Классификация токарных резцов презентация, доклад
- Главная
- Разное
- Дизайн
- Бизнес и предпринимательство
- Аналитика
- Образование
- Развлечения
- Красота и здоровье
- Финансы
- Государство
- Путешествия
- Спорт
- Недвижимость
- Армия
- Графика
- Культурология
- Еда и кулинария
- Лингвистика
- Английский язык
- Астрономия
- Алгебра
- Биология
- География
- Геометрия
- Детские презентации
- Информатика
- История
- Литература
- Маркетинг
- Математика
- Медицина
- Менеджмент
- Музыка
- МХК
- ОБЖ
- Обществознание
- Окружающий мир
- Педагогика
- Русский язык
- Страхование
- Технология
- Физика
- Философия
- Химия
- Шаблоны, картинки для презентаций
- Экология
- Экономика
- Юриспруденция
Презентация на тему Презентация на тему Классификация токарных резцов, предмет презентации: Разное. Этот материал содержит 18 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас – поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Этот материал содержит 18 слайдов. Красочные слайды и илюстрации помогут Вам заинтересовать свою аудиторию. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас – поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций ThePresentation.ru в закладки!
Классификация токарных резцов
Резец — режущий инструмент с одним прямым, изогнутым или фасонным главным режущим ребром.
Резец — один из наиболее простых и распространенных металлорежущих инструментов. Он срезает слой металла в основном своей главной режущей кромкой, имеющей прямую или фасонную форму. Подача резца производится перпендикулярно движению резания.
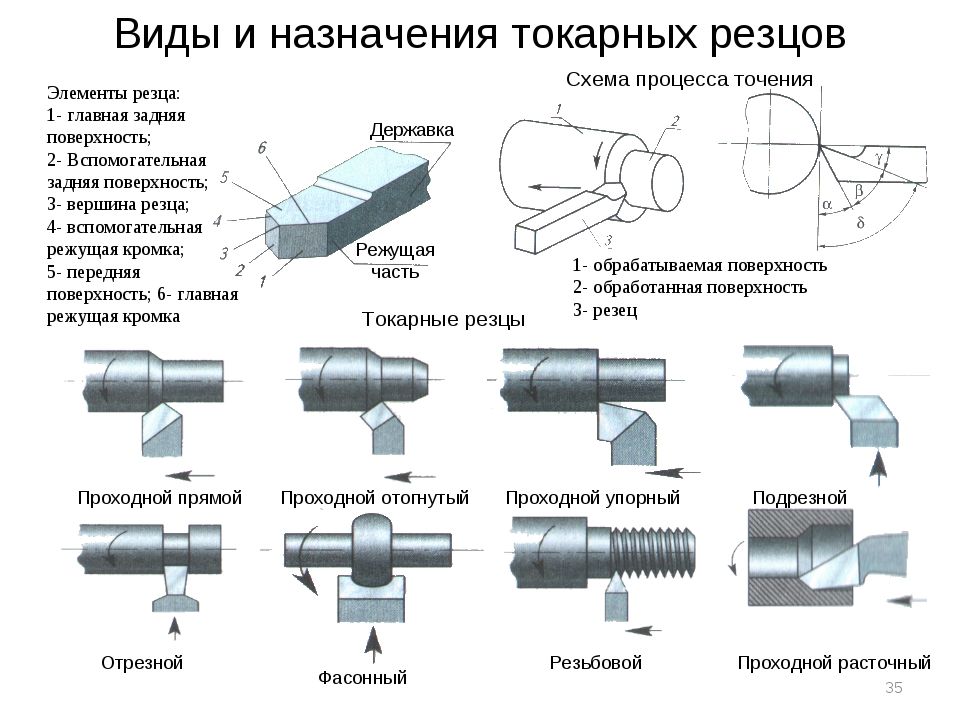
