

Какой газ используется для сварки полуавтоматом
Оцените, пожалуйста, статью
12345Всего оценок: 94, Средняя: 2
MIG Welding Shielding Gas Basics
Обновлено: Опубликовано:
Защитный газ может играть важную роль в улучшении или ухудшении характеристик сварки. Сварка
СваркаMIG (GMAW) с защитным газом и сплошным проволочным электродом обеспечивает чистый шов без шлака. Это происходит без необходимости остановки сварки для замены электрода, как при сварке электродом. Повышение производительности и снижение затрат на очистку — это лишь два из возможных преимуществ этого процесса.
Для достижения этих результатов в вашем конкретном случае полезно понимать роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере. Реакция этих элементов со сварочной ванной может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей провара, стабильности дуги, механических свойств готового шва, используемого процесса переноса и т.д.
Выбор расходных материалов для горелок MIG, обеспечивающих постоянную и плавную подачу защитного газа, также важен для успешного выполнения сварных швов MIG.
Выбор подходящего защитного газа
Многие виды сварки MIG требуют различных вариантов защитного газа. Вам необходимо оценить свои цели сварки и ваши сварочные приложения, чтобы выбрать правильный для вашего конкретного применения. При выборе учитывайте следующее:
Пористость, видимая на лицевой и внутренней частисварного шва, может быть вызвана неадекватным защитным газом и может значительно ослабить
сварной шов.
- Стоимость газа
- Свойства готового шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши цели производительности.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, углекислый газ и кислород. Каждый из них имеет уникальные преимущества и недостатки в каждом заданном приложении.
Двуокись углерода (CO2)
Наиболее распространенным реактивным газом, используемым при сварке MIG, является двуокись углерода (CO2). Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Это единственный газ, который можно использовать в чистом виде без добавления инертного газа. CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проникновение в сварной шов, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и больше разбрызгивания, чем при смешивании с другими газами. Он также ограничен только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварки, внешнему виду и уменьшению количества очистки после сварки, наилучшим вариантом может быть смесь из 75–95 % аргона и 5–25 % CO2. Он обеспечит более желательное сочетание стабильности дуги, контроля над сварочной ванной и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательный внешний вид сварных швов. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых сварных швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам нужно использовать 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в пропорции не более девяти процентов для улучшения текучести сварочной ванны, проплавления и стабильности дуги при сварке низкоуглеродистой, низколегированной и нержавеющей стали. Однако он вызывает окисление металла сварного шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, а также с нержавеющими сталями. Поскольку гелий обеспечивает широкий и глубокий профиль проникновения, он хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит проникновение, профиль буртика и скорость перемещения. Гелий создает «более горячую» дугу, что обеспечивает более высокую скорость движения и более высокую производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Гелий создает «более горячую» дугу, что обеспечивает более высокую скорость движения и более высокую производительность. Однако он дороже и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать значение увеличения производительности по сравнению с увеличением стоимости газа. Для нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
при покрытии защитным газом. На фото слева видно хорошее покрытие, тогда как покрытие на фото справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору правильного защитного газа будут напрасными, если ваше оборудование не подает газ к сварке. Расходные детали горелки MIG (рассеиватель, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана расходная система, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.

Если вы выберете слишком узкое сопло или если диффузор забьется, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа. Точно так же плохо спроектированный диффузор может неправильно направлять защитный газ, что приводит к турбулентному и несбалансированному потоку газа. Оба сценария могут привести к попаданию воздуха в защитный газ и привести к чрезмерному разбрызгиванию, пористости и загрязнению сварного шва.
