Каретка в сборе токарного станка. Запчасти и ремонт.
Предлагаем
каретки токарного станка как в сборе, так и комплектующие к ним – винт поперечной подачи в сборе, клин каретки, нижняя часть суппорта (поперечная подача) и др.Универсальные токарно-винторезные станки – неотъемлемая составляющая станочного парка любого предприятия. Созданные десятилетия назад, многие из них и сегодня остаются в строю, продолжая подтверждать основательность советского ☭ станкостроения. Конечно же, время и интенсивные условия эксплуатации отражаются на точности металлообрабатывающего оборудования. Постепенно изнашиваются различные ответственные узлы, одним из которых является каретка суппорта токарного станка.
Мы производим широкий ассортимент запасных частей к металлорежущим станкам, включая оборудование давно снятое с производства. Изготовленные по оригинальной технической документации разработчиков, они полностью заменяют «родные» комплектующие и позволяют продлить ресурс станка.
Каретка в сборе 16К20
Каретка в сборе для токарно-винторезного станка 16К20.050.001. В комплекте клтн,…
Каретка в сборе 1К62, ТС-30
Каретка в сборе для токарно-винторезного станка 1К62, также уместно ее применять.
Всего страниц: 3
- 1
- 2
- 3
- »
- »»
Назначение и ремонт
Важный узел токарно-винторезного станка каретка или как ее еще называют продольная подача токарного станка (продольные либо нижние салазки) фактически является частью суппорта. Призванная обеспечить продольную подачу, каретка на практике гарантирует взаимодействие таких узлов и частей станка, как:
- ✅ станина, каретка перемещается салазками по ее направляющим в осевом направлении;
- ✅ фартук, неподвижно закрепленный на ее фронтальной части и управляющий подачами;
- ✅ суппорт, перемещающийся по поперечным направляющим в верхней части каретки.
Являясь обобщающим узлом столь важных элементов токарного станка, каретка претендует на роль одного из важных узлов.
Продольной подачей или перемещением каретки токарного станка вдоль оси вращения заготовки, в автоматическом и ручном режимах управляет механизм фартука:
- ✅ в первом случае поступательное движение обеспечивает преобразование вращения ходового винта маточной гайкой;
- ✅ при ручном управлении продольной подачей каретка перемещается посредством вращения штурвала фартука.
В случае необходимости выполнения торцевых работ на станке каретка неподвижно фиксируется на направляющих станины.
Нетрудно предположить, что в зоне ответственности столь важного узла как каретка станка лежит главный ❕ параметр – точность металлообработки. Работа в достаточно напряженном режиме накладывает отпечаток на столь важную характеристику и по мере износа ❌ точность станка падает. Причинами тому может служить износ винтовой пары поперечной подачи каретки либо износ клина. В первом случае меняется винт с гайкой и одновременно изношенные подшипники, то же справедливо и в отношении клина. Однако встречаются неисправности более сложного характера, например, изменение геометрии нижних салазок, но чаще всего ремонтникам приходится сталкиваться с люфтами, вызванными износом верхних направляющих («ласточкин хвост»).
Однако встречаются неисправности более сложного характера, например, изменение геометрии нижних салазок, но чаще всего ремонтникам приходится сталкиваться с люфтами, вызванными износом верхних направляющих («ласточкин хвост»).
В практике ремонтных групп эта «приобретенная болезнь» встречается достаточно часто. Ремонт каретки станка
Каретки для станков в России
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Каретки для станков
Вы можете очень быстро сравнить цены кареток для станков и подобрать оптимальные варианты из более чем 80036 предложений
ходовые винты, винты продольной подачи, винтовые пары суппорта, винты каретки к станкам
Состояние: Новый
В наличии
ООО ГК «Атмосфера» специализируется на поставке ходовых винтов, винтов продольной подачи, винтовые пары суппорта, винты каретки к станкам:В наличии и под заказ. Доставка в любой регион.Также…
Доставка в любой регион.Также…
10.05.2023 Челябинск (Россия)
Каретки к станкам типа 1К62,1К62Д,16К20,1М63,1М65 и др
Состояние: Новый
В наличии
Каретки в отличном состоянии .ООО ПКФ «Пром Снаб» является торгово-производственной компанией и может осуществлять комплексные поставки запасных частей и оснастки собственного производства к…
12.05.2020 Челябинск (Россия)
Каретка токарного станка 166 (ДИП-600) шлифованная
Состояние: Б/У Год выпуска: 1986
Каретка суппорта, ласточкин хвост перешлифовован, всё остальное тоже в порядке.
Только каретка голая, без ползушки и фартука.
Могу также отремонтировать вашу каретку.
Возможна продажа по безналу с._2018-11-28_13-27-38.jpg) ..
..
12.05.2022 Куровское (Россия)
104 000
СФР фальцеосадочный ручной станок, купить фальцеосадочный станок по металлу
Состояние: Новый Год выпуска: 2012
В наличии
Фальцеосадочный ручной станок серии СФР является отечественным станком, выпускаемым заводом по производству кузнечно-прессового оборудования. Привод фальцеосадочный станка СФР является ручным….
