Токарные резцы по металлу – определение, классификация, по металлу, для токарного станка
- СОДЕРЖАНИЕ:
- • Классификация резцов
- • Конструкция резца
- • Какой резец выбрать
- • Правила заточки
- • Как используются резцы в токарном и строгальном процессе
- • ГОСТы
Резец – вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов. Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
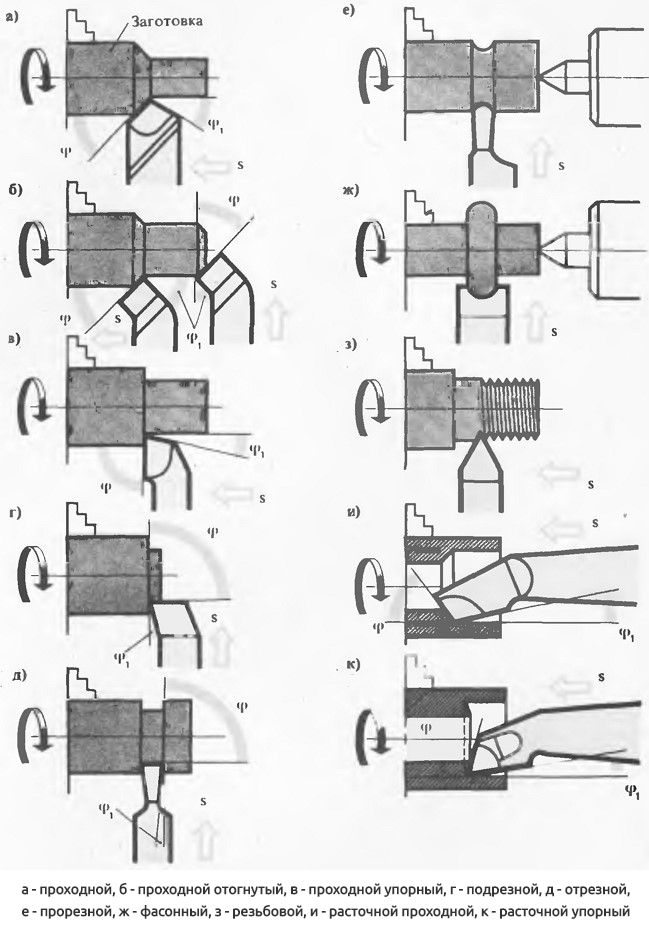
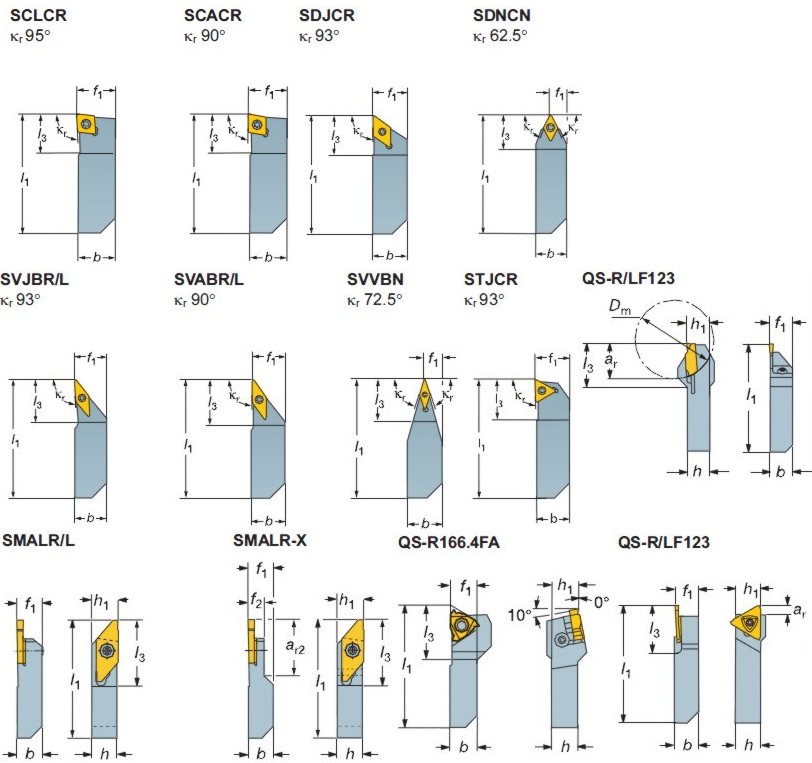
Классификация резцов
– Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
– Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
– Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и
есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий
выпускаются в пяти разных размерах, в зависимости от способа работы.
– Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
– Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
– Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки,
то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
– Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла для внутренней металлообработки сечение сделано в виде квадрата. Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
– Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
– Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами.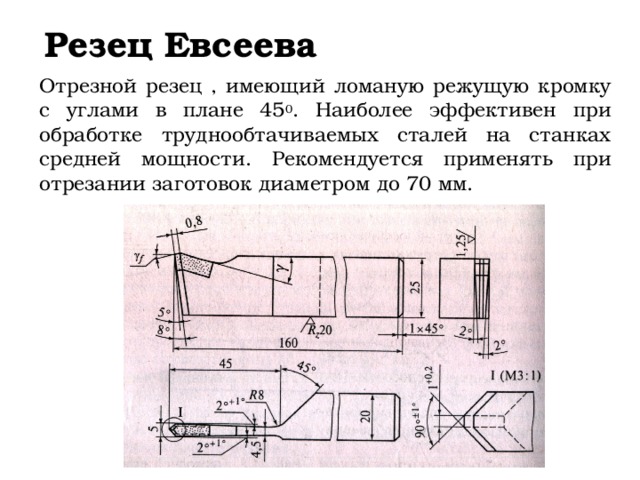 Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
– Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам процесс работы с изделиями из металла становится чистым и точным.
– Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия.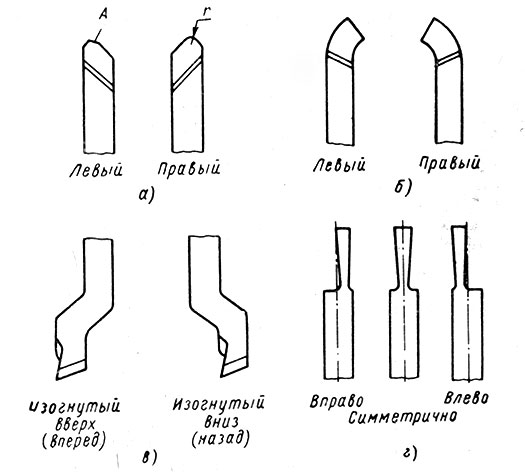 Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге. Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты. Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием. Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи.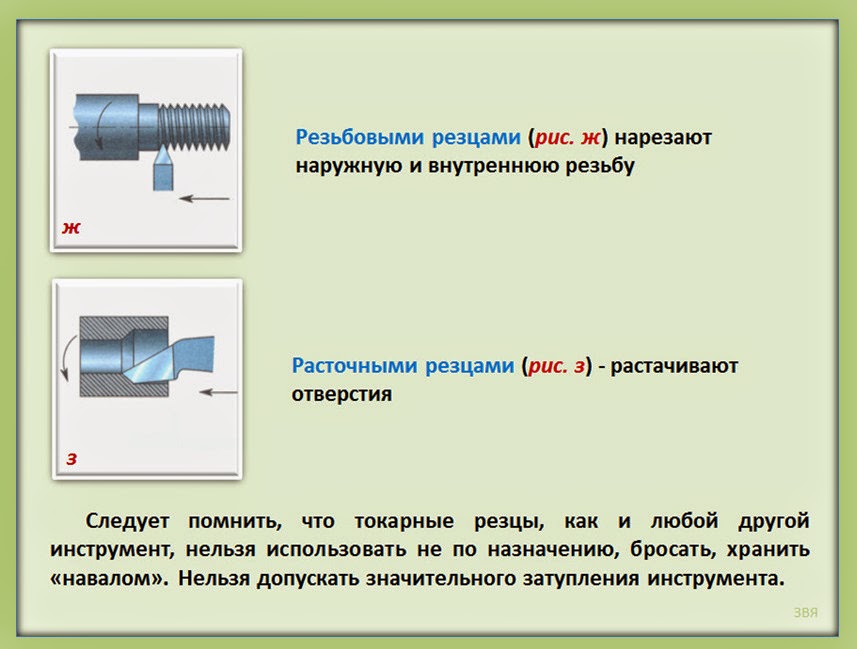
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
 Конструкция и размеры
Конструкция и размерыГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами.