Виды токарных резцов
Проходной резец
Проходной резец предназначен для точения
прямых цилиндрических и конических поверхностей
Проходные резцы.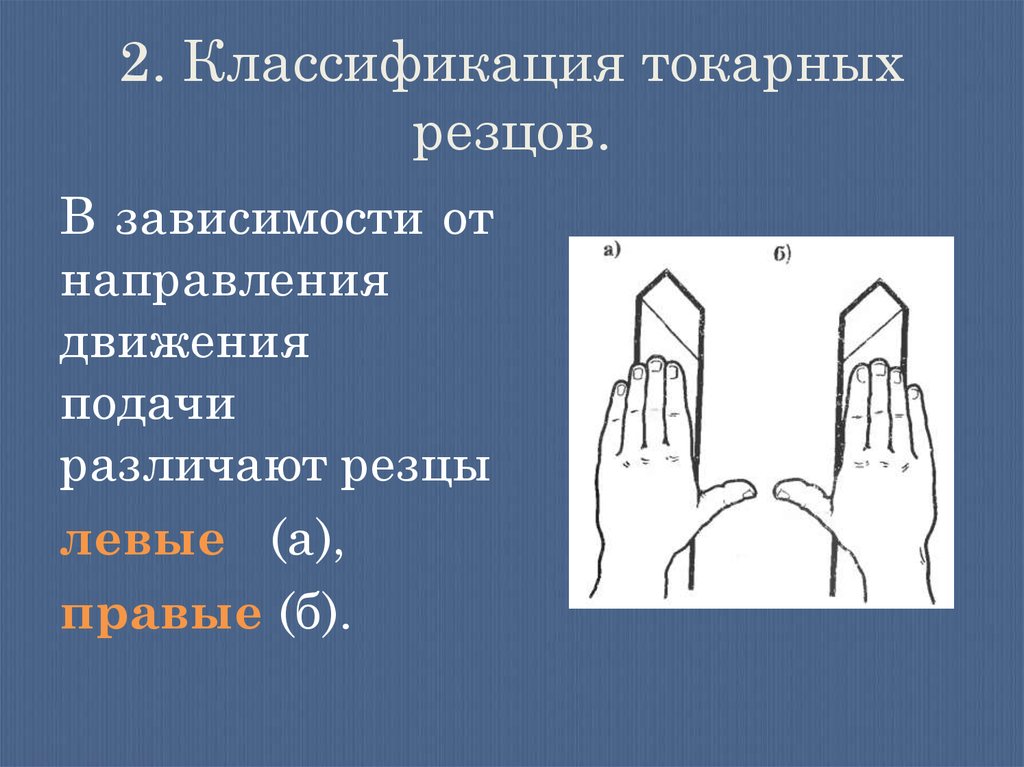
Проходной отогнутый резец
Проходной прямой резец
Резец проходной упорный
Проходной, отогнутый, правый
Проходной, прямой, правый
Проходной, отогнутый, левый
Для определения резца по назначению(правый или левый) необходимо на резец наложить руку и если большой палец руки совпадает с направлением главной режущей кромкой резца, то какая рука (правая или левая) такой и резец.
ПОДРЕЗНОЙ РЕЗЕЦ
Подрезной резец предназначен для подрезания
торцов заготовки и получения угла в 900
.
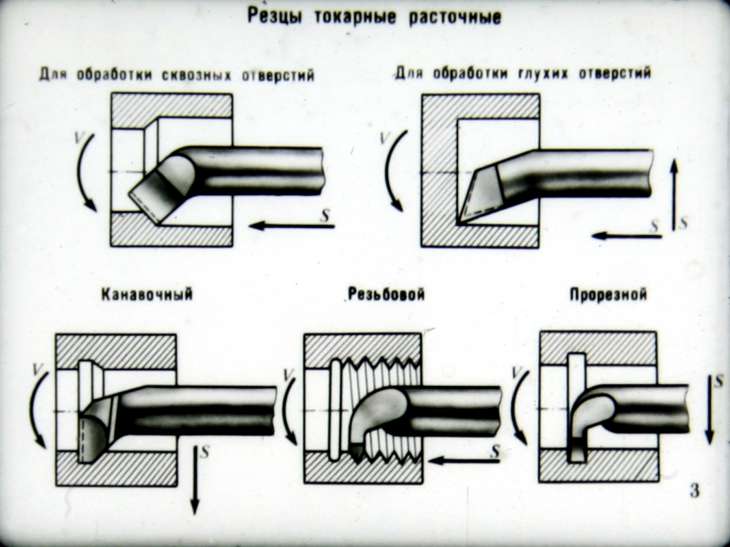
Расточные токарные резцы
Расточной проходной резец для глухих отверстий
РАСТОЧНОЙ РЕЗЕЦ
Для растачивания внутренних
поверхностей
Резьбовые токарные резцы
Токарные резцы для нарезания наружной резьбы
Резец токарный для нарезания внутренней резьбы
ОТРЕЗНОЙ РЕЗЕЦ
Отрезной резец предназначен для отрезания заготовки
Для увеличения прочности отрезного резца высота его Н в 10 раз больше главной режущей кромки
Н
ФАСОННЫЕ РЕЗЕЦЫ
Фасонные резцы имеют специальную(фасонную) форму главной режущей кромки
Скачать презентацию
Обратная связь
Если не удалось найти и скачать презентацию, Вы можете заказать его на нашем сайте. Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Мы постараемся найти нужный Вам материал и отправим по электронной почте. Не стесняйтесь обращаться к нам, если у вас возникли вопросы или пожелания:
Email: Нажмите что бы посмотреть
Что такое ThePresentation.ru?
