Расчет норм расхода сварочной проволоки при сварке полуавтоматом
Во время сварочного процесса используются различные присадочные и дополнительные материалы, которые со временем заканчиваются. Расчет норм расхода сварочной проволоки во время соединения и ремонта металлических поверхностей очень важно знать по нескольким причинам. С одной стороны, это нужно для определения необходимого количества металла для заданной процедуры, с другой – помогает рассчитать себестоимость ремонта в конкретном случае и использовать эти данные для сравнения с другими способами.
Сварочная проволока
Стоит отметить, что различные виды сварочной проволоки имеют различный коэффициент наплавки. С учетом того, что такие материалы часто применяются для автоматов и полуавтоматов, а также при ручной обработке желательно не прерывать шов, то лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чтобы все проходило беспрерывно. Норма расхода является понятием, которое показывает количество материалов, что требуются для создания сварочного шва на определенном участке. Сюда входят отходы, потери и прочие величины, которые не остаются непосредственно на соединении. Иными словами, здесь включены все этапы изготовления, включая подготовительные, чтобы технологический процесс прошел максимально качественно. Если проходит правка конструкции, то эти данные также учитываются для конкретного случая.
Сюда входят отходы, потери и прочие величины, которые не остаются непосредственно на соединении. Иными словами, здесь включены все этапы изготовления, включая подготовительные, чтобы технологический процесс прошел максимально качественно. Если проходит правка конструкции, то эти данные также учитываются для конкретного случая.
Виды сварочной проволоки
Для каждого типа сварки, будь то аргонодуговая сварка или обыкновенная газовая, существуют свои нормы расхода, определенные многими годами использования приведенной технологии. Ведь у каждого из способов имеются свои особенности, касающиеся потерь, не говоря уже о нюансах используемого сплава и его физико-химических свойств. При соединении листов наиболее полезной будет информация, какой будет расход сварочной проволоки на 1 метр шва. Этот расчет можно считать эталонным, на который уже можно опираться. При других разновидностях могут быть иные значения, но они все же будут приближены к этому. Простым примером будет сравнение соединения листов, где нужно минимум дополнительных процедур, и сложных металлоконструкций, где необходимы прихватки, временные швы и прочее. Расчеты проводятся согласно ГОСТ 14771-76
Расчеты проводятся согласно ГОСТ 14771-76
Особенности расчета
Существует формула, которая позволяет осуществить расчет сварочной проволоки на 1 метр шва. Она выглядит так:
N = G*К
В данном случае N означает искомый параметр, а именно, норму расхода, которая будет востребованная для создания шва длиною в 1 метр. Параметр G в формуле показывает вес металла на уже готовом соединении длиною в 1 метр. К – это коэффициент перехода, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Длина в 1 метр взята для удобства расчетов и последующего использования.
Чтобы выяснить G (вес наплавленного материала на отведенном участке), требуется следующая формула:
G = F*y*L
Здесь F показывает площадь поперечного сечения шва в квадратных миллиметрах. Следующее значение «у», обозначает удельную массу металла или его сплава в используемой проволоке, отсюда и возникает большая разница значений для каждой отдельной марки. L – берется за 1, так как показывает количество метров созданного шва. Соответственно, благодаря изменению L можно рассчитать параметр и для других значений длины.
Следующее значение «у», обозначает удельную массу металла или его сплава в используемой проволоке, отсюда и возникает большая разница значений для каждой отдельной марки. L – берется за 1, так как показывает количество метров созданного шва. Соответственно, благодаря изменению L можно рассчитать параметр и для других значений длины.
Данные формулы предназначены для вычисления нижнего положения сваривания. Для других требуется итоговый параметр умножать еще на коэффициент поправки К. Соответственно, конечная формула будет N*К.
- Для нижнего положения коэффициент = 1;
- Для полувертикального положения коэффициент = 1,05;
- Для вертикального положения коэффициент = 1,1;
- Для потолочного положения коэффициент = 1,2.
При полуавтоматической сварке учитываются такие факторы как:
- Наличие и тип защитного газа;
- Характеристики оборудования для сварки;
- Диаметр присадочного материала;
- Характеристики основного металла.
Благодаря таким простым расчета можно легко определить нормы расхода проволоки при сварке под флюсом и другими методами. Некоторые данные, такие как вес 1 метр сварочной проволоки, можно узнать самостоятельно, другие же приходится узнавать из справочников и прочих мест.
Некоторые данные, такие как вес 1 метр сварочной проволоки, можно узнать самостоятельно, другие же приходится узнавать из справочников и прочих мест.
Пример расчета
Для более понятной схемы стоит привести пример, какой будет расход проволоки при сварке полуавтоматом. В примере будет использоваться обыкновенная сталь. Для этого начнем определять весь наплавленного металла по формуле G = F*y*L
G=0,0000055 (м2) * 7850 (кг) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
С учетом того, что сваривание проводилось в нижнем положении, то коэффициент поправки равен единице и итоговое значение остается таким же.
Расчет электродов на 1 метр шва онлайн
Перед тем как начинать сваривание Вам нужно подсчитать примерные затраты. Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Подсчеты нужно начинать с того, какой расход данного вида электродов для наплавки 1 килограмма металла. Потом Вам нужно подсчитать, сколько Вам нужно наплавить килограммов металла. А потом нужно все это подсчитать по формуле и все будет ясно.
Итак, для начала Вам нужно узнать расход электродов для наплавки 1 килограмма металла. Для того чтобы Вы не бегали по различным сайтам, Вы можете увидеть расход на 1 кг наплавленного металла самых популярных электродов.
Теперь, узнав расход электродов для наплавки 1 килограмма металла, Вы можете приступать к подсчетам. Итак, вот формула для расчета: Н = М * Красх
В данной формуле буквы имеют следующие значения: М – масса металла, Красх – это коэффициент расхода электродов. Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Также для того чтобы сократить расходы Вы можете использовать автоматическую или полуавтоматическую сварку. Процент потерь при использовании ручной дуговой сварки равен 5, а при использовании автоматической или полуавтоматической, он равен 3. Поэтому разумно заключить, что использовать автоматическую или полуавтоматическую сварку выгоднее.
Несмотря на то, что при проведении подсчетов Вам нужно быть очень внимательными и производить их как можно точнее, Вам нужно помнить, что данные подсчеты не могут быть полностью точными, поэтому при закупке материала Вам нужно покупать больше сварочной продукции, несмотря на точность проведения расчетов.
Даже если Вы полностью уверены в точности результатов подсчета, Вам нужно добавить к общей сумме 5 – 7 процентов, чтобы Вам не пришлось останавливать сварочные работы и снова идти в магазин. Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Также Вам нужно учитывать еще много других особенностей, поэтому провести точные подсчеты невозможно. Многие строительные компании с успехом используют эту и другие формулы для подсчета расхода электродов для сваривания определенных объемов изделий. Произведя наиболее точные расчеты, Вы сможете сократить время и расходы на покупку сварочного оборудования и сварочных материалов.
Нажав на фото ниже откроется изображение оригинальное.
Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб. см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты.