При выборе расходных материалов для горелок MIG выбирайте такие, которые препятствуют накоплению брызг и имеют достаточно широкое отверстие сопла для надлежащего покрытия защитным газом. Некоторые компании предлагают форсунки со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа. Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор правильного защитного газа для вашего конкретного применения потребует тщательного анализа типа сварки, которую вы выполняете, а также ваших операционных приоритетов.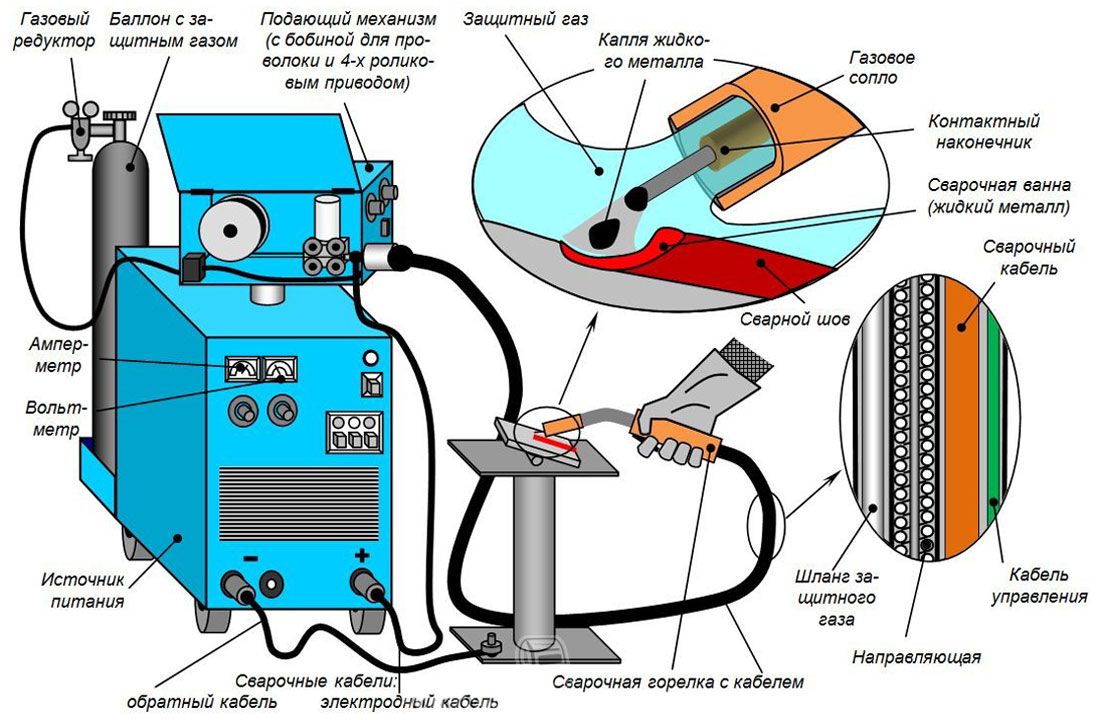 Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Опубликовано в блоге Amperage, General WeldingTagged article
Поиск в нашем блоге
Расходные материалы
Связанные статьи
Дополнительные ресурсы
Газпротив инерции: какой полуавтоматический дробовик лучше?
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах. Узнать больше ›
Дебаты о преимуществах инерционных автоматов заряжания и газовых полуавтоматов ведутся в мире ружей с момента окончания Второй мировой войны. Уже более века инерционные ружья находятся в руках охотников благодаря Auto-5 Джона Мозеса Браунинга и датскому оружейнику Кристеру Сьоргрену, который создал инерционную систему, используемую Benelli и другими производителями оружия. Газовые ружья появились после Второй мировой войны с разработкой M1 Garand, боевой винтовки, которую американские войска использовали в бою. Начиная с 19В 50-х годах Браунинг, Винчестер и Ремингтон начали производить газовые ружья. Споры среди охотников и стрелков о том, кто лучше — инерция или газ — с тех пор крутятся у ночных костров.
Газовые ружья появились после Второй мировой войны с разработкой M1 Garand, боевой винтовки, которую американские войска использовали в бою. Начиная с 19В 50-х годах Браунинг, Винчестер и Ремингтон начали производить газовые ружья. Споры среди охотников и стрелков о том, кто лучше — инерция или газ — с тех пор крутятся у ночных костров.
