В ходе курсовой работы был произведен анализ кинематических схем представителей групп токарных станков. Сюда вошли следующие станки:
|

Кинематическая схема – коробка – скорость
Cтраница 1
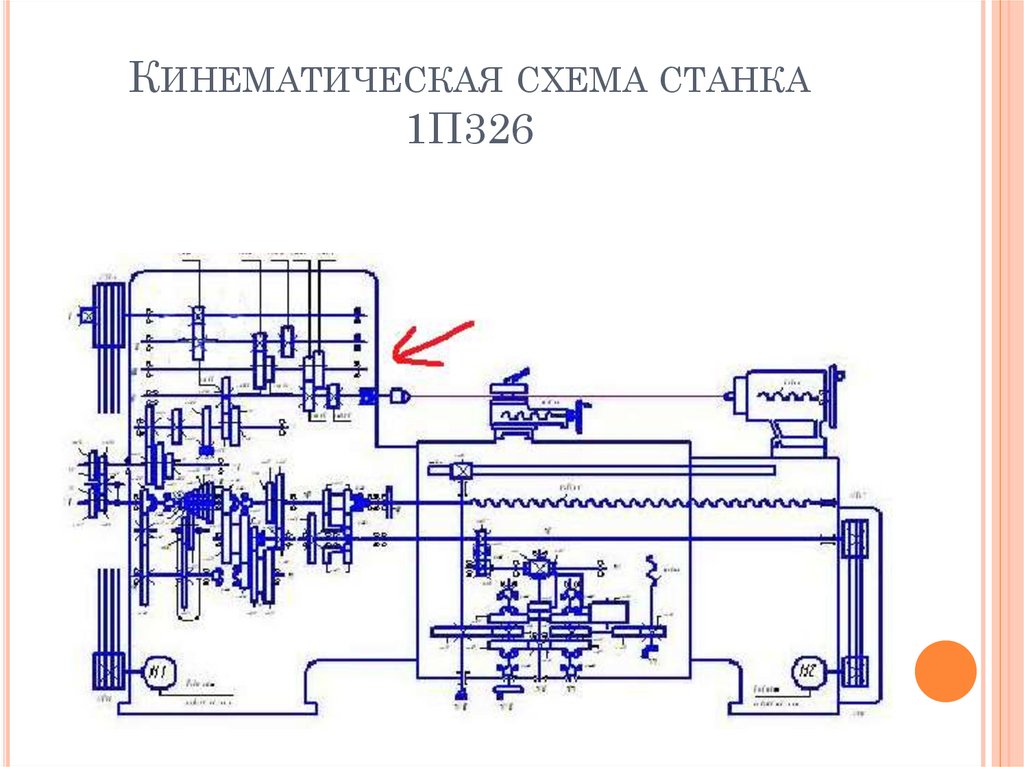
Кинематическая схема коробки скоростей представлена на фиг. Переключение ступеней в коробке производится при помощи гидравлических устройств. [1]
[1]
При чтении кинематической схемы коробки скоростей видно, что станок имеет 24 частоты вращения в диапазоне от 12 5 до 2000 об / мин. [2]
| Схемы коробки скоростей на 12 ступеней с последовав тельным включением групп передач. [3] |
При разработке кинематической схемы коробки скоростей станка с вращательным главным движением должны быть известны число ступеней частоты вращения шпинделя г, знаменатель геометрического ряда р, частоты вращения шпинделя от nt до пг и частота вращения электродвигателя пэд. [4]
Для графического представления кинематических схем коробок скоростей
 [5]
[5]На рис. 216 приведена кинематическая схема коробки скоростей, состоящей только из двух узлов: узла А с передвижными колесами и узла Б с передвижной муфтой. [6]
| Схема зубчатой передачи.| Изображения зубчатой передачи в схеме. [7] |
На рис. 326, б приведен пример кинематической схемы коробки скоростей токарного станка, а на рис. 326, а дано ее наглядное изображение. [8]
| Схема реверсивного. [9] |
Принцип работы таких конструкций виден из рис. 19, где приведена кинематическая схема коробки скоростей токарно-револь-верного станка мод. Прежде всего следует отметить оригинальность компоновки механизма главного движения станка: коробка скоростей с зубчатыми передачами смонтирована в тумбе станины и, таким образом, максимально удалена от шпинделя с обрабатываемой деталью. Вращение сообщается шпинделю от коробки скоростей ременной передачей, обладающей высокой плавностью. Такая схема расположения механизмов главного движения станка уменьшает опасность возникновения вибраций при обработке.
