Маркировка электродов для дуговой сварки
Содержание
- Типы электродов с точки зрения метода сварки
- Виды и маркировка неплавящихся электродов
- Маркировка покрытых плавящихся прутков
- Типы электродов и обозначения покрытий
- Индексы толщины обмазки
- Диаметр покрытых электродов
- Положения при сварке, их обозначения и расшифровка
- Обозначения рода и полярности сварочного тока
- Особые индексы, указывающие на свойства наплавленного металла
- Пример расшифровки маркировки электродов для дуговой сварки
- Маркировка электродов по международному стандарту
Стержневые электроды применяют при ММА и TIG сварке. При ММА защиту от атмосферы обеспечивает сам электрод, который по сути играет роль и сварочной присадки. В его покрытие входит шлак или защитный газ, не допускающие попадание кислорода, водорода и азота в сварочную ванну. При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
При TIG используют присадочную проволоку и инертный газ, как правило, аргон, изолирующий ванну от атмосферы.
Типы электродов с точки зрения метода сварки
Исходя из технологии сварки и особенности электродов, их делят на две основные группы.
Неплавящиеся вольфрамовые электроды применяют при TIG. Они вводят горящую дугу в сварное соединение, но не плавятся. Шов заполняют металлом проволоки, подающейся со стороны.
Плавящиеся электроды используют при ММА. Они расплавляются во время сварки и заполняют шов металлом.
Виды и маркировка неплавящихся электродов
Неплавящиеся электроды для TIG производят из вольфрама. Они бывают чистыми или легированными оксидами редкоземельных элементов. От химического состава зависит область использования — род тока, на котором выполняют сварку, и свариваемые сплавы.
Буквенно-цифровая и цветовая маркировка сварочных электродов из вольфрама указывает на добавку и содержание оксида в %.
- W — вольфрам
- Т — торий
- Z — цирконий
- L — лантан
- C — церий
|
Маркировка |
Легирующий элемент |
Содержание в % |
Цветная маркировка |
Род тока |
Свариваемые стали и сплавы |
|
WP |
— |
— |
зеленый |
AC |
алюминий, магний и сплавы |
|
WT-4 |
торий |
0,4 |
голубой |
DC |
низколегированные и высоколегированные стали |
|
WT-10 |
1,0 |
желтый |
|||
|
WT-20 |
2,0 |
красный |
|||
|
WT-30 |
|
сиреневый |
|||
|
WT-40 |
4,0 |
оранжевый |
|||
|
WZ-3 |
цирконий |
0,3 |
коричневый |
АС |
магниевые сплавы |
|
WZ-8 |
0,8 |
белый |
|||
|
WL-10 |
лантан |
1,0 |
черный |
AC/DC, сварка на малых и больших токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
|
WL-15 |
1,5 |
золотистый |
|||
|
WL-20 |
2,0 |
синий |
|||
|
WC-20 |
церий |
2,0 |
серый |
AC/DC, сварка на малых и средних токах |
нелегированные и высоколегированные стали, никелевые, медные, титановые, магниевые сплавы |
Маркировка покрытых плавящихся прутков
Требования к маркировке таких электродов диктует ГОСТ 9466. Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Она состоит из групп буквенных и цифровых индексов, каждая из которых содержит конкретную информацию.
Типы электродов и обозначения покрытий
Электроды классифицируют по типу покрытия или обмазки. От его химического состава зависят особенности расплавления и капельного переноса металла, сварочные характеристики и назначение электрода, показатели качества наплавленного металла, допустимые позиции при сварке.
Маркировка типов плавящихся электродов по виду покрытия
|
Буквенное обозначение европейское/российское |
Покрытие |
|
А/А |
кислое |
|
В/Б |
основное |
|
R/Р и RR |
рутиловое и толстое рутиловое |
|
С/Ц |
целлюлозное |
|
RB/РБ |
рутилово-основное |
|
RC/РС |
рутилово-целлюлозное |
|
RA/РА |
рутилово-кислое |
|
S/П |
прочие типы |
Такое разнообразие покрытий есть у электродов для нелегированных сталей:
- Для высокопрочных сталей и особо ответственных конструкций выпускают электроды только с основным покрытием.

- Для нержавейки — рутиловые, основные и смешанные:

- рутилово-кислые для металлических изделий, работающих в агрессивной среде,
- рутилово-основные для жаростойких сплавов.
Назначение учитывают при маркировке по ГОСТ. Для этого используют буквенные индексы:
- У — низкоуглеродистые, углеродистые, низколегированные сплавы;
- Л — легированные стали;
- Т — теплостойкие или жаропрочные сплавы;
- В — высоколегированные нержавеющие стали;
- Н — упрочняющая, восстановительная наплавка.
Индексы толщины обмазки
В российской маркировке указывают и толщину обмазки, обозначая её буквенными индексами М, С, Д и Г — тонкая, средняя, толстая и очень толстая. У европейских производителей введено отдельное обозначение только для электродов с толстым рутиловым покрытием RR. Их используют, когда нужно получить швы повышенной прочности.
Диаметр покрытых электродов
Сила сварочного тока прямо пропорциональна толщине заготовки. Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Допустимая нагрузка по току ограничена и зависит от диаметра электрода. Так как это важный параметр, его обязательно указывают при маркировке.
