ТВ-6М Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6М
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 – станок сверлильный настольный Ø 16
- НГФ-110Ш3 – станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 – станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ – станок сверлильный настольный Ø 16
- СНВШ-2 – станок сверлильный настольный Ø 16
- ТВ-4 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М – станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 – станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М – станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 – станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 – станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6М (ТВ6М) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область примененияШкольный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки) и был заменен на более совершенную модель ТВ-7.
Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
ТВ-6МУчебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.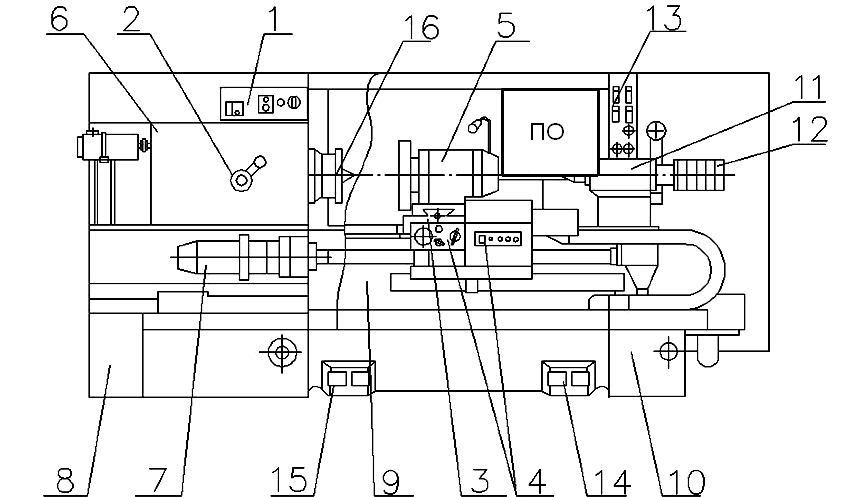
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М – Ø100 мм.
Привод станка ТВ-6М осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб.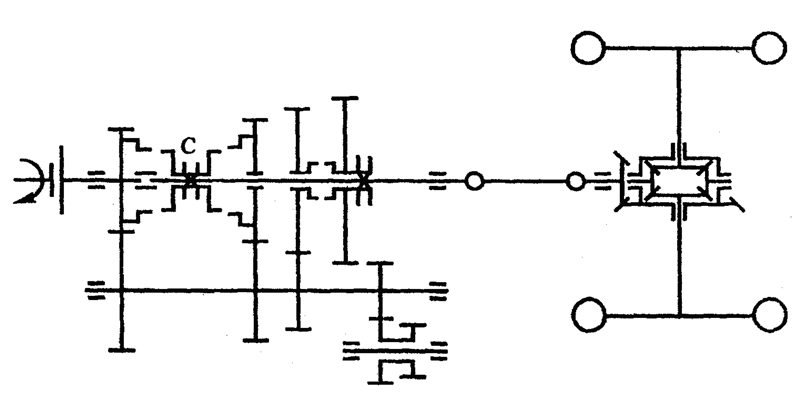 Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок ТВ-6М позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6М
Габаритные размеры рабочего пространства станка ТВ-6М
Общий вид токарно-винторезного станка ТВ-6М
Фото токарно-винторезного станка ТВ-6М
Расположение органов управления токарно-винторезным станком ТВ-6М
Расположение органов управления токарным станком ТВ-6М
Спецификация органов управления токарно-винторезного станка ТВ-6М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Кнопки включения, реверсирования и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка зажима резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.