[10]
Вращение сообщается шпинделю от коробки скоростей ременной передачей, обладающей высокой плавностью. Такая схема расположения механизмов главного движения станка уменьшает опасность возникновения вибраций при обработке.
[10]
Если учесть, что из условий унификации оборудования для дизельного и электрического приводов установки часто рекомендуется одна и та же коробка скоростей, а возможность выбора передач ограничена наличием кинематических связей, предпочтительно задачу выбора промежуточных скоростей при электроприводе заменить задачей выбора рациональных коэффициентов перегрузки на каждой скорости при априорном задании
Правильно разработанная кинематическая схема коробки скоростей должна обеспечивать ее работоспособность при минимальных габаритах и наименьшей затрате металла. [12]
Кинематическая схема коробки скоростей токарного станка мод. 1А62.
[13] 1А62.
[13] |
На рис. 17 показана кинематическая схема коробки скоростей токарного станка мод. [14]
| Схема переключения зубчатых муфт коробки скоростей гидравлическими переключателями. /, 2-гндроцилиндры. 3 – реверсивные золотники. 4 – реле давления. 5 – манометр. [15] |
Страницы: 1 2
404 – СТРАНИЦА НЕ НАЙДЕНА
Почему я вижу эту страницу?
404 означает, что файл не найден. Если вы уже загрузили файл, имя может быть написано с ошибкой или файл находится в другой папке.
Другие возможные причиныВы можете получить ошибку 404 для изображений, поскольку у вас включена защита от горячих ссылок, а домен отсутствует в списке авторизованных доменов.
Если вы перейдете по временному URL-адресу (http://ip/~username/) и получите эту ошибку, возможно, проблема связана с набором правил, хранящимся в файле . htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
htaccess. Вы можете попробовать переименовать этот файл в .htaccess-backup и обновить сайт, чтобы посмотреть, решит ли это проблему.
Также возможно, что вы непреднамеренно удалили корневую папку документа или ваша учетная запись должна быть создана заново. В любом случае, пожалуйста, немедленно свяжитесь с вашим веб-хостингом.
Вы используете WordPress? См. Раздел об ошибках 404 после перехода по ссылке в WordPress.
Как найти правильное написание и папку
Отсутствующие или поврежденные файлыКогда вы получаете ошибку 404, обязательно проверьте URL-адрес, который вы пытаетесь использовать в своем браузере. Это сообщает серверу, какой ресурс он должен использовать попытка запроса.
http://example.com/example/Example/help.html
В этом примере файл должен находиться в папке public_html/example/Example/
Обратите внимание, что CaSe важен в этом примере. На платформах с учетом регистра e xample и E xample не совпадают.
Для дополнительных доменов файл должен находиться в папке public_html/addondomain.com/example/Example/, а имена чувствительны к регистру.
Разбитое изображениеЕсли на вашем сайте отсутствует изображение, вы можете увидеть на своей странице поле с красным цветом X , где изображение отсутствует. Щелкните правой кнопкой мыши X и выберите «Свойства». Свойства сообщат вам путь и имя файла, который не может быть найден.
Это зависит от браузера. Если вы не видите на своей странице поле с красным X , попробуйте щелкнуть правой кнопкой мыши на странице, затем выберите «Просмотреть информацию о странице» и перейдите на вкладку «Мультимедиа».
http://example.com/cgi-sys/images/banner.PNG
В этом примере файл изображения должен находиться в папке public_html/cgi-sys/images/
Обратите внимание, что в этом примере важен CaSe . На платформах с учетом регистра символов PNG и png не совпадают.
404 Ошибки после перехода по ссылкам WordPress
При работе с WordPress часто могут возникать ошибки 404 Page Not Found, когда была активирована новая тема или когда были изменены правила перезаписи в файле .htaccess.
Когда вы сталкиваетесь с ошибкой 404 в WordPress, у вас есть два варианта ее исправления.
Вариант 1: Исправьте постоянные ссылки- Войдите в WordPress.
- В меню навигации слева в WordPress нажмите Настройки > Постоянные ссылки (Обратите внимание на текущую настройку. Если вы используете пользовательскую структуру, скопируйте или сохраните ее где-нибудь.)
- Выберите По умолчанию .
- Нажмите Сохранить настройки .
- Верните настройки к предыдущей конфигурации (до того, как вы выбрали «По умолчанию»). Верните пользовательскую структуру, если она у вас была.
- Нажмите Сохранить настройки .


Во многих случаях это сбросит постоянные ссылки и устранит проблему. Если это не сработает, вам может потребоваться отредактировать файл .htaccess напрямую.