Положения при сварке, их обозначения и расшифровка
Сварку выполняют в разных пространственных положениях. Из-за действия силы тяжести характер переноса и поведения расплавленного металла изменяется. Это нужно учитывать. Кроме того, от типа покрытия электрода зависят внешний вид шва и шлаковые характеристики. Именно поэтому некоторые типы электродов имеют ограничения в применении и подходят не для всех положений.
Есть несколько обозначений положений, принятых ГОСТ, ISO, НАКС, AWS. Например, для сварки листовых заготовок:
|
Положение/буквенное обозначение |
ГОСТ |
ISO |
НАКС |
AWS |
|
нижнее |
Н |
РА |
Н1 |
1G |
|
потолочное |
П |
РЕ |
П1 |
4G |
|
вертикальное на подъем |
В |
PF |
В1 |
3G и 3F для угловых швов |
|
вертикальное на спуск |
PG |
В2 |
||
|
горизонтальное |
Г |
РС |
Г |
2G |
нижнее |
Л («в лодочку») |
РА |
Н1 |
1F |
|
нижнее для угловых швов |
Н |
РВ |
Н2 |
2F |
|
потолочное для угловых швов |
П |
PD |
П2 |
4F |
Из-за отсутствия единой системы обозначений и чтобы облегчить расшифровку маркировки электродов производители часто указывают допустимые положения в упрощенном виде — рисунком или цифрами.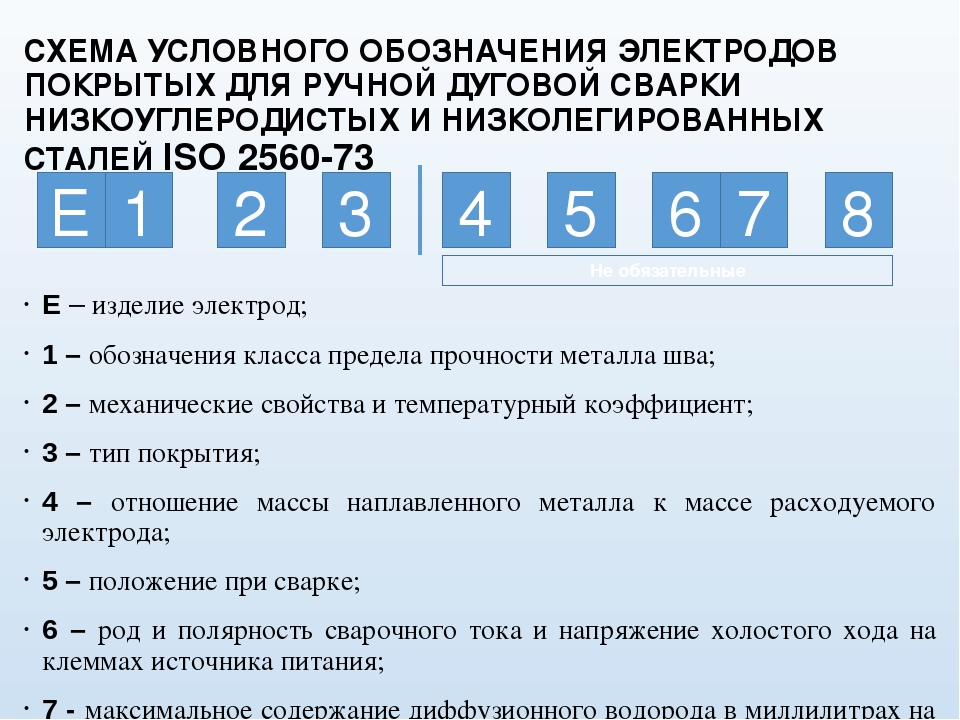
Например, так:
В российском стандарте для классификации и маркировки электродов используют цифровые обозначения:
- 1 — универсальны;
- 2 — можно использовать во всех положениях, исключая В2 или PG;
- 3 — предназначены для позиций РА, РВ и PF или Н1, Н2 и Г;
- 4 — подходят для положений РА или Н1 и «в лодочку».
Обозначения рода и полярности сварочного тока
Род и полярность сварочного тока указывают буквенным индексом или обозначают с помощью более привычных и известных символов. Например, ~ / = (+) или AC, DC +(-).
Цифровое обозначение встречается не всегда. По российским стандартам принято указывать информацию о полярности постоянного тока и напряжении холостого хода или OCV.
|
Обозначение |
Полярность |
OCV |
|
0 |
|
— |
|
1 |
+/- |
50 |
|
2 |
– |
|
|
3 |
+ |
|
|
4 |
+/- |
70 |
|
5 |
– |
|
|
6 |
+ |
|
|
7 |
+/- |
90 |
|
8 |
– |
|
|
9 |
+ |
Особые индексы, указывающие на свойства наплавленного металла
Характеристики основного металла должны достигаться и в металле шва. Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Чтобы упростить выбор при маркировке электродов для сварки могут использовать группу цифровых индексов, передающих информацию о металле шва. Это его твердость, ударная вязкость, предел текучести, удлинение и прочность при растяжении, устойчивость к межкристаллитной коррозии, объем феррита, от которого зависит склонность к образованию горячих трещин, предельная рабочая температура.
Свои группы индексов есть для прутков для упрочняющей, восстановительной наплавки (ГОСТ 10051), высоколегированных нержавеющих сплавов (ГОСТ 10052) и углеродистых, теплостойких сталей (ГОСТ 9467).
Пример расшифровки маркировки электродов для дуговой сварки
Маркировка расположена на задней стороне пачки. В качестве примера расшифровки можно взять электроды ОЗЛ-8.
