Классификация электродов
Главная \ Номенклатура \ ЭЛЕКТРОДЫ \ Электроды сварочные Лосиноостровского Электродного Завода \ Классификация электродов
Классификация электродов
по химическому составу покрытия
В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Тип электрода обозначается буквой Э; следующее за буквой число обозначает нижнее значение предела прочности. ГОСТ предусматривает типы электродов от Э34 до Э145; если после числа следует буква А, то это означает, что электрод обеспечивает повышенные значения пластических свойств наплавленного металла или сварного соединения.
Электрод типа Э34 дает наименьшую прочность и малую пластичность металла и относится к электродам с тонким стабилизирующим покрытием, допускается только в производстве менее ответственных сварных конструкций; Э42 и Э46 пригодны для ответственных конструкций из углеродистых сталей, Э50 и Э55 – для среднеуглеродистых и низколегированных сталей; Э60, Э70, Э85, Э100, Э125 и Э145 – для легированных сталей повышенной прочности, причем для типов Э85-Э145 сварное соединение после сварки проходит термическую обработку.
Но электрод одного и того же типа, например Э42, можно получить с различными покрытиями, придающими электроду существенные технологические особенности, не отмеченные в ГОСТе. Поэтому сохраняется еще марка электродов, устанавливаемая изготовителем электродов и вносимая в паспорт электрода. Обозначения марок совершенно произвольны, и марка может отличаться, например, лишь количеством наносимого покрытия при том же составе.
На основе химического состава покрытия проведена классификация качественных электродных покрытий:
1. Руднокислые покрытия содержат окислы железа и марганца (обычно в виде руд), кремнезем, большое количество ферромарганца; для создания газовой защиты зоны сварки в покрытие вводят органические вещества (целлюлозу, древесную муку, крахмал и пр.), которые при нагревании разлагаются и сгорают с образованием смеси защитных газов. Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8- 11 г/а-ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит менее 0.12С; менее 0,10 Si; 0,6-0,9 Мn;менее 0,05 Р и менее 0,05 S.
Электроды имеют довольно большую скорость расплавления, коэффициент наплавки 8- 11 г/а-ч, пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; наплавленный металл соответствует типу электродов Э42 и содержит менее 0.12С; менее 0,10 Si; 0,6-0,9 Мn;менее 0,05 Р и менее 0,05 S.
При плавлении электрода идет интенсивная экзотермическая реакция марганца и углерода кислородом окислов, разогревающая сварочную ванну и обеспечивающая гладкую поверхность наплавленного металла с небольшой чешуйчатостью. При большом содержании марганцевой руды образующийся дым вреден для сварщика и при недостаточной вентиляции может постепенно отравлять его соединениями марганца. Электроды широко применяются в производстве всевозможных изделий из низкоуглеродистых и низколегированных сталей, но на ряде предприятий Советского Союза применение этих электродов ограничено или запрещено из-за их токсичности.
2. Рутиловые покрытия получают из минерала рутила, состоящего в основном из двуокиси титана TiO2. В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
В покрытия, помимо рутила, введены кремнезем, ферромарганец, карбонаты кальция или магния. Покрытия по технологическим качествам близки к руднокислым, дают лучшее формирование, меньшее разбрызгивание и выделение газов, считаются менее вредными для сварщика. Наплавленный металл соответствует электродам типа Э42 и Э46; электроды могут применяться для более ответственных конструкций из низкоуглеродистых и низколегированных сталей.
3. Фтористо-кальциевые покрытия состоят из карбонатов кальция и магния, плавикового шпата и ферросплавов. Покрытия называются также основными, так как дают короткие шлаки основного характера, а электроды с таким покрытием называются также низководородистыми, так как наплавленный металл содержит водорода меньше, чем при других покрытиях.