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| для электрода плавящегося | 0,930 | |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов.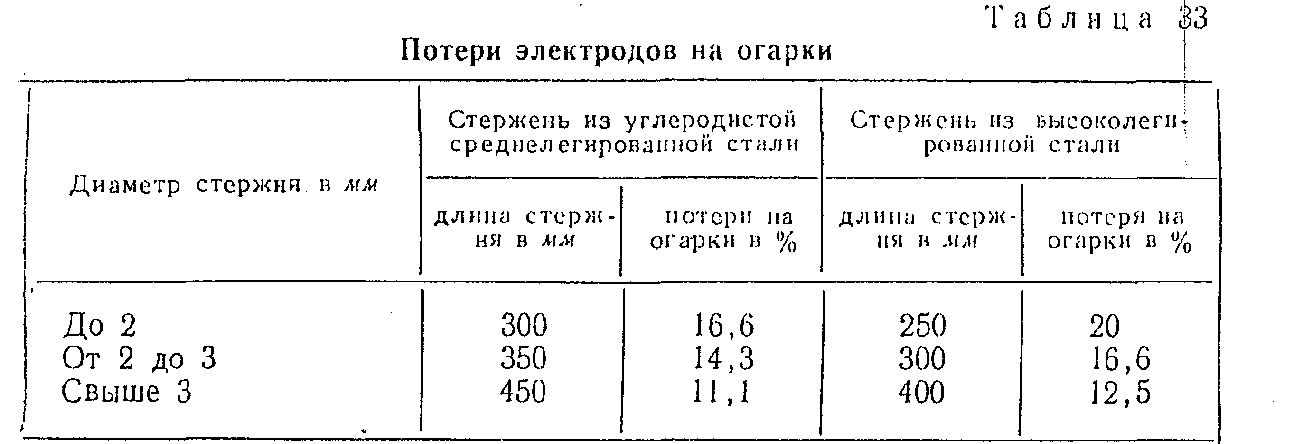 Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М — масса свариваемой конструкции;
К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.

Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F — площадь поперечного сечения;
L — длина сварочного шва;
M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.


Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода,
где М — масса металла;
К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр,
где Нсв — расход электродов на сваривание;
Нпр — расход стержней на прихватки;
Нпр — расход на проведение правки методом холостых валиков.

Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Конфигуратор сварки MIG » ООО «Темир»
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла. Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
| Наиболее часто используемые марки стали | Сварочная проволока |
| Углеродистые, конструкционные и низколегированные стали | Св-08, Св-08Г2С, Св-08А, ELKRAFT ER-70S-6 |
| 08Х13, 08Х17Т | Св-12Х13, Св-08Х14ГНТ, Св-10Х17Т |
| 12Х18Н10Т, 08Х19Н10Т, 03Х18Н11 | Св-06Х19Н9Т, Св-01Х19Н9 |
| Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
| Аллюминий и его сплавы | 0,8 | 50-175 |
| 1,2 | 90-250 | |
| 1,6 | 160-350 | |
| 2,4 | 225-400 | |
| 3,2 | 350-475 | |
| Магниевые сплавы | 1,0 | 150-300 |
| 1,2 | 160-320 | |
| 1,6 | 210-400 | |
| 2,4 | 520-510 | |
| 3,2 | 400-600 | |
| Медь и медные сплавы | 0,9 | 150-300 |
| 1,2 | 200-400 | |
| 1,6 | 250-450 | |
| 2,4 | 550-550 | |
| Никель и никеливые сплавы | 0,5 | – |
| 0,8 | – | |
| 0,9 | 100-160 | |
| 1,2 | 150-260 | |
| 1,6 | 100-400 | |
| Титан и титановые сплавы | 0,8 | – |
| 0,9 | – | |
| 1,2 | – | |
| Нержавеющая сталь | 0,5 | – |
| 0,6 | – | |
| 0,8 | 75-150 | |
| 0,9 | 100-160 | |
| 1,2 | 140-310 | |
| 1,6 | 280-450 | |
| 2,0 | – | |
| 2,4 | – | |
| 2,8 | – | |
| 3,2 | – | |
| Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | – |
| 0,6 | – | |
| 0,8 | 40-220 | |
| 0,9 | 60-280 | |
| 1,2 | 125-380 | |
| 1,3 | 260-460 | |
| 1,6 | 275-460 | |
| 2,0 | – | |
| 2,4 | – | |
| 3,2 | – | |
| Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
| 1,2 | 125-380 | |
| 1,6 | 275-450 | |
| 2,0 | – | |
| 2,4 | – | |
| 3,2 | – | |
| 4,0 | – |
| Диаметр проволоки, мм | Диапазон силы тока, А | Расход газа | |
| м3/с * 104 | л/мин | ||
0. 8 8 | 60-120 | 1.33-1.50 | 8-9 |
| 1.0 | 60-160 | 1.33-1.50 | 8-9 |
| 1.2 | 100-250 | 1.50-2.00 | 9-12 |
| 1.4 | 120-320 | 2.00-2.50 | 12-15 |
| 1.6 | 240-260 | 2.30-2.50 | 14-15 |
| 1.6 | 260-380 | 2.50-3.00 | 15-18 |
| 2.0 | 240-280 | 2.50-3.00 | 15-18 |
| 2.0 | 280-450 | 3.00-3.33 | 18-20 |
Выберите необходимые параметры и в результате сформируется рекомендация:
1.Металл АллюминийНизкоуглеродистые, низколегированные и нержавеющие стали2.Толщина материала, мм До 11-22-33-55-88-12
3.
 Тип соединения СтыковоеУгловоеТавровоеНахлесточное
Тип соединения СтыковоеУгловоеТавровоеНахлесточноетут
| Диаметр сварочной проволоки, мм: | Напряжение на дуге, В |
| тут | тут |
| Скорость подачи проволоки, м/ч | Вылет электрода, мм |
| тут | тут |
| Угол наклона проволоки, ∠: | Диапазон сварочного тока, А: |
| тут | тут |
| Скос кромок: | Защитный газ: |
| тут | тут |
| Полярность: | Расход защитного газа, л/м: |
| тут | тут |
| Выходной диаметр сопла, мм: | Скорость сварки, см/мин: |
| тут | тут |
| Вылет проволоки, мм: | Пример сварного соединения: |
| тут | тут |
| Зазор, мм: | |
| тут |
Обращаем Ваше внимание: данные носят рекомендательный характер, все аппараты варят по разному. От них Вы можете оттолкнуться, далее подстроить под себя.
От них Вы можете оттолкнуться, далее подстроить под себя.
Расчет расхода сварочной проволоки на 1 метр шва. Таблица
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Содержание статьи
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки.
Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Нормы расхода
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.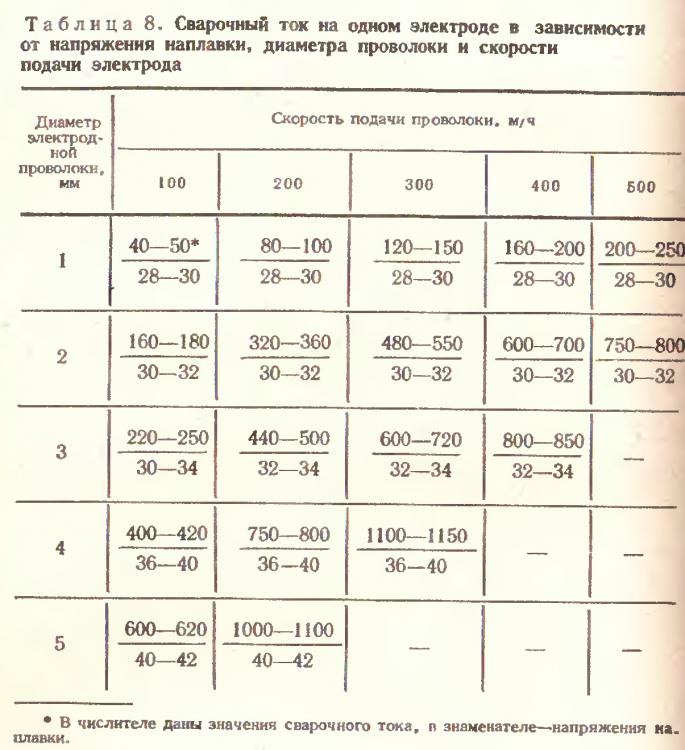
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Конфигуратор сварки TIG
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов.
