Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| 1 | 0 | 0,02 |
1.5 | 0,5 | 0,02 | |
2 | 1 | 0,03 | |
3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 |
5 | 2 | 0,16 | |
6 | 2,5 | 0,21 | |
7 | 3 | 0,28 | |
| 1 | 0 | 0,02 |
1,5 | 0,5 | 0,03 | |
2 | 1 | 0,04 | |
3 | 1,5 | 0,07 | |
Горизонтальное | 4 | 2 | 0,17 |
5 | 2,5 | 0,20 | |
6 | 3 | 0,25 | |
7 | 3 | 0,33 | |
Потолочное | 4 | 2 | 0,08 |
5 | 2 | 0,13 | |
6 | 2,5 | 0,14 | |
7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
5 | 12,5 | 0,10 | 0,11 | 0. | 0,13 |
6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
 11
11Тавровые соединения
масса наплавленного металла, кг/1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
3 | 9 | 0,08 | 0,10 | 0,09 | 0. |
3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
11 | 121 | 1,03 | 1,08 | 1. | 1,23 |
12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
 09
09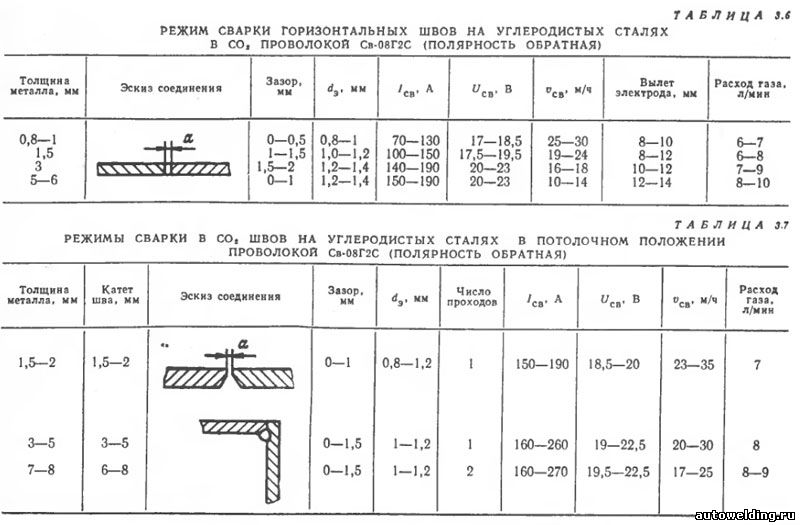 12
12V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Зазор, мм |
|
|
|
|
|
4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
14 | 2 | 0,86 | 1,02 | 1. | 1,60 | 1,17 |
15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
 34
34Первый и подварочный проход при сварке V-образного соединения
Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
Нижнее | 6-12 | 0,10 | 3,0 |
Нижнее | > 12 | 0,15 | 4,0 |
Вертикальное | > 8 | 0,15 | 3,0 |
Горизонтальное | > 8 | 0,15 | 3,0 |
Потолочное | >10 | 0,10 | 3,0 |
‹ Расход электродов Содержание Примерное соответствие отечественных электродов зарубежным ›
Норма расхода электродов на 1 тонну металлоконструкций
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%.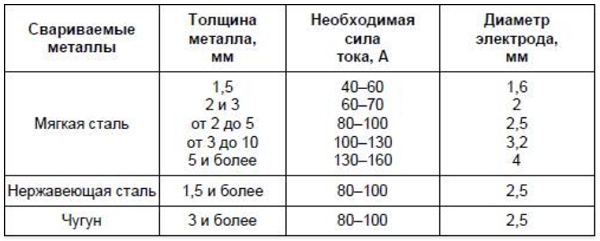 Именно это количество сварочного материала рекомендуется иметь как резерв.
Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.


Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий.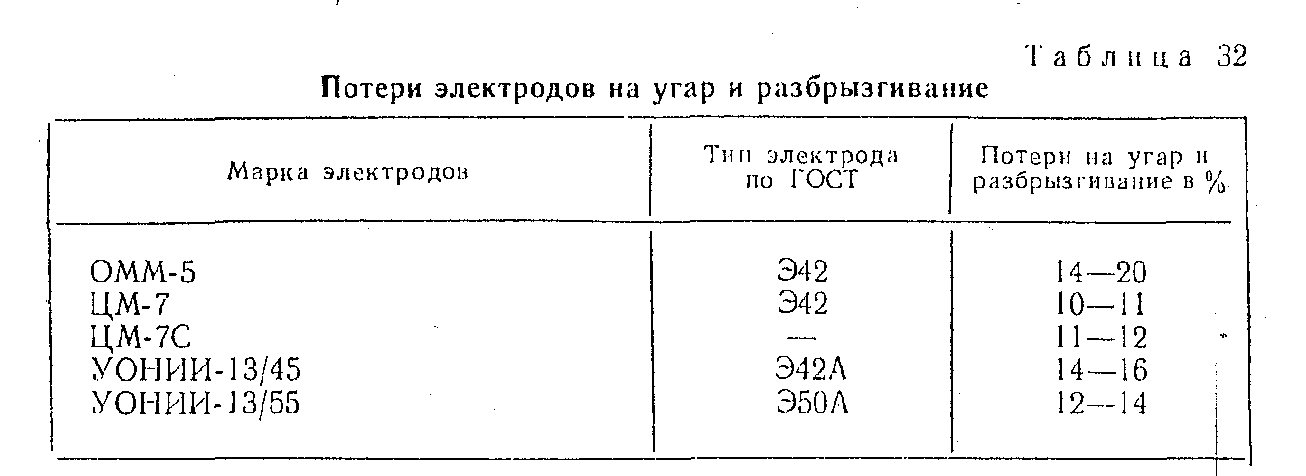 Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
| Размеры трубы, мм | ll | Масcа наплавленного металла, кг | ll | Электроды пo группам, кг | Kод строки | |||||||||
| ll | ll | II | | | III | l | IV | | | V | l | VI | ll | |||
| 1 | ll | 2 | ll | 3 | | | 4 | l | 5 | | | 6 | l | 7 | ll | 8 |
| 3 | ll | 0,201 | ll | 0,366 | | | 0,390 | l | 0,415 | | | 0,439 | l | 0,464 | ll | 01 |
| 4 | ll | 0,260 | ll | 0,472 | | | 0,503 | l | 0,535 | | | 0,566 | l | 0,598 | ll | 02 |
| 5 | ll | 0,329 | ll | 0,599 | | | 0,639 | l | 0,679 | | | 0,719 | l | 0,759 | ll | 03 |
| 6 | ll | 0,464 | ll | 0,842 | | | 0,898 | l | 0,955 | | | 1,011 | l | 1,067 | ll | 04 |
| 8 | ll | 0,670 | ll | 1,216 | | | 1,297 | l | 1,378 | | | 1,459 | l | 1,540 | ll | 05 |
| 10 | ll | 0,974 | ll | 1,768 | | | 1,885 | l | 2,004 | | | 2,121 | l | 2,240 | ll | 05 |
| 12 | ll | 1,250 | ll | 2,269 | | | 2,420 | l | 2,571 | | | 2,722 | l | 2,874 | ll | 06 |
| 15 | ll | 2,010 | ll | 3,649 | | | 3,894 | l | 4,137 | | | 4,380 | l | 4,623 | ll | 07 |
| 16 | ll | 2,204 | ll | 4,000 | | | 4,266 | l | 4,534 | | | 4,800 | l | 5,067 | ll | 08 |
| 18 | ll | 2,615 | ll | 4,748 | | | 5,063 | l | 5,378 | | | 5,695 | l | 6,011 | ll | 10 |
| Kод графы | ll | 01 | ll | 02 | | | 03 | l | 04 | | | 05 | l | 06 | ll | — |
Другие страницы по теме:
- Нормы расхода электродов — Таблица 9 из ВСН 452-84 >
weldzone. info
info
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Какие формулы применяются при расчете расхода электродов?
Н = Нсв + Нпр + Нпр.
