9. Кинематическая схема станка
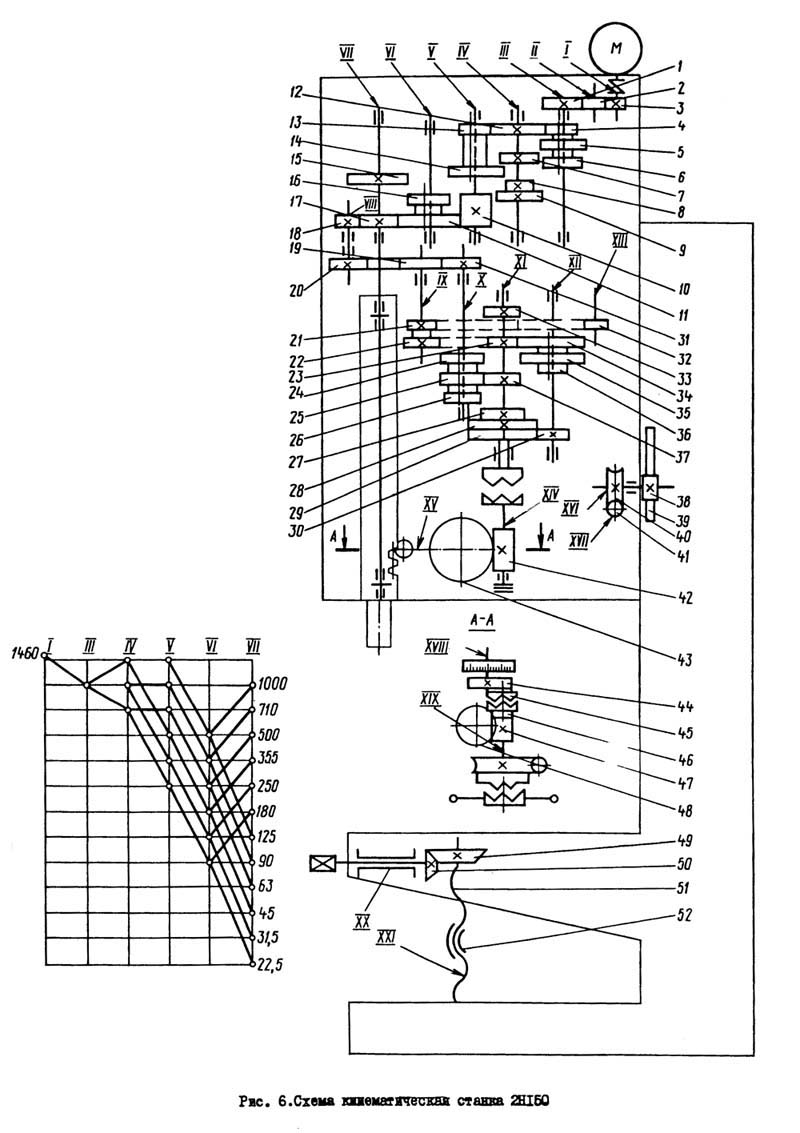
Кинематическая схема вертикально-сверлильного станка модели 2Н135 показана на рис.3.
Главное вращательное движение получает шпиндель У1 от электродвигателя М, через 12-скоростную коробку.
Наименьшую скорость вращения шпиндель получает по кинематической цепи:
об/мин,
при этом вращение получает втулка У1, сквозь шлицевое отверстие которой проходит шлицевый конец шпинделя У1.
Наибольшая частота вращения шпинделя – при следующих включениях в коробке скоростей:
об/мин.
Движение подачи осуществляется при помощи реечной передачи . Рейка размещается на гильзе У11, сквозь которую проходит вращающийся шпиндель. Вместе с гильзой он получает поступательное движение от реечного колеса, сидящего на одном валу с червячным колесом Z61, приводимым червяком К1 через коробку подач на 9 ступеней.
Ведущий вал коробки подач IX получает вращение от втулки У1 через передачи Z34 – Z60 и Z19 – Z54.
Минимальная подача по кинематической цепи:
мм/об.
В соответствии о ГОСТ 1227-79Е выпускаются вертикально свepлильные станки со следующими основными характеристиками (табл. 1.).
Таблица 1. Основные размеры вертикально-сверлильных станков.