17.10.2019 Москва (Россия)
45 600
Вертикальный фрезерный станок MXB5117H
Состояние: Новый
В наличии
Эти станки позволяют выполнять широкое разнообразие фрезерных работ по изготовлению столярных изделий. Четыре станка этой серии, хотя и представлены одним разделом, так как они близки и…
13. 05.2023
Москва (Россия)
05.2023
Москва (Россия)
Вертикальный фрезерный станок MXB5118H
Состояние: Новый
В наличии
Эти станки позволяют выполнять широкое разнообразие фрезерных работ по изготовлению столярных изделий. Четыре станка этой серии, хотя и представлены одним разделом, так как они близки и…
13.05.2023 Москва (Россия)
Круглопильный форматно-раскроечный станок PK 250 A
Состояние: Новый Производитель: Rojek (Чехия)
Назначение Круглопильный станок (циркулярная пила) должен быть на каждом деревообрабатывающем производстве. Продольный и поперечный раскрой балок, брусьев, досок, полноформатных листов МДФ, ДСП,…
13.05.2023 Казань (Россия)
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО ТД (Россия)
В наличии
Продаю люнет подвижный для станка ДИП-300Люнет подвижный для станка ДИП 300 – является технологической оснасткой для токарных станков._2022-03-16_14-38-00.jpg) Применяется в качестве дополнительной опоры при…
Применяется в качестве дополнительной опоры при…
03.08.2016 Рязань (Россия)
18 000
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
В наличии
Люнет подвижный для станка ДИП 300 – является технологической оснасткой для токарных станков.Люнет подвижный для станка ДИП 300 – является технологической оснасткой для токарных станков….
10.01.2017 Москва (Россия)
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
ООО «Металлообработка» предлагает к реализации люнет подвижный для станка ДИП-300 от производителяЛюнет подвижный для станка ДИП 300 – является технологической оснасткой для токарных. ..
..
30.01.2017 Киров (Россия)
Вал ходовой, винт суппорта, винт каретки 1К62, 1К62Д, 16К20, 1М63, 6Р12, 6Р13, 1М65, 1А64, 1М64
Состояние: Новый
В наличии
ООО «СтанкоПромСервис» специализируется на поставке ходовых винтов, винтов продольной подачи, винтовые пары суппорта, винты каретки к станкам: В наличии и под заказ. Доставка в любой регион. Также…
03.04.2023 Челябинск (Россия)
Дооснащение оцилиндровочных станков модулями окорки ОКМ
Состояние: Новый Производитель: СИТЕК (Россия)
В наличии
Производим дооснащение оцилиндровочных станков, имеющихся в распоряжении заказчика, модулем окорки ОКМ.Производим дооснащение оцилиндровочных станков, имеющихся в распоряжении заказчика, модулем. ..
..
06.05.2023 Барнаул (Россия)
100
Люнет подвижный для станка 163
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный для станка 163 – является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных не жестких деталей. В зависимости от…
23.01.2017 Саратов (Россия)
18 900
Люнет подвижный для станка ДИП 300
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный для станка ДИП 300 – является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В…
Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В…
23.01.2017 Саратов (Россия)
18 900
Люнет подвижный станка ТС-30
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный станка ТС-30 – является технологической оснасткой для токарных станков. Люнет используется как дополнительная опора при обработке заготовки на токарном станке для избежания ее…
23.01.2017 Саратов (Россия)
15 300
Суппортов к токарным станкам 1к62д, 16к20, 16б16, 1м63, 1к62, 1к625 и другим станкам
Состояние: Новый
В наличии
Производственное предприятие предлагает прямые поставки суппортов к токарным станкам 1к62д, 16к20, 16б16, 1м63, 1к62, 1к625 и другим станкам, так же Вы можете преобрести различные детали для. ..
..