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
Сталь:
- до 12 мм — 15%
- более 12 мм — 12%
Алюминий:
- до 8 мм — 30%
- более 8 мм — 35%
Титан:
- 35 — 40%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции.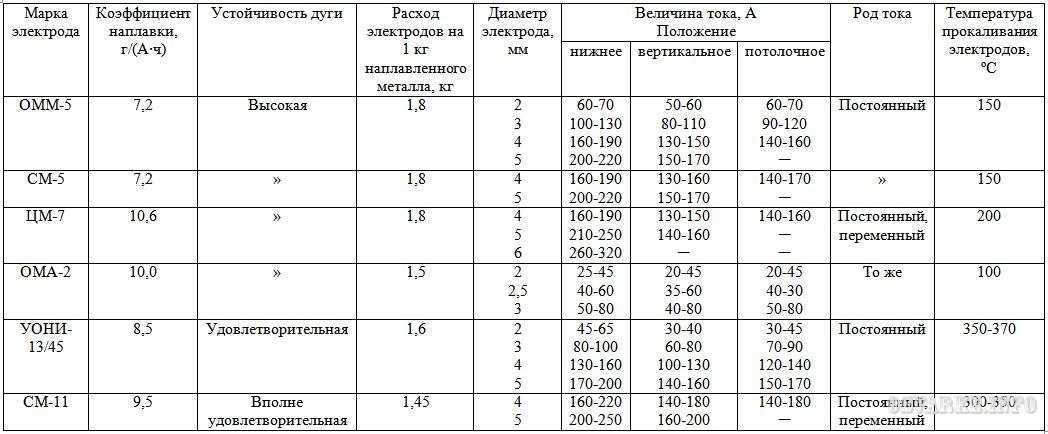 Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.

Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расчет сварочных материалов для соединения с одной V-образной канавкой
Эта статья посвящена преимуществам расчета сварочных материалов. Шаги для расчета сварочного материала, и мы рассчитаем сварочный материал для соединения с одной V-образной канавкой.
При сварке оценка сварочных материалов играет жизненно важную роль для завершения изготовления в установленные сроки и при возможной минимальной стоимости металла сварного шва, поскольку другие затраты на сварку фиксированы. Существует много преимуществ расчета наплавки, которые кратко описаны ниже 9.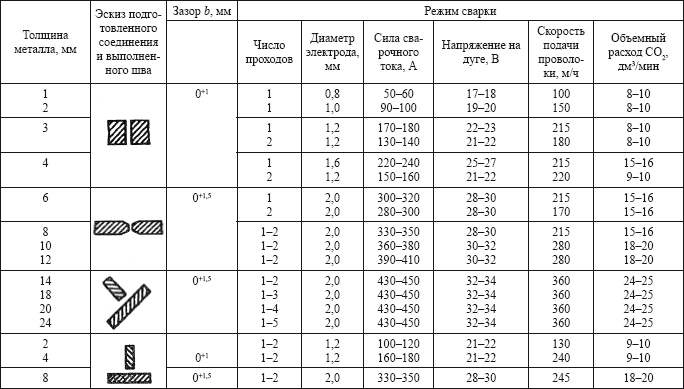 0003
0003
- Стоимость сварки может быть минимизирована за счет закупки необходимого количества расходных материалов.
- Последнее время икоты можно избежать, так как мы знаем необходимое количество расходного материала.
- Проблема с инвентарем может быть решена, так как будет закуплено необходимое количество расходных материалов.
- Когда нам нужно поставить поставщику расходные материалы, мы можем поставить только необходимое количество.
- Возможны предварительные переговоры с поставщиком по количеству расходных материалов.
- Потери расходных материалов можно легко контролировать, если известно их количество.
Вышеприведенные пункты иллюстрируют важность расчета сварочных материалов. Но многие из наших друзей не знают основ расчета сварочных материалов. В этой статье мы попытаемся прояснить основы расчета сварочных материалов с помощью простой конструкции с V-образной канавкой.
Необходимые действия Расчет сварочных материалов для сварных соединений- Детали конструкции канавки.
- Расчет площади канавки. (включая арматуру)
- Рассчитайте объем, умножив площадь разделки на длину сварного шва. (Объем = Площадь X Длина)
- Умножьте объем сварного шва на плотность наплавляемого материала. (Вес = Объем X Плотность)
- Поскольку мы получаем необходимое наплавление для заполнения канавки, для сварочного электрода, требуемого в кг, умножьте на коэффициенты наплавления, указанные в таблице 1 для различных процессов сварки.