 Типы и размеры
Типы и размерыГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Виды токарных резцов: конструкция, особенности, размеры, заточка
Содержание
- Конструкция токарного резца
- Геометрия резца
- Классификация резцов для токарной обработки
- Прямые проходные
- Отогнутые проходные
- Упорные проходные
- Отогнутые подрезные
- Отрезные
- Резьбонарезные для внешней резьбы
- Резьбонарезные для внутренней резьбы
- Расточные для глухих отверстий
- Расточные для сквозных отверстий
- Сборные
- Правила заточки резцов по металлу для токарного станка
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным.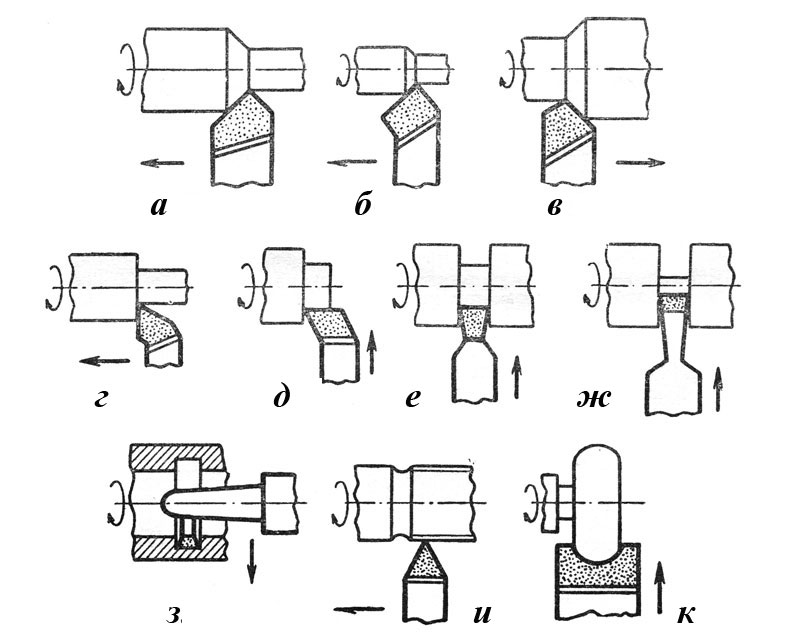 Рабочий элемент приспособления представляет собой набор поверхностей:
Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Классификация резцов для токарной обработки
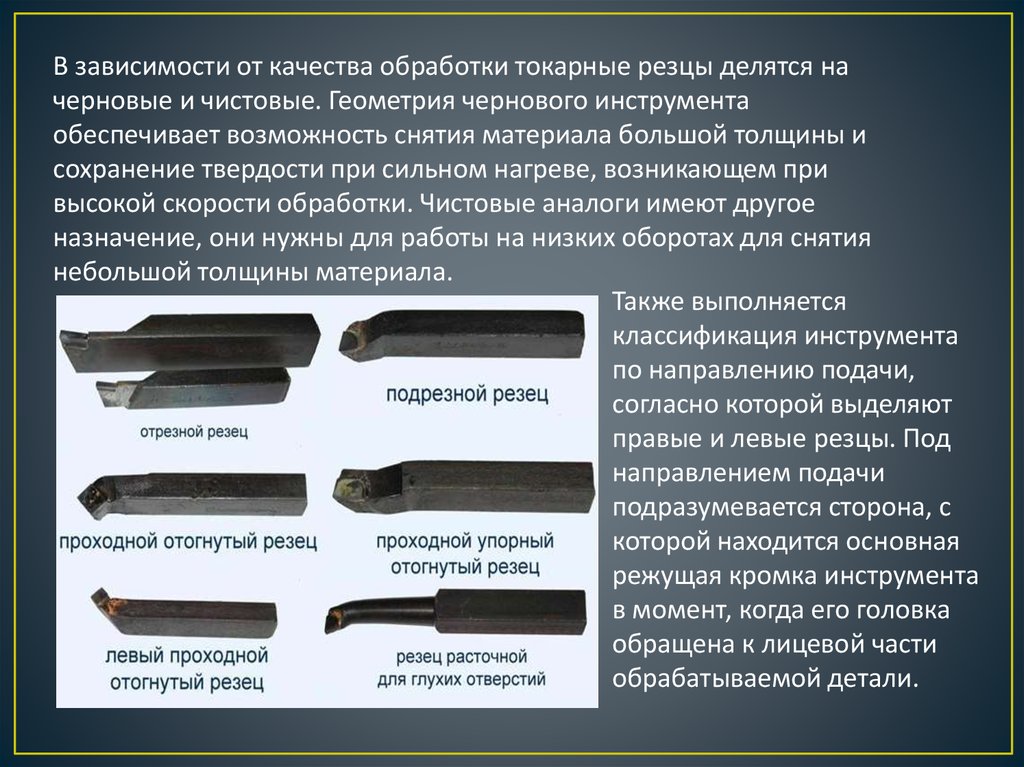
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали.