Добавьте следующий фрагмент кода 9index.php$ – [L]
RewriteCond %{REQUEST_FILENAME} !-f
RewriteCond %{REQUEST_FILENAME} !-d
RewriteRule . /index.php [L]
# Конец WordPress
Если ваш блог показывает неправильное доменное имя в ссылках, перенаправляет на другой сайт или отсутствуют изображения и стиль, все это обычно связано с одной и той же проблемой: в вашем блоге WordPress настроено неправильное доменное имя.
Как изменить файл .htaccess
Файл .htaccess содержит директивы (инструкции), которые сообщают серверу, как вести себя в определенных сценариях, и напрямую влияют на работу вашего веб-сайта.
Перенаправление и перезапись URL-адресов — это две очень распространенные директивы, которые можно найти в файле . htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
htaccess, и многие скрипты, такие как WordPress, Drupal, Joomla и Magento, добавляют директивы в .htaccess, чтобы эти скрипты могли работать.
Возможно, вам потребуется отредактировать файл .htaccess в какой-то момент по разным причинам. В этом разделе рассматривается, как редактировать файл в cPanel, но не то, что может потребоваться изменить. статьи и ресурсы для этой информации.)
Существует множество способов редактирования файла .htaccess- Отредактируйте файл на своем компьютере и загрузите его на сервер через FTP
- Использовать режим редактирования программы FTP
- Используйте SSH и текстовый редактор
- Используйте файловый менеджер в cPanel
Самый простой способ отредактировать файл .htaccess для большинства людей — через диспетчер файлов в cPanel.
Как редактировать файлы .htaccess в файловом менеджере cPanel Прежде чем что-либо делать, рекомендуется сделать резервную копию вашего веб-сайта, чтобы вы могли вернуться к предыдущей версии, если что-то пойдет не так.
- Войдите в cPanel.
- В разделе «Файлы» щелкните значок «Диспетчер файлов ».
- Установите флажок для Корень документа для и выберите доменное имя, к которому вы хотите получить доступ, из раскрывающегося меню.
- Убедитесь, что установлен флажок Показать скрытые файлы (точечные файлы) “.
- Нажмите Перейти . Файловый менеджер откроется в новой вкладке или окне.
- Найдите файл .htaccess в списке файлов. Возможно, вам придется прокрутить, чтобы найти его.
- Щелкните правой кнопкой мыши файл .htaccess и выберите Редактировать код в меню. Кроме того, вы можете щелкнуть значок файла .htaccess, а затем Редактор кода Значок вверху страницы.
- Может появиться диалоговое окно с вопросом о кодировании.
- При необходимости отредактируйте файл.
- Нажмите Сохранить изменения в правом верхнем углу, когда закончите. Изменения будут сохранены.
- Протестируйте свой веб-сайт, чтобы убедиться, что ваши изменения были успешно сохранены. Если нет, исправьте ошибку или вернитесь к предыдущей версии, пока ваш сайт снова не заработает.
- После завершения нажмите Закрыть , чтобы закрыть окно диспетчера файлов.

Кинематические преобразования с TRANSMIT и TRACYL | Учебники, советы и рекомендации
Принцип кинематических преобразований: Они автоматически переводят координаты заготовки в координаты станка. Звучит очень теоретически, но это имеет ежедневное практическое применение на станке: благодаря кинематическим преобразованиям сложные непрямоугольные системы координат станка программируются, как обычно, в прямоугольной системе координат заготовки.
Таким образом, кинематические преобразования являются важными помощниками на заднем плане. В этой серии статей представлены базовые знания об этих мощных функциях ЧПУ и показаны варианты их использования, о которых вы, вероятно, еще не думали.
Кинематика трансформации для многозадачности в фрезерных и токарных центрах
Токарные обрабатывающие центры уже давно предлагают операции сверления и фрезерования с приводным инструментом. С другой стороны, современные фрезерные обрабатывающие центры позволяют выполнять сложные токарные операции. Такая «многозадачность» токарной и фрезерной обработки на одном станке дает ощутимые преимущества: расширяется спектр деталей станка, а устранение операций переналадки значительно повышает точность деталей.
Многозадачность, например токарно-фрезерная и токарно-фрезерная, в значительной степени основана на кинематических преобразованиях. В этой серии статей представлены важные преобразования этих двух технологий общего назначения. Эта статья посвящена преобразованиям передней и периферийной поверхностей.
В этой серии статей представлены важные преобразования этих двух технологий общего назначения. Эта статья посвящена преобразованиям передней и периферийной поверхностей.