Толщина канавки (T): 15 мм
Угол скорее: 35 °
Корневой зазор (G): 3 мм
Армирование (R): 3 мм
Длина сварного шва (L): 1000 мм
Материал CS Плотность ( ρ) : 7,85 (г/см3) дизайн в простейшей форме для расчета площади, как показано на рисунке ниже, мы разрезали дизайн канавки на 4 части, чтобы можно было легко вычислить площадь
Площадь части 3 (A3): эта часть представляет собой прямоугольник, а площадь прямоугольника равна длине X Ширина
Длина = 15 мм (толщина канавки) и ширина = 3 мм (корневой зазор канавки)
Площадь части 3 (A3) = 15 мм x 3 мм = 45 мм 2
Площадь частей 1 и 2 (A1 и A2): Поскольку эти части имеют форму треугольника, а площадь треугольника составляет ½ X основания X Высота. Также части 2 и 3 имеют одинаковый угол скоса и толщину, поэтому площадь обеих частей будет одинаковой.
Также части 2 и 3 имеют одинаковый угол скоса и толщину, поэтому площадь обеих частей будет одинаковой.
Итак, мы посчитаем площадь любой из одной части, и другая часть будет иметь такую же площадь.
Рассчитаем площадь для детали 1
Высота (толщина основного материала) = 15 мм
Основание = tan35° X Высота (толщина основного металла) = tan35° X 15 мм = 10,503 мм
Площадь детали 1 = ½ X 10,503 X 15 = 78,7725 мм 2
Площадь детали 2 (как и площадь детали 1) = ½ X 7,095 X 15 = 78,7725 мм Площадь 2 9004 (A4): Площадь детали будет приблизительно равна высоте накладки (армирования), умноженной на ширину накладки (армирования) Высота армирования = 3 мм Ширина армирования = 2 (tan35° X толщина основного металла) + Корневой зазор Ширина арматуры = (2(tan35° X 15)+3)+ = 24,006 мм Площадь детали 4 = (24,006 X 3) = 72,0186 мм 2 Общая площадь канавки = площадь детали 1 + площадь детали 2 + площадь детали 3 + площадь детали 4 Общая площадь канавки = 45 + 78. Total Volume of Joint = Area of groove X Weld Length = 274.5636 x 1000 (Considering weld length 1000mm)= 274563 mm 3 Weight of required сварочный материал = Объем X Плотность Чтобы получить вес в кг = Объем (мм 3 ) X Плотность (г/см 3 )/1000000 Вес требуемого сварочного материала в кг = (274563 X 7,85)/1000000 = 2,155 кг3 7725 + 78.7725 + 72.0186 =274.5636 mm 2
7725 + 78.7725 + 72.0186 =274.5636 mm 2 0 можно рассчитать расходные материалы «Single V» снизу, введя указанные параметры
. Для других наших постов перейдите по ссылкам ниже
- ASME Раздел IX
- RU
- Металлургия
- Неразрушающий контроль
- Калькулятор WeldFabWorld
- Сварка
Расчет и оценка стоимости сварки
Каковы основные параметры расчета стоимости сварки?
Для составления сметы и калькуляции стоимости дуговой сварки необходимо иметь данные технического расчета для определения прямых затрат на сварку на основе следующих факторов прямых затрат: расходные материалы,

Расчет стоимости сварочных материалов/электрода
Первым шагом является определение количества электродов, необходимых для выполнения единицы длины данного типа соединения.
Зная это, время дуги и потребляемый ток можно определить с помощью простого расчета. В качестве примера можно взять одинарное V-образное стыковое соединение толщиной 10 мм и длиной 1 м, как показано на рисунке ниже.
Здесь площадь поперечного сечения, разделенного на сегменты A, B, C, и D, , можно вычислить с помощью простой арифметики. Эта площадь, умноженная на «м» , дает объем на метр длины, который может быть выражен в см 3 .
Плотность стали 7,8 г/см 3 . Используя этот коэффициент, можно рассчитать вес металла шва, необходимый для заполнения шва.
Рассчитанный выше общий вес путем умножения стоимости сварочных материалов (прутка/присадочной проволоки) позволяет определить стоимость сварочных материалов.