Обращаем ваше внимание: диаметр присадочного прутка подбирается относительно толщины металла
Выберите необходимые параметры и в результате сформируется рекомендация:1.Металл АлюминийУглеродистые и нержавеющие стали2.Толщина материала, мм До 11-22-33-55-88-123.Тип соединения СтыковоеУгловоеТавровоеНахлесточное
тут
| Диаметр электрода, мм: | Род тока: |
| тут | тут |
| Тип электрода: | Баланс полярности: |
| тут | тут |
| Угол заточки электрода, ∠: | Диапазон сварочного тока, А: |
| тут | тут |
| Скос кромок: | Защитный газ: |
| тут | тут |
| Зазор: | Расход защитного газа, л/м: |
| тут | тут |
| Выходной диаметр сопла, мм: | Скорость сварки, см/мин: |
| тут | тут |
| Присадочный пруток, мм: | Пример сварного соединения: |
| тут | тут |
Обращаем Ваше внимание: данные носят рекомендательный характер, все аппараты варят по разному. От них Вы можете оттолкнуться, да
От них Вы можете оттолкнуться, да
таблица, нормы расхода при сварочных работах на тонну металла
На чтение 12 мин. Просмотров 52.1k. Опубликовано Обновлено
Одним из важных показателей является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Что влияет на расход?
Важной составляющей любого производственного процесса является правильно спланированный расход сварочных материалов. Это необходимо в предварительном расчете сметы, что позволит заранее оценить финансовые затраты.
Особенно важно знать нормы расхода во время строительства крупных объектов. На столь больших масштабных производствах даже незначительная экономия материала в каждой отдельной задаче может существенно снизить экономические затраты.
Коэффициенты расхода электродов.В этих целей было создано понятие затрат на 1 м шва. Оно позволяет сварщикам ориентироваться в стоимости работ, которые необходимо выполнить. Кроме того, это позволит нормировать количество стержней на объем материала.
Стоит отметить, что в бытовых условиях подобные оценки не нужны. Ведь маленький объем работ создания соединений каких-либо металлических изделий не принесет существенных затрат при перерасходе материала.
Кроме того среди множества показателей, есть такие, которые в наибольшей степени влияют на потери. Их важно знать, ведь это поможет в будущем сэкономить деньги.
К ним относятся:
- масса наплавки материала на шов;
- длительность и глубина соединения;
- общая масса наплавки;
- тип сварки.
Как определить затраты сварочных материалов?
Существует множество специализированных формул, позволяющих теоретически рассчитать, какая должна быть норма расхода электродов. Среди них можно выделить несколько самых распространенных способов.
Первый метод основан на применении специального коэффициента расхода стержней. Он позволяет также определить затраты сварочных материалов:
[box type=”info”]H=M*K[/box]здесь М – масса свариваемой металлической конструкции, К – специальный коэффициент, который можно взять из справочника. Его величина находится в интервале от 1,5 до 1,9.
Второй метод – расчет, включающий физические свойства стержней и материалов. С его помощью можно определить массу наплавленного металла.
Данный способ также предполагает использование табличных коэффициентов, которые можно взять из специализированных справочников. Кроме того необходимо выполнить замер шва.
Подсчет определяется формулой:
[box type=”info”]G=F*L*M[/box]где F – площадь поперечного сечения, L – длина шва; M – масса одного кубического сантиметра проволоки.
Как видно, данный расчет количества электродов подразумевает выполнение предварительных тестовых работ.
После того, как они будут сделаны, мастер производит следующие действия:
- осуществляет измерение огарка;
- учитывает параметры : напряжение и силу тока;
- замеряет длину соединения, полученного после сварки.
Таким образом, можно рассчитать нормативы, показывающие, сколько необходимо затратить на один шов свариваемых материалов. К ним также необходимо отнести затраты рабочего газа, например, ацетилена и кислорода, арматуры или других металлических частей.
В результате станет возможным подсчет всех экономических затрат.
Высчитываем затраты присадочного материала в штуках
В сварке используют различные присадочные материалы, которые также могут со временем заканчиваться. В связи с этим важно знать расход сварочной проволоки, использующейся во время соединения металлических частей изделий.
Данная информация необходима по нескольким причинам. Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Важно иметь в виду, что у каждого типа присадки есть свой коэффициент наплавки. Так как для качественного выполнения соединения важно, чтобы оно выполнялось непрерывно, затраты материалов нужно знать заранее.
Расчет площади сечения наплавленного металла.Стоит учитывать, что значение данного параметра зависит от вида сварки. Можно самостоятельно научиться делать подобные расчеты, но в целях экономии времени были созданы онлайн сервисы, которые позволяют свести вычисления к автоматизму.
Таким образом, данный критерий не менее важен, чем коэффициент расхода электродов.
Расход – важное понятие, характеризующее необходимый объем материалов для формирования соединения на определенном участке. Иначе говоря, он включает в себя все этапы работы, в том числе и подготовку, чтобы технологический процесс был выполнен в соответствии с высокими стандартами.
У всех видов сварки также существуют свои показатели расхода, будь-то или обычная газовая. Везде есть свои нюансы, которые влияют на количество затрачиваемого материала.
Ради удобства простых расчетов можно воспользоваться онлайн сервисами и определить затраты, например, у аргонодуговой сварки на калькуляторе. Стоит брать во внимание и изделия, с которыми осуществляется работа. У сварки труб или листов будут разные параметры.
[box type=”fact”]После того, как произведены расчеты, можно составлять смету или же просто оценить размер необходимых затрат.[/box]Не стоит забывать о том, что после покупки стержней часть из них может оказаться бракованной. В связи с этим необходимо учитывать возможность списания учитывать это в подсчете.
Как снизить потери?
Характеристики стыковых соединений.Рассчитать расход электродов – это лишь один из способов оценки затрат. Во время работы материала может понадобиться больше ожидаемой нормы по многим причинам.
Например, более третьей части может пойти на разбрызгивание и огарки. Расход во время варки на 1 кг наплавленного металла зависит от их типа. Например, у жаропрочных и нержавеющих сталей его значение составляет 1,8.
Кроме того, нормы расхода электродов на 1 стык зависят и от вида работы. На сварку трубопроводов уйдет не столько же материала за час работы, как на соединение листового материала.
Стоит иметь в виду, что не только расход электродов на 1 м шва или на 1 тонну влияет на затраты. Необходимо учитывать и списание материалов на производстве.
Поскольку финансовая сторона вопроса является очень важной составляющей в любом деле, то возможность снижения затрат очень актуальна.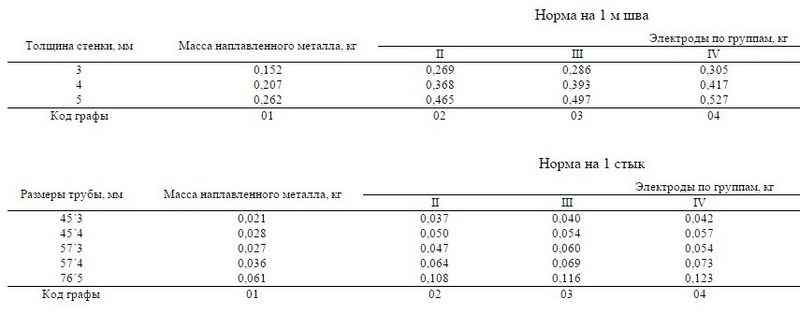 Существует два способа экономии: технический и организационный.
Существует два способа экономии: технический и организационный.
Самым простым и доступным методом экономии является использование оптимальных параметров сварки. Каждый тип работ предполагает использование соответствующих материалом и режимов, если соблюдать все условия, тогда электроды не будут «гореть».