Сначала давайте посмотрим, как работает каждая система. Газовые ружья выпускают газ рядом с затвором из выстреленного снаряда, который приводит в действие затвор, перемещая его к задней части ружья и выбрасывая стреляный снаряд. Затем он возвращает затвор вперед, заряжая следующий снаряд. Одно отличие заключается в Remington VersaMax и V3, которые имеют ряд газовых портов в самой камере. Размер загрузки (2¾-, 3- или 3½ дюйма) определяет, сколько газа будет отведено. Инерционные пушки гораздо проще. Затвор удерживается на месте пружиной, и когда вы нажимаете на спусковой крючок, заряд гильзы подавляет эту пружину, толкая затвор назад и выбрасывая гильзу.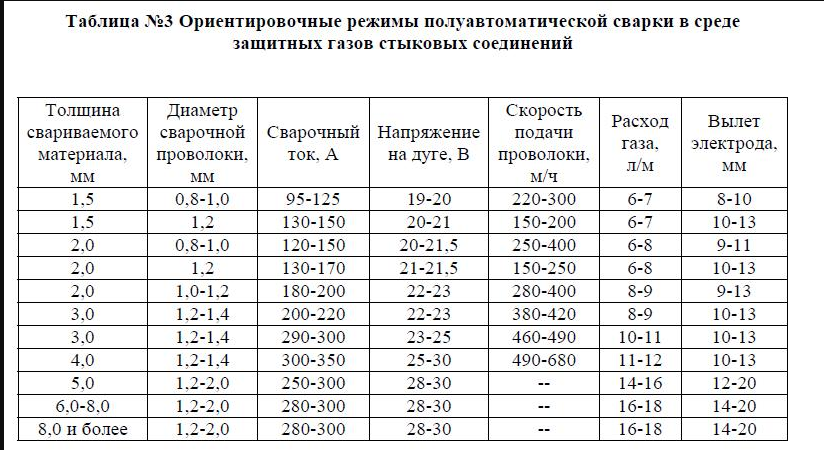 Затем он подбирает следующий груз на своем пути вперед.
Затем он подбирает следующий груз на своем пути вперед.
Одна система по своей природе не лучше другой, но у обеих есть свои преимущества и недостатки. И, честно говоря, не стоит приписывать себе стреляющий газ или инерцию. Три моих любимых современных ружья 12-го калибра — это Beretta A390 Silver Mallard, Winchester SX3 и Benelli Super Black Eagle 2. Первые два — газовые, а SBE2 — инерционное ружье. Мне нравится использовать ружья для разного времени года и разных съемок. Beretta предназначена для мишеней, уток, фазанов и индеек. Benelli — мой выбор для темного гусиного ружья, потому что он так далеко выходит за пределы приманки на непостоянных / упрямых гудках, которые не любят заканчивать в убойной норе. Для весеннего сезона белоснежных гусей мне нужен был недорогой автомат заряжания с плавной стрельбой, и SX3 отвечал этим требованиям.
Название дробовика не должно определять, покупаете вы его или нет. Вам нужно подумать о том, чего вы хотите от оружия, и о том, какую игру вы будете с ним вести.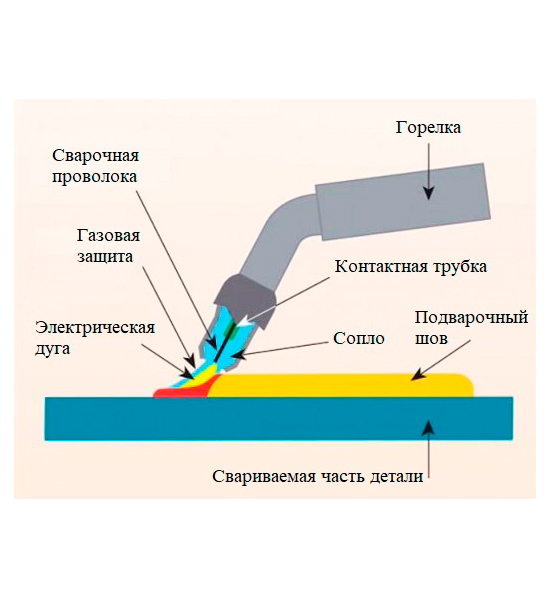 Вот некоторые факторы, которые следует учитывать перед совершением следующей покупки.