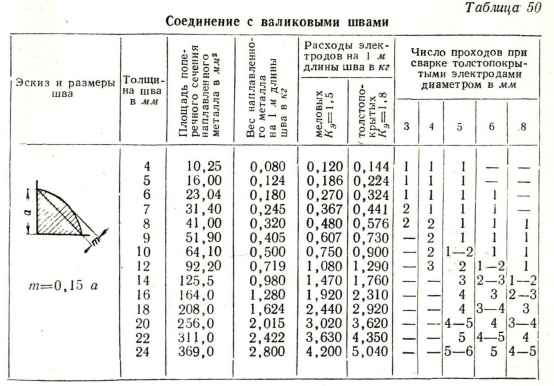
Расчет объема сварного шва для углового шва
Стандартные таблицы веса металла шва для обычных угловых швов приведены ниже для справки:
Существует несколько методов наплавки металла шва, скажем, пятью электродами на тарелке, используя среднюю силу тока диапазона и оставив шлейф длиной 50 мм, и определив его вес.
Вычисление объема углового сварного шва довольно просто, если у вас есть все измерения. Во-первых, вам необходимо рассчитать площадь углового шва на основе размера стыка, используя формулу, приведенную ниже.
Затем умножьте два измерения, т. е. площадь и плотность свариваемого материала, чтобы получить общий объем или требуемый вес сварного шва, как описано ниже.
В качестве альтернативы можно узнать у производителя электродов количество электродов, необходимое для наплавки 1 кг наплавленного металла, или вес наплавленного металла, полученного с каждого электрода.
Расчет объема сварки для сварки встык
Объем сварки для типичных сегментов сварки встык приведен в таблице ниже для справочных целей.
При выполнении этих расчетов даже небольшие отклонения от предписанных размеров при подготовке кромок или подгонке приводят к значительному увеличению объема металла сварного шва, необходимого для соединения.
Например, увеличение на 3° прилежащего угла V-образного соединения 60° приводит к увеличению поперечного сечения на 5%. То же самое и в случае неправильной подгонки.
Что такое эффективность электродного осаждения?
Вместо того, чтобы предоставлять вышеупомянутую информацию, производители электродов обычно указывают эффективность наплавки (DE) электрода в руководствах производителей электродов.
Эффективность наплавки или DE определяется как отношение наплавленного металла к массе расплавленной проволоки, выраженное в процентах.
Например, если электрод имеет 90 % ЭД, из каждых 100 г расплавленной в дуге жилы будет получено 90 г металла шва.
Эффективность наплавки в значительной степени зависит от типа используемого электрода и составляет от 80 до 95 % для обычных типов, которые не содержат порошка железа и не имеют заметных долей ферросплавов, поскольку некоторая потеря металла происходит из-за разбрызгивания и испарение в дуге.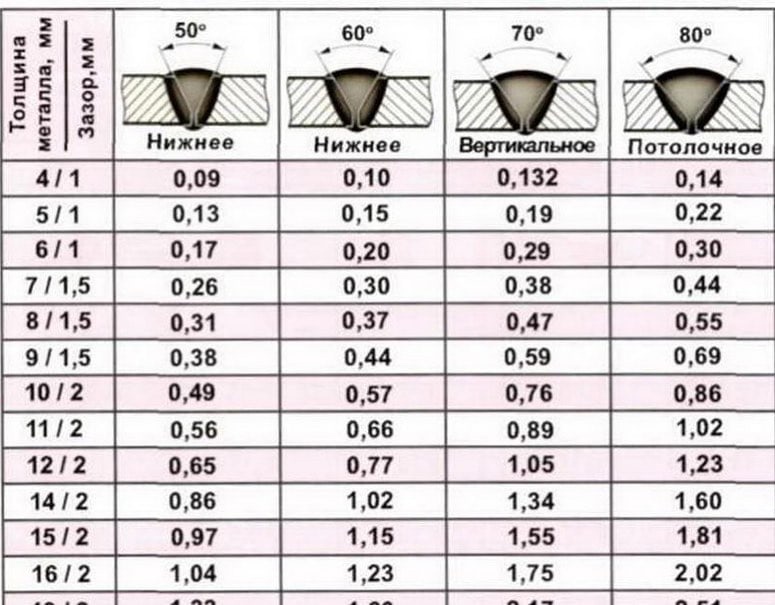
Значения более 100 % получаются, когда во флюсовое покрытие добавляется достаточное количество железного порошка.