 041-84
041-84
 041-84
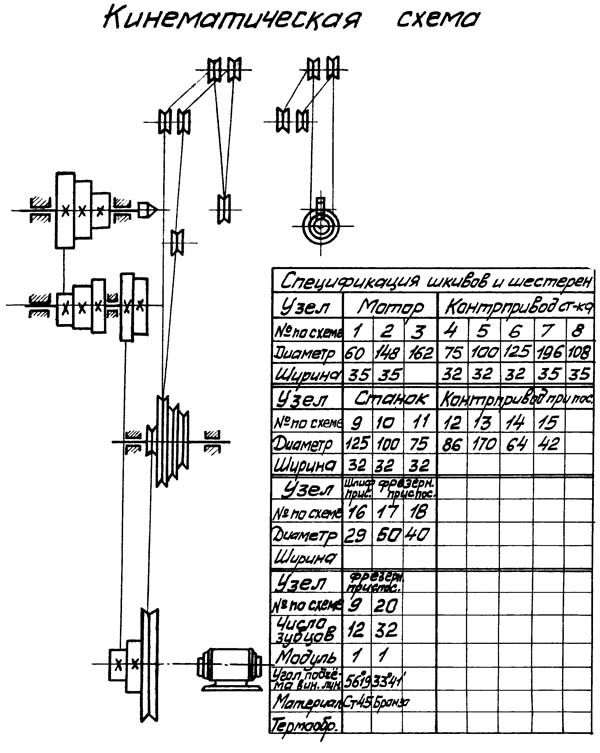
041-84Схема кинематическая токарно-винторезного станка ТВ-6М
Кинематическая схема токарно-винторезного станка ТВ-6М
Конструкция токарно-винторезного станка ТВ-6М
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-6М
Чертеж коробки скоростей токарного станка ТВ-6М
Чертеж коробки скоростей токарного станка ТВ-6М
Фото коробки скоростей токарного станка ТВ-6М
Передняя бабка крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-6М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис.1). Рукоятка 1 имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые накручиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
При левой крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерни 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в спою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки передач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться коробке подач, т.е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размешается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя – в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки.
Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке – пробка для слива масла 22.
Гитара (передаточный механизм) токарно-винторезного станка ТВ-6М
Гитара (передаточный механизм) токарного станка ТВ-6М
Гитара (передаточный механизм) токарного станка ТВ-6М
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6М оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарного станка ТВ-6М
Коробка подач токарного станка ТВ-6М
Коробка подач токарного станка ТВ-6М
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары – 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.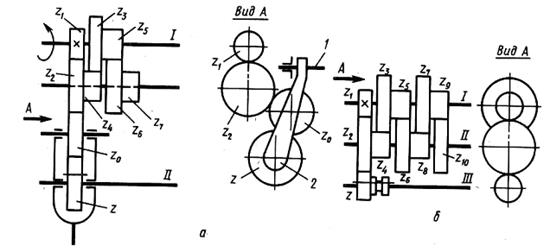
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
Суппорт токарно-винторезного станка ТВ-6М
Суппорт токарно-винторезного станка ТВ-6М
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
Резцы крепятся болтами 15.
Фартук токарно-винторезного станка ТВ-6М
Фартук токарно-винторезного станка ТВ-6М