Это сайт презентаций, докладов, проектов, шаблонов в формате PowerPoint. Мы помогаем школьникам, студентам, учителям, преподавателям хранить и обмениваться учебными материалами с другими пользователями.
Для правообладателей
Токарная обработка металла по доступной цене – Завод ОПС
Cогласие с политикой конфиденциальности
Токарная обработка — широко востребованный способ обработки металла, специфика которого заключается в воздействии режущим инструментом (резцом) на заготовку, форма которой может быть определена как тело вращения — пруток, стакан, фланец, втулка, вал, а также фасонные поверхности (конусы, сферы, галтели и т.п.). Заготовка совершает вращательные движения, резец, в свою очередь, движется поступательно, снимая слой металла за счет прилагаемого усилия.
Токарные работы выполняются на токарных, токарно-винторезных, токарно-карусельных, лоботокарных и токарно-револьверных станках, которые различаются по габаритным размерам и мощности, по расположению несущего устройства (на вертикальные и горизонтальные), по степени автоматизации (полуавтомат, автомат, станок с ЧПУ), конструктивным особенностям (например, наличию или отсутствию задней бабки).
Виды токарных работ по металлу
Виды токарной обработки достаточно разнообразны, а ее возможности широки. В зависимости от используемого оборудования и выбора режущего инструмента (резца) на токарном станке могут быть выполнены следующие работы:
- обтачивание наружной поверхности цилиндрической заготовки;
- растачивание предварительно выполненного в заготовке отверстия с целью увеличения его диаметра;
- точение поверхности заготовки для получения изделия конической формы;
- получение фасонной поверхности;
- нанесение метрической резьбы на наружную или внутреннюю поверхность заготовки;
- протачивание канавок (в том числе с полукруглым сечением), отрезание заготовки;
- подрезка торца заготовки;
- точение спиральных канавок на торце детали.

Подача и скорость резания
Как уже было сказано выше, в процессе токарной обработки заготовка совершает вращательные движения, а резец прямолинейное. Число оборотов шпинделя в единицу времени выбирается в зависимости от материала изготовления и диаметра обрабатываемой детали, а также от выбранного режущего инструмента. Скорость резания определяется по формуле V= π х D x n / 1000, где D — диаметр заготовки, а n — число оборотов шпинделя токарного станка. Движение резца характеризуется параметром «подача на оборот», представляющим собой расстояние, которое проходит резец по направлению к заготовке за один оборот обрабатываемой детали.
Виды и назначение резцов
Резцы, при помощи которых выполняется токарная обработка металла, различаются по конструкции, материалу изготовления, типу установки и специфике использования. По конструкции резцы делятся на цельные (ГОСТ 18064-72), сборные с возможностью замены режущих пластин (ГОСТ 20872-80) и с напаянными режущими пластинами из твердых сплавов (ГОСТ 5688-61).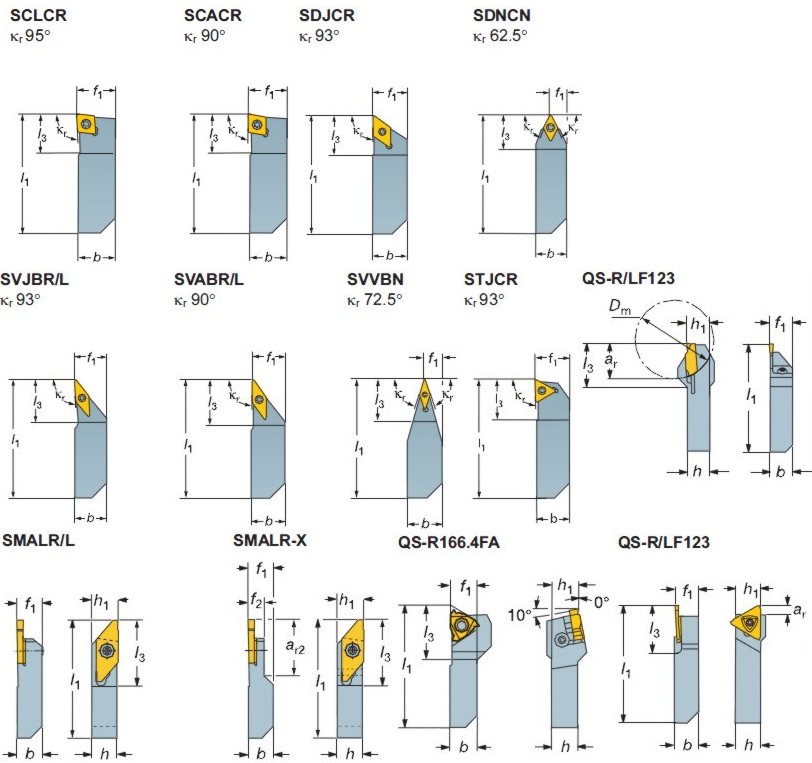
По направлению режущей кромки они бывают левыми (подача слева направо) и правыми (подача справа налево). По типу установки выделяют радиальные и тангенциальные резцы. Первые устанавливаются перпендикулярно заготовке, вторые — по касательной, что позволяет снимать стружку большой толщины за один проход. Тангенциальные резцы применяются при работе на автоматических и полуавтоматических станках. По характеру выполняемых работ резцы также делятся на инструмент для черновых, получистовых и чистовых работ.