 Редко встречаются модели, изготовленные из инструментальной стали.
Редко встречаются модели, изготовленные из инструментальной стали. - Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
 Редко встречаются модели, изготовленные из инструментальной стали.
Редко встречаются модели, изготовленные из инструментальной стали.Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцовПрямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.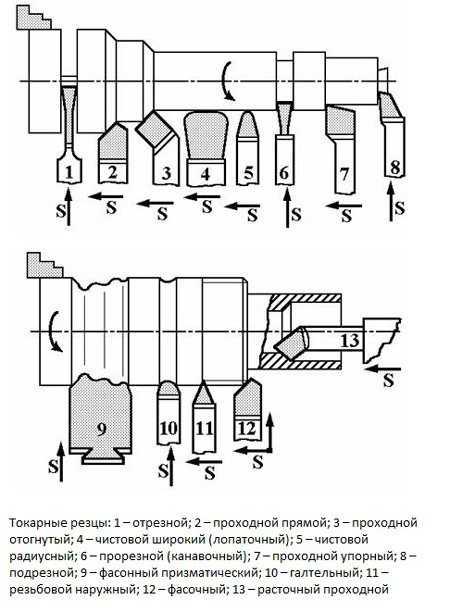 Существует три разновидности отогнутых резцов:
Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцыСборные
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.

Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
 Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.КЛАССИФИКАЦИЯ ПРИКРЫТИЯ ПО УГЛУ | СТОМАТОЛОГИЯ
Аномалия прикуса — это смещение или неправильное соотношение между зубами двух зубных дуг, когда они приближаются друг к другу при смыкании челюстей. Эдвард Энгл , которого считают отцом современной ортодонтии, был первым, кто классифицировал неправильный прикус. Он основывал свою классификацию на относительном положении постоянных ПЕРВЫХ МОЛЯРОВ ВЕРХНЕЙ ЧЕСТЬ 9.0008 . Энгл полагал, что переднезаднее соотношение основания зуба можно надежно оценить по соотношению первого постоянного моляра, поскольку его положение оставалось постоянным после прорезывания. В случае отсутствия первых моляров используется соотношение CANINE .
ANGLE’S CLASSIFICATION OF MALOCCLUSION
NORMAL OCCLUSION
Molar Relationshi p : According to Angle, the mesiobuccal cusp of the maxillary first molar aligns with the buccal groove of the mandibular first molar .
Клык Соотношение: Клык верхней челюсти смыкается с дистальной половиной клыка нижней челюсти и мезиальной половиной первого премоляра нижней челюсти.
Линия окклюзии: Все зубы соответствуют линии окклюзии, которая в верхней дуге представляет собой плавную кривую, проходящую через центральные ямки жевательных зубов и цингулюм клыков и резцов, а в нижней дуга представляет собой плавную кривую, проходящую через щечные бугры задних зубов и резцовые края передних зубов. Имеется выравнивание зубов, нормальный прикус и перерезка, а также совпадение средней линии верхней и нижней челюсти.
… ..
Угол класс I: Нейклоокклюзив
Молярные отношения: Месобуккальный кубик с первой первой максиландированной первой максимальными моляльными.
Клыки Соотношение: – Медиальный наклон верхнечелюстного клыка смыкается с дистальным наклоном нижнечелюстного клыка. Дистальный наклон клыка верхней челюсти смыкается с мезиальным наклоном первого премоляра нижней челюсти.
Дистальный наклон клыка верхней челюсти смыкается с мезиальным наклоном первого премоляра нижней челюсти.