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Задняя бабка токарно-винторезного станка ТВ-6М
Задняя бабка токарно-винторезного станка ТВ-6М
Составные части задней бабки токарно-винторезного станка ТВ-6М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-6М
Электрическая схема токарно-винторезного станка ТВ-6М
Читайте также: Школьные токарные станки
Видео токарно-винторезного станка тв6м
Технические характеристики станка ТВ-6М
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-6М | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 10 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 130 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | ||
| Наибольший диаметр прутка, мм | 15 | 12 | ||
| Конус Морзе шпинделя | №2 | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 180, 250, 355, 500, 710, 1000 | 60.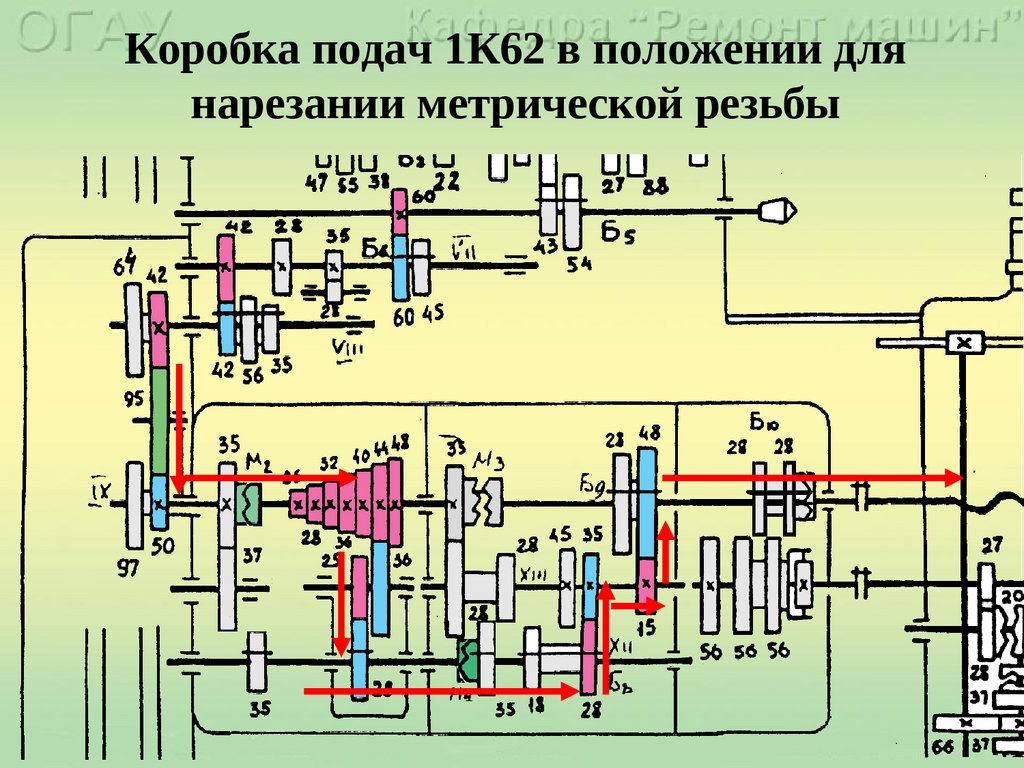 .1000 .1000 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 50 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 |
| Наибольшее поперечное смещение задней бабки, мм | ±5 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 1100 | 1100 х 470 х 1020 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 280 | 400 |
- Токарно-винторезный станок ТВ-6М. Паспорт и руководство по уходу и обслуживанию, 1992
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт и руководство по уходу и обслуживанию, 1992
Паспорт и руководство по уходу и обслуживанию, 1992Связанные ссылки. Дополнительная информация
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУ
Извините, страница не существует или была удалена. ..
..
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Какой принцип работы станков с ЧПУ ?
Принцип работы станка с ЧПУ – система использования станочного оборудования с числовым программным управлением с целью высокоточной обработки деталей.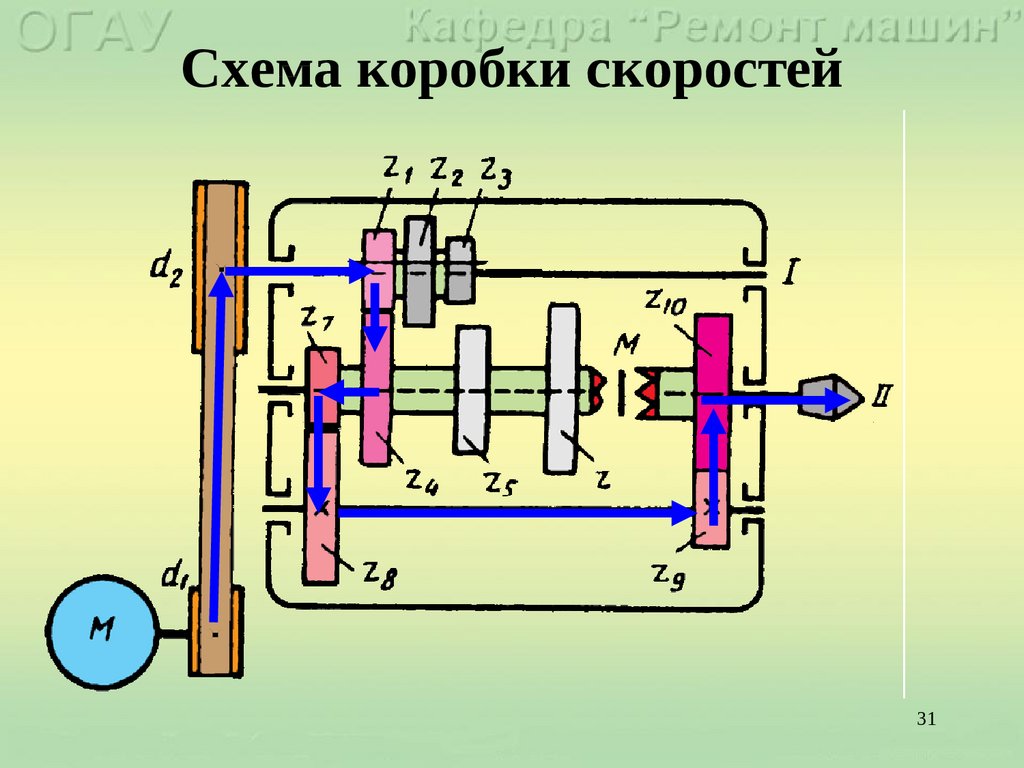
Фрезерный
Технические характеристики и обзор моделей фрезерно-центровальных станков
Технические характеристики фрезерно-центровальных станков: назначение, спецификация. Обзор известных моделей, описание, как выбрать. Техника безопасности.