Газовая защита ванны обеспечивается двуокисью и окисью углерода, образующимися при разложении карбонатов под действием высокой температуры. Электроды чаще используются на постоянном токе обратной полярности (плюс на электроде).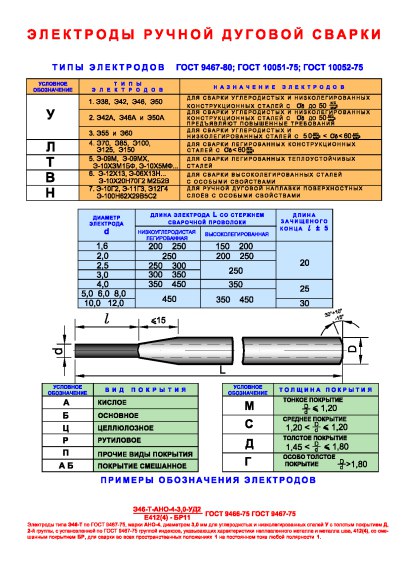
Наплавленный металл по составу соответствует спокойной стали, отличается чистотой, малым содержанием кислорода, азота и водорода; понижено содержание серы и фосфора, повышено – марганца (0,5-1,5%) и кремния (0,3-0,6%). Металл устойчив против старения, имеет высокие показатели механических свойств, в том числе ударной вязкости, и нередко по механическим свойствам превосходит основной металл. Электроды с этим покрытием рекомендуются для наиболее ответственных конструкций из углеродистых и легированных сталей.
Электроды с фтористо-кальциевым покрытием на протяжении многих лет являются наилучшими по качеству наплавленного металла. Чувствительны к наличию окалины, ржавчины, масла на кромках основного металла и в этих случаях дают поры, как и при отсыревании электродов. Свойства наплавленного металла можно менять в широких пределах, меняя количество ферросплавов в покрытии. Широко известен электрод этого типа, маркируемый УОНИ-13; он имеет несколько разновидностей; УОНИ-13/45, УОНИ-13/55 и т.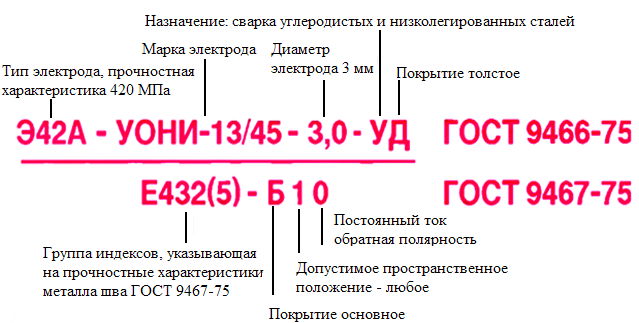
4. Органические покрытия состоят из органических материалов, обычно из оксицеллюлозы, к которой добавлены шлакообразующие материалы, двуокись титана, силикаты и пр. и ферромарганец в качестве раскислителя и легирующей присадки. Электроды пригодны для сварки во всех пространственных положениях на постоянном и переменном токе; малочувствительны к качеству сборки и состоянию поверхности металла, особенно пригодны для работы в монтажных и полевых условиях. Дают удовлетворительный наплавленный металл, соответствующий электродам типов Э42-Э50. Широко применяются в США на монтажных работах.
Время последней модификации 1322135474
1.6. Классификация электродов.