Классификация по материалу изготовления
По материалу изготовления их разделяют на изделия с режущими пластинами из инструментальной стали, из легированной стали и твердосплавными. Последние отличаются повышенной износостойкостью и делятся, в свою очередь на пять групп:
- алмазные (ГОСТ 13297-86),
- металлокерамические (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые) износостойкие, выдерживают нагрев до 800-900,
- однокарбидные (карбид вольфрама + кобальт) для обработки хрупких материалов;
- двухкарбидные (карбиды титана и вольфрама + кобальт) устойчивые к окислению и нагреванию, выдерживают высокую скорость резания,
- трехкарбидные (карбиды титана, вольфрама и тантала + кобальт) твердые, устойчивые к воздействиям, пригодны для тяжелых режимов токарной обработки.

Классификация резцов по назначению
Каждый тип резца изготавливается в соответствии с государственными или отраслевыми стандартами и предназначен для выполнения определенной операции. В соответствии с классификацией по этому признаку резцы для токарной обработки металлов делятся на следующие основные группы:
- проходные ГОСТ 18871-73*: для обработки наружной поверхности, подрезки торцов, снятия наружных и внутренних фасок;
- отрезные ГОСТ 18874-73*: имеют удлиненную рабочую головку с напаянной пластиной, применяются для отрезки деталей, реже — для прорезания наружных канавок;
- расточные ГОСТ 18872-73*: для расточки сквозных (резец с отвернутой рабочей частью) и глухих (резец треугольной формы) отверстий, возможная глубина обработки определяется длиной державки;
- упорные ГОСТ 18879-73*: только наружная обработка поверхности заготовки, возможно снятие толстого слоя металла за один проход;
- резьбовые ГОСТ 18885-73*: для внутренней (для отверстий большого диаметра) и внешней (любой размер) нарезки метрической резьбы;
- галтельные с пластинами по ГОСТ 25405-90: создание плавных переходов при изготовлении многоступенчатых деталей, проточка круглых канавок;
- фасонные ГОСТ 18875-73*: изготавливаются под заказ, специально для обработки конкретных деталей, имеющих поверхность с нестандартным профилем;
- подрезные ГОСТ 18871-73*: для обработки с поперечной подачей;
- канавочные ГОСТ 18874-73* (прорезные): прорезание внутренних и наружных канавок (режущая кромка подбирается в размер по ширине канавки).

* приведены основные стандарты, применяемые при изготовлении резцов данного типа.
При выборе резца учитывают характер операции, тип обработки, заданную точность обработки, требования к шероховатости поверхности, характеристики металла заготовки, возможные режимы резания.
Что такое прикус класса I, класса II или класса III?
Опубликовано: Институт челюстно-лицевой хирургии — Категории: Хирургия полости рта, ортогнатическая хирургия
Классификация прикуса (окклюзии) делится на три основные категории: классы I, II и III. Эта классификация относится к положению первых моляров и t к тому, как верхние моляры совмещаются с нижними . Это важно, потому что классификация прикуса также указывает на наличие несоответствия скелета и помогает определить, почему прикус не соответствует правильному.