Токарный
Технические характеристики, классификация и конструкция токарного кулачкового патрона
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Фрезерный
Как сделать гравировальный станок с ЧПУ своими руками?
Как выбирать станок с ЧПУ? Как сделать гравировальный станок с ЧПУ своими руками? Как самостоятельно собрать оборудование?
Токарный
Технические характеристики токарного станка ФТ-11, подробные схемы
Токарный винторезный станок ФТ-11: технические показатели, конструкция, особенности и преимущества, техника безопасности. Детальные схемы.
Детальные схемы.
Фрезерный
Пошаговая инструкция сборки фрезерного станка по дереву своими руками, чертежи с размерами
Как правильно сделать фрезерный станок по дереву своими руками в домашних условиях – пошаговая инструкция. Схемы, необходимые инструменты, варианты конструкции.
Вопрос-Ответ
О корректировке инструментов в станках ЧПУ
Вся процедура обработки изделий, выполняемая станками ЧПУ, проходит под контролем оператора, обязанностью которого является корректировка инструмента в ЧПУ.
Вопрос-Ответ
Составление электрических схем для станков с ЧПУ
Собрав механическую часть станка, для умельца наиболее сложным моментом останется блок управления ЧПУ с приводами и ШД, который надо грамотно укомплектовать и затем смонтировать по схемам.
Токарный
Для чего нужны вспомогательные инструменты для станков с ЧПУ
Вспомогательный инструмент для станков с ЧПУ – оборудование, обеспечивающее высокую производительность и качество исполнения работы аппаратурой.
Токарный
Двухшпиндельный токарный станок с ЧПУ
Токарно-двухшпиндельный станок представляет собой многоцелевое устройство для обработки металлов резанием. Описание всех технических параметров агрегата.
Кинематический анализ систем планетарных передач с использованием блок-схем | Дж. Мех. Дес.
Пропустить пункт назначения навигации
Инновации в дизайне
Ми-Чинг Цай,
Ченг-Чи Хуанг,
Бор-Джен Лин
Информация об авторе и статье
Дж. Мех. Дез . июнь 2010 г., 132(6): 065001 (10 страниц)
Мех. Дез . июнь 2010 г., 132(6): 065001 (10 страниц)
https://doi.org/10.1115/1.4001598
Опубликовано в Интернете: 25 мая 2010 г.
История статьи
Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Твиттер
- MailTo
Иконка Цитировать Цитировать
Разрешения
Цитирование
Цай М. , Хуан С. и Линь Б. (25 мая 2010 г.). «Кинематический анализ систем планетарных передач с использованием блок-схем». КАК Я. Дж. Мех. Дез . июнь 2010 г.; 132(6): 065001. https://doi.org/10.1115/1.4001598
, Хуан С. и Линь Б. (25 мая 2010 г.). «Кинематический анализ систем планетарных передач с использованием блок-схем». КАК Я. Дж. Мех. Дез . июнь 2010 г.; 132(6): 065001. https://doi.org/10.1115/1.4001598
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- Конечная примечание
- РефВоркс
- Бибтекс
- Процит
- Медларс
Расширенный поиск
В этой статье используются методы управления для анализа кинематических взаимосвязей с помощью блок-схем для планетарных зубчатых передач. Выявленные уравнения касательной скорости в каждой точке контакта механических зубчатых передач используются для построения блок-схем. Затем используются концепции стратегий обратной связи и прямой связи, чтобы проиллюстрировать функции снижения и увеличения скорости в кинематике с анализом чувствительности. Конструктивное отличие необычных планетарных передач от обычных также объясняется на основе характеристического уравнения стратегий обратной связи для конструктивных ограничений по условиям устойчивости. Планетарная передача с кулачковым управлением дополнительно проиллюстрирована для ограничения и кинематического анализа с использованием метода блок-схемы и характеристического уравнения, и получены расчетные модели для чувствительности и выходного сигнала движения этой планетарной передачи. Благодаря взаимосвязи между управлением и кинематикой эта статья представляет собой руководство для инженеров в различных областях, позволяющее легко понять функцию механического проектирования.