Использование и автомата экономит потери на разбрызгивании более двух процентов.
Стоит также отдавать предпочтение стержням с высокой эффективностью, что снизит потери. Также они должны быть с высоким коэффициентом наплавки. Так что правильный выбор материалов – важная составляющая экономии.
[box type=”fact”]Обобщая все вышесказанное, можно сделать вывод, что точное и правильное соблюдение технологии сварочного процесса, а также выбор оптимальных параметров, является залогом экономии средств.[/box] youtube.com/embed/nGpjN-rRg8M?feature=oembed”>
youtube.com/embed/nGpjN-rRg8M?feature=oembed”>
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента. Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.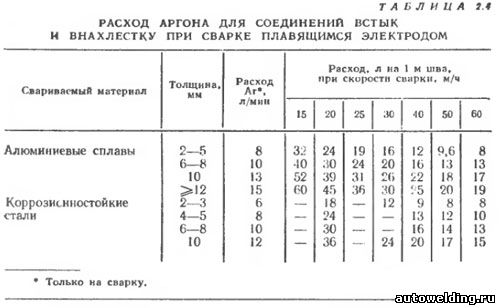
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |
Приведенные выше таблицы позволяют определить расход электродов на стык, метр или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Итог
Расход электродов при сварке – важный параметр, который позволяет заблаговременно сделать экономическую оценку выполняемых работ. Рассчитанный показатель позволит определить затраты на тонну металлоконструкций или же на одно соединение.
Важно понимать, что данное значение соответствует идеальным условиям сварки, и оно может отличаться от реального. В связи с этим в расчет количества электродов необходимо закладывать их дополнительное количество, так как аттестация может выявить, что часть из них непригодна.
Справочник – Расчеты
6 Сварка Инструкции по ведомости затрат на металлы помочь вам количественно оценить вашу удельную стоимость наплавленного металла шва, ЭСАБ разработал ведомость затрат на металл сварного шва. Инструкции помогут вам рассчитать конкретную стоимость наплавки металла шва. сравнивая это к альтернативным методам или продукту. 1. Укажите Полное описание предлагаемых и представленных продуктов в (1) и (2). 2. Закрепите следующие информацию для формул (3), и запишите данные в соответствующие поля в поле Предлагаемый метод и столбцы настоящего метода (4).А. Труд и накладные расходы фактические оплата труда и накладные расходы вашего клиента. Если это число неизвестно, выберите разумная ставка за ваш район. Это число будет одинаковым в столбцах предлагаемого и настоящего метода. Б. Скорость осаждения в фунтах В час Отложение скорость – это фактический вес наплавленного металла, который можно наплавить за один час при данная сварка ток при 100% рабочем коэффициенте. Другими словами, это количество металла шва. что могло быть осаждался за один час, если сварщик мог вести сварку в течение целого часа без остановки.C. Эксплуатационный коэффициент Коэффициент использования – это процент рабочего дня сварщика, фактически затраченного на сварку. Это время дуги, деленное на общее количество часов работало умноженное на 100 и выраженное в процентах. 30% (0,30) рабочий Фактор означает, что фактически сварка тратится только на 30% рабочего дня сварщика. Если покупатель коэффициент использования неизвестен, предположим, что коэффициент использования 30% для SMAW и 45% коэффициент срабатывания полуавтомата GMAW и FCAW.Для автоматических GMAW и FCAW рабочий можно принять коэффициент от 60% до 80%. D. Электрод Цена за фунт Выбрать диапазон цен количества, в котором клиент теперь покупает присадочный металл. Если неизвестно, выберите ценовой диапазон, который вы считаете подходящим и используйте как для настоящего, так и для предлагаемого расчеты. Продолжение на следующей странице … ]]>Калькулятор расхода сварочного материала Скачать бесплатно для Windows
Калькулятор сварочного расхода
в программном обеспеченииМожно рассчитать расход пара для турбины известной мощности.
-Калькулятор расхода – это программа, которая рассчитает … расход пара для
1 ЙОКОГАВА 17 Бесплатное ПО
Позволяет пользователю выполнять измерения в соответствии с IEC62301 Ed2.0 (2011).
Компьютерная инженерия, Inc. 4 Условно-бесплатное ПО
Пошаговое руководство по созданию и автоматической генерации надежных документов.
TWI Limited 3 Коммерческий
Вы можете повысить эффективность и снизить накладные расходы управляющей компании.
2 twisoftware 19 Коммерческий
Комплексный мультимедийный учебный курс по сварочным процессам.
3 TWI Ltd 112 Условно-бесплатное ПО
Welding Estimator может рассчитать потребности в расходных материалах для сварных швов, проектов.
Подробнее Калькулятор сварочного расхода
Калькулятор расхода сварки, введение
1 AB-Tools.com 68 Бесплатное ПО
Бесплатный инструмент, который поможет вам рассчитать годовые затраты на электроэнергию и воду.
1 Калькуляторы для подводного плавания с аквалангом 3 Условно-бесплатное ПО
Nitrox, Trimix, SAC, максимальная рабочая глубина, парциальное давление, объем акваланга, расход газа а ….
2 TriSun Software Inc.602 Бесплатное ПО
Рассчитывает / подсчитывает затраты времени на выполнение ваших задач.
Philips Solid-State Lighting Solutions, Inc 65 Бесплатное ПО
Программа, которая рассчитывает общее энергопотребление вашей конфигурации.
electronicsblog.net 4 Бесплатное ПО
Приложение, которое вычисляет номинал резистора и его потребляемую мощность.
10 Semtech SA 230 Бесплатное ПО
Позволяет оценить потребление энергии радиостанцией SX1272.
Дополнительные заголовки, содержащие калькулятор сварочного расхода
2 Улица Петро 9 Бесплатное ПО
WeldShop – это удобное программное обеспечение для сварки для инженеров по сварке и контролю.
7 TWI Limited 24 Демо
Это программное обеспечение для процедур сварки для инженеров и менеджеров.
TWI (Институт сварки) C-Spec 83 Демо
NDTspec соответствует требованиям по обеспечению качества сварки и документации.
C-spec 5 Условно-бесплатное ПО
Найдите любую информацию, необходимую для аттестации процедур сварки по ASME, раздел IX.
5 Industrino AS 204 Бесплатное ПО
Используя e-weld, вы можете рассчитывать экономичность сварки.
ABB 66 Бесплатное ПО
Это инструмент автономного программирования на основе геометрии для программ дуговой сварки.
7 Migweld GmbH International 74 Условно-бесплатное ПО
Позволяет создавать спецификации процедуры сварки.
2 сварочные решения hsk 165 Бесплатное ПО
Это программа, предназначенная для управления процедурами сварки.
HUERNER Schweisstechnik GmbH 10 Бесплатное ПО
Приложение базы данных для загрузки отчетов о сварке из HNSC 400/400.
Компьютерная инженерия, Inc.Демо
Welder’s Toolbox – это набор инструментов, который подойдет любому сварщику, руководителю сварки.
HONGKONG SONGYANG INDUSTRIAL LIMITED 25
STMicroelectronics 11
FANUC Robotics America, Inc.
Калькулятор расхода сварного шваСкачать бесплатно для Windows
1 ЙОКОГАВА 17 Бесплатное ПО
Позволяет пользователю выполнять измерения в соответствии с IEC62301 Ed2.0 (2011).
5 Industrino AS 204 Бесплатное ПО
Используя e-weld, вы можете рассчитывать экономичность сварки.
1 AB-Tools.com 68 Бесплатное ПО
Бесплатный инструмент, который поможет вам рассчитать годовые затраты на электроэнергию и воду.