Линия прикуса: ИЗМЕНЕНО в области верхней и нижней челюсти.
– Индивидуальные аномалии зубов (скученность/расстояние/другие локальные проблемы с зубами).
– Межзубные проблемы (открытый/глубокий/перекрестный прикус).
Мезогнат : нормальный, прямой профиль лица с плоским лицом.
….
УГОЛ Класс II: ДИССТООККЛЮЗИЯ (перекрытие)
Молярное соотношение: Соотношение моляров показывает, что мезиощечная борозда первого моляра нижней челюсти расположена ДИСТАЛЬНО (кзади) при окклюзии с мезиощечным бугорком первого моляра верхней челюсти. Обычно мезиощечный бугорок первого моляра верхней челюсти располагается между первым моляром нижней челюсти и вторым премоляром.
Клык Соотношение: Мезиальный наклон верхнечелюстного клыка смыкается СПЕРЕДИ с дистальным наклоном нижнечелюстного клыка. Дистальная поверхность нижнечелюстного клыка позади мезиальной поверхности верхнечелюстного клыка не менее чем на ширину премоляра.
Дистальная поверхность нижнечелюстного клыка позади мезиальной поверхности верхнечелюстного клыка не менее чем на ширину премоляра.
Линия прикуса не указана, но нерегулярна, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Ретрогнатический: выпуклый профиль лица в результате слишком маленькой нижней челюсти или слишком большой верхней челюсти.
Класс II Неправильный прикус имеет 2 подтипа для описания положения передних зубов:
• Класс II, раздел 1 : Соотношение моляров такое же, как у класса II, и передние зубы верхней челюсти выступают вперед. Зубы провозглашены, имеется большое перекрытие.
• Класс II, раздел 2 : Соотношение моляров относится к классу II, когда центральные резцы верхней челюсти наклонены назад. Верхнечелюстные боковые резцы могут быть выступающими или нормально наклоненными. Существует ретроклинальный и глубокий прикус.
КЛАСС II Подкласс : С одной стороны имеется молярное соотношение II класса, а с другой стороны нормальное молярное соотношение I класса.
….
УГОЛ Класс III: МЕЗИООККЛЮЗИЯ (отрицательное перекрытие)
Взаимоотношения моляров: Мезиально-щечный бугор первого постоянного моляра верхней челюсти примыкает ДИСТАЛЬНО (кзади) к мезиально-щечной борозде первого моляра нижней челюсти.
Соотношение клыков: Дистальная поверхность нижнечелюстных клыков мезиальнее мезиальной поверхности верхнечелюстных клыков не менее чем на ширину премоляра. Резцы нижней челюсти в полном перекрестном прикусе.
Линия окклюзии не указан, но неравномерен, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Прогнатический : вогнутый профиль лица с выступающей нижней челюстью связан с нарушением прикуса III класса.
Неправильный прикус III класса имеет 2 подразделения :
1. ИСТИННЫЙ неправильный прикус III класса (СКЕЛЕТНЫЙ), который является генетическим по происхождению из-за чрезмерно большой нижней челюсти или меньшей, чем нормальная, верхней челюсти.
2. ПСЕВДО Класс III аномалия прикуса (ЛОЖНАЯ или постуральная), которая возникает, когда нижняя челюсть смещается вперед на последних стадиях закрытия из-за преждевременного контакта резцов или клыков. Движение нижней челюсти вперед во время смыкания челюсти также может быть результатом преждевременной потери молочных задних зубов.
Класс III Подраздел : Молярное соотношение Класса III существует с одной стороны, а с другой стороны как нормальное соотношение моляров Класса I.
Так:
Нравится Загрузка…
Категория : Угол, стоматологический, СТОМАТОЛОГИЯ, стоматология
Метки: Угол, клык, Классификация, неправильный прикус, моляр, окклюзия, отношения
Классификация окклюзии: Советы по экзамену от StudentRDH.
 com
comBy Claire Jeong, BS, MS, RDH, and Delphine Jeong, DMD
Окклюзия определяется как контактные отношения зубов верхней и нижней челюсти, когда рот полностью закрыт. Окклюзия важна, потому что она может влиять на профиль лица человека, а также на здоровье ротовой полости. Неидеальные окклюзии можно исправить с помощью стоматологических процедур, таких как ортодонтия. В этой статье мы рассмотрим некоторые из наиболее фундаментальных понятий, которые стоматологи должны знать при классификации окклюзии.
Отличное понимание этих концепций не только поможет вам набрать больше баллов на экзаменах по гигиене полости рта, но и сделает вас первоклассным клиницистом, с которым все захотят работать!
1. Перерезка и неправильный прикус
1 Если вы посмотрите на человеческий череп, то увидите, что верхняя челюсть больше нижней. Эта анатомия делает верхнечелюстную дугу больше, чем нижнечелюстную, и, в свою очередь, создает естественный прикус, который мы обсудим в этом разделе.
Overjet : С профессиональной точки зрения это горизонтальное перекрытие центральных резцов верхней челюсти над центральными резцами нижней челюсти. Проще говоря, это то, насколько верхние передние зубы выступают вперед по отношению к нижним передним зубам. Величину перепуска измеряют с помощью зонда по горизонтали . Нормальным перекрытием считается 2-3 мм. Вот подсказка, которая поможет вам помнить о реактивном самолете: реактивные самолеты летят горизонтально.
Неправильный прикус : С профессиональной точки зрения, это вертикальное перекрытие центральных резцов верхней челюсти над центральными резцами нижней челюсти. Проще говоря, это то, насколько верхние передние зубы закрывают нижние передние зубы в вертикальном измерении. Величину прикуса измеряют с помощью зонда в вертикальном положении . Нормальным прикусом считается 2-3 мм, или примерно 20-30% высоты нижних резцов.
Иногда зубы верхней челюсти НЕ перекрывают резцы нижней челюсти в вертикальном или горизонтальном измерении. Взаимоотношения край к краю (конец в конец) (верхние и нижние передние зубы встречаются по прямой линии, нет перекрытия, нет перекуса) и открытый прикус (отсутствие перекуса, часто связанный с высовыванием языка) соответствуют этим случаям.
Взаимоотношения край к краю (конец в конец) (верхние и нижние передние зубы встречаются по прямой линии, нет перекрытия, нет перекуса) и открытый прикус (отсутствие перекуса, часто связанный с высовыванием языка) соответствуют этим случаям.
2. Классификация окклюзии Энгла
2В начале 1900-х Эдвард Х. Энгл классифицировал окклюзию, используя соотношение между первыми молярами обеих дуг как ключевой фактор в определении окклюзии. Три класса по классификации Энгла следующие:
- Нормальная окклюзия : Мезиально-щечный бугорок верхнего первого моляра смыкается с щечной бороздкой нижнего первого моляра.
- Неправильный прикус I класса : То же, что и при нормальной окклюзии, но характеризуется скученностью, вращением и другими нарушениями положения.
- Аномалия прикуса II класса : Мезиально-щечный бугорок верхнего первого моляра закрывает кпереди щечную борозду нижнего первого моляра. Существует два подтипа аномалий прикуса класса II.
 Существует два подтипа аномалий прикуса класса II.
Существует два подтипа аномалий прикуса класса II.- Класс II, раздел 1 : Верхние резцы наклонены наружу , что создает значительное перекрытие.
- Класс II, раздел 2 : Верхние резцы лабиально наклонены.
- Аномалия прикуса III класса : Мезиально-щечный бугорок верхнего первого моляра смыкается сзади с щечной бороздой нижнего первого моляра.
Воссозданные изображения кусочков головоломки используются ниже, чтобы проиллюстрировать взаимосвязь между первыми молярами. Представьте, что выступающая часть верхней части головоломки (представляющая мезиально-щечный бугорок верхнего первого моляра) входит в выемку нижней части (представляющую щечную борозду нижнего первого моляра). Теперь переместите верхнюю часть «вперед», чтобы создать аномалии прикуса II класса, или переместите ее «назад», чтобы создать аномалии прикуса III класса.
Просмотрите приведенный ниже пример.
Q: Согласно классификации прикуса Энгла, у пациента:
A. Нормальный прикус
B. Неправильный прикус I класса
C. Неправильный прикус II класса
D. Неправильный прикус III класса
Ответ: C. Неправильный прикус II класса
Чтобы решить вопрос, сначала определите мезиощечный бугорок первого моляра верхней челюсти и посмотрите, входит ли он в мезиощечный желобок первого моляра нижней челюсти. В этом случае мезиощечный бугорок первого моляра верхней челюсти находится «кпереди» от борозды первого моляра нижней челюсти. Таким образом, можно сделать вывод, что у пациента аномалия прикуса II класса. Аномалии прикуса класса II можно далее разделить на Подразделение 1 или Подразделение 2, но это невозможно определить, поскольку в данном случае не представлены передние зубы.
Теперь, когда мы изучили основные понятия, связанные с окклюзией, уделите время их освоению. Они представляют собой чрезвычайно важную фундаментальную информацию и, вероятно, будут подчеркнуты при осмотре стоматологической комиссией по гигиене.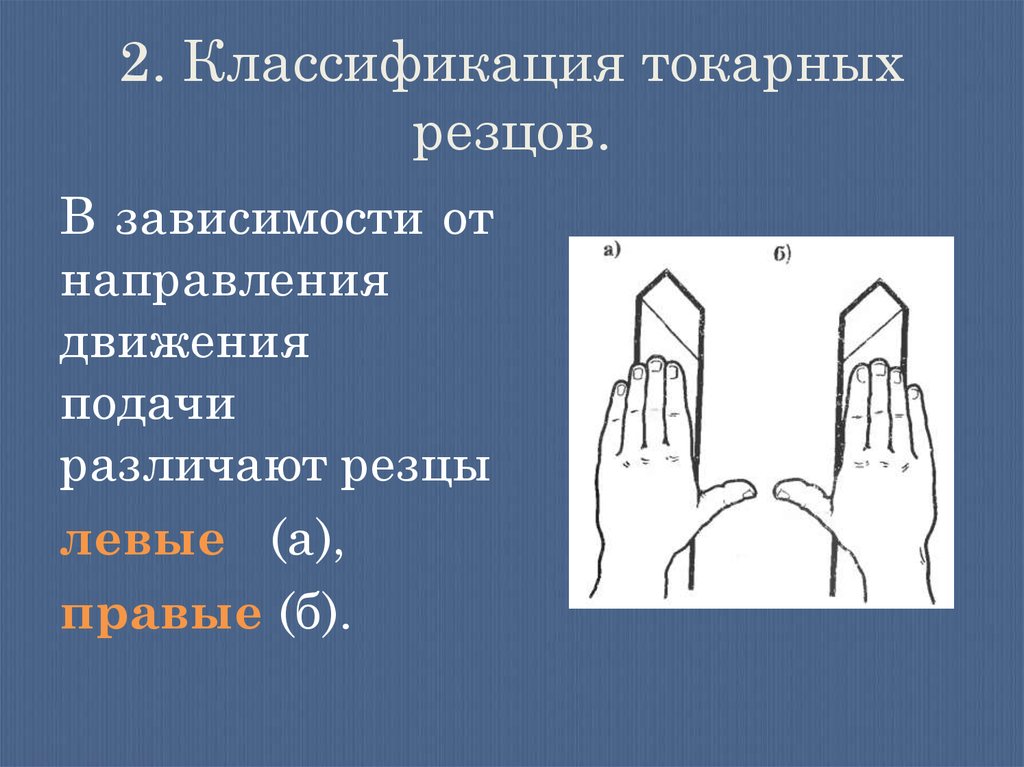
Claire Jeong, BS, MS, RDH, является основателем StudentRDH, обзорного решения для экзаменов Национального совета по стоматологической гигиене и экзаменов по местной анестезии по стоматологической гигиене. Окончила Университет MCPHS, Школу стоматологической гигиены Форсайт; служил студенческим делегатом ADHA; и является членом Sigma Phi Alpha, общества чести гигиены полости рта. Клэр стремится улучшить образование в области гигиены полости рта и помочь студентам со всей страны сдать экзамены. Клэр имеет лицензию в США и Канаде. Она обеспечивает персональное наставничество в StudentRDH, и с ней можно связаться по адресу [email protected].
Дельфина Чжон, DMD, , является соучредителем StudentRDH, решения для проверки экзаменов Национального совета по гигиене зубов. Она получила докторскую степень в Школе стоматологической медицины Голдмана Бостонского университета и степень бакалавра в Университете Пердью. Она очень увлечена общественным здравоохранением и культурной грамотностью.