04.02.2020 Энгельс (Россия)
38 000
Круглопильный форматно-раскроечный станок PK 320 A
Состояние: Новый Производитель: Rojek (Чехия)
В наличии
Модель станка PK320A – 2000 мм (Rojek) PK320A – 2600 мм (Rojek) PK320A – 3200 мм (Rojek) Назначение Форматно-раскроечный или форматно-обрезной станок – основной на любом производстве…
13.05.2023 Казань (Россия)
Комбинированный раскроечный станок с фрезерным узлом FK2
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
Каретка комбинированного станка по дереву со стальными направляющими. Tелескопическая линейка с двумя упорами. Электронный тормоз для двигателя. Наклон диска до 45° со считыванием по шкале.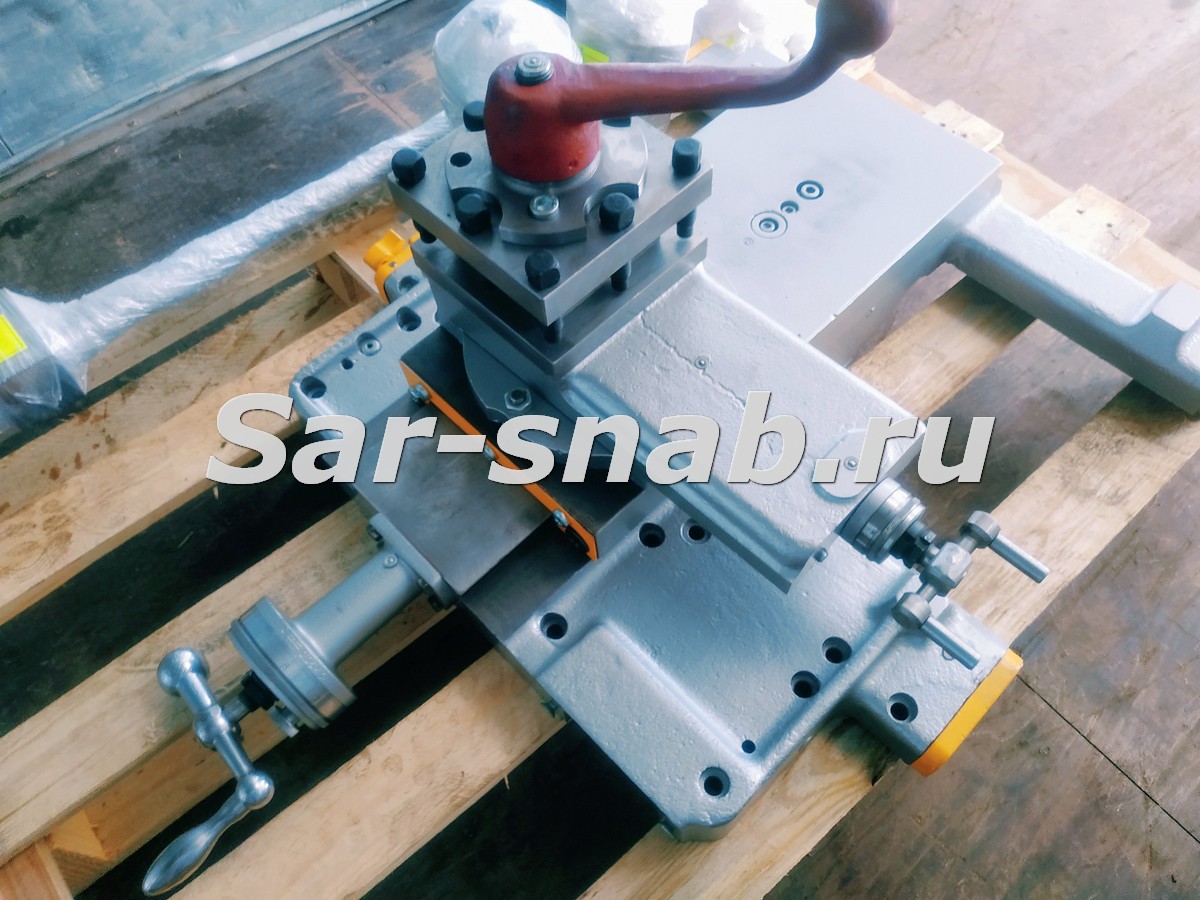 …
…
13.05.2023 Казань (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по кареткам для станков почти как на Авито и TIU
Видео кареток для станков
00:43 HD www.russtanko-rzn.ru- Ремкомплект корпус гайки, втулки, червяк для станков 1Н983, 1М983,1А983, РТ983, СА983, и т.д. 25.03.2017 393
00:52
1 1 HD
www.russtanko-rzn.ru-Запасные части для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 (Муфта тормозн
26. 05.2015
5981
05.2015
5981
00:35 HD www.russtanko-rzn.ruЗапасные части /Шестерни для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 Шесте 17.07.2015 2806
01:06 HD www.russtanko-rzn.ru-Поддержка винта-вала 1М63 11 001 ( Для станков 1М63, 163, 1М63Н,ДИП300,16К40, 16Р40) 18.08.2015 4355
Компоненты каретки – примечания к инструментам
- Каретка
- Фартук
- Муфта механической подачи
- Выбор механической подачи
- Маховик каретки
- Рычаг полугайки 90 004
- Седло
- Поперечные салазки
- Маховик с поперечными салазками
- Составной упор
- Маховик составного упора
- Стойка для инструментов
Каретка
Каретка является основным средством управления движением режущего инструмента. Каретка состоит из двух основных компонентов: 9седло 0035 и фартук .
Каретка состоит из двух основных компонентов: 9седло 0035 и фартук .
Фартук
Фартук представляет собой конструкцию, расположенную на передней грани каретки. Фартук отвечает за получение мощности от ходового винта или подающего стержня и передачу ее на питание либо самой каретки, либо поперечного салазка.
Муфта механической подачи
Муфта механической подачи представляет собой разъединитель между стержнем подачи и передним приводом. Он используется только при подаче с использованием подающего стержня для подачи каретки (в направлении Z) или поперечного салазка (по оси X). Он не используется для операций с потоками. Для резьбы 9Используется рычаг полугайки 0035 .
Муфта механической подачи используется для подключения и отключения питания от стержня подачи.Power Feed Select
Power Feed Select используется для управления подачей питания на каретку, поперечную подачу или ни на то, ни на другое. При заправке нити переключатель автоматической подачи должен находиться в нейтральном положении (ни то, ни другое).
Маховик каретки
Маховик каретки используется для ручного позиционирования каретки вдоль направляющих.
