4.2. Классификация резцов
Применяемые при токарных работах резцы делятся на проходные, подрезные, отрезные, расточные, резьбовые и фасонные.
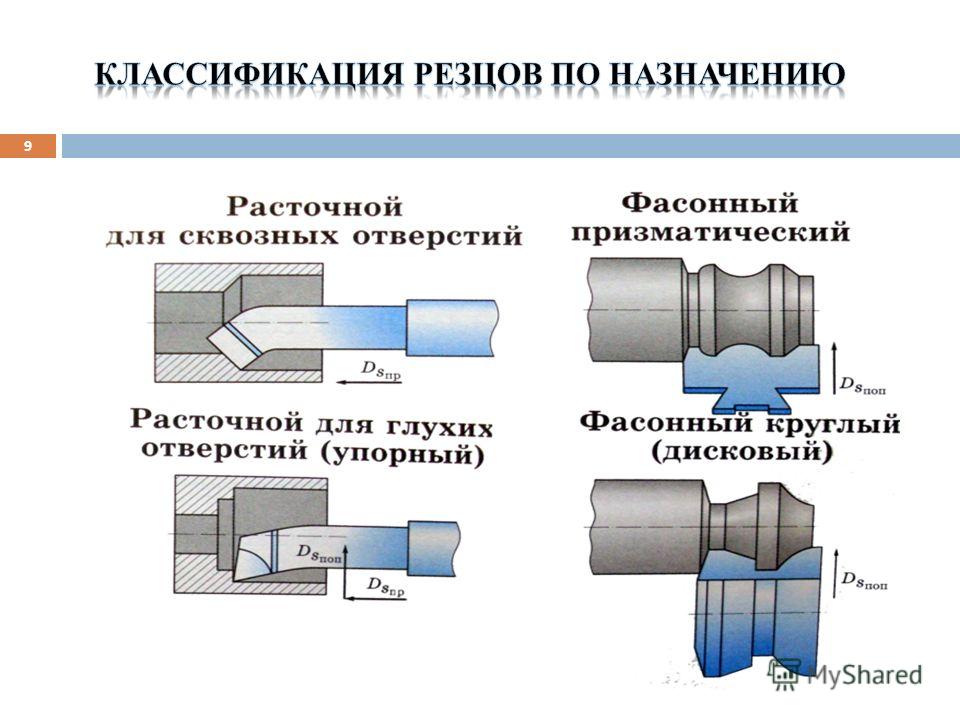
Наружные цилиндрические и конические поверхности обрабатывают проходными резцами; внутренние цилиндрические и конические поверхности растачивают расточными резцами; торцовые плоскости обтачивают подрезными резцами; наружные и внутренние резьбы нарезают резьбовыми резцами; разрезку заготовок на части производят отрезными резцами.
Проходные резцы бывают обдирочные и чистовые.
Обдирочные проходные резцы (рис. 20, а) используют для грубой черновой обработки деталей, когда нужно снять толстый слой металла.
В
зависимости от направления подачи при
точении резцы разделяются на правые и
левые. Правые резцы работают с движением
подачи, направленным справа налево,
т. е. к шпинделю станка, левые резцы,
наоборот, имеют направление движения
подачи слева направо – от шпинделя
станка.
В зависимости от расположения рабочей части относительно корпуса резцы бывают прямые и отогнутые и характеризуются углами резания, которые обеспечивают им максимальную стойкость. У прямых резцов рабочая часть является продолжением корпусной части без искривления общей оси резца. Если геометрические оси корпуса и рабочей части пересекаются под углом (чаще всего равным 45°), то эти резцы называются отогнутыми, Прямые и отогнутые резцы бывают как правыми, так и левыми.
Проходные токарные резцы благодаря заданной геометрии режущей части могут быть проходного и подрезного типов. Резцы проходного типа имеют главный угол в плане менее 90° (обычно 45, 60 или 75°).
Чистовые
проходные резцы (рис. 20, б),
обладающие значительно большим радиусом
закругления при вершине, чем обдирочные,
применяют для окончательной обработки
изделий. Для получения особо чистой
поверхности пользуются широкими
чистовыми резцами.
Для получения особо чистой
поверхности пользуются широкими
чистовыми резцами.
Торцовые поверхности заготовок или уступов, расположенные под прямыми или острыми углами к оси детали, обрабатывают подрезными резцами при поперечной подаче (рис. 20, в).
а б д е г ж в |
Рис. 20. Токарные резцы: а – проходной обдирочный прямой; б – проходной чистовой с закруглением при вершине; |
Отрезные
резцы (рис. 20, г)
служат для разделения заготовок на
части и выточки кольцевых канавок.
20, г)
служат для разделения заготовок на
части и выточки кольцевых канавок.