Э-07Х20Н9-ОЗЛ-8-3.0-ВД
Е-2004-Б20
- 1 — тип Э-07Х20Н9
- 2 — марка ОЗЛ-8
- 3 — Ø 3 мм
- 4 — предназначен для нержавеющих сталей
- 5 — толстая обмазка
- 6 — контролируемые свойства металла шва
- 7 — основное покрытие
- 8 — допустимы все положения сварки, кроме вертикального на спуск
- 9 — DC +
Маркировка электродов по международному стандарту
Помимо маркировки по ГОСТ 9466 используют и другие. Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Например, для прутков для нелегированных сталей это ГОСТ Р ИСО 2560. Цифровые индексы и условные обозначения берут из таблиц.
Е —1—2—3—4—5—6—7
1 — индекс предела текучести, прочности и растяжения металла шва
| Индекс | Предел текучести Н/мм2 | Прочность при растяжении Н/мм2 | Минимальное удлиннение при разрыве |
| 35 | 355 | 440-570 | 22 |
| 38 | 380 | 470-600 | 20 |
| 42 | 420 | 600-640 | 20 |
| 46 | 460 | 530-680 | 20 |
| 50 | 500 | 560-720 | 18 |
2 — температура, при которой при ударе появляется трещина
| Индекс | Температура развития трещины при энергии удара 47 Дж, 0С |
| Z | — |
| A | +20 |
| 0 | 0 |
| 2 | -20 |
| 3 | -30 |
| 4 | -40 |
| 5 | -50 |
| 6 | -60 |
3 — химический состав наплавляемого металла
Указывают символ основного легирующего элемента или элементов — Ni, Mn и Mo.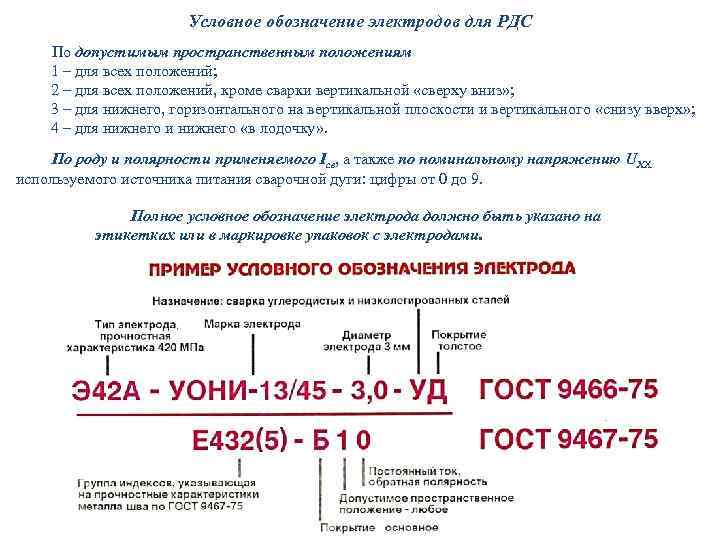
4 — тип обмазки
Условные обозначения соответствуют европейскому стандарту.
5 — род сварочного тока и эффективность переноса металла
| Индекс | Эффективность переноса, % | Род сварочного тока |
| 1 | до 105 | AC/DC |
| 2 | DC | |
| 3 | 105-125 | AC/DC |
| 4 | DC | |
| 5 | 125-160 | AC/DC |
| 6 | DC | |
| 7 | от 160 | AC/DC |
| 8 | DC |
6 — допустимые позиции при сварке
| Индекс | Положения сварки |
| 1 | Любые |
| 2 | Все, кроме PG |
| 3 | PA, PB |
| 4 | PA |
| 5 | PA, PB, PC |
7 — содержание водорода в металле шва
| Индекс | Количество водорода в металле шва мл/100г |
| H5 | 5 |
| h20 | 10 |
| h25 | 15 |
Аналогичны стандарты с условными обозначениями и маркировками ест и для других электродов, например для высокопрочных (ГОСТ Р ИСО 18275), жаростойких и коррозиооностойких (ГОСТ Р ИСО 3581).
Маркировка электродов для сварки: классификация и расшифровка
Электроды являются основными расходными материалами для электрической сварки. Сам принцип соединения металла универсален, поэтому подходит для различных его видов. Соответственно, для каждого металла и сплава нужно подбирать свои марки электродов для сварки, схожие по составу с основным материалом, а также обладающие нужными характеристиками для повышения качества соединения.
Индексация электродов по назначению
Одним из назначений данного расходного материала является проведение тока от сварочного аппарата к месту образования шва, где будет создаваться электрическая дуга. Соответственно, одним из основных требований, которые выдвигаются к нему, является хорошая электропроводимость. Для производства стержней берется проволока из легированной стали, состав которой подбирается под определенные требования сварочного процесса. Каждая марка электродов для сварки будет иметь свои особенности, зависящие от состава металла и типа покрытия.
Главным назначением обсуждаемого металлического стержня является наплавление материала на место соединения. Пока его основная часть служит для проведения тока, конец изделия под влиянием высокой температуры дуги плавится и образует вместе с расплавленным основным металлом заготовки единое целое.