Маховик каретки используется для ручного позиционирования каретки вдоль направляющих.Рычаг с полугайкой
Рычаг с полугайкой (или разрезной гайкой) используется исключительно для нарезания резьбы. Он закрывает приводную гайку ACME, состоящую из двух частей, на ходовой винт. Чтобы использовать рычаг полугайки, переключатель механической подачи должен находиться в нейтральном положении, а мощность должна подаваться на ходовой винт, а не на стержень подачи. На многих токарных станках есть блокировка для предотвращения случайного зацепления полугайки с ходовым винтом. Токарный станок, неправильно отрегулированный с помощью полугайки, может быть поврежден, поэтому никогда не используйте этот рычаг без надлежащей подготовки и осторожности.
Рычаг полугайки используется только для нарезания резьбы. Полугайка должна зацепляться только тогда, когда токарный станок правильно настроен для нарезания резьбы.
Полугайка должна зацепляться только тогда, когда токарный станок правильно настроен для нарезания резьбы.Седло
Седло — это часть повозки, которая едет по путям. Он поддерживает поперечный суппорт, который, в свою очередь, поддерживает составную опору и резцедержатель.
Седло проходит вдоль спальных мест и поддерживает поперечное скольжение и составную опору.Поперечный суппорт
Поперечный суппорт перемещает инструмент в радиальном направлении по отношению к заготовке. Обычно ее называют осью «X». Изменения диаметра происходят в результате движения в направлении поперечного скольжения. Большинство токарных станков имеют силовую подачу в направлении поперечного скольжения.
Маховик с поперечными салазками
Хотя механическая подача обычно доступна для поперечных салазок, часто удобно позиционировать инструмент вручную. Для этой цели предусмотрен маховик поперечного скольжения. Вращение этого маховика перемещает поперечный суппорт в радиальном направлении по отношению к заготовке, что приводит к изменению диаметра.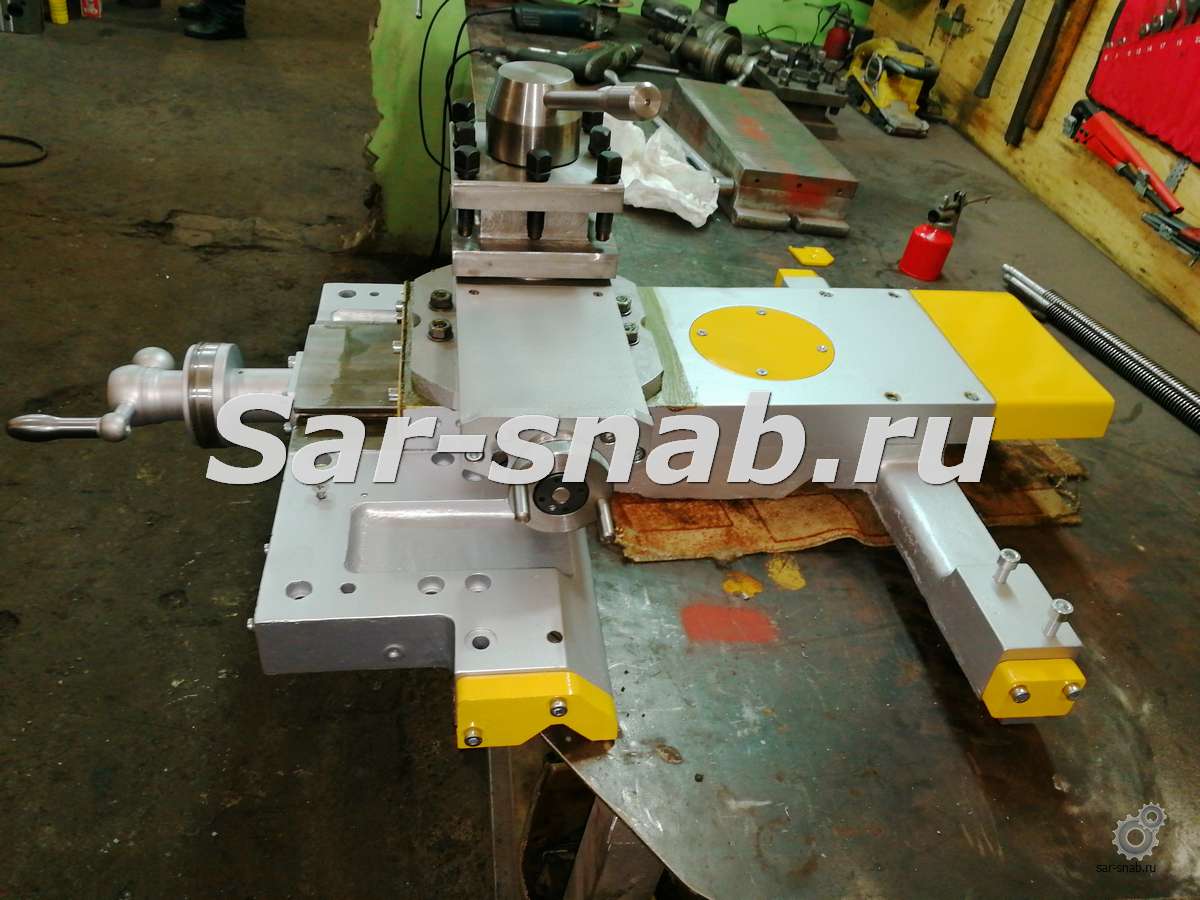
Составная подставка
Составная подставка используется для выполнения конусных резов. Конусы — это конические элементы, которые нельзя вырезать (на ручных станках) с помощью ортогонального движения каретки и поперечного салазка. Как правило, токарные станки с ЧПУ не имеют составного упора, потому что коническое движение достижимо под управлением компьютера за счет одновременного перемещения каретки и поперечного суппорта. Большинство токарных станков не имеют подачи питания к составной опоре.