Вот некоторые факторы, которые следует учитывать перед совершением следующей покупки.
Инерционная функциональность
Действительно, инерционную пушку особо чистить не надо, потому что там просто не так много движущихся частей и она не стравливает “грязные” газы, не залипает камера. Я разбираю Benelli раз в год и чищу его, и он отлично работает весь сезон. Однако вы не можете жить по этому кредо. Я разговаривал с несколькими оружейниками, и большинство из них считают, что эта философия неверна. Они хотят, чтобы вы содержали свое оружие в идеальном состоянии, чтобы оно работало безупречно. А инерционные ружья почти всегда правильно отрабатывают тяжелую дичь, поэтому SBE, Franchi Affinity и Auto-5 (теперь A5) так популярны у охотников — они надежны.
Единственным недостатком ружья, работающего от отдачи, является то, что вам нужно правильно закрепить его на плече, чтобы оно могло совершать циклы. По этой причине я не люблю снимать их из-под жалюзи, когда на улице сильный мороз. Большая часть моей охоты на уток дома проводится на сухой земле в конце сезона. Когда я сижу, чтобы стрелять, иногда приклад неплотно прижимается к плечу. Это, в сочетании с холодом (который сделает затвор жестким, что затруднит открытие и закрытие) может привести к зависанию гильз в процессе действия. Это может произойти и в горах. Когда птицы вспыхивают, вы не всегда тратите время на то, чтобы правильно сесть. У пистолета недостаточно отдачи, поэтому затвор не будет работать должным образом. Если вам нужен второй выстрел, чтобы избавиться от краснеющего рингнека, вы можете просто смотреть, как он улетает.
По этой причине я не люблю снимать их из-под жалюзи, когда на улице сильный мороз. Большая часть моей охоты на уток дома проводится на сухой земле в конце сезона. Когда я сижу, чтобы стрелять, иногда приклад неплотно прижимается к плечу. Это, в сочетании с холодом (который сделает затвор жестким, что затруднит открытие и закрытие) может привести к зависанию гильз в процессе действия. Это может произойти и в горах. Когда птицы вспыхивают, вы не всегда тратите время на то, чтобы правильно сесть. У пистолета недостаточно отдачи, поэтому затвор не будет работать должным образом. Если вам нужен второй выстрел, чтобы избавиться от краснеющего рингнека, вы можете просто смотреть, как он улетает.
Газовые функциональные возможности
Хорошо сделанные газовые пистолеты зависают только в том случае, если они грязные (или сломанные), поэтому держите их в чистоте, и они будут работать должным образом. Единственное предостережение по этому поводу — это дробовые патроны диаметром 3,5 дюйма. Несколько раз у меня возникали проблемы с зацикливанием этого конкретного заряда в газовых пистолетах. Это было не только с одной моделью или брендом, хотя Beretta A400 Extreme был одним из последних орудий, у которого были серьезные проблемы с запуском 3,5-дюймовых и даже некоторых высокоскоростных 3-дюймовых снарядов. Я не сталкивался с таким же сбоем с более новым A400 Plus, и я стрелял из A400 20-го калибра в течение нескольких лет, и он никогда не зависал. По правде говоря, вам не нужно стрелять 3,5-дюймовым снарядом в большинстве охотничьих сценариев, но если вы покупаете ружье с патроном 3,5-дюймового заряда, оно должно надежно работать. Газовые автомобили не всегда так делают.
Единственное предостережение по этому поводу — это дробовые патроны диаметром 3,5 дюйма. Несколько раз у меня возникали проблемы с зацикливанием этого конкретного заряда в газовых пистолетах. Это было не только с одной моделью или брендом, хотя Beretta A400 Extreme был одним из последних орудий, у которого были серьезные проблемы с запуском 3,5-дюймовых и даже некоторых высокоскоростных 3-дюймовых снарядов. Я не сталкивался с таким же сбоем с более новым A400 Plus, и я стрелял из A400 20-го калибра в течение нескольких лет, и он никогда не зависал. По правде говоря, вам не нужно стрелять 3,5-дюймовым снарядом в большинстве охотничьих сценариев, но если вы покупаете ружье с патроном 3,5-дюймового заряда, оно должно надежно работать. Газовые автомобили не всегда так делают.