Важно! Чем ближе состав электрода будет к составу заготовки, тем выше качество соединения. В составе электрода допускается наличие повышенного количества легирующих элементов, которые выгорают во время сварки, чтобы компенсировать их потерю
Покрытие также влияет на свойства изделия. Главной его функцией становится защита от газа. При сварке в расплавленный металл могут попадать кислород и азот, что негативно влияет на свойства полученного соединения. От высокой температуры покрытие начинает гореть, образуя защитный слой от внешних помех. Также оно обеспечивает более стабильное горение дуги, если электроды просушены, и может убирать нежелательные примеси из состава металла.
Классификация электродов по типам
Чтобы покрытие соответствовало тем функциям, которые на него возложены, в его составе должны быть такие шлакообразующие элементы:
- марганцевая руда;
- мрамор;
- мел;
- каолин;
- титановый концентрат;
- кварцевый песок.
Чтобы удалить из расплавленного металла попавший туда кислород, в составе должны присутствовать ферросплавы марганца, титана, алюминия и прочих элементов, обладающих раскисляющими свойствами.
Важно! Химические реакции в образованном шве не заканчиваются после прекращения воздействия дуги. Они продолжаются еще по мере остывания, когда и вступают в дело все дополнительные элементы состава
Маркировка электродов может поведать многое о составе изделия, но важно знать и о том, что входит в состав защитного покрытия. Во время его горения создается газовый слой, а чтобы он действительно обеспечивал защиту, в нем должны быть такие компоненты, как декстрин и древесная мука.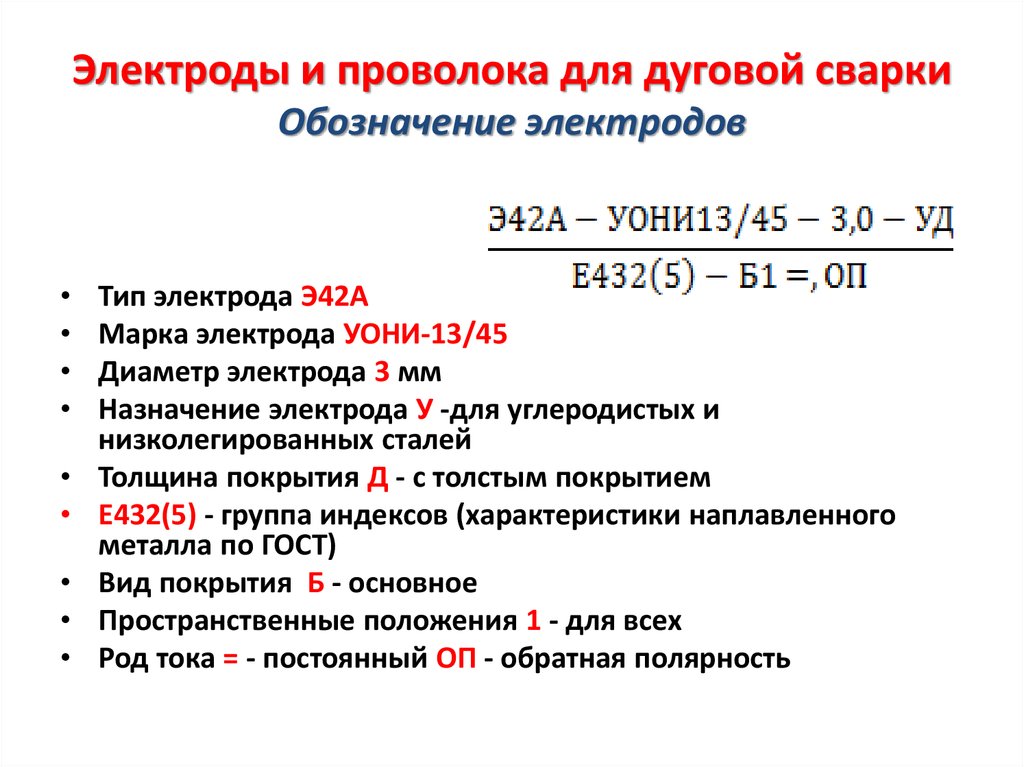 Это газообразующие вещества.
Это газообразующие вещества.
В составе электродов часто встречаются такие легирующие добавки, как:
- никель;
- хром;
- ванадий;
- титан;
- марганец.
На самом деле добавок имеется очень много, далеко не все они используются в одном электроде. Все подбирается под конкретную цель использования, так как наличие легирующих элементов существенно увеличивает стоимость продукции.