Угол компаунда регулируется путем ослабления двух или более крепежных винтов и вращения компаунда.
Составной упор позволяет выполнять коническую резку на ручных станках.Маховик составного люнета
Составной люнет должен подаваться с помощью маховика, поскольку он обычно не имеет механической подачи.
Стойка для инструментов
Стойка для инструментов крепится к составной опоре и служит средством удержания режущих инструментов. Ручные токарные станки могут иметь различные инструментальные стойки. Быстросменный инструментальный пост, подобный показанному здесь, — это удобный способ смены инструментов. Подробнее о токарных инструментах и держателях см. здесь.
Быстросменный инструментальный пост, подобный показанному здесь, — это удобный способ смены инструментов. Подробнее о токарных инструментах и держателях см. здесь.
Токарный станок с поперечной направляющей 9×20, составные, каретки и шестерни подачи
Токарный станок 9×20 с поперечной направляющей, составные, каретки и шестерни подачи 9х20
Поперечное скольжение, соединение,
Перевозка
и шестерни подачи
Последнее обновление: 1 апреля 2023 г., 09:16:33
Горный часовой пояс США
ДОМ
Ходовой винт
& Орех,
Скобка, Ручки,
Сложный
Обновление,
Натяжные стержни, Регулируемые упоры каретки, Кормовые шестерни,
Полугайка
Более ранняя простая модификация колеса с поперечным скольжением.
Сделал кольцо снаружи поперечного салазка
ручное колесо
. Сдвинули ручку для большего рычага.
Использовал три, М5-.8
установочные винты (такая же резьба, как у рукоятки
). плечо болт). Я фрезеровал концы винтов плоско, чтобы
плечо болт). Я фрезеровал концы винтов плоско, чтобы
удалить
острые гребни, чтобы они не выдолбили
оригинальная ручка. Не делайте его слишком большим, иначе он
мешать
рукой на каретке и составных ручках.
Ходовой винт и гайка
Когда я модифицировал Тайг
фреза для ЧПУ,
у меня качественная, прецизионная заточка, 1/2-20 левосторонняя
ходовой винт
с опорной пластиной и подходящими гайками из бронзы
в качестве запасных частей.
Ходовой винт Jet OEM (вверху) только левосторонний.
М8-1,25 с сырой
упорный/радиальный подшипник/кронштейн.
Сначала расставил по местам
гайку на мельнице, затем
повернул бронзовую гайку, чтобы она соответствовала
зенковка стола с поперечными салазками
(внизу).
Просверлено и нарезано резьбовое отверстие для плоской головки 10-32, 100 градусов
винт с крестообразным шлицем, удерживающий
гайка из
вершина.
Нижняя часть поперечного слайда с
бронзовая гайка ходового винта
установлен.
Кронштейн
Обработанный цельноалюминиевый кронштейн, который использует 3,
Болты с головкой под ключ M6-1×75 мм
&
Отверстия с зазором 6,5 мм.
Пришлось нарезать 3-ю, нижнюю нить. Сталь была о
толщиной 5 мм и просверленными отверстиями
отверстие 5мм под метчик М6-1.
Механически обработанный кронштейн из 2,5-дюймового круглого приклада длиной 2,87 дюйма.
Имеется сквозное отверстие 9/16 дюйма для
Ходовой винт 1/2″.
Адаптирована опорная плита OEM мельницы Taig с резьбой.
Свинец
винт с его подшипником, резьба в пластине.
В задней части циферблата Taig есть отверстия для
штифтового гаечного ключа, который я сделал.
Нажал на конец рукоятки Тайга, чтобы M5-.8 принял его.
Струя
Ручка OEM, вращающаяся на болте с буртиком.
Супер плавное управление поперечным скольжением;
без изгиба или связывания.
Прецизионная шлифовка 1/2-20 винт с качеством
подшипник и бронзовая гайка массивные
когда
по сравнению с винтом Jet OEM
. Сохранена черная скользящая стружка.
Сохранена черная скользящая стружка.
крышка ходового винта. Шкала циферблата
позиция
сбрасываемая, хотя обычно не используется вместо
ДРО.
Ручки
Сделал большой поперечный слайд 3,25 дюйма.
ручная ручка
для Джета 9х20.
Как и у других ручек, накатка отсутствует; он будет забит грязью.
Толщина рукоятки в центре 0,485 дюйма; такая же, как у заводской рукоятки Taig.
Для ручки требовалось точное отверстие диаметром 5/16 дюйма с
Шпоночный паз 1/16″.
Размеры шпоночного и шпоночного паза
Центральное отверстие рассверлено на токарном станке на малых оборотах.
Для сравнения, маховик реечной каретки имеет размер 4 дюйма.
перед.д.