Пример расчета веса электрода
Вы можете рассчитать вес, скажем, 400 мм проволоки диаметром 4 мм, что представляет собой длину сердечника проволоки, выплавляемой из одного электрода для сварки стержнями, длиной 4 x 450 мм, с учетом Длина заглушки 50 мм.
Если этот вес равен AA , а DE электрода составляет 90%, вес наплавленного металла, полученного электродом, составляет AA x 0,90. Если DE равен 120%, вес будет равен AA x 1,20.
Зная массу металла шва, необходимого для заполнения шва, и массу металла шва, наплавленного одним электродом, общее количество электродов, необходимых для шва, можно оценить с помощью простой арифметики.
Расчет времени сварочной дуги
Время дуги — это чистое время сварки, необходимое для расплавления количества электродов, необходимого для выполнения определенного соединения. Чтобы найти это, нужно умножить количество электродов, необходимых для соединения, на время плавления каждого электрода.
Чтобы найти это, нужно умножить количество электродов, необходимых для соединения, на время плавления каждого электрода.
Время плавления, конечно, должно быть определено для каждого типа используемого электрода и для каждого диаметра используемого электрода, потому что каждый из них имеет разное время плавления. Время плавления одного электрода зависит от используемого сварочного тока.
В цеху используются широко варьирующиеся сварочные токи в зависимости от условий. Если кто-то хочет работать точно, рекомендуется провести испытания, чтобы определить время сварки для каждого типа электрода и диаметра для текущих условий, используемых в собственном цехе.
Чистое время сварки, полученное путем умножения количества электродов на время плавления каждого электрода, не включает время, необходимое для удаления шлака, замены электродов, подготовки к работе и других случайных, но неизбежных операций.
Для расчета общего времени сварки, которое включает все другие трудоемкие операции, существует два возможных метода:
а) Точный метод состоит в проведении исследований времени для выяснения непредвиденных затрат времени на сварку.
b) Менее точный метод, но полностью удовлетворяющий требованиям оценочных работ, учитывает непредвиденные затраты времени путем умножения чистого времени сварки на так называемый фактор времени сварки.
Стоимость потребления сварочного тока
Это относится к стоимости электроэнергии, используемой для сварки. Следующие уравнения помогают рассчитать эту стоимость:
- Мощность дуги в киловаттах = (Сварочный ток x напряжение дуги)/ 1 000
- Потребляемая мощность в киловаттах = (Киловатты дуги)/(% КПД при напряжении дуги)
- Стоимость электроэнергии в час = Входные киловатты x тариф за кВтч
- Стоимость электроэнергии/метр = Стоимость электроэнергии в час на метр длины сварного шва, наплавленного за один дуговой час.
- Стоимость электроэнергии на электрод = Стоимость электроэнергии в час/кол-во. электродов, израсходованных за один час дуги
 электродов, израсходованных за один час дуги
электродов, израсходованных за один час дугиРасчет затрат на оплату труда сварщиков
Прямые затраты на оплату труда сварки обычно покрывают заработную плату сварщика и помощника, помогающего наладить работу, выполнить предварительную очистку и т. д.
Из числа электродов, израсходованных сварщиком за смену, можно рассчитать общий вес наплавленного металла.
Суммарная дневная заработная плата сварщика и его помощника, деленная на вес наплавленного металла, дает стоимость рабочей силы на кг наплавленного металла.
Накладные расходы на сварку
Накладные расходы покрывают все расходы, связанные с управлением цехом. Они могут включать расходы на надзор, техническое обслуживание, амортизацию и ремонт оборудования, стоимость очистки и освещения и т. д.
Накладные расходы могут в некоторых случаях даже включать общий счет за электроэнергию, включая затраты на сварочные работы. Для простоты расчета определяется соотношение между затратами на рабочую силу и накладными расходами, и полученный коэффициент используется для расчета накладных расходов.