1 Калькуляторы для подводного плавания с аквалангом 3 Условно-бесплатное ПО
Nitrox, Trimix, SAC, максимальная рабочая глубина, парциальное давление, объем акваланга, расход газа а ….
3 TWI Ltd 112 Условно-бесплатное ПО
Welding Estimator может рассчитать потребности в расходных материалах для сварных швов, проектов.
2 TriSun Software Inc. 602 Бесплатное ПО
Рассчитывает / подсчитывает затраты времени на выполнение ваших задач.
Philips Solid-State Lighting Solutions, Inc 65 Бесплатное ПО
Программа, которая рассчитывает общее энергопотребление вашей конфигурации.
электронный блог.сеть 4 Бесплатное ПО
Приложение, которое вычисляет номинал резистора и его потребляемую мощность.
3 Archon Engineering 11 Условно-бесплатное ПО
Welds предоставит анализ напряжений практически для любой формы сварного шва.
2 Xyron 4 Коммерческий
позволяет сваривать слова, контуры, печатать и вырезать, автоматически отслеживать и многое другое.
2 Компьютерная инженерия, Inc. 3 Условно-бесплатное ПО
Прослеживаемость каждого соединения, сварного шва и любого другого элемента, задействованного в проекте.
2 Компания Lincoln Electric 197 Бесплатное ПО
Сочетает в себе функции Weld Manager и Power Wave Submerged Arc.
6 поток 5 Бесплатное ПО
FluxDVD – это контейнерный формат для распространения и использования полных DVD.
9 Министерство энергетики США 1,684 Открытый источник
Моделирует потребление энергии и воды в зданиях.
1 AMD 3 Бесплатное ПО
Это программа для пошаговой регулировки энергопотребления.
Фонд Затмения 11 Бесплатное ПО
Memory Analyzer помогает находить утечки памяти и сокращать потребление памяти.
38 Даниэль Андрашчик ALPHA SYSTEMS 10 Бесплатное ПО
получить информацию о транспортном средстве / его расходе и т. Д.
BUFFALO INC.19 Бесплатное ПО
Автоматически снижает энергопотребление при простое агрегата.
Калькулятор сварочного расхода Скачать бесплатно xls для Windows
1 ЙОКОГАВА 17 Бесплатное ПО
Позволяет пользователю выполнять измерения в соответствии с IEC62301 Ed2.0 (2011).
Компьютерная инженерия, Inc.4 Условно-бесплатное ПО
Пошаговое руководство по созданию и автоматической генерации надежных документов.
TWI Limited 3 Коммерческий
Вы можете повысить эффективность и снизить накладные расходы управляющей компании.
2 twisoftware 19 Коммерческий
Комплексный мультимедийный учебный курс по сварочным процессам.
3 TWI Ltd 112 Условно-бесплатное ПО
Welding Estimator может рассчитать потребности в расходных материалах для сварных швов, проектов.
1 AB-Tools.com 68 Бесплатное ПО
Бесплатный инструмент, который поможет вам рассчитать годовые затраты на электроэнергию и воду.
1 Ален Риу 7 Открытый источник
Выполняйте десятки разных задач с помощью одного программного инструмента.
1 Дэйв Тоум 32 Бесплатное ПО
Калькулятор X3, который помогает планировать и оценивать сложные конструкции завода.
Opti XL 31 год Условно-бесплатное ПО
Калькулятор расстояния и времени OptiXL – это надстройка для Microsoft MapPoint.
1 Калькуляторы для подводного плавания с аквалангом 3 Условно-бесплатное ПО
Nitrox, Trimix, SAC, максимальная рабочая глубина, парциальное давление, объем акваланга, расход газа а ….
6 Moffsoft 1,690 Условно-бесплатное ПО
Выполняйте простые расчеты, финансовые операции и перевод единиц измерения.
2 Улица Петро 9 Бесплатное ПО
WeldShop – это удобное программное обеспечение для сварки для инженеров по сварке и контролю.
Ремонтный комплект, Inc. 31 год Условно-бесплатное ПО
Инструмент восстановления Microsoft XLS. Как восстановить файлы XLS с помощью комплекта для ремонта XLS.
Программное обеспечение WhiteTown 78 Условно-бесплатное ПО
КонвертерDBF в XLS позволяет конвертировать ваши файлы dbf в формат XLS.
Falco Software, Inc. 6 Бесплатное ПО
Falco Free XLS Library позволяет создавать файлы XLS, XLSX.
2 Excel-Tool, Inc.277 Условно-бесплатное ПО
Может конвертировать XLS в XLSX и XLS в формат XLSM и XLSB.
Head Document Tool Software, Inc. 3 Условно-бесплатное ПО
Конвертер XLS в Jpeg 3000 конвертирует XLS в jpeg, jpg.
Идеальное восстановление пароля Условно-бесплатное ПО
Инструмент преобразованияMDB в XLS является наиболее совместимым программным обеспечением для преобразования MDB в XLS.
2 Recovery Toolbox, Inc. 14 Бесплатное ПО
Восстановите xls-файлы Office 2003 с помощью соответствующего инструмента для восстановления .xls-файлов.
ОкноИндия 10 Условно-бесплатное ПО
Преобразует несколько файлов xls и xlsx в файлы xlsx, xlsb и xls.
96 PDFtoX Co., ООО 10 Бесплатное ПО
Free PDF to Excel XLS позволяет конвертировать файлы PDF в формат XLS.
Калькулятор расхода | SCHOMBURG Германия
Поиск английский- Deutsch
- Français
- Pусском
- 中文
- Товары
- Гидроизоляция и Реставрация
- Гидроизоляционные материалы – Битум
- ASOL-FE
Битумная грунтовка / защитное покрытие, без растворителей - КОМБИФЛЕКС-ДС
Эластичная гидроизоляция - КОМБИДИК-1К
Битумное толстослойное покрытие 1-К - КОМБИДИК-2К-КЛАССИК
2-K битумное толстослойное покрытие (PMBC) - КОМБИДИК-2К-ПРЕМИУМ
Реактивное двухкомпонентное битумное толстослойное покрытие (PMBC) - КОМБИФЛЕКС-C2 / P
Катионное двухкомпонентное битумное толстослойное покрытие (PMBC) - КОМБИФЛЕКС-C2 / S
Катионная 2-K битумная гидроизоляция распылением (PMBC) - КОМБИФЛЕКС-ЭЛЬ
Катионное двухкомпонентное битумное толстослойное покрытие (PMBC)
- ASOL-FE
- Гидроизоляционные материалы – на минеральной основе
- АКВАФИН-1К
Минеральный гидроизоляционный раствор - АКВАФИН-2К / М-ПЛЮС
Гидроизоляционный раствор на минеральной основе для перекрытия трещин - АКВАФИН-2К / М белый
Белая эластичная цементная гидроизоляционная смесь - АКВАФИН-РБ400
Быстрая цементная гидроизоляция - АКВАФИН-ИК
Кристаллический гидроизоляционный раствор - АКВАФИН-ТС07
Эластичный герметизирующий раствор 2K
- АКВАФИН-1К
- Гидроизоляционные материалы – Листовые мембраны
- Гидроизоляционный лист КСК
Холодный самоклеящийся битумный гидроизоляционный лист - Лист гидроизоляционный КСК ФБ
Лента герметизирующая для битумной гидроизоляции КСК - Лента отделочная КСК
Лента финишная для битумной гидроизоляции КСК
- Гидроизоляционный лист КСК
- Гидроизоляционные материалы – Кристаллический
- BETOCRETE-CP-360-WP
Добавка в бетон с кристаллическим эффектом и герметик - BETOCRETE-CP350-CI
Добавка в бетон с кристаллическим эффектом и ингибитором коррозии - BETOCRETE-CL210-WP
Добавка в бетон с кристаллическим эффектом и герметик - BETOCRETE-CL170-P
Добавка в бетон с кристаллическим эффектом и пластификатором бетона - АКВАФИН-ИК
Кристаллический гидроизоляционный раствор
- BETOCRETE-CP-360-WP
- Проходки труб
- АКВАФИН-ПП-В
Перекрестки для строительства белых танков - АКВАФИН-ПП-Ф
Перекрестки для строительства белых танков
- АКВАФИН-ПП-В
- Дополнительные предметы
- ASO-Systemvlies-02