Положение челюстей является костной основой прикуса. Таким образом, , если верхняя челюсть и челюсть плохо выровнены, мы находимся перед неправильным прикусом , и необходимо искать лечение, чтобы выровнять их. Если не лечить, нарушения прикуса могут вызвать функциональные проблемы , такие как износ зубов, проблемы с жеванием и пищеварением, проблемы с речью, боль в челюстных суставах (ВНЧС), нарушения сна и даже апноэ во сне. Кроме того, у пациентов с аномалиями прикуса наблюдается дисбаланс черт лица , что может быть более или менее заметно.
Если не лечить, нарушения прикуса могут вызвать функциональные проблемы , такие как износ зубов, проблемы с жеванием и пищеварением, проблемы с речью, боль в челюстных суставах (ВНЧС), нарушения сна и даже апноэ во сне. Кроме того, у пациентов с аномалиями прикуса наблюдается дисбаланс черт лица , что может быть более или менее заметно.
Класс I
Класс I – нормальное соотношение между зубами, челюстью и челюстью .
Это правильная окклюзия, которая дает человеку хорошо сбалансированный профиль в переднезадней плоскости.
Класс II
Класс II возникает, когда верхняя зубная дуга смещена к задней кзади, чем на одну нижнюю зубную дугу ближе к заднему краю рта. При этой аномалии прикуса верхние передние и верхние зубы выступают вперед больше, чем нижние зубы и челюсть.
Профиль пациента со II классом имеет выпуклый вид, с втянутым подбородком и нижней губой.
Класс II проблемы могут быть связаны с недостаточным ростом нижней челюсти, чрезмерным ростом верхней челюсти или их комбинацией. Во многих случаях проблемы класса II наследуются генетически и могут усугубляться факторами окружающей среды, такими как сосание пальца.
У взрослых эта аномалия прикуса при наличии скелета требует ортодонтического лечения в сочетании с ортогнатической хирургией .
Класс III
Класс III окклюзия, когда соответствующие верхние моляры не подходят к своим нижним молярам очень вперед и не подходят к ним. В этом неправильном соотношении нижние зубы и челюсть выступают вперед больше, чем верхние и верхние зубы.
У пациентов с этой аномалией прикуса профиль имеет вогнутый вид с выступающим подбородком.
Класс III Проблемы обычно возникают из-за чрезмерного роста нижней челюсти, отсутствия роста верхней челюсти или их сочетания. Подобно прикусу класса II, для исправления этого неправильного прикуса , когда он скелетный, показанным лечением является ортодонтия в сочетании с ортогнатической хирургией .
Материалы по теме:
8 причин для ортогнатической хирургии
Дооперационная ортодонтическая декомпенсация: от ухудшения к лучшему
Видео: Ортогнатическая хирургия: эстетическая или функциональная хирургия?
Автор
Челюстно-лицевой институт
Эль-Институт челюстно-лицевой хирургии, созданный в одном из центральных центров, является новатором международного уровня в хирургии полости рта и челюстно-лицевой области. Sus especialistas, todos ellos profesores universitarios, han desarrollado numerosas técnicas y protocolos quirúrgicos, y ponen al servicio del paciente los tratamientos más vanguardistas con la tecnología más moderna.
Классификация аномалий прикуса по Энглю – стоматологическая тетрадь
Поиск
Домашняя страница Ортодонтия Классификация по Энглю
Содержание
Классификация по Энглю
Существует ряд методов, которые можно использовать для классификации аномалий прикуса и аномалий прикуса. Он был разработан Эдвардом Энглом и является первым методом, разработанным для описания неправильного прикуса.
Определение
Классификация основана на соотношении между мезиощечным бугорком первого постоянного моляра верхней челюсти и щечной бороздой первого постоянного моляра нижней челюсти.
Класс 1
Соотношение моляров Класса 1 описывается как:
- Мезиально-щечный бугорок первого моляра верхней челюсти смыкается на одной линии с щечной бороздой первого моляра нижней челюсти, т. е. первый моляр верхней челюсти расположен немного кзади по отношению к первый моляр нижней челюсти.