Наибольший диаметр сверления в сплошном металле, мм
3
6
12
20(18)
25
40(35)
50
80(75)
Наибольший ход шпинделя,мм
40
70 100
150
200
250
300
350
Рис. 3. Кинематическая схема вертикально-сверлильного
станка мод.2Н135.
3. Кинематическая схема вертикально-сверлильного
станка мод.2Н135.
Заключение
В ходе прохождения автомобилестроительной практики на предприятии МАЗ мною были усвоены знания по технологии производства автомобилей. В процессе выполнения индивидуального задания – технология производства кронштейна заднего, мною была изучена производственная и организационная структура данного предприятия, назначения и функции основных и вспомогательных цехов, схема управления производством, основные функции инженерно-технического персонала, технологические процессы изготовления некоторых деталей, а так же прочие производственные вопросы. Так же было изучено оборудование, станки, инструменты и подъёмно-транспортные машины, применяемые в автомобилестроении, их технические характеристики и управление. Кроме того была изучена техническая документация, касающаяся индивидуального задания – технологическая карта с эскизами заготовок.
В
заключений можно отметить наличие роста
знаний, связанных с технологией
производства автомобилей, а так же их
закрепление. Полученная мною информация,
при прохождении данной практики, играет
значимую роль в поднятии уровня
компетентности будущего инженерного
рабочего и получении дальнейших знаний.
Полученная мною информация,
при прохождении данной практики, играет
значимую роль в поднятии уровня
компетентности будущего инженерного
рабочего и получении дальнейших знаний.
Литература
Ярошевич, В.К. Технология производства и ремонта автомобилей / В.К. Ярошевич, А.С. Савич, В.П. Иванов. – Минск: Адукацыя i выхаванне, 2008 – 640 с.
Комплект документов на технологический процесс механической обработки кронштейна заднего.
Чертежи приспособлений
ГОСТы единой системы технологической документации (ЕСТД).
Савич А.С. Организация и программы практик: методическое пособие для студентов специальностей 1-37 01 06 «Техническая эксплуатация автомобилей», 1-37 01 07 «Автосервис» / А.С. Савич, В.К. Ярошевич, Н.М. Капустин. Минск: БНТУ, 2010. – 36 с.
28
Виды движений вертикально-сверлильного станка 2н135 — Студопедия
Поделись с друзьями:
КИНЕМАТИЧЕСКАЯ СХЕМА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н135
Виды движений вертикально-сверлильного станка 2н135
Главное движение — вращение шпинделя станка с установленным и закрепленным режущим инструментом.
Движение подачи — осевое (вертикальное) перемещение шпинделя станка с установленным и закрепленным режущим инструментом.
Вспомогательные движения — ручные перемещения стола и сверлильной головки в вертикальном направлении и ручное перемещение шпинделя вдоль его оси.
Кинематическая схема вертикально-сверлильного станка модели 2Н135 приведена на рисунке 1.
Главное движение — вращение шпинделя — осуществляется от вертикально расположенного электродвигателя М (N = 4,5 кВт, п = 1450 мин”1) через коробку скоростей по кинематической схеме, представленной на рисунке 3.2. Движение с вала I на вал II передается через зубчатые колеса , находящиеся в постоянном зацеплении.