Флис для защиты и скольжения - Армирующая ткань ASO
Ткань армирующая
- ASO-Systemvlies-02
- Водонепроницаемые соединительные ленты
- АСО-Соединение-Лента-2000-С
Соединительная лента для высоких нагрузок - ASO-Joint-Tape-2000-S-Уголки
Угловое уплотнение для высоких нагрузок - ASO-Joint-Tape-2000-Крестовина
Соединительный ленточный переход для тяжелых грузов - АСО-Соединение-Лента-2000-Т
Соединительная лента Т-образная для больших нагрузок - Ленты для компенсаторов ADF
Ленты для швов строительной гидроизоляции - Муфты труб ADF
Рукава для строительной гидроизоляции - ASO-Anschlussdichtband
Непрерывная водонепроницаемая соединительная лента с бутиловыми липкими лентами
- АСО-Соединение-Лента-2000-С
- Гидроизоляционные материалы – Строительные швы
- АКВАФИН-CJ1
Инъекционный шланг для гидроизоляции строительных швов - АКВАФИН-CJ-Набор 1
Шланг нагнетательный, комплект для гидроизоляции строительных швов - АКВАФИН-CJ-Set 2
Шланг нагнетательный, комплект для закачки трещин - АКВАФИН-CJ3
Бентонитовая набухающая гидрошпонка для гидроизоляции строительных швов - АКВАФИН-CJ4
Бентонитовая набухающая гидроизоляционная лента с защитой от дождя для гидроизоляции строительных швов - АКВАФИН-CJ5
Гидроизоляционный лист кристаллический для гидроизоляции строительных швов - АКВАФИН-CJ6
Термопластичная набухающая гидроизоляционная лента для гидроизоляции строительных швов - Крепежная сетка
Сетка для крепления гидроизоляционных лент - АКВАФИН-EJ-WR / WHF
Соединительная планка ПВХ - АКВАФИН-КА
Монтажный клей для набухающих гидрошпонок и клеевых гидроизоляционных мембранных систем для зеленого бетона - АКВАФИН-EJ-RD80
Крепежный диск ПВХ - Зажимы
Зажимы соединительные для стыковых листов - Зажим Omega, двусторонний
Зажим для стыковочного листа
- АКВАФИН-CJ1
- Гидроизоляционные материалы – Деформационные швы
- АКВАФИН-EJ-WH / WRH
Соединительная планка ПВХ - АКВАФИН-ЭДЖ
Лента для деформационных швов ПВХ - ASO-лента
Лента из термопласта для герметизации строительных и деформационных швов
- АКВАФИН-EJ-WH / WRH
- Гидроизоляционные материалы – эпоксидные смолы / полиуретаны
- АКВАФИН-П1
Инъекционная полиуретановая смола для временной герметизации трещин, вспенивания - АКВАФИН-П4
ПУ литьевая смола для перекрытия трещин - ASODUR-IH
Смола для инъекций на основе эпоксидной смолы - Инжекционный пакер
Инъекционный пакер
- АКВАФИН-П1
- Жидкие гидроизоляционные материалы
- АКВАФИН-Ф
Силиконовое решение для ретроспективных горизонтальных барьеров - АКВАФИН-i380
Инъекционный крем для ретроактивных горизонтальных преград
- АКВАФИН-Ф
- Связанная гидроизоляционная мембранная система под зеленым бетоном
- Ленты ПВХ
Для подробных решений и ремонта - АКВАФИН-WM12
Зелено-бетонный гидроизоляционный лист, ПВХ - AQUAFIN-WM12 уголки
Уголки, композитный гидроизоляционный лист из свежего бетона
- Ленты ПВХ
- Растворы и реставрационные штукатурки
- АСОКРЕТ-М30
Водоотталкивающий многокомпонентный раствор до 30 мм - АСОКРЕТ-БМ
Раствор для заполнения скважин и пустот - ЭСКО-ФЛУАТ
Раствор для обработки солей, повреждающих структуру - ТЕРМОПАЛ-СП
WTA подготовительный ремонтно-распылительный раствор - ТЕРМОПАЛ-ГП11
WTA штукатурка для грунтовки - ТЕРМОПАЛ-УЛЬТРА
WTA штукатурка для быстрой реставрации - ТЕРМОПАЛ-СР24
Реставрационная штукатурка WTA с высоким содержанием воздушных пор - THERMOPAL-SR44-серый
Реставрационная штукатурка WTA с цементным легким наполнителем - THERMOPAL-SR44-белый
Белая реставрационная штукатурка с легким цементным наполнителем - ТЕРМОПАЛ-ФС33
Раствор для реставрационных штукатурок THERMOPAL
- АСОКРЕТ-М30
- Цементы быстрого схватывания
- ИСПРАВЛЕНИЕ 10-S
Цемент тампонирующий, быстротвердеющий цемент - FIX 10-M
Анкерный цемент - FIX 20-T
Раствор для быстрого набухания
- ИСПРАВЛЕНИЕ 10-S
- Разглаживающие составы / Растворы для затирки швов
- АСОКРЕТ-ВК100
Цементный раствор для заливки, высокая текучесть до 100 мм - ASOCRET-VK30
Цементный раствор для заливки, высокая текучесть до 60 мм - ASODUR-EV200
3-х компонентный раствор для затирки швов на эпоксидной смоле
- АСОКРЕТ-ВК100
- Бетонная реставрация
- ASOCRET-KS / HB
Цементная защита от коррозии и связующее покрытие - ASOCRET-BIS-5/40
Ремонтный цементный раствор для мест поломки 5–40 мм. - ASOCRET-BIS-1/6
Цементный раствор для мелкодисперсного разглаживания мест поломки 1–6 мм - АСОКРЕТ-ИМ
Кристаллический ремонтный раствор для бетона, гидроизоляции
- ASOCRET-KS / HB
- Защита фасада
- АСОЛИН-WS
Гидрофобная пропитка для фасадов - ASOLIN-SFC45
Гидрофобный крем для фасадов глубокого действия
- АСОЛИН-WS
- Эластичные герметики / грунтовки для швов
- ИНДУФЛЕКС-ПС
2-К полисульфидный герметик для швов - ИНДУФЛЕКС-ПУ
Эластичный герметик 1K-PU - ИНДУФЛЕКС-МС
MS гибридно-полимерный герметик для швов - ИНДУ-Праймер-Н
1-K связующее для неабсорбирующих контактных поверхностей - ИНДУ-Праймер-С
2-K грунтовка / связующее для впитывающих контактных поверхностей - АСОФЛЕКС-СДМ
Эластичный полиуретановый герметик - АКВАФИН-ЭДЖ
Лента для деформационных швов ПВХ
- ИНДУФЛЕКС-ПС
- Грунтовки / грунтовки для напольных покрытий
- ASODUR-SG2
Специальная грунтовка на основе эпоксидной смолы / масло- и пароизоляция - ASODUR-SG2-thix
Специальная грунтовка на основе эпоксидной смолы / тиксотропная пароизоляция - ASODUR-SG3
Барьерный грунт на основе эпоксидной смолы для влажных оснований - ASODUR-SG3-thix
Барьерный грунт на основе эпоксидной смолы для влажных оснований, тиксотропный - ASODUR-SG3-сверхбыстрый
Быстрая грунтовка на основе эпоксидной смолы, многофункциональная - АСОДУР-ГБМ
Смола для грунтовки, гидроизоляции и раствора - АСОДУР-ЭМБ
Раствор из эпоксидной смолы
- ASODUR-SG2
- Напольное покрытие
- ASODUR-V360W
Герметик для бетона, водный - ASODUR-B351
Универсальное покрытие для полов промышленного и коммерческого назначения - ASODUR-V2250
2-К полиуретанакрилатный герметик, шелковисто-матовый - ASODUR-V2257
TopCoat, пигментированный - Кварцевый песок
Дождевание и перемешивание зерна
- ASODUR-V360W
- Грунтовки для штукатурки / штукатурки, связующие, добавки
- DS8-Putzkontakt-GE
Контактное средство для бетона – готовое к использованию - P79-Aufbrennsperre
Грунтовка под штукатурку
- DS8-Putzkontakt-GE
- Добавки, модификаторы для бетонов и растворов
- АСОПЛАСТ-МЗ
Добавка к строительным растворам, связующая эмульсия, защита от испарения - АСОЛИТ-ЛП / К
Воздухововлекающий агент, смешивающий масляный концентрат - АСОЛИН-ДМК
Концентрат герметика - OC17-Frostschutz (Защита от замерзания)
Ускоритель отверждения - АСИКОН-5005
Разделительное и пропитывающее масло, универсальное разделительное средство для опалубки - RESIL-NB150
Средство для дополнительной обработки бетона (отверждение) - АКВАФИН-ЛАТЕКС-М
Адгезионная эмульсия – добавка для бетона, раствора и штукатурки.