Класс 2
Это чаще всего вызывает ретрогнатический профиль лица.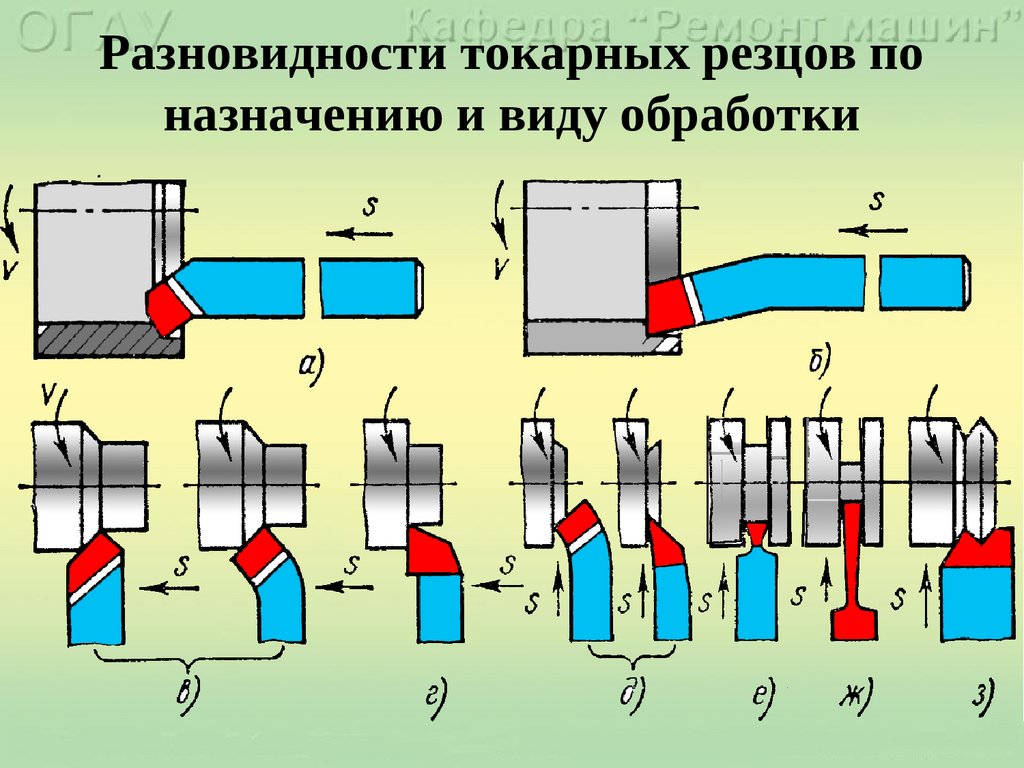 Соотношение моляров Класса 2 описывается следующим образом:
Соотношение моляров Класса 2 описывается следующим образом:
- Мезиально-щечный бугорок первого моляра верхней челюсти смыкается впереди щечной борозды первого моляра нижней челюсти, т. е. первый первый моляр верхней челюсти находится на одной линии с первым моляром нижней челюсти или расположен кпереди относительно него.
Соотношение моляров класса 2 можно разделить на 2 дополнительные части:
- Класс 2, раздел 1 – Моляры класса 2 с нормально наклоненными или наклоненными центральными резцами верхней челюсти
- Класс 2, раздел 2 – Класс 2 моляра с наклоненными назад центральными резцами верхней челюсти
Класс 3
Это приводит к прогнатическому профилю лица. Молярное соотношение класса 3 описывается как:
- Мезиально-щечный бугорок первого моляра верхней челюсти смыкается позади щечной борозды первого моляра нижней челюсти, т. е. первый моляр верхней челюсти сильно смещен кзади по отношению к первому моляру нижней челюсти.
 е. первый моляр верхней челюсти сильно смещен кзади по отношению к первому моляру нижней челюсти.
е. первый моляр верхней челюсти сильно смещен кзади по отношению к первому моляру нижней челюсти.Каждый класс также может стать более конкретным, описывая его как классы полных или полных единиц, где «единица» — это, по существу, целое положение зуба. Например, соотношение полуединиц класса 2 возникает, когда мезиощечный бугорок первого моляра верхней челюсти смыкается с мезиощечным бугорком первого моляра нижней челюсти. Принимая во внимание, что полный класс единиц 2 – это когда мезиально-щечный бугорок первого моляра верхней челюсти закрывается в амбразурном пространстве между вторым премоляром нижней челюсти и первым моляром.
Хороший обзор переменных положений моляров продемонстрирован на изображении ниже:
Викторина
Ссылки и рекомендуемая литература
- Один лучший ответ Полезные вопросы для стоматологии
- Введение в ортодонтию
Нажмите на звездочку, чтобы оценить!
Средняя оценка 4.