С вала II вращение передается на вал III при переключении тройного блока шестерен 25-30-35 с передаточными
Рис. 1.Кинематическая схема вертикально-сверлильного станка модели 2Н135
отношениями . Движение с вала III на вал IV
передается при переключении блока шестерен 35-42 и зацепления зубчатых колес или • В результате вал IV
получает шесть различных частот вращения.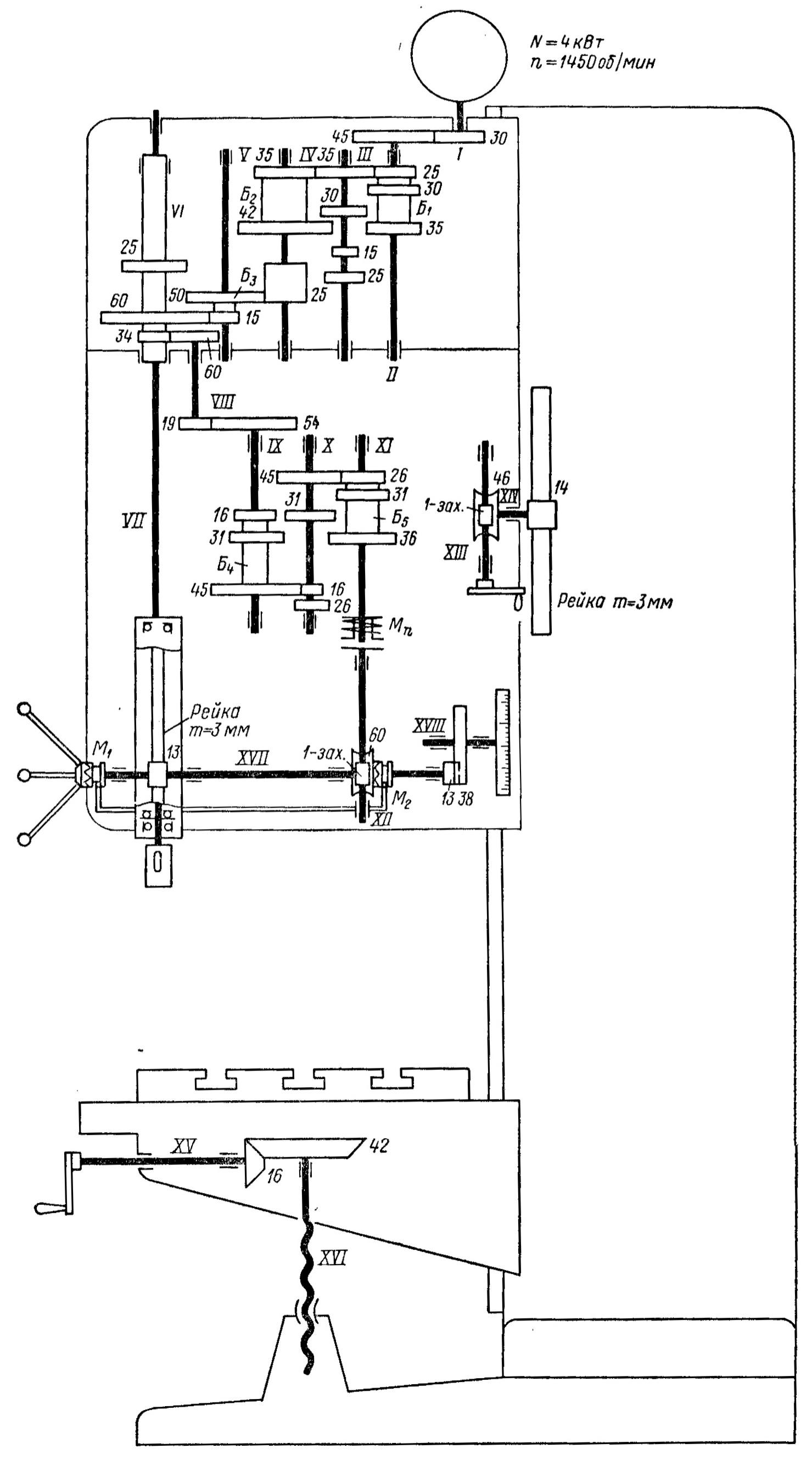 Далее вращение передается с вала IV на шпиндельный вал VI при переключении блока шестерен 15-50, установленного на валу V, и зацеплении его с зубчатыми колесами вала IV и шпиндельного вала VI с передаточными отношениями
Далее вращение передается с вала IV на шпиндельный вал VI при переключении блока шестерен 15-50, установленного на валу V, и зацеплении его с зубчатыми колесами вала IV и шпиндельного вала VI с передаточными отношениями
и . Шпиндельный вал получает двенадцать различных частот вращения — от 31,5 до 1400 мин-1. Шпиндельный вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Частоту вращения шпинделя каждой ступени можно определить с помощью структурной формулы:
Движение подачи осуществляется от гильзы (в которой скользит шпиндель) через зубчатые передачи, находящиеся в постоянном зацеплении , на вал IX коробки подач. С вала IX при помощи тройного блока шестерен 45-31-16 на вал X передается три различных
частоты вращения — . Вал XI при переключении блока шестерен получает с вала
X девять различных значений частот вращения. Валы XI и XII соединяются между собой компенсирующей муфтой. От вала XII вращение передается реечному колесу 13, находящемуся в зацеплении с рейкой гильзы (т = 3) шпинделя, через червячную пару , в результате чего
осуществляется вертикальная подача шпинделя.