По свойствам веществ, участвующих в электродной реакции, по природе потенциалоопределяющих ионов принята следующая классификация электродов:
электроды первого рода;
электроды второго рода;
газовые электроды;
окислительно-восстановительные электроды;
ионноселективные электроды.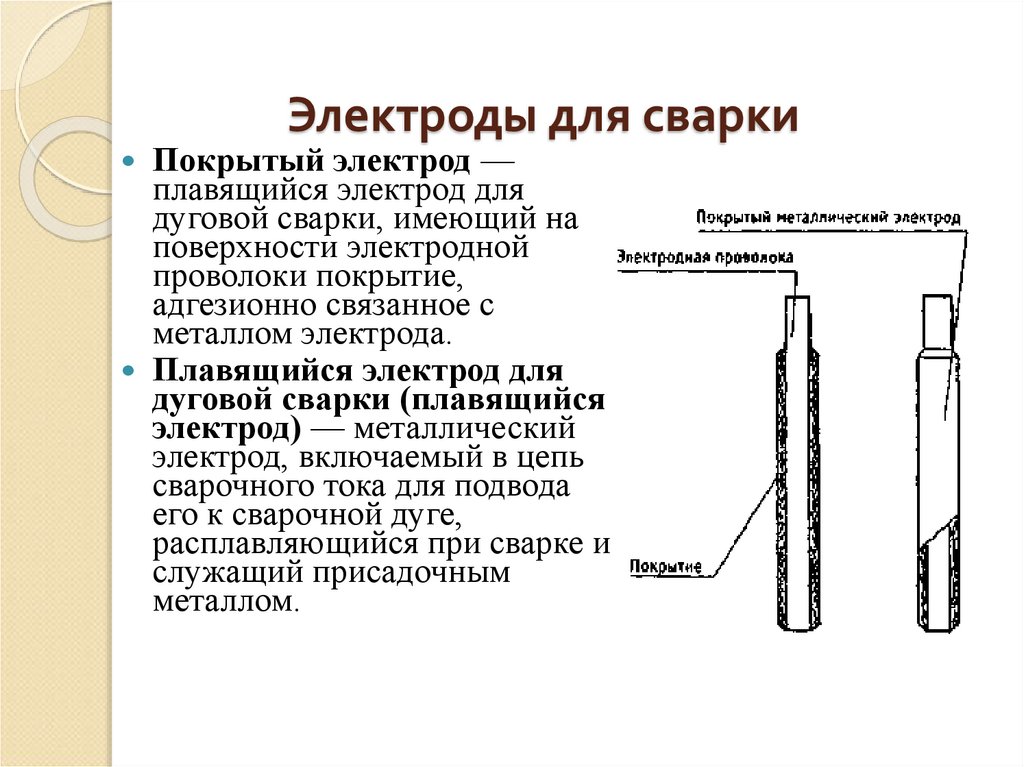
Рассмотрим отдельные типы электродов, в том числе, используемые в настоящей лабораторной работе.
1.6.1. Электроды первого рода.
Электроды первого рода– это электроды, обратимые или к катиону или к аниону. Потенциалопределяющими ионами являются катионы или анионы. К электродам первого рода относятся системы, представляющие собой металлы, погруженные в растворы своих солей Mz+/М (обратимые к катиону). Их электродные реакции можно записать следующим образом:
МZ++Ze–⇆M;
Me+Ze–⇆Mez- (14. 52 )
Уравнение Нернста для электродных потенциалов данных электродов:
; (14.53)
(14.54)
Из уравнений (14.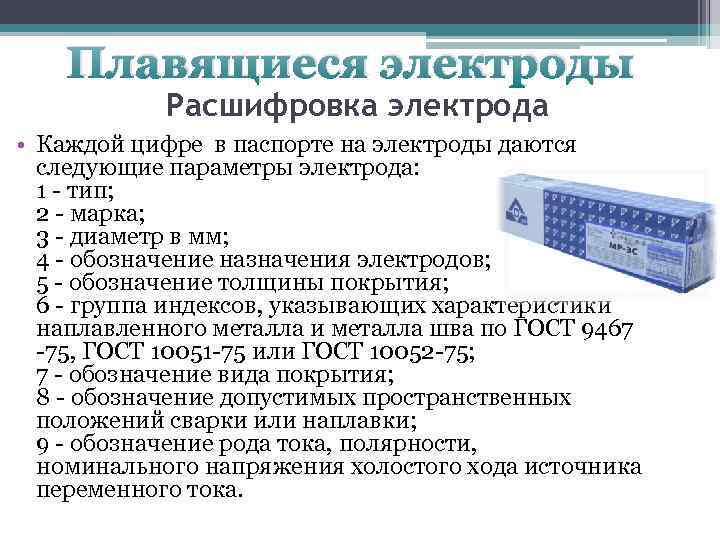 ) и (14. ) следует, что
с ростом активности потенциалопределяющих
ионов потенциал электрода, обратимого
по отношению к катиону, растет; к аниону
– уменьшается.
) и (14. ) следует, что
с ростом активности потенциалопределяющих
ионов потенциал электрода, обратимого
по отношению к катиону, растет; к аниону
– уменьшается.