Маркировка электродов
Маркировка и классификация электродов
Если рассматривать основное различие по типам и найти первое разветвление в классификации, согласно тому, какие бывают электроды, то необходимо выделить плавящиеся и неплавящиеся разновидности. К первым относятся изделия из стали, чугуна, меди, бронзы и прочих металлов, точка плавления которых находится на низком или среднем уровне. Неплавящиеся электроды делаются из вольфрама и прочих тугоплавких металлов, которые не могут расплавиться от той температуры, при которой расплавляется основной металл.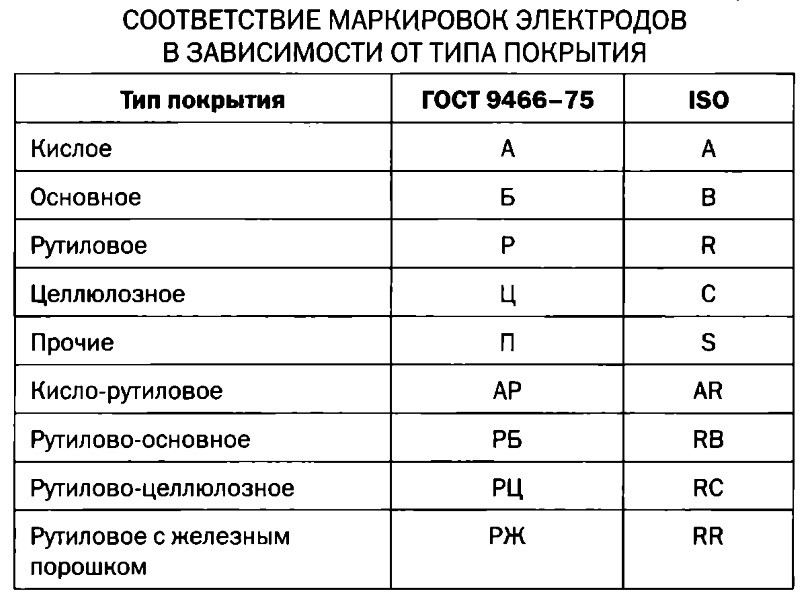
Рассматривая марки сварочных электродов и их классификацию, необходимо учесть, что многие из них могут исполняться в двух вариантах, с покрытием и без. Если в маркировку добавлена буква «А», это означает, что электрод имеет кислое покрытие. Его можно использовать при сварке сталей, в которых имеется высокое содержание серы и углерода. Допускаются практически все пространственные положения, кроме вертикального сверху вниз. При таком покрытии в шве могут появляться трещины после сварки, а во время расплавления металл может разбрызгиваться.
Если в маркировке находится буква «Б», это означает, что в электроде основное покрытие. Он не предназначен для сварки в вертикальном положении. Это же касается и рутилового покрытия, которое обозначается буквой «Р».
Буква «Ц» в маркировке ставится при целлюлозном покрытии. Применять данные электроды можно в любом пространственном положении. При перегреве они начинают сильно разбрызгивать металл. Такое покрытие может встречаться в маркировке электродов по чугуну и другим металлам.
Также могут встречаться буквенные комбинации «АЦ» и «РБ». Это смешанные типы, которые используются при сварке труб и ответственных металлоконструкций. Они не предназначены для потолочного положения. Чаще всего их можно найти в маркировке электродов по нержавейке.
Расшифровка маркировки электродов для сварки
Расшифровка электродов является одной из основных операций, которые мастер осуществляет при подборе подходящего варианта для работы. Каждая цифра и буква имеют свое значение, а все представленные обозначения подчиняются общепринятым стандартам. Электроды с конкретной маркировкой должны соответствовать ГОСТам.
Расшифровка маркировки электродов
Первые символы обозначают тип электрода, а также максимальную нагрузку, которую он может выдержать. К примеру, Э46 может выдержать 46 кг на 1 квадратный миллиметр созданного соединения. Следующими обозначениями в расшифровке сварочных электродов идет сама марка, далее – предприятие, на котором она была изготовлена. После этого указываются назначение и толщина:
После этого указываются назначение и толщина:
- У – подходит для углеродистых и низколегированных сталей;
- Н – предназначен для наплавки металла с особыми свойствами;
- Л – сварка конструкционных сталей с наличием легирующих элементов;
- Т – сварка теплоустойчивых материалов;
- В – сварка высоколегированных сталей.
Маркировка электродов для ручной дуговой сварки, показывающая толщину покрытия, может иметь одно из следующих значений:
- Г – максимальное;
- Д – толстое;
- С – среднее;
- М – тонкое.
Если в обозначении электродов по нержавейке отсутствует численное значение размера, а есть только знак, то он должен указываться на печати.
Следующими пунктами в маркировке идут индекс и его обозначение, которое описывает характеристики материала стержня. Здесь отмечаются удлинение материала, ударная вязкость и сопротивление на разрыв.
Предпоследнее обозначение в маркировке – вид покрытия. Подробные описания указаны выше. В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
В маркировке вольфрамовых электродов покрытие не обозначается, так как неплавящиеся материалы не покрываются им.
Последние цифры показывают допустимые пространственные положения и напряжение х.х. при работе. Пространственные положения обозначаются:
- 1 – любое положение;
- 2 – любое, кроме сверху вниз;
- 3 – любое, кроме потолочного и сверху вниз;
- 4 – только нижнее положение.
Напряжение х.х. при сварке:
- 1 – 50 В, любая полярность;
- 2 – 50 В, прямая полярность;
- 3 – 50 В, обратная полярность;
- 4 – 70 В, любая полярность;
- 5 – 70 В, прямая полярность;
- 6 – 70 В, обратная полярность;
- 7 – 90 В, любая полярность;
- 8 – 90 В, прямая полярность;
- 9 – 90 В, обратная полярность.
Заключение
Маркировка сварочных электродов и их расшифровка требуют от мастера особых навыков, так как это достаточно сложный процесс. Взглянув на маркировку, опытный сварщик сможет понять, какой металл в составе находится, и для какой сварки электрод предназначен. Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Общая классификация дает возможность привести все марки под единый стандарт, что облегчает распознавание. Но на практике чаще всего уже есть готовые ответы на все вопросы, чем лучше варить тот или иной металл, и мастерам не приходится каждый раз заниматься подбором нужной марки электродов.
Видео: Обозначение электродов. Тэория 1
Типы электродов – Perez Precision Works
Различные типы электродов, используемых для сварки
Изготовление металлических конструкций должно осуществляться профессионалами и с использованием соответствующих материалов, электроды отвечают за соединение используемых металлических деталей.