Конструктивное отличие необычных планетарных передач от обычных также объясняется на основе характеристического уравнения стратегий обратной связи для конструктивных ограничений по условиям устойчивости. Планетарная передача с кулачковым управлением дополнительно проиллюстрирована для ограничения и кинематического анализа с использованием метода блок-схемы и характеристического уравнения, и получены расчетные модели для чувствительности и выходного сигнала движения этой планетарной передачи. Благодаря взаимосвязи между управлением и кинематикой эта статья представляет собой руководство для инженеров в различных областях, позволяющее легко понять функцию механического проектирования.
Раздел выпуска:
Инновационный дизайн
Ключевые слова:
графы потоков данных, инженерное проектирование, обратная связь, прямая связь, шестерни, кинематика, график потока сигналов, блок-схема, планетарная передача, планетарная передача, кулачковый, кинематический, обратная связь, прямая связь, характеристическое уравнение, планетарная передача с кулачковым управлением
Темы:
Планетарные передачи, Обратная связь, Кинематика, Шестерни, Упреждающее управление, Передаточные функции, Кинематический анализ
1.
Liu
,
YH
, 2004, «
Планетарный дифференциал
», патент США № 6, 777.
2.
Армингтон
,
S. F.
, 1960, «
Составной планетарный редуктор
», патент США № 2,941,423.
3.
Hsieh
,
W. H.
, 2007 г., «
Экспериментальное исследование планетарных зубчатых передач с кулачковым управлением
»,
3 Mech. Мах. Теория
0094-114X,
42
, стр.
513
–
525
.
4.
Mason
,
SJ
, 1953, «
Теория обратной связи: некоторые свойства графиков потока сигналов
»,
Proc. ИРЭ
ИРЭ
0096-8390,
41
, стр.
1144
–
1156
.
5.
Wojnarowski
,
J.
и
Lidwin
,
A.
, 1975, «
»,
Мех. Мах. Теория
0094-114X,
10
(
1
), с.
6.
Wojnarowski
,
J.
, 1976, «
Графовый метод определения нагрузок в сложных зубчатых передачах
»,
3. Мах. Теория
0094-114X,
11
, стр.
103
–
121
.
7.
Pennestrì
,
E.
и
Freudenstein
,
F.
, 1993, «
Систематический подход к мощному и STATAC Цилиндрические зубчатые передачи
”,
ASME J. Mech. Дес.
0161-8458,
115
, стр.
639
–
644
.
8.
MA
,
R.
и
Gupta
,
K. C.
, 1994, «
Графики потока сигналов для поездов Spatial Gear
,
J.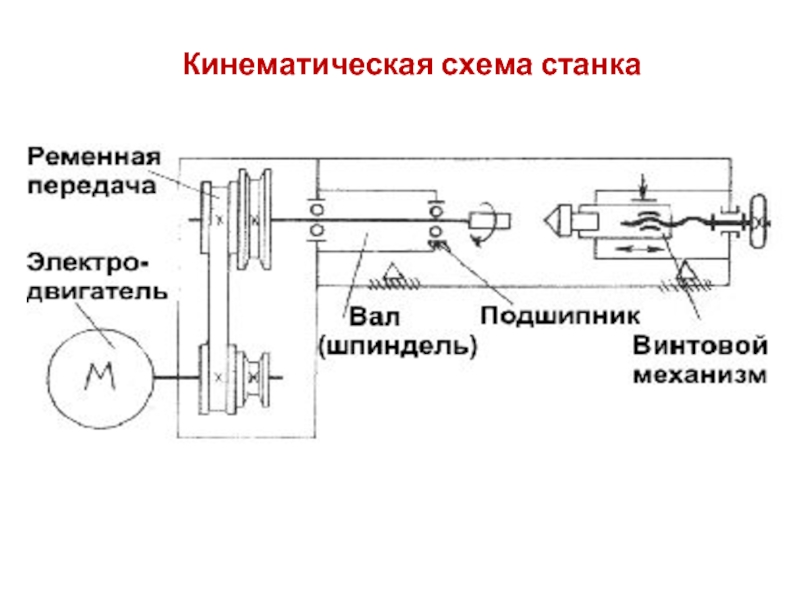 Asme J. мех. Дес.