Небольшой установочный винт M5-0,8 сзади
обеспечивает 9Болт с буртиком ручки 0094 на месте, чтобы зафиксировать ее регулировку.
Циферблатная шкала с повторным нулем
был сохранен, чтобы сохранить расстояние между деталями
. Градация 0,001 дюйма по-прежнему
правильный.1_2022-03-16_14-55-57.jpg)
Вид снизу, показывающий поперечный слайд
массивный кронштейн с
3-й (добавленный) болт.
Полукруглый кронштейн имеет фрезерованную плоскую поверхность на дне.
Изготовлена на заказ латунная втулка. Это резьба
М5-.8 так это
должен быть навинчен на болт (захвачен), но
он свободно вращается при использовании.
Небольшой воротник вставляется в основание ручки
.
Существует также неглубокий диаметр 15/64 дюйма
.
цековка
(с использованием пилота 5/32 дюйма)
что хвостовик болта
сидит, чтобы позволить
тесная, но необязательная посадка.
Обновился до хромированного
стальные вращающиеся ручки.
Рассверлил резьбу M5-0,8, затем просверлил и нарезал резьбу 1/4-20.
Модернизация соединения
Модернизированный шарикоподшипниковый кронштейн для компаунда.
Натяжные стержни
Метрическая (М6-1) литая
цинковый храповой рычаг от
МСК.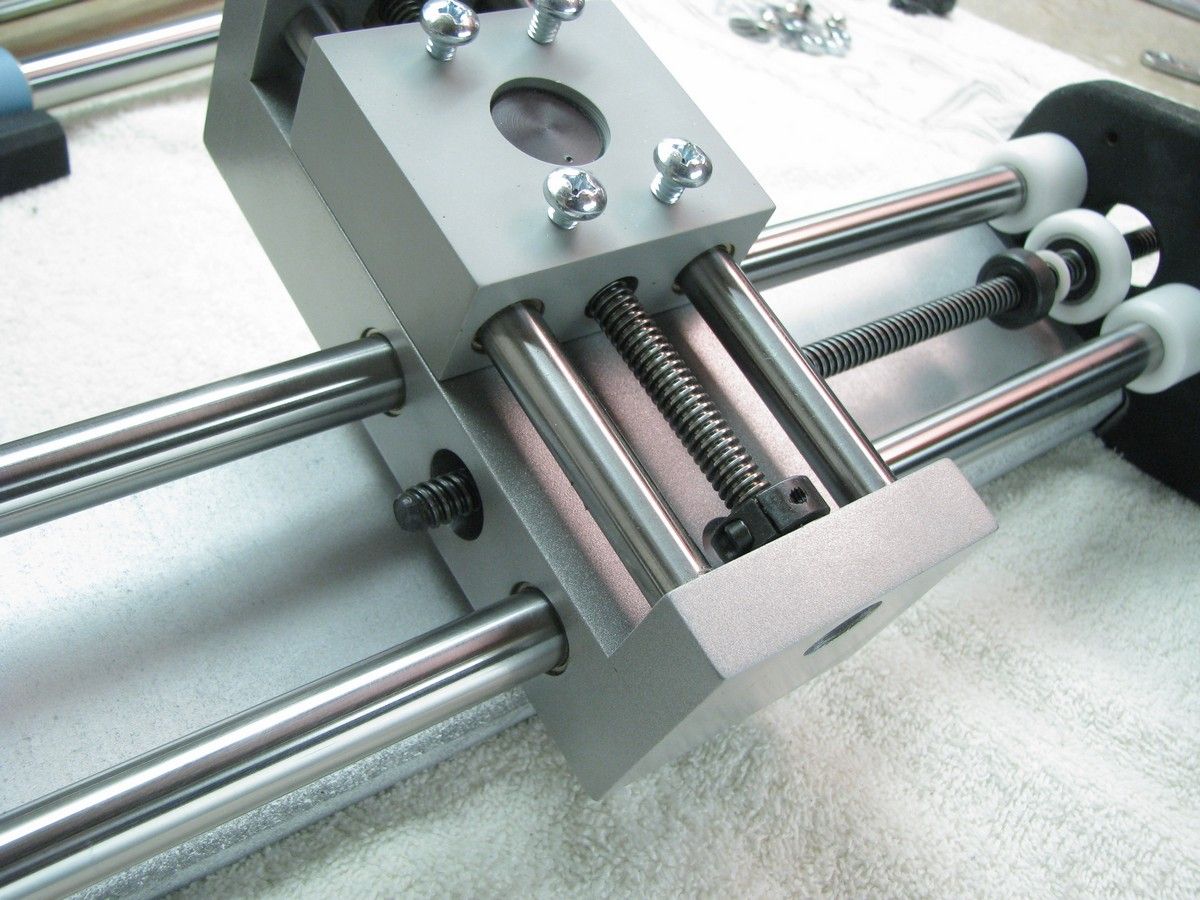
Латунная прокладка позволяет рычагу работать
плавно из-за
контакт разнородных металлов.
Прокладка была повернута вниз, чтобы сделать ручку
как можно ниже, чтобы уменьшить
составные помехи.
Нажмите на связанные миниатюры
#объявление
Метрические размеры
M4-12, M4-16, M4-20, M4-32,
M5-12, M5-16, M5-20, M5-25,
M6-12, M6-16,
М12-50 (2 шт.)