Лицевая сторона Трансформация
Принцип TRANSMIT: траектории инструмента в плоскости G17 на передней поверхности заготовки преобразуются в движения осей станка X, Z и C.Это кинематическое преобразование используется для обработки приводными инструментами на токарных центрах, не оснащенных реальной осью Y. Траектории инструмента на передней поверхности токарных заготовок программируются в плоскости G17, т. е. в прямоугольной системе координат заготовки, как если бы существовала реальная ось Y. Для ЧПУ SINUMERIK необходимая кинематическая трансформация активируется командой языка ЧПУ TRANSMIT.
Видео: торцевая обработка с TRANSMIT на токарном станке без оси Y На видео показано, как TRANSMIT преобразует траектории инструмента из плоскости XY в скоординированное движение оси X и оси C, т. е. главного шпинделя в управлении положением.
е. главного шпинделя в управлении положением.
Однако необходимо учитывать физическое ограничение этого преобразования: если траектория инструмента, заданная в плоскости XY, проходит через центр вращения компонента, ось C должна вращаться бесконечно быстро в этом положении полюса — и реверсировать в в то же время. Скорость главного шпинделя ограничивается необходимой для этого электрической энергией. Однако при ограничении скорости скорость траекторной подачи также снижается, и поэтому условия резания больше не являются оптимальными.
Таким образом, если основное внимание уделяется производству компонентов с обработкой вблизи оси вращения главного шпинделя, имеет смысл инвестировать в станок с реальной осью Y. Но TRANSMIT используется и на таких станках, а именно, когда ось Y не охватывает весь диаметр заготовки. В этом случае существует смешанная операция с трансформацией лицевой стороны TRANSMIT и без нее.
Периферийная поверхность Трансформация
Основной принцип TRACYL на токарном станкеЭта трансформация используется для обработки на периферийной поверхности осесимметричных заготовок. Траектории инструмента программируются в прямоугольной системе координат заготовки, как если бы цилиндрическая поверхность была плоской, т.е. «размотанной». Если это токарный станок, то это самолет G19.
Видео: фрезерование кармана на периферийной поверхности с помощью TRACYL (криволинейное дно кармана)Команда языка ЧПУ TRACYL активирует кинематическую трансформацию. На видео показано, как траектории, запрограммированные в плоскости ZY, теперь преобразуются в движение оси Z и оси C (главный шпиндель в управлении положением).
Производство блистерной упаковки При сверлении на периферийной поверхности геометрия операции обработки отпечатывается контуром инструмента: Цилиндрическое сверло производит цилиндрическое отверстие (с «параллельными стенками»), дно которого отпечатывается контуром режущей кромки сверла .
Фрезерование периферийных поверхностей отличается: если ось Y не используется, фреза всегда ориентирована радиально. Карман с плоским дном, запрограммированный в G19плоскость имеет криволинейное дно после фрезеровки на периферийной поверхности – это означает, что плечи кармана не параллельны в направлении размотки.
Типичным применением таких карманных форм является производство роликов для блистерных упаковочных машин, например, для медицинских таблеток. Рулоны, обработанные таким образом с помощью TRACYL, также используются в производстве предметов гигиены.
Видео: TRACYL для параллельных канавок в стенкахTRACYL также используется при фрезеровании высокоточных канавок на периферийных поверхностях — именно тогда, когда требуется компенсация радиуса фрезы для достижения допуска.
Для этого типа TRACYL требуется реальная ось Y в станке: поскольку геометрия паза имеет часть вдоль оси вращения заготовки, требуется эта третья ось. Только если канавки чисто радиальные, третья геометрическая ось (ось Y) не играет роли.
Только если канавки чисто радиальные, третья геометрическая ось (ось Y) не играет роли.
Паз должен быть описан вперед и назад в одном контуре, чтобы траектория инструмента была обратной в конце паза, и компенсация радиуса действовала на обеих стенках паза. Диаметр фрезы должен быть не менее 90% слота, чтобы избежать геометрических искажений.
Одним из применений этого преобразования является производство направляющих роликов для сверхбыстрых упаковочных машин. Профиль скорости этих машин отпечатан канавками на поверхности вращающихся роликов. К этим канавкам применяются минимальные допуски, которые могут быть достигнуты только путем корректировки радиуса фрезы.
TRACYL на 5-осевом фрезерном центре с A/C-кинематикой Вращательно-симметричные компоненты — это не только токарные станки. Если фрезерный станок оснащен делительной головкой, например, с осью А, там можно использовать TRACYL. Кинематика 5-осевых фрезерных обрабатывающих центров в принципе пригодна для преобразования периферийных поверхностей.