Asme J. мех. Дес.
0161-8458,
116
, стр.
326
–
331
.
9.
Uematsu
,
S.
, 1997, “
Применение теории графов к кинематическому анализу планетарных передач
”,
J. Jpn. соц. Точный англ.
0374-3543,
31
(
2
), с.
10.
HSU
,
C. H.
и
LAM
,
K. T.
, 1992, «
.
»,
ASME J. Мех. Дес.
Дес.
0161-8458,
114
, стр.
196
–
200
.
11.
HSIEH
,
H. I.
и
TSAI
,
L. W.
, 1996, «
Kinematic Analysis of Epicyclic -type Mechanismess Arnerismish Antritions».
»,
ASME J. Mech. Дес.
0161-8458,
118
, стр.
294
–
299
.
12.
Nelson
,
C. A.
и
Cipra
,
R. J.
J.
, 2005, «
Упрощенный кинематический анализ Epicycic Gear gear gear с помощью Power-Flow и эффективности к Power-Flow-Flow-Flow и эффективности к Power Анализы
»,
ASME J. Mech. Дес.
0161-8458,
127
, стр.
278
–
286
.
13.
Wojnarowski
,
J.
,
Kopec
,
J.
, and
Zawislak
,
S.
, 2006, “
Gears и графики
»,
Journal of Theoretical and Applied Mechanics
1429-2955,
44
(
1
), стр.
139
–
162
; см. http://www.ptmts.org.pl/jtam.htmlhttp://www.ptmts.org.pl/jtam.html.
14.
Chesmond
,
C. J.
, 1984,
Technology Technology
,
Эдвард Арнольд
,
Лондон
.
15.
Куо
,
Б.К.
, 1991,
Системы автоматического управления
, 6-е изд.,
Prentice-Hall
,
Englewood Cliffs, NJ
.
16.
Phillips
,
C. L.
и
Harbour
,
R. D.
D.
, 1991,
Системы управления обратной связью
, 2ndd Ed.,
. ,
Энглвуд Клиффс, Нью-Джерси
.
17.
Склейтер
,
N.
и
Chironis
,
N. P.
, 1991,
Механизмы и механические устройства.
172
.
18.
Hopgood
,
A. A.
, 2001,
Интеллектуальные системы для инженеров и ученых
, 3 RC
0003
Бока-Ратон, Флорида
, стр.
410
–
412
.
19.
Wilson
,
C. E.
,
Sadler
,
J. P.
, and
Michels
,
W. J.
, 1983,
Kinematics and Dynamics of Machinery
,
Harper & Row
,
Нью-Йорк
.
20.
Norton
,
R. L.
, 2002,
Справочник по проектированию и производству CAM
,
Perdunal Press Inc.
,
New York
, Pp.
, стр.
–
422
.
В настоящее время у вас нет доступа к этому содержимому.
25,00 $
Покупка
Товар добавлен в корзину.
Проверить Продолжить просмотр Закрыть модальныйкинематическая схема молотковой мельницы 360-Pulverier Принципиальная схема шаровой мельницы
кинематическая схема молотковой мельницы 360-Pulverier Принципиальная схема шаровой мельницы Рабочая схема для молотковых дробилок Молотковые дробилки из Эфиопии с двусторонним использованием, изготовленные из износостойкого стального сплава с круглыми отверстиями или специальными отверстиями, в зависимости от требований использования, многонаправленные, сменные изнашиваемые пластины во всей верхней и нижней части мельницы. Получить цену. Pdf Дизайн и оценка небольшой молотковой мельницы. он большой объем, характеристики низкой плотности …
он большой объем, характеристики низкой плотности …
Круглосуточная онлайн-консультация
Нарисуйте и объясните блок-схему цветного телевизионного передатчика. Нарисуйте блок-схему и объясните работу фотокопировального аппарата. Нарисуйте аккуратную диаграмму автоматического натяжения груза и температурной компенсации и укажите любые два преимущества одного и того же. Нарисуйте блок-схему сверлильного станка с ЧПУ и объясните его работу. Узнать цену
24-часовая онлайн-консультация
Raymond Mill Mill Схематический факт Jeugd Noord. Схема мельницы Раймонда нагрузка шаровой мельницы мокрого помола на принципиальной схеме системы контуров измельчения нагрузка мельницы определяется как общая простая схема шаровой мельницы машины для производства песка, такие как VSI Crusher
Круглосуточная онлайн-консультация
Молоток B, подвешенный на штифте C, и наковальня A, подвешенная на штифте D, едва касаются друг друга в точке E, когда оба свободно висят, как показано на рис. Масса B равна кг, а его центр тяжести находится на 250 мм ниже точки С, а радиус ее вращения вокруг оси С равен 270 мм.