Не все одинаковы, каждый тип металла и место, где он используется, заслуживает того, чтобы работать с электродом, отвечающим определенным требованиям.
Содержание
Что такое электрод?
Сварочный электрод представляет собой металлический стержень, покрытый различными материалами. Тип материала стержня и покрытия помогает нам классифицировать существующие типы электродов и их различные области применения.
Тип материала стержня и покрытия помогает нам классифицировать существующие типы электродов и их различные области применения.
Электроды в основном классифицируются в зависимости от характеристик и свойств наполнителя и их использования. Что такое наполнитель? Это центральная часть электрода, выступающий стержень, который используется для крепления его к электрододержателю.
В PPW Мы выполняем всю нашу работу с материалами, произведенными в соответствии с самыми высокими стандартами качества. Если вы хотите развивать свой проект, не беспокоясь о качестве результатов, вы попали по адресу.
Категории типов электродов определяются в основном двумя организациями, AWS (Американское общество сварщиков) и ASME (Американское общество инженеров-механиков), это наиболее важные органы в области сварки. сварка.
Тип электрода, который будет использоваться в каждой работе, должен быть четким, так как от этого зависят его конечные результаты.
Типы электродов
Существует множество различных типов сварочных электродов, и существует множество способов их классификации в зависимости от их состава, использования, способа представления и т. д. Здесь мы разделим их на три основные категории:
д. Здесь мы разделим их на три основные категории:
- электроды с покрытием.
- Электроды без покрытия.
- Сплошные или проволочные электроды.
Этот тип электродов имеет металлический сердечник, образованный наполнителем, который покрыт компаундом на химической основе.
Функция заключается в создании газов для защиты расплавленного металла от проникновения кислорода и азота из атмосферы, а также для предотвращения резкого охлаждения металла.
Наиболее часто используемые электроды в этой категории:
- Электрод E6011 является наиболее часто используемым обычным электродом, поскольку он позволяет работать в большем количестве приложений, он адаптируется ко многим железным материалам, но мы должны помнить что он подходит не для всех видов работ.
- Электрод E6010 представляет собой тип электрода, очень похожий на электрод E6011, его использование ограничено, поскольку его можно использовать только с постоянным током, в то время как E6011 с аналогичными характеристиками можно применять с постоянным и переменным током.
- Электрод E6013 обеспечивает более чистую и лучшую отделку, чем E6011, не рекомендуется использовать на прочных конструкциях, его преимущество в том, что его можно использовать как с переменным, так и с постоянным током.
- Электрод E7018 , это электроды, которые оставляют менее пористую и ломкую конечную поверхность, рекомендуется для работ, где конечный результат будет контактировать с водой или влажной средой, например, трубы или верфи.
- Электрод Э308 , используется при работе с нержавеющей сталью, может работать на переменном или постоянном токе, его стоимость выше, чем у обычных электродов, таких как Э6011 и Э6013, но если сэкономить время и ресурсы в других материалах принимаются во внимание, поскольку нет необходимости ретушировать или полировать с помощью дисков, безусловно, стоит выбрать этот тип электрода.
- Электрод AW127 , у некоторых производителей он синий, используется для работы с литьем и чугуном, позволяет работать на загрязненных поверхностях, с краской, маслом или даже смазкой, поэтому его функционал широк .


Это тип сварочных электродов без покрытия, это просто ламинированная проволока, они используются в процессах газовой сварки, называемой инертной атмосферой, для предотвращения проникновения кислорода и азота .
Этот тип сварки известен как сварка TIG, эти электроды изготовлены из вольфрама или его сплавов, результаты, полученные при этом виде сварки, более качественные и более стойкие. Он применим к большинству металлов, стали, алюминию.
Непрерывные или проволочные электродыЭто тип непрерывного электрода, по форме напоминающий нить, отсюда и его название, он обеспечивает непрерывную работу. Этот электрод подается автоматически и непрерывно через подающую катушку, примером такого типа электрода может быть AW ER 70S6.