Тем не менее, если вам нравится стрелять по мишеням и мелкой дичи патронами 2¾ дюйма, вам подойдет газовое ружье. Обычно требуется больше времени, чтобы «обкатать» орудие с инерционным приводом, чтобы оно работало с более легкими снарядами (например, с целевым зарядом в 1 или 7/8 унции). А некоторые инерционные ружья никогда не будут перезаряжать более легкие патроны, из-за чего будет чертовски сложно стрелять двойником на поле для стрельбы по тарелочкам. Это также вступает в игру, когда вам нужен второй раунд на кролике или голубе. Для этих сценариев вам понадобится дробовик, который будет постоянно использовать более легкие боеприпасы, а полуавтоматы с газовым приводом — ваш лучший выбор.
А некоторые инерционные ружья никогда не будут перезаряжать более легкие патроны, из-за чего будет чертовски сложно стрелять двойником на поле для стрельбы по тарелочкам. Это также вступает в игру, когда вам нужен второй раунд на кролике или голубе. Для этих сценариев вам понадобится дробовик, который будет постоянно использовать более легкие боеприпасы, а полуавтоматы с газовым приводом — ваш лучший выбор.
Я также обнаружил, что газовые пушки лучше работают в очень холодную погоду. Дело не в том, что инерционные ружья не стреляют при низких температурах, но для работы им нужна отдача, а отдача компенсируется, когда вы носите громоздкие слои одежды. Большие, пухлые парки отделяют плечо от приклада, который нужен ружью для перезарядки снаряда. Соедините это с однозначными временными параметрами, и это может вызвать проблемы. Я не говорю, что Benellis, Franchis или Stoeger не стреляют на морозе, потому что мой SBE2 был довольно надежным. Но когда наступает конец сезона и я одет как эскимос, я беру с собой чистый газовый пистолет.
Что насчет отдачи?
Многие думают, что инерционные пистолеты убивают плечи. И некоторые дадут вам пощечину, но я также стрелял из нескольких газовых пистолетов 20-го калибра, которые давали больший удар, чем инерционные 12-е. Кроме того, просто оговорка: я не против отдачи, как другие. Когда вы большой и высокий, вас больше, чтобы впитать это, и, поскольку я попадаю в категорию больших и высоких, это никогда не было большой проблемой. Но я знаю, что многие вингшутеры испытывают к нему отвращение, и это правильно.
Немногие современные дробовики с инерционным приводом имеют неуправляемую отдачу. Да, они будут бить вас сильнее, чем большинство газовых пистолетов, и если вы выстрелите 2-унциевой 3,5-дюймовой индейкой из A5, это может сотрясти ваши кости. Если вы много охотитесь и стреляете, а также вы опытный стрелок или мелкий стрелок, вам может подойти газовое ружье. Два-три месяца непрерывной стрельбы — это много для одного плеча, а газовый автомат немного смягчит ощущаемую отдачу.
Два-три месяца непрерывной стрельбы — это много для одного плеча, а газовый автомат немного смягчит ощущаемую отдачу.
Причина, по которой у меня есть SX3, почти строго связана с сезоном снежных гусей. Когда я его получил, то каждую весну довольно стабильно гонялся за белыми гусями. А390 Серебряная кряква — это заноза в заднице, из которой нужно вытащить вилку (на весенний сезон консервации нет ограничений по трем панцирям). Я также хотел орудие, которое каждый раз надежно заряжало от пяти до десяти снарядов, а у Benelli это получалось не всегда. Сомневаюсь, что виноват пистолет. Вероятно, это была смесь особенно грязного SBE2 и плохой установки плеча. Для стрельбы в больших объемах лучше всего подойдет пистолет с чистым газом. Вы можете доверять ему цикл, и у него также нет отдачи инерционного пистолета, поэтому любой из пистолетов Winchester Super X подходит для этого. Если вы редко стреляете в большое количество птиц (или мишеней), вам не понадобится газовая пушка. Если вы заядлый охотник на снежных гусей, охотник за заповедниками и/или любите стрельбу по тарелочкам в межсезонье, покупка газового автомобиля будет вам очень кстати.