- АСОПЛАСТ-МЗ
- Чистящие средства
- ASO-R001
Универсальное чистящее средство, содержит растворители - ASO-R005
Концентрат для очистки плитки, клинкерного кирпича и бетонных блоков - ASO-R008
Концентрат для очистки масляных и промышленных полов
- ASO-R001
- Гидроизоляционные материалы – Битум
- Укладка плитки / натурального камня / стяжки
- Связующие растворы, эмульсии, добавки
- АСОКРЕТ-HB-FLEX
Гибкая контактная и связывающая суспензия - АСОПЛАСТ-МЗ
Добавка к строительным растворам, связующая эмульсия, защита от испарения - ESCODE-P80
Качество жидкой стяжки
- АСОКРЕТ-HB-FLEX
- Стяжки
- ASO-EZ4
Высокопрочный водоотталкивающий раствор для ускоренной стяжки - ASO-EZ4-PLUS
Ускоренный водоотталкивающий раствор для стяжки - ASO-SEB
Вяжущее для стяжек, быстро готовое к приемке плитки - АСО-СЭМ
Раствор для ускоренной стяжки повышенной прочности - АСО-ЭЗ-свет-ПЛЮС
Легкая стяжка на цементной основе
- ASO-EZ4
- Специальные стяжки и растворы
- ASODUR-LE
Легкая стяжка из эпоксидной смолы - АСОДУР-ЭМБ
Раствор из эпоксидной смолы
- ASODUR-LE
- Смолы текучие, адгезивные и инъекционные
- ASODUR-K900
Смола для литья и клея - ASODUR-IH
Смола для инъекций на основе эпоксидной смолы - Зажимы для стяжки
Зажимы для стяжки - ASODUR-GH-S
Силикатная литьевая смола быстрого схватывания
- ASODUR-K900
- Грунтовки
- АСО-Юнигрунд-GE
Праймер готовый к применению - ASO-Unigrund-GE-EU
Праймер готовый к применению - АСО-Юнигрунд-К, синий
Праймер концентрат - ASO-Unigrund-K-EU, синий
Концентрат грунтовочный - АСО-Юнигрунд-С
Специальная грунтовка для быстрого улучшения сцепления - АСО-Юнигрунд-Д
Пароизоляционная грунтовка - АСОДУР-ГБМ
Смола для грунтовки, гидроизоляции и раствора - АСО-ЛЛ
Электропроводящий лак на основе эпоксидной смолы - АСО-ЛБ
Проводящая заземляющая лента - ASODUR-SG2
Специальная грунтовка на основе эпоксидной смолы / масло- и пароизоляция - ASODUR-SG2-thix
Специальная грунтовка на основе эпоксидной смолы / тиксотропная пароизоляция - ASODUR-SG3-сверхбыстрый
Быстрая грунтовка на основе эпоксидной смолы, многофункциональная - ASODUR-SG3-thix
Барьерный грунт на основе эпоксидной смолы для влажных оснований, тиксотропный
- АСО-Юнигрунд-GE
- Разглаживающие составы – затертые и залитые
- RD-SK50
Самоклеющаяся кромочная лента - СОЛОКРЕТ-15
Нескользящая выравнивающая масса до 20 мм, быстрое схватывание - СОЛОКРЕТ-50
Нескользящая выравнивающая масса до 50 мм, быстрое схватывание - СОЛОПЛАН
Жидкая выравнивающая масса - СОЛОПЛАН-30-ПЛЮС
Выравнивающая масса, армированная волокном - СОЛОПЛАН-30-ЦА
Выравнивающая смесь на основе сульфата кальция - СОЛОПЛАН-ФА
Специальная выравнивающая масса, армированная волокном
- RD-SK50
- Системы гидроизоляции
- САНИФЛЕКС
Жидкая гидроизоляционная мембрана, готовая к использованию - САНИФЛЕКС-ЕС
Жидкая гидроизоляционная мембрана, готовая к использованию - АКВАФИН-1К ПРЕМИУМ
Быстро готовый к установке отделочных покрытий, гибкий однокомпонентный гидроизоляционный раствор - УНИФЛЕКС-Ф
Жидкая полимерная модификация - АКВАФИН-2К / М-ПЛЮС
Гидроизоляционный раствор на минеральной основе для перекрытия трещин - АКВАФИН-2К / М белый
Белый эластичный цементный гидроизоляционный раствор - АКВАФИН-РС300
Быстрая гибридная гидроизоляция - АСОФЛЕКС-АКБ-стенка
Гидроизоляция на основе реакционной смолы 2K для поверхностей стен - АСОФЛЕКС-АКБ-пол
Гидроизоляция на основе двухкомпонентной смолы для полов - САНИФИН
Герметизирующая и развязывающая мембрана под плитку и плиты - ADF-Balkonfolie (балконная мембрана)
Гидроизоляционная и разделительная мембрана
- САНИФЛЕКС
- Водонепроницаемые соединительные ленты
- ASO-Joint-Tape-2000
Соединительная лента для тяжелых нагрузок - ASO-Joint-Tape-2000-Уголки
Угловое уплотнение для тяжелых нагрузок - АСО-Соединение-Лента-2000-С
Соединительная лента для высоких нагрузок - ASO-Joint-Tape-2000-S-Уголки
Угловое уплотнение для высоких нагрузок - АСО-СБ
Самоклеющаяся тканевая лента с защитой от порезов - ASO-соединение-рукав-стенка
Гильза для уплотнения стенки - ASO-Joint-Sleeve-Floor
Муфта для уплотнения пола - ASO-Dichtmanschette-K
Соединительная муфта зоны расширения с капиллярным разрывом - АСО-Соединение-Лента-2000-Т
Соединительная лента Т-образная для больших нагрузок - ASO-Joint-Tape-2000-Крестовина
Соединительный ленточный переход для тяжелых грузов - АСО-Дихтбанд-120
Гидроизоляционная лента для соединения водонепроницаемых мембран под плиткой - ASO-Dichtmanschette-W
Настенная водонепроницаемая прокладка для использования со склеенными водонепроницаемыми мембранами - ASO-Dichtecke-I
Внутренний водонепроницаемый уголок для использования с приклеенными водонепроницаемыми мембранами под плиткой - ASO-Dichtecke-A
Водонепроницаемый внешний уголок для использования с водонепроницаемыми мембранами под плиткой - ASO-Gefälleecke-20-L
Наклонный водонепроницаемый уголок для клееных водонепроницаемых мембран с плиткой - ASO-Anschlussdichtband
Непрерывная водонепроницаемая соединительная лента с бутиловыми липкими лентами - ASO-Anschlussdichtecke-I
Непрерывный водонепроницаемый внутренний уголок для использования с приклеенными водонепроницаемыми мембранами под плиткой - ASO-Anschlussdichtecke-Multi
Непрерывный водонепроницаемый внешний уголок для использования с приклеенными водонепроницаемыми мембранами под плиткой - ASO-Dichtmanschette-B
