9. Кинематическая схема станка
Кинематическая схема вертикально-сверлильного станка модели 2Н135 показана на рис.3.
Главное вращательное движение получает шпиндель У1 от электродвигателя М, через 12-скоростную коробку.
Наименьшую скорость вращения шпиндель получает по кинематической цепи:
об/мин,
при этом вращение получает втулка У1, сквозь шлицевое отверстие которой проходит шлицевый конец шпинделя У1.
Наибольшая частота вращения шпинделя – при следующих включениях в коробке скоростей:
об/мин.
Движение подачи осуществляется при помощи реечной передачи . Рейка размещается на гильзе У11, сквозь которую проходит вращающийся шпиндель. Вместе с гильзой он получает поступательное движение от реечного колеса, сидящего на одном валу с червячным колесом Z61, приводимым червяком К1 через коробку подач на 9 ступеней.
Ведущий вал коробки подач IX получает вращение от втулки У1 через передачи Z34 – Z60 и Z19 – Z54.
Минимальная подача по кинематической цепи:
мм/об.
В соответствии о ГОСТ 1227-79Е выпускаются вертикально свepлильные станки со следующими основными характеристиками (табл. 1.).
Таблица 1. Основные размеры вертикально-сверлильных станков.
Наибольший диаметр сверления в сплошном металле, мм
3
6
12
20(18)
25
40(35)
50
80(75)
Наибольший ход шпинделя,мм
40
70 100
150
200
250
300
350
Рис. 3. Кинематическая схема вертикально-сверлильного
станка мод.2Н135.
3. Кинематическая схема вертикально-сверлильного
станка мод.2Н135.
Заключение
В ходе прохождения автомобилестроительной практики на предприятии МАЗ мною были усвоены знания по технологии производства автомобилей. В процессе выполнения индивидуального задания – технология производства кронштейна заднего, мною была изучена производственная и организационная структура данного предприятия, назначения и функции основных и вспомогательных цехов, схема управления производством, основные функции инженерно-технического персонала, технологические процессы изготовления некоторых деталей, а так же прочие производственные вопросы. Так же было изучено оборудование, станки, инструменты и подъёмно-транспортные машины, применяемые в автомобилестроении, их технические характеристики и управление. Кроме того была изучена техническая документация, касающаяся индивидуального задания – технологическая карта с эскизами заготовок.
В
заключений можно отметить наличие роста
знаний, связанных с технологией
производства автомобилей, а так же их
закрепление. Полученная мною информация,
при прохождении данной практики, играет
значимую роль в поднятии уровня
компетентности будущего инженерного
рабочего и получении дальнейших знаний.
Полученная мною информация,
при прохождении данной практики, играет
значимую роль в поднятии уровня
компетентности будущего инженерного
рабочего и получении дальнейших знаний.
Литература
Ярошевич, В.К. Технология производства и ремонта автомобилей / В.К. Ярошевич, А.С. Савич, В.П. Иванов. – Минск: Адукацыя i выхаванне, 2008 – 640 с.
Комплект документов на технологический процесс механической обработки кронштейна заднего.
Чертежи приспособлений
ГОСТы единой системы технологической документации (ЕСТД).
Савич А.С. Организация и программы практик: методическое пособие для студентов специальностей 1-37 01 06 «Техническая эксплуатация автомобилей», 1-37 01 07 «Автосервис» / А.С. Савич, В.К. Ярошевич, Н.М. Капустин. Минск: БНТУ, 2010. – 36 с.
28
характеристики, паспорт, схемы – metmaStanki.ru
Выпуском вертикально-сверлильного станка модели 2Н135 с 1950 по 1965 гг. занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
занимался Стерлитамакский станкостроительный завод. Этот класс оборудования предназначался для сверления, развертывания отверстий, зенкования и нарезания резьбы с помощью метчиков. Область применения – штучное производство или комплектация ремонтных и обслуживающих мастерских.
Обзор конструкции станка
Внешний вид
Так как вертикально-сверлильный станок 2Н135 согласно параметрам и характеристикам технического паспорта имеет ручное управление – особое внимание изготовитель уделил точности настройки узлов и агрегатов. Главными отличиями конструкции является механическая подача шпинделя и регулирование циклами работы вручную.