Изготовлен новый передний и задний фартук вагона
натяжные стержни из
из толстой латуни (первоначально это была тонкая сталь, отшлифованная по размеру).
Крест
слайд должен быть удален, чтобы получить доступ к середине 9болт крепления 0094. Передняя планка имеет метрическую резьбу
для удержания
Передняя планка имеет метрическую резьбу
для удержания
болты и задняя балка удерживается Болты M6-1×17мм к
вагон
нижняя сторона. Задние отверстия, врезанные в
каретка, требуется чистка с метрикой
кран. Фрезерованная
0 . 002″ шаг вдоль поверхности болтового соединения для захвата
вагон
люфт на опорной поверхности. Требуемый размер шага
определенный
использование
пробный &
ошибка
как это
вероятно, зависит от машины.
Использовал концевую фрезу 45 градусов, чтобы сильно скосить кромки.
Смазал
белой литиевой смазкой. Значительно уменьшен люфт каретки.
токарный УЦИ
является
установлен сзади
вагона.
Регулируемая каретка
Остановки
Регулируемый упор каретки для токарного станка 9×20.
Топ
часть из алюминия (сталь лучше), но нижняя часть из мягкой стали.
Нижняя часть ступенчатая, чтобы действовать как зажим пальца ноги.
Кому
вести себя сдержанно, я сделал
не используйте рукоятку с храповым механизмом.
Низкий
профиль; той же высоты, что и тележка.
Зажим
и для точной регулировки используйте болты 1/4-28.
Несмотря на то, что у меня есть
интегрированный
токарный УЦИ, этот зажим
может быть удобен
для повторных операций механической обработки.
Зажимает очень крепко. Дополнительный болт
Длина
позволяет открывать зажим
достаточно широко, чтобы
место на рельсе.
Нажимная пластиковая ручка – это быстро и
простой способ
превратить болт в винт с накатанной головкой.
Алмазная шлифовка наконечника болта для ровного,
постоянный контакт каретки.
Обычная гайка с шайбой
использоваться для
заблокировать настройку.
Даже при установке с правой стороны,
по-прежнему очищает основание задней бабки.
Фрезерованы две кромки под углом 45 градусов для безопасности
& эстетика.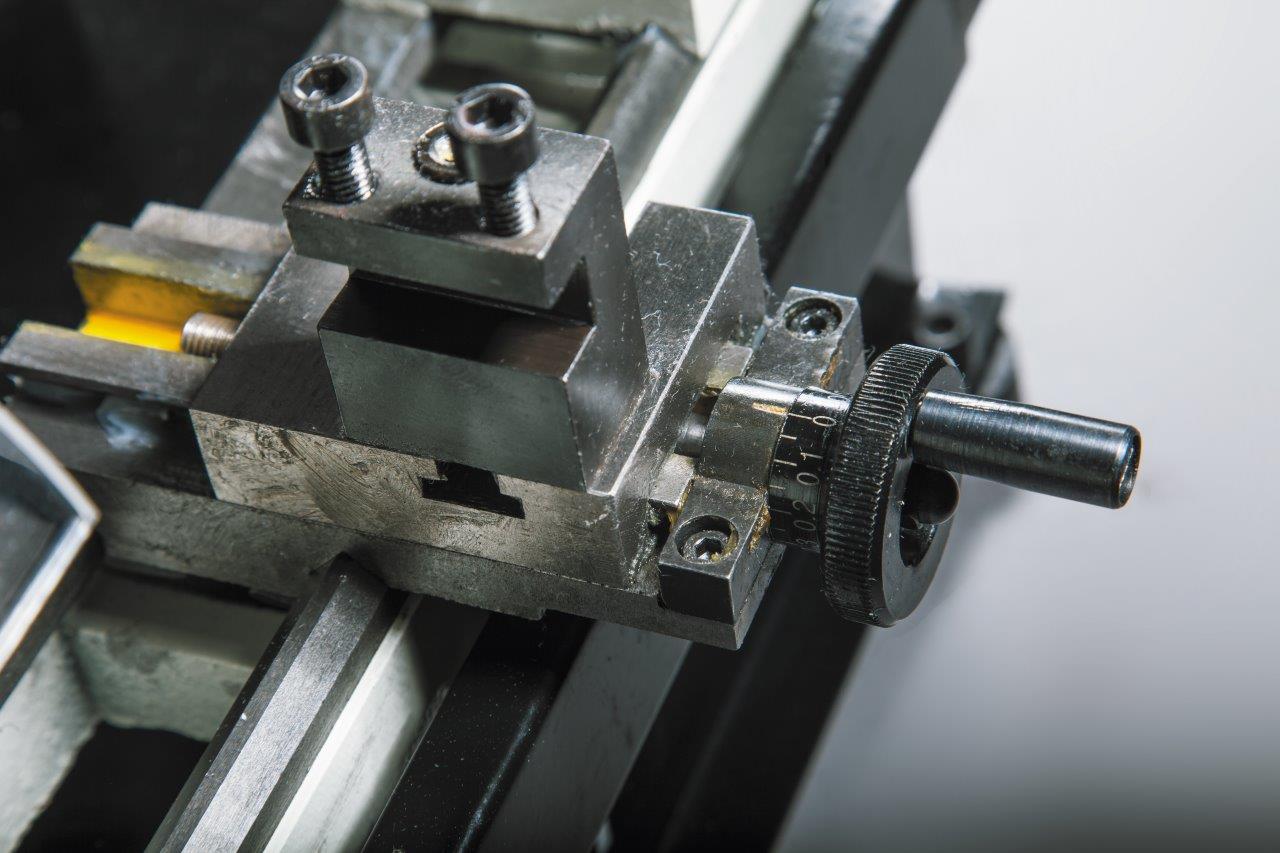
Вторая остановка каретки использует Starrett.