Напольная водонепроницаемая прокладка для использования со склеенными водонепроницаемыми мембранами - АСО-ДМГ
Приспособление для установки водонепроницаемой прокладки
- ASO-Joint-Tape-2000
- Клеи для плитки
- ADF-Systemkleber
Гидрофобный специальный цементный раствор - Клей для системы АПД FB
Гидрофобный клеевой раствор с псевдоожиженным слоем, быстрое схватывание - AK7P
Клей для гибкой плитки - CARO-FK-FLEX
Клей для гибкой плитки - СОЛОФЛЕКС
Эластичный клей для плитки среднего и тонкого слоя - СОЛОФЛЕКС-быстрый
Гибкий и быстрый клей для плитки на тонком и среднем слое - МОНОФЛЕКС
S1 гибкий плиточный клей - МОНОФЛЕКС-быстрый
Гибкий быстросхватывающийся клей S1 - МОНОФЛЕКС-ФБ
S1 эластичный клей для плитки с псевдоожиженным слоем - МОНОФЛЕКС-белый
Белый эластичный клей для плитки - МОНОФЛЕКС-XL
Гибкий высокопроизводительный клей для плитки S1 - LIGHTFLEX
Гибкий, сверхлегкий многофункциональный клей для плитки - UNIFIX-AEK
Эластичный плиточный клеевой раствор для стяжки из сульфата кальция - UNIFIX-S3
Высокоэластичный клей для плитки - UNIFIX-S3-быстрый
Сверхэластичный быстродействующий клеевой раствор для плитки - ASODUR-EK98-пол
Клей на эпоксидной смоле и раствор для швов - ASODUR-EK98-стенка
Клей на эпоксидной смоле и раствор для затирки швов - АСОДУР-ДИЗАЙН
Раствор и клей для тонких швов на эпоксидной смоле - АСОДУР-ЭК / С
Электропроводящий клей на основе эпоксидной смолы и раствор для швов
- ADF-Systemkleber
- Клеи для натурального камня
- КРИСТАЛЛИТ-ФЛЕКС
Эластичный клеевой раствор для натурального камня - КРИСТАЛЛИТ-МУЛЬТИ-ФЛЕКС
Эластичный раствор натурального камня S1 для тонких и средних слоев
- КРИСТАЛЛИТ-ФЛЕКС
- Модификаторы
- ЭЛЕКТРОН-ПЛЮС
Электропроводящая дисперсия для изготовления электропроводящих тонкослойных и шовных растворов - УНИФЛЕКС-Ф
Жидкая полимерная модификация
- ЭЛЕКТРОН-ПЛЮС
- Затирки для плитки
- АСО-Фугенбунт
Стандартный мелкий раствор - КРИСТАЛЛФУГ-ПЛЮС
Многофункциональный раствор для мелких швов, быстро схватывается - ASO-Fugenbreit
Раствор для швов, широкие швы - ASO-Flexfuge
Раствор для эластичных швов, быстрое схватывание - HF05-Brillantfuge
Раствор для швов высокопрочный, эластичный - ASODUR-EK98-стенка
Клей на эпоксидной смоле и раствор для затирки швов - ASODUR-EK98-пол
Клей на эпоксидной смоле и раствор для швов - АСОДУР-ЭК / С
Электропроводящий клей на основе эпоксидной смолы и раствор для швов - АСОДУР-ДИЗАЙН
Раствор и клей для тонких швов на эпоксидной смоле - Блеск для ASODUR-DESIGN
Блестящий компонент для ASODUR-DESIGN - ASO-R003
Универсальный чистящий концентрат
- АСО-Фугенбунт
- Эластичные герметики / грунтовки для швов
- ЭСКОСИЛ-2000
Силиконовый герметик для швов - ESCOSIL-2000-ST
Силикон для натурального камня - ESCOSIL-2000-UW
Подводный силикон - АСОДУР-ЭП / ФМ
Двухкомпонентная шпатлевка на основе смолы - АСОФЛЕКС-СДМ
Эластичный полиуретановый герметик
- ЭСКОСИЛ-2000
- Системы звукоизоляции и звукоизоляции
- SSB-Entkopplungsfolie (разделительная мембрана)
Разделительная мембрана для отделки кафелем - СТУПЕНЬ
Плата шумоподавления и разъединения
- SSB-Entkopplungsfolie (разделительная мембрана)
- Вспомогательные материалы
- ASO-LQ
Проводящий кварцевый песок - Tragfix
Средство для переноски сумок - Ковш мерный
Дозирующее средство - Ведро для смешивания
Ведро для смешивания
- ASO-LQ
- Связующие растворы, эмульсии, добавки
- Защитные полы / системы покрытий
- Пропитка
- РЕМИСИЛ-СИ
Укрепитель бетона и стяжки с гидрофобными свойствами - РЕМИСИЛ
Пропитка для бетона, не содержащая растворителей - РЕМИСИЛ-ОН
Маслоотталкивающая пропитка для бетона - ASODUR-G1270
Грунтовка на эпоксидную смолу
- РЕМИСИЛ-СИ
- Пропитка
- Гидроизоляция и Реставрация
Калькулятор расхода
Калькулятор потребленияКалькулятор потребления позволяет рассчитать примерное общее энергопотребление за месяц.Это выполните ряд шагов, которые помогут определить энергопотребление. После расчета энергопотребления это также поможет вам оценить ежемесячный счет за рассчитанное вами потребление энергии.
Для расчета потребления за конкретный месяц
- Нажмите Калькулятор потребления на основная служба самообслуживания через Интернет дом стр. Калькулятор расхода для месяца отображается экран .
Калькулятор потребления за месяц Экран содержит следующие поля и кнопки.
Поля и кнопки | Описание |
Устройство | выставки прибор, который вы используете. |
Сведения | выставки мощность соответствующего устройства.Прибор может иметь более одного варианта мощности, в этом случае запись в поле Подробные сведения не будет иметь повторную соответствующую запись в Устройство поле. |
Сколько? | Введите количество бытовой техники, которую вы используете в день. Оставив это поле пустое поле означает, что вы не используете прибор. |
Часы / день | Введите количество часов в день, в течение которых используется прибор. |
- Введите количество и период времени для приборов, которые ты используешь.
- Нажмите Далее , чтобы перейти к следующему страницу и нажмите Назад , чтобы перейти вернуться на предыдущую страницу. Количество израсходованных единиц до сих пор отображается в описании над устройством поле.
- Продолжайте нажимать Далее , пока не дойдете до конца списка.
- Нажмите Оцените потребление , для оценки общего количества потребленных единиц. Знай Ваше расчетное ежемесячное потребление дюймов Отображается экран единиц .