Различные типы электродов или в данном случае сварочной проволоки классифицируются в соответствии с их морфологией и химическим составом, они подразделяются на две большие группы: сплошные проволоки и проволоки с сердечником.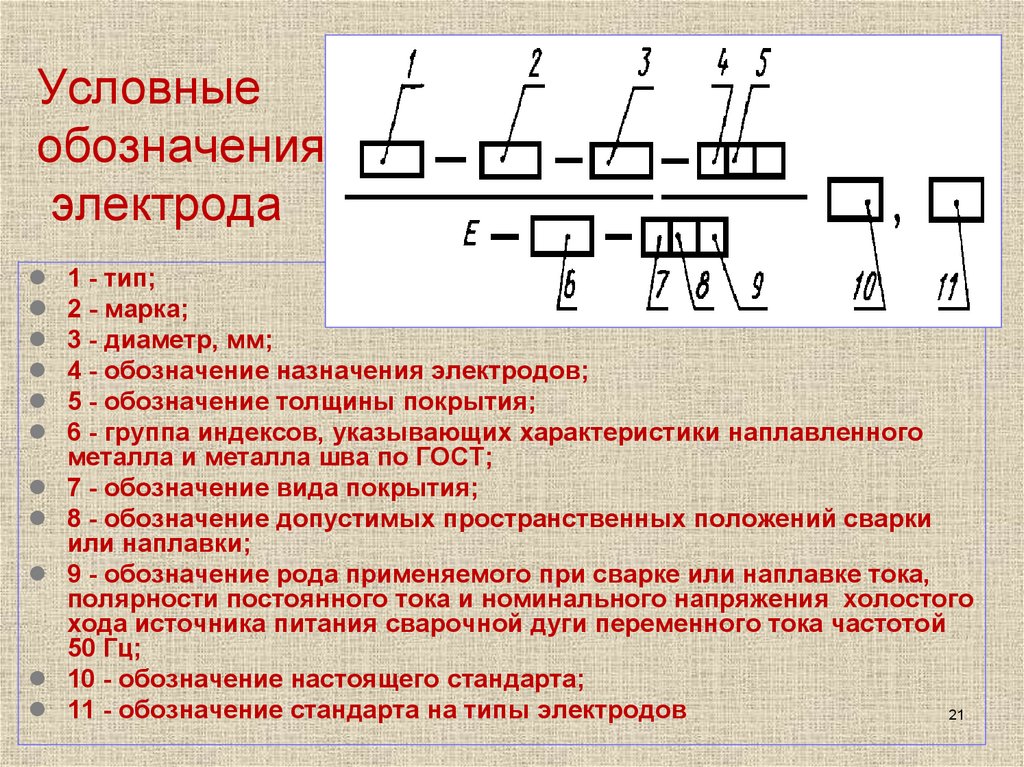
Сплошные проволоки изготавливаются из одного металла, они обычно имеют тот же химический состав, что и материал, существуют различные диаметры этого типа электродов, но наиболее распространены 0,6; 0,8; 1,2 и 1,6 миллиметра.
У проводов с сердечником и газовой защитой структура их иная, они состоят не из цельного цельного металла, а состоят из гранулированного порошка внутри.
Этот тип непрерывного электрода обладает большей стабильностью и более точным проникновением, чем сплошная проволока; так достигается более эстетичный союз.
Номенклатура, используемая для классификации типов электродов
В различных типах электродов мы можем прочитать буквы и цифры, такие как E6013, каждый элемент этого определения представляет характеристику этой категории электродов, давайте посмотрим, что означает каждый из них:
- В конкретном примере E6013 буква E означает слово «электрод», поэтому бренды некоторых производителей иногда игнорируют ее.
- Первые два числа, в данном случае 60, представляют минимальную прочность на растяжение, это значение следует интерпретировать в тысячах фунтов на квадратный дюйм, то есть E6013 выдерживает около 60 тысяч фунтов на квадратный дюйм, 60 000 фунтов/(в )2.
- Третья цифра указывает на положение, в котором должна производиться сварка в соответствии с типом электрода, у Е6013 цифра 1 указывает на то, что его можно сваривать во всех положениях.
- Четвертая и последняя цифра указывает тип покрытия, из которого изготовлен электрод, что позволяет нам определить тип тока, который мы должны использовать, в этом примере цифра 3 указывает, что могут использоваться оба типа тока, переменный или продолжайте.

Как узнать, какой тип электрода использовать
Мы должны принять во внимание несколько ключевых аспектов, чтобы узнать, какой тип электрода мы должны использовать,
- Мы должны определить тип материала, на котором будет выполняться сварка , толщина, форма и состояние, в котором он находится, если на нем есть ржавчина или краска.
- Тип соединения, который мы должны получить в окончательной работе, так как таким образом мы можем определить необходимое нам проплавление от электрода.
- Конкретные требования к выполняемой нами работе, минимальное сопротивление, которое должно быть, теплопередающая способность и т.д.
- Положение и ориентация, в которой будет выполняться сварка.
- Тип тока, который будет использоваться для выполнения сварки, является одним из наиболее важных элементов, которые необходимо учитывать. Существуют аппараты, подающие только постоянный ток, и другие, работающие только на переменном токе.

Вся наша работа выполняется профессионалами с многолетним опытом и лучшими материалами для получения идеальной отделки, ваше удовлетворение является для нас самым важным, если у вас есть какие-либо или вы хотите узнать больше о наших услугах, свяжитесь с нами.
Вам также может понравиться
Особенности резервуаров для хранения топлива
23 ноября 2022 г. Комментариев нет
Комментариев нет
Содержание В промышленности, особенно в химической, нефтегазовой и топливной отраслях, необходимо использовать резервуары
Читать Подробнее »
Промышленные конвейерные ленты Типы
14 ноября 2022 г. Комментариев нет
Содержание Вы когда-нибудь задавались вопросом: «Как я могу оптимизировать производственную деятельность моей компании?» Наверняка вы знаете, что ключ к успеху в
Подробнее »
Очистка промышленной нержавеющей стали
25 октября 2022 г. Комментариев нет
Знаете ли вы, как следует чистить мебель из нержавеющей стали? Здесь мы даем вам несколько приемов, чтобы всегда выглядеть ярко. Содержание Нержавеющая сталь
Подробнее »
Рабочий стол из нержавеющей стали
20 октября 2022 г. Комментариев нет
Содержание Необходимо найти полезные элементы и мебель, которые, от материала до дизайна, удовлетворяют требованиям. ожидаемого использования.
ожидаемого использования.