Головка
микрометра.
Наконечник микрометра имеет закругление.
Головку можно перевернуть для использования на любом
борт каретки;
или просто сделать две единицы.
А
набирать номер
индикатор (коротко- или дальний ход) можно заменить
в эту скобку для
показания расстояния.
Головка микрометра помещается в
прецизионно развёрнутое отверстие 0,3760″
и удерживается с помощью 10-32
установочный винт с нейлоновым наконечником.
Три кромки фрезерованы под углом 45 градусов для
безопасность и эстетика.
Второй установочный винт обеспечивает дополнительную
сила.
Нажмите на связанные эскизы
#объявление
Видеть Индикаторы Раздел
Шестерни подачи
В
для получения поперечной подачи
гораздо медленнее
, чем показано на схеме, используйте эти
комбинации передач:
В положении A шестерни
поезд, используйте 28 зубов (т)
шестерня
В положении C зубчатой передачи, сложите 30т передача включена
снаружи и 127т шестерня внутри
В положении B используйте 120т механизм,
закрепленный под шайбой, выровнен с 30т механизм банджо
Примечание. Ниже показан Jet BD-920N в вертикальном положении.
подставка, которая поднимает
Ниже показан Jet BD-920N в вертикальном положении.
подставка, которая поднимает
токарный станок достаточно высоко, чтобы большая шестерня могла очищать монтажные поверхности.
Токарный станок, устанавливаемый непосредственно на плоскую поверхность
могут потребоваться проставки.
Эти комбинации передач обеспечивают очень медленную подачу
ставки.
Девять быстросменных передач
все еще
обеспечивают полезный диапазон различных скоростей.
| БЫСТРОЕ ИЗМЕНЕНИЕ КОРОБКА ПЕРЕДАЧ | |
| КК РЫЧАГ № | ДЮЙМЫ ПОДАЧА ПО ЧАК РЕВОЛЮЦИЯ |
| 1 | 0,00100 |
| 2 | 0,00089 |
| 3 | 0,00084 |
| 4 | 0,00080 |
| 5 | 0,00073 |
| 6 | 0,00070 |
| 7 | 0,00067 |
| 8 | 0,00062 |
| 9 | 0,00057 |
Ременный токарный станок Jet BD-920N Соотношение шкивов
Уменьшите натяжение натяжителя ремня и обрыв ремня,
установка
S-ссылка. Используя сцепление, протяните клиновой ремень Gates.
Используя сцепление, протяните клиновой ремень Gates.
5М710 (США) для тяжелых
и/или нагрузки с высокими оборотами.
Зубчатый ремень от мотора,
170XL050 НГ, от
Полиремень.
Приводные ремни ГРМ идентифицируются по 3 параметрам и
помечен следующим образом:
170XL 050 НГ.
1-я цифра – длина ремня 17 дюймов (85 зубьев).
2-й шаг — шаг зубьев (XL=1/5″).
3-й — ширина ремня (050= 1/2″).
Эта трансмиссия была модернизирована
к регулируемая система привода постоянного тока.
Выемка корпуса кожуха ремня/редуктора
большая шестерня, чтобы очистить, когда
крышка закрыта.
Шестерня выступает через выемку.
Изготовил
алюминий
ниже
безопасность
сторожить.
Останов рычага сцепления токарного станка (анимация).
Стопор представляет собой стержень из делрина диаметром 1/2 дюйма
с резьбой и удерживается
болт 10-32.
Фиксаторы рычага тонкой подачи изготовлены с
дрель
немного и были слишком малы. Стопорная гайка и установочный винт
Стопорная гайка и установочный винт
на дне
были впервые удалены. Концевая фреза с твердосплавным шариком
затем использовалась для резки двух, более
определено
фиксаторы для подпружиненного шарикоподшипника 4,5 мм
, который удерживается и регулируется с помощью
верхний установочный винт M6-1.
Этот рычаг имеет шестерню, зацепляющую рейку, которая перемещает
шестерню в контакте и вне контакта.
с трансмиссией.
Полугайка
Заменил 8.
летняя изношенная бронзовая гайка.
концы ходового винта должны быть отсоединены путем выбивания
алюминиевая безопасность
срезной штифт на левом конце и отвинтить
скобу на правом конце. Трансмиссия
принадлежит
два верхних болта M8-1,25. Показан со снятой полугайкой.
диагональные пазы стопорного кулачка одновременно
перемещайте каждую часть, открывая и закрывая, опираясь на сталь
штифта, встроенные в бронзу
подсборки.
Обратите внимание на встроенные стальные штифты и M5-0.