Примеры электродов первого рода, обратимых к катиону, являются: цинковый, кадмиевый, медный, помещенные в растворы своих солей. Примером металлоидных электродов первого рода может служить селеновый электрод Se2-│Se, на котором происходит электродная реакция:
Se+2–⇆Se2-,(14.55)
а потенциал которого определяется соотношением
(14.56)
Электродами второго роданазываются
электроды, обратимые относительно
катиона и аниона. В потенциалопределяющей
реакции на этом электроде принимают
участие как катионы, так и анионы. Такие
электроды представляют собой систему,
состоящую из металла, покрытого слоем
его труднорастворимой соли, погруженного
в раствор, содержащий одноименные анионы
с труднорастворимой солью. Схематически
его можно представить так:
Схематически
его можно представить так:
Az-│MA│M.(14.57)
Учитывая, что активность металла М и твердого соединения МА постоянны и равны единице, уравнение Нернста для электродов второго рода зависит от активности анионов труднорастворимой соли металла электрода и уменьшается с ростом их активности.
Примером электрода второго рода является хлорсеребряный электрод, представляющий собой металлическое серебро, покрытое слоем труднорастворимой соли – хлорида серебра (АgCl) и погруженное в раствор хлорида калия:
Cl–│AgCl│Ag (14.58 )
На электроде протекает реакция:
AgCl+e–⇆Ag+Cl– (14.59)
z=1
Потенциал хлорсеребряного электрода определяется уравнением:
(14. 60)
60)
Вследствие устойчивости потенциалов,
хорошей воспроизводимости измерений
электроды второго порядка могут быть
использованы как электроды сравнения
(с известным потенциалом) для определения
потенциалов других электродов. Потенциал
хлорсеребряного электрода при
использовании насыщенного раствора
KClсоставляет при 25
Таблица сварочных электродов
Электроды с покрытием из мягкой стали
E7018-X
| Е | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см. классификационную таблицу ниже) |
| Х | Указывает на наличие дополнительных требований. (См. дополнительные требования ниже) (См. дополнительные требования ниже) |
Позиции сварки
1 Плоское, горизонтальное, вертикальное (вверху), над головой
2 Плоское, горизонтальное
4 Плоское, горизонтальное, над головой, вертикальное (внизу)
Плоское положение — обычно швы с разделкой кромок, угловые швы только при сварке по типу «V»
Горизонтальное — угловые швы, швы на стенках (перемещение из стороны в сторону).