Подробнее »
Преимущества нержавеющей стали
21 сентября 2022 г. Комментариев нет
Содержание Нержавеющая сталь является сегодня одним из наиболее широко используемых материалов в промышленности. Он обладает уникальными свойствами, которые делают его
Подробнее »
Нержавеющая сталь против оцинкованной стали
30 августа 2022 г. Нет комментариев
Узнайте о преимуществах каждого из них Нержавеющая сталь — один из типов стали с самыми высокими свойствами для использования в различных типах
Подробнее »
Подпишитесь на наше сообщество
Хотите узнать больше?
Посетите наш блог и подпишитесь.
Facebook-f Instagram
Влияние типа электрода на механические свойства сварных соединений некоторых образцов стали, произведенных в Нигерии
Чтобы прочитать этот контент, выберите один из следующих вариантов:
Байо Окедиран 1 ,
Данджума Явас 2 ,
Ибрагим Самоту 2 ,
И.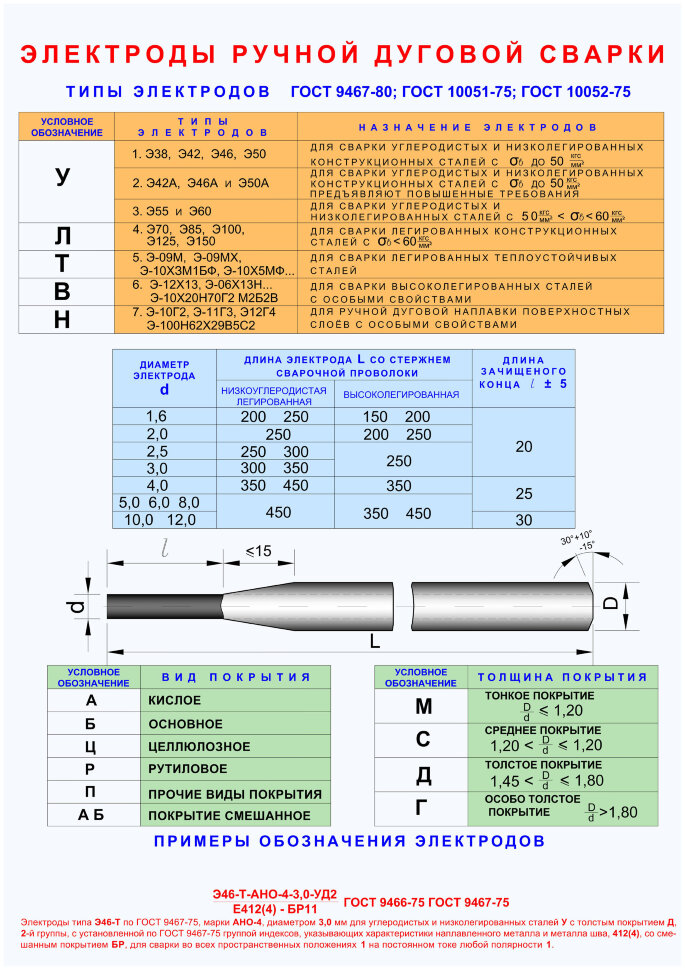 Дагва 3 ,
Дагва 3 ,
Дэвид Обада 2
1 Basic Information Technology Services Ltd., Кадуна, Нигерия
2 Факультет машиностроения, Университет Ахмаду Белло, Зария, Нигерия
3 Факультет машиностроения, Университет Абуджи, Абуджа, Нигерия
Всемирный инженерный журнал
ISSN : 1708-5284
Дата публикации статьи: 3 июня 2014 г.
Загрузки
51
Аннотация
Было исследовано влияние типов электродов на механические свойства сварных соединений, изготовленных из трех образцов стали местного производства в Нигерии. Образцы электродов Oerlikon, Santan, Power Master и Magnum отдельно использовались для соединения образцов стали Homus, Universal и испанской стали. Химические составы образцов стали, сердечника и покрытия электродов были получены с помощью спектрометра перед их использованием для исследований. Определяли механические свойства полученного сварного соединения и сравнивали их с несваренными образцами. Это было сделано для того, чтобы получить информацию о том, какое сочетание стали и типа электрода обеспечит сварку с оптимальными механическими свойствами. Электрод Oerlikon обеспечивает сварку с оптимальной прочностью на растяжение 508,25 Н/мм 9 .0196 2 и энергией удара 152,76 Дж для Homus Steel, он также показал наивысшую прочность на растяжение 449,92 Н/мм 2 и энергию удара 103,042 Дж для испанских сталей, в то время как Power Master Electrode произвел сварку с наивысшей прочностью на растяжение 482,96 Н/мм. мм 2 и энергией удара 137,033 Дж для универсальной стали.
Образцы электродов Oerlikon, Santan, Power Master и Magnum отдельно использовались для соединения образцов стали Homus, Universal и испанской стали. Химические составы образцов стали, сердечника и покрытия электродов были получены с помощью спектрометра перед их использованием для исследований. Определяли механические свойства полученного сварного соединения и сравнивали их с несваренными образцами. Это было сделано для того, чтобы получить информацию о том, какое сочетание стали и типа электрода обеспечит сварку с оптимальными механическими свойствами. Электрод Oerlikon обеспечивает сварку с оптимальной прочностью на растяжение 508,25 Н/мм 9 .0196 2 и энергией удара 152,76 Дж для Homus Steel, он также показал наивысшую прочность на растяжение 449,92 Н/мм 2 и энергию удара 103,042 Дж для испанских сталей, в то время как Power Master Electrode произвел сварку с наивысшей прочностью на растяжение 482,96 Н/мм. мм 2 и энергией удара 137,033 Дж для универсальной стали.