Одна из самых мягких систем отдачи — Kick-Off компании Beretta. Вы можете выстрелить тремя 3-дюймовыми снарядами подряд и почти ничего не почувствовать. Это как стрелять из поп-музыки. Я видел, как люди всех форм, размеров и возрастов снимали A400 с этой технологией, и никогда не слышал, чтобы кто-то жаловался. Если у вас сильное отвращение к отдаче, это разумная покупка, просто будьте готовы потратиться.
Инерционные пистолеты приятнее на ощупь из коробки, но вы можете лучше стрелять из газового пистолета. Джо ГензельКакая система прослужит дольше?
Это довольно субъективный вопрос. Я не думаю, что долговечность ружья зависит не столько от инерции или газа, сколько от качества оружейника. Я стрелял из всех видов современных автоматов заряжания, и те, которые ломаются или не перезаряжают снаряды, как правило, дешевые, инерционные ружья турецкого производства. Но многие инерционные автомобили имеют культовый статус из-за их легендарной долговечности, например Auto-5 бельгийского производства Browning и Benelli H&K. Так что мой совет – не экономьте. Как говорится, один раз купи, один раз поплачь.
Так что мой совет – не экономьте. Как говорится, один раз купи, один раз поплачь.
То же самое относится и к газовым полуавтоматам, хотя недорогие версии не доступны в том же масштабе, что и их инерционные аналоги, вероятно, потому, что газовое оружие сложнее массово производить так же дешево. Я не слышу слишком много людей, жалующихся на долговечность газовых пистолетов итальянского или американского производства. Конечно, были проблемы с некоторыми бензиновыми автомобилями, но всегда будут неисправности с чем-либо механическим. Немногие A400, линейка Winchester SX, Browning Maxus или Remington VersaMax выбрасываются из-за их ненадежности.
Читать дальше: 11 Надежные, специальные ружья для водоплавающих птиц
Одно ружье стреляет лучше другого?
Подгонка и ощущение ружья — это то, что большинство стрелков считают определяющим фактором, когда речь идет о точности дробовика. Некоторые ружья хорошо лежат в руке прямо из коробки, но это не обязательно означает, что они хорошо размахиваются, когда их берут на плечо. Мне нравится ощущение инерционной пушки по сравнению с газовой. Инерционные ружья обычно имеют более тонкое цевье; у газовых ружей почти всегда “жирное” цевье. Но я стреляю из газовых пистолетов лучше. Причина? Я думаю, это потому, что больше веса приходится на переднюю часть ружья, и это заставляет меня пробивать цель. Инерционные ружья обычно легче, но даже если они имеют одинаковый вес, он всегда кажется более равномерно распределенным по всему ружью (по крайней мере, для меня).
Мне нравится ощущение инерционной пушки по сравнению с газовой. Инерционные ружья обычно имеют более тонкое цевье; у газовых ружей почти всегда “жирное” цевье. Но я стреляю из газовых пистолетов лучше. Причина? Я думаю, это потому, что больше веса приходится на переднюю часть ружья, и это заставляет меня пробивать цель. Инерционные ружья обычно легче, но даже если они имеют одинаковый вес, он всегда кажется более равномерно распределенным по всему ружью (по крайней мере, для меня).
Некоторым стрелкам нравится баланс инерционного пистолета — он более маневренный и маневренный, чем газовый. Я не. Я могу ненавидеть «толстое» предплечье газового пистолета, но мне нравится, как я стреляю из него. Газовые ружья таскать с собой довольно сложно, но если я знаю, что это будет сложный день стрельбы в полевых условиях, или я направляюсь на стрельбище по тарелочкам, газовое ружье обычно берется с собой. Для каждого стрелка это индивидуально, но я предупрежу вас: из коробки инерционная пушка, скорее всего, будет более привлекательной.