Вертикальный – сварка стен (перемещение вверх или вниз).
Накладной – сварка, которую нужно выполнять в перевернутом виде.
Электроды с покрытием из низколегированной стали
| E | Указывает, что это электрод |
| 70 | Указывает, насколько прочен этот электрод при сварке. Измеряется в тысячах фунтов на квадратный дюйм. |
| 1 | Указывает, в каких положениях сварки его можно использовать |
| 8 | Указывает используемое покрытие, проникновение и тип тока (см.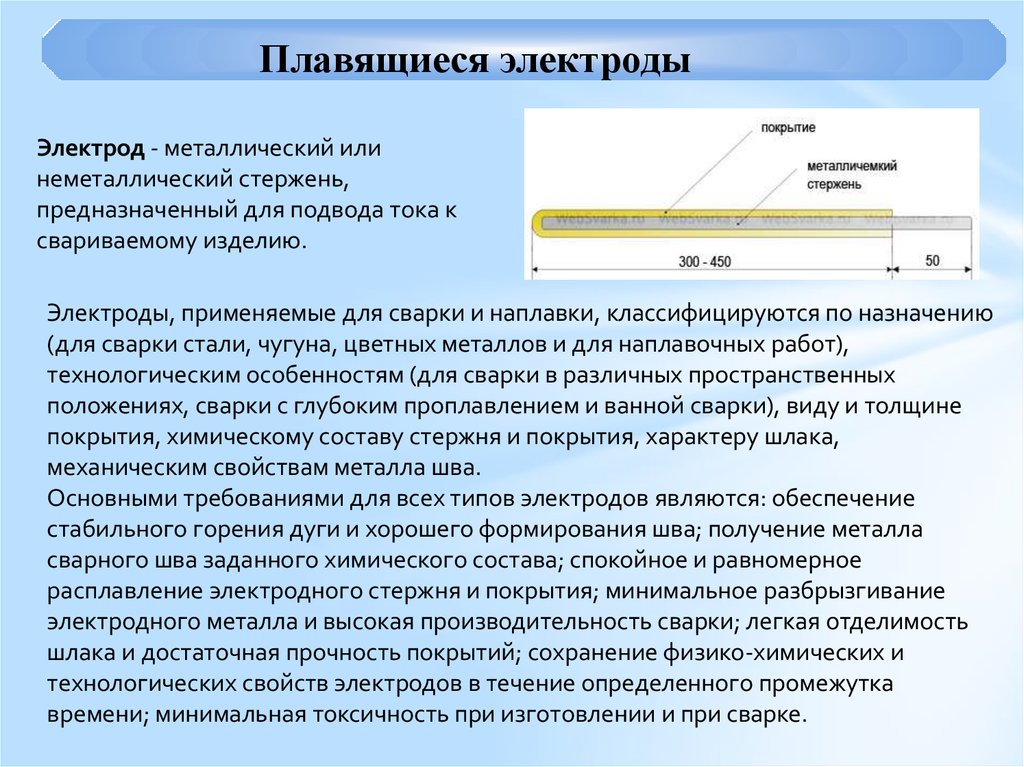 классификационную таблицу ниже) классификационную таблицу ниже) |
| Х | Указывает, что есть дополнительные требования. (См. дополнительные требования ниже) |
Позиции сварки
То же, что и для электродов с покрытием из мягкой стали
Таблица классификации
| Класс | Покрытие электрода | Проходка | Тип тока |
| Exxx0 | Целлюлоза, натрий | Глубокий | AC, DCEP |
| Exxx1 | Целлюлоза, калий | Глубокий | AC, DCEN |
| Exxx2 | Рутил, натрий | Средний | AC, DCEP, DCEN |
| Exxx3 | Рутил, калий | Легкий | DCEP, DCEN |
| Exxx4 | Рутил, железо, порошок, среда | АС | |
| Exxx5 | Низководородный, натриевый, средний | DCEP | DCEP |
| Exxx6 | Низкий водород, калий, средний | АС | AC, DCEN |
| Exxx7 | Железный порошок, железо, оксид | Средний | AC, DCEP |
| Exxx8 | Низководородный, железо, порошок | Средний | AC, DCEP, DCEN |
| Exxx9 | Оксид железа, рутил, калий | Средний |
Дополнительные требования
| -1 | Повышенная ударная вязкость (ударная вязкость) для электродов Э7018.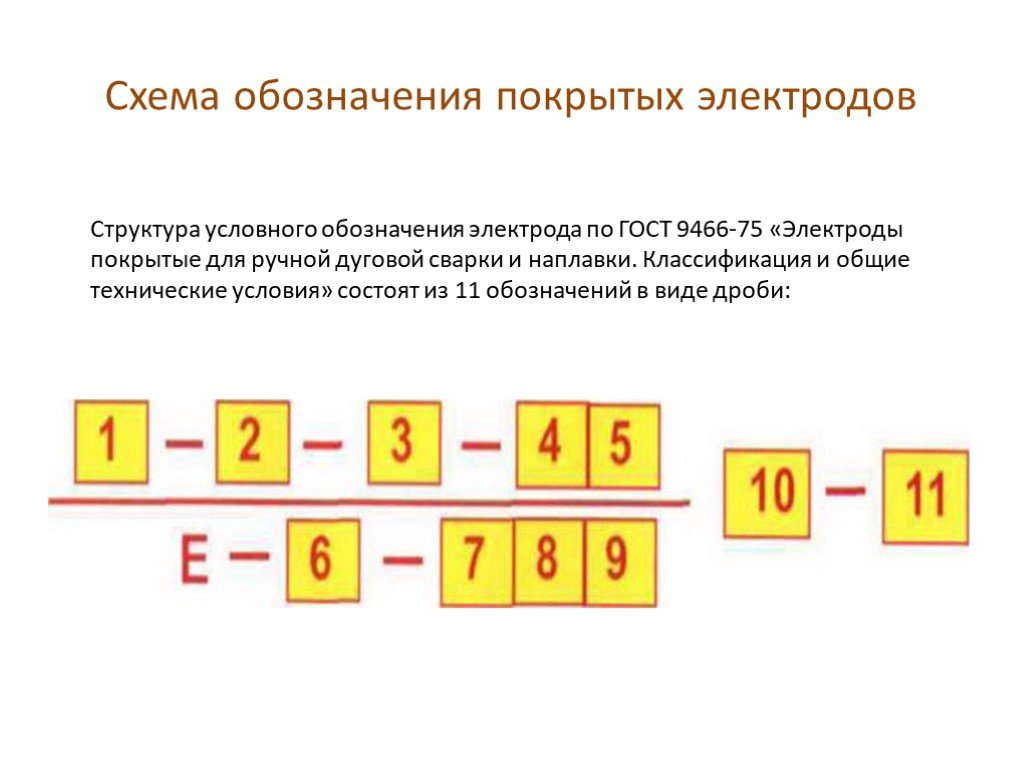 Также повышена пластичность электродов E7024 Также повышена пластичность электродов E7024 | .
| -М | Удовлетворяет большинству военных требований — большая прочность, меньшее содержание влаги после воздействия, пределы диффузионного водорода для металла шва. |
| -h5 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм (мл/100 г). 4, 8 и 16 указывают на предел. Пример: -h5 = 4 мл на 100 грамм |
| -H8 | Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г) |
| -h26 | Цифры 4, 8 и 16 указывают на ограничение. Пример: -h5 = 4 мл на 100 грамм |
Химические символы для элементов
| C | Углерод | Самый эффективный элемент для упрочнения стали |
| Мн | Марганец | Упрочняющий элемент второй после углерода |
| Си | Кремний | Раскислитель, умеренный усилитель |
| П | Фосфор | При слишком высоком уровне вызывает растрескивание |
| С | Сера | Вспомогательные средства при механической обработке – Проблемы с растрескиванием, такие как P |