Масса B равна кг, а его центр тяжести находится на 250 мм ниже точки С, а радиус ее вращения вокруг оси С равен 270 мм.
24-часовая онлайн-консультация
США US08/277,209 США США США США А США А США А США А США А США А США А США Администрация США США Ключевые слова предшествующего уровня техники кулачковый отклоняющий рычаг сборка конвейера Дата предшествующего уровня техники Юридический статус ( Правовой статус является предположением, а не юридическим заключением9.0003
Круглосуточная онлайн-консультация
14 декабря 2017 · 3. Влияние скорости параметров сварки трением с перемешиванием на распределение переходной температуры при сварке трением с перемешиванием алюминия 360 7475. 4. Анализ напряжений функционально-градуированных дисков при механических и термических нагрузках. 5. Влияние перекосов на корневые напряжения гипоидных передач. 6. Параметрическая оптимизация двигателя с масляным охлаждением объемом 220 куб. a e, сферическая фреза или непосредственно из формы фрезы e, формный инструмент, такой как схема вращения ребер на поверхности, фрезерованной сбоку. Получить цены. Маркированная схема мельницы Швайнфурт …
Получить цены. Маркированная схема мельницы Швайнфурт …
Круглосуточная онлайн-консультация
07 июня 2017 · 360. Прямое производство 361. Утюг прямого восстановления 362. Коробка передач прямого переключения (DSG) 363. Направленная энергия 364. СИСТЕМА РАННЕГО ПРЕДУПРЕЖДЕНИЯ О БЕДСТВИЯХ 365. Управление на стороне распределения для городских электросетей в Индия 366. МОДЕЛЬ DMAIC В ШЕСТЬ СИГМАХ 367. Оценка дозы в подвижной/деформирующейся анатомии: методы и клинические последствия 368. Двойная …
24-часовая онлайн-консультация
24/11/2020 · кинематическая схема молотковой мельницы. кинематическая схема молотковой мельницы Фрезерование (механическая обработка) Википедия, бесплатная энциклопедия Фрезерование — это процесс механической обработки с использованием вращающихся фрез для удаления материала из (, шаровой мельницы) или .
Онлайн консультация 24 часа
Кинематическая схема молотковой мельницы | Кинематическая цепь. Кинематическая схема молотковой мельницы, электрическая схема для extron hafco bm 90vcnc, необходимая мельница, я недавно купил мельницу модели 1997 года, схема фрезерного станка, цена и поддержка, онлайн-схема, воздушный классификатор для молотковой мельницы, схема воздушного классификатора для молотковой мельницы, рисунок 11261 – это схема технологического процесса. для типичного домашнего талька.
для типичного домашнего талька.
Круглосуточная онлайн-консультация
27.04.2017 · Многоцелевая оптимизация кинематических характеристик женевского механизма с использованием высокотехнологичных методов оптимизации8 Араш Мохаммадзаде Гонабади 1,а, Мохаммад Нури Дамгани 1,б 1 – Департамент …
Круглосуточная онлайн-консультация
Молотковая дробилка с простыми 2D-схемами Aluneth Heavy . кинематическая схема молотковой мельницы схема свободного тела простого дробления схема молоткового молотка штифтовые мельницы молотковые мельницы пульсация как это на самом деле работает Несмотря на текстовое объяснение, я могу.
Круглосуточная онлайн-консультация
19 марта, 2017 · Токарный станок, стр. 1. Преподаватель машиностроения: г-н Таллох 2. Токарный станок 3. цели • Основное назначение токарного станка • Меры предосторожности на токарном станке • Типы токарного станка • Определить основные части токарного станка • Состояние назначение каждой из основных частей • Способ проведения работ • Способ нарезания конусов • Скорость резания на Токарном станке
24 часа онлайн консультация
Кинематическая схема молотковой дробилки Stone Crusher Machine.