Относительная простота конструкции и управления позволяет выполнять стандартные операции по обработке заготовок в широком диапазоне режимов. В качестве режущих и обрабатывающих инструментов можно использовать высокоуглеродистые, твердые и быстрорежущие сплавы. Относительно высокая мощность электродвигателя дает возможность выполнять операции на предельных режимах работы.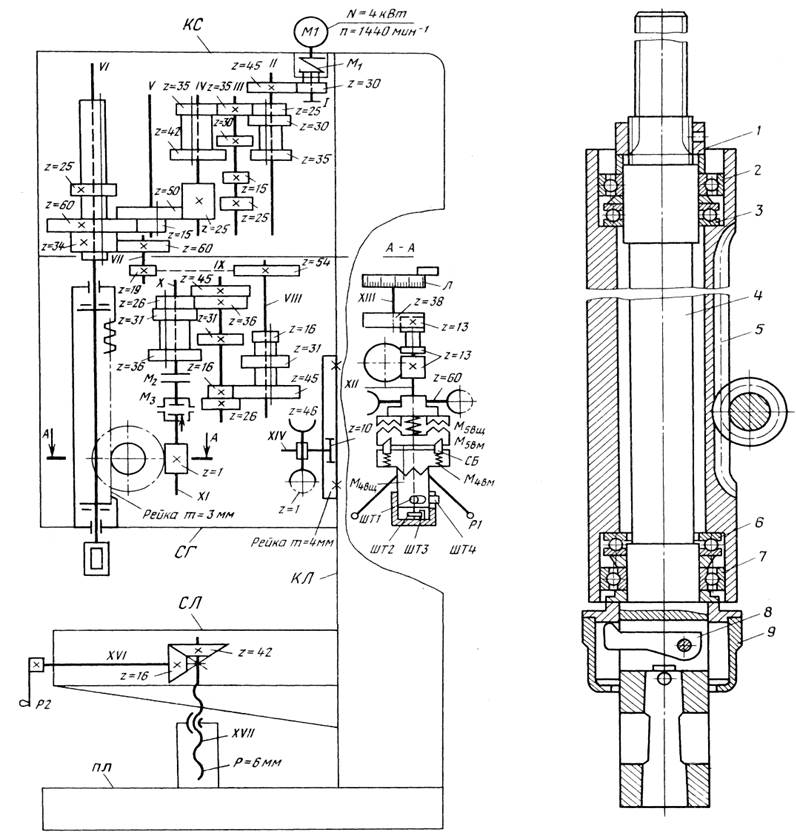
При анализе характеристик паспорта можно выделить следующие конструктивные элементы станка:
- вертикальная станина. Изготовлена из чугуна, имеет внутренние полости для установки электрооборудования. Широкая платформа придает конструкции максимальную устойчивость;
- рабочий стол. На нем располагается деталь или заготовка для дальнейшей обработки. Изменяет положение только в вертикальном направлении. Имеется 3 Т-образных паза для крепления детали;
- сверлильная головка. На ней расположен основной рабочий инструмент станка 2Н135 – шпиндель. С помощью червячного вала смещается по вертикали. В этом же блоке находятся коробка передач, механизм подачи и противовес.
В качестве основного агрегата привода установлен электродвигатель с функцией реверсивного переключения. Этот блок дает возможность выполнять операции по нарезанию резьбы с помощью плашек. При этом точность напрямую зависит от параметров выбранного инструмента обработки.
Для смазки узлов оборудования предусмотрена специальная плунжерная система. Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Основной блок хранения СОЖ находится в нижней части станины. Жидкость подается с помощью насоса.
Характеристики оборудования
Схема расположения компонентов
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.


Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.
Мощность электродвигателя главного привода составляет 2,2 кВт. Но кроме него есть электронасос, обеспечивающий подачу охлаждающей жидкости к зоне обработки деталей.
Правила эксплуатации
Кинематическая схема
Перед первым пуском станка 2Н135 следует внимательно ознакомиться с характеристиками паспорта, изучить параметры его узлов и агрегатов. После этого необходимо подготовить ровную площадку, которая не изменит своей геометрии под воздействием массы оборудования.
По окончании монтажа станка следует проверить его узлы. В случае надобности – удаляется антикоррозийный состав с их поверхности. Затем оборудование запускается на холостом ходу без установки режущего инструмента и деталей. Проверяется правильность работы на всех режимах, контролируется паспортная точность подач.
В качестве режущего инструмента можно использовать сверла всех типов, размер которых не превышает возможности станка.
В видеоматериале показан пример работы вертикально-сверлильного станка:
Свертка скоростной коробки 2х235 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
- Русский
- Компас
- Машины
- Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
me/alldrawings
vk.com/alldrawings
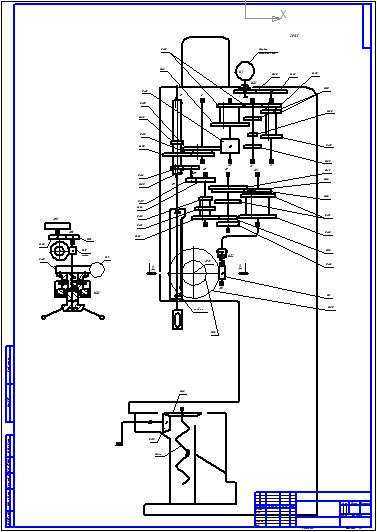
Описание Свертка коробки скоростей станка 2н135
Содержание проекта
4_list_svertka.cdw [ 73 КБ ] |
Дополнительная информация
Чертежи
4_list_svertka.