| Кр | Хром | Твердость (низкая) – коррозионная стойкость (высокая) |
| Никель | Никель | Упрочняющий элемент – повышенная морозостойкость |
| Пн | Молибден | Прокаливаемость – высокотемпературное растяжение – сопротивление ползучести |
| Б | Бор | Очень небольшие количества повышают твердость |
| Медь | Медь | Коррозионная стойкость (низкая) – растрескивание (высокая) |
| Ал | Алюминий | Раскислитель – улучшает механические свойства |
| Ти | Титан | Удаляет: кислород, S, N и C |
| Н | Азот | Повышает прочность — снижает прочность |
| № | Ниобий | Твердость — улучшает механические свойства (ранее колумбий [Cb]) |
| В | Ванадий | Твердость — улучшает механические свойства |
Таблица суффиксов
| Суффикс | Стальной сплав, тип | Суффикс Номер Описание | Суффикс Номер Описание |
| -А1 | Углерод-молибден | 0,40–0,65 Мо | |
| -В1 | Хром-молибден | 0,40–0,65 Кр | 0,40–0,65 Мо |
| -B2 | Хром-молибден | 1,00–1,50 Кр | 0,40–0,65 Мо |
| -Б2Л | Хром-молибден | Нижний карбон B2 | |
| -В3 | Хром-молибден | 2,00 – 2,50 Кр | 0,90 – 1,20 Пн |
| -Б3Л | Хром-молибден | Нижний карбон B3 | |
| -Б4Л | Хром-молибден | 1,75–2,25 Кр | 0,40–0,65 Мо |
| -В5 | Хром-молибден | 0,40–0,60 Кр | 1,00 – 1,25 Пн |
| -В6 | было | E502 4,6–6,0 | Cr 0,45–0,65 |
| -В8 | было | Е505 8,0 – 10,5 | Кр 0,8–1,2 |
| -C1 | Никелированная сталь | 2,00–2,75 Ni | |
| -C1L | Никель Сталь | Низкоуглеродистый C1 | |
| -C2 | Никелированная сталь | 3,00–3,75 Ni | |
| -C2L | Никелированная сталь | Низкоуглеродистый C2 | |
| -C3 | Никелированная сталь | 0,80–1,10 Ni | |
| -НМ | Никель-молибден | 0,80 – 1,10 Ni | 0,40–0,65 Мо |
| -D1 | Марганец-молибден | 1,00 – 1,75 Мн | 0,25–0,45 Мо |
| -Д2 | Марганец-молибден | 1,65 – 2,00 Мн | 0,25–0,45 Мо |
| -Д3 | Марганец-молибден | 1,00 – 1,80 Мн | 0,40–0,65 Мо |
| -В | Выветривание | Сталь Ni, Cr, Mo, Cu | |
| -Г | Химия не требуется | ||
| -М | Военный класс | Может иметь дополнительные требования |
| Класс | Мин. Прочность на растяжение Прочность на растяжение | Мин. Предел текучести |
| E60xx | 62 000 фунтов на кв. дюйм | 50 000 фунтов на кв. дюйм |
| E70xx | 70 000 фунтов на кв. дюйм | 57 000 фунтов на кв. дюйм |
| E80xx | 80 000 фунтов на кв. дюйм | 67 000 фунтов на кв. дюйм |
| E90xx | 90 000 фунтов на кв. дюйм | 77 000 фунтов на кв. дюйм |
| E100xx | 100 000 фунтов на кв. дюйм | 87 000 фунтов на кв. дюйм |
| E110xx | 110 000 фунтов на кв. дюйм | 95 000 фунтов на кв. дюйм |
| E120xx | 120 000 фунтов на кв. дюйм | 107 000 фунтов на кв. дюйм дюйм |
К началу страницы
Классификация сварочных электродов — Тенденции развития карьеры
Тенденции роста смежных профессий
Николас Джонсон
•
Обновлено 03 сентября 2019 г.0043
Сварка — это процесс соединения материалов путем расплавления двух частей и добавления третьего расплавленного материала. Электроды подают ток на материалы и изготавливаются из различных материалов. Электроды выпускаются для разных целей и видов сварки и классифицируются пятизначным номером типа Э7011-М. Каждая цифра и буква соответствуют части информации, включая рекомендуемое положение сварки, прочность на растяжение и глубину проплавления. «Е» в классификации означает электрод.
Прочность
Первые две цифры в классификации электродов указывают на прочность электрода. Эта сила измеряется в тысячах фунтов на квадратный дюйм (psi). Например, электрод, классифицированный как E80xx, имеет предел прочности при растяжении 80 000 фунтов на квадратный дюйм. Это число также определяет предел текучести или точку деформации для электродов из низколегированной стали. Вычтите 13 000 из предела прочности электрода на растяжение, чтобы определить приблизительный минимальный предел текучести. Например, электрод E80xx имеет предел текучести 63 000 фунтов на квадратный дюйм.
Это число также определяет предел текучести или точку деформации для электродов из низколегированной стали. Вычтите 13 000 из предела прочности электрода на растяжение, чтобы определить приблизительный минимальный предел текучести. Например, электрод E80xx имеет предел текучести 63 000 фунтов на квадратный дюйм.
Положение сварки
Третья цифра классификации электродов определяет соответствующие положения сварки. Сварку выполняют в четырех основных положениях: плоском, горизонтальном, вертикальном и потолочном. Электроды Exx1x можно сваривать во всех четырех положениях, при этом вертикальное положение перемещается вверх. Электроды Exx2x используют только плоское и горизонтальное расположение. Электроды Exx4x могут использовать все положения с перемещением вертикального положения вниз.
Тип классификации
Четвертая цифра представляет тип классификации. Тип классификации указывает на покрытие электрода, глубину проникновения и требуемый тип тока. Диапазон глубины проникновения включает легкую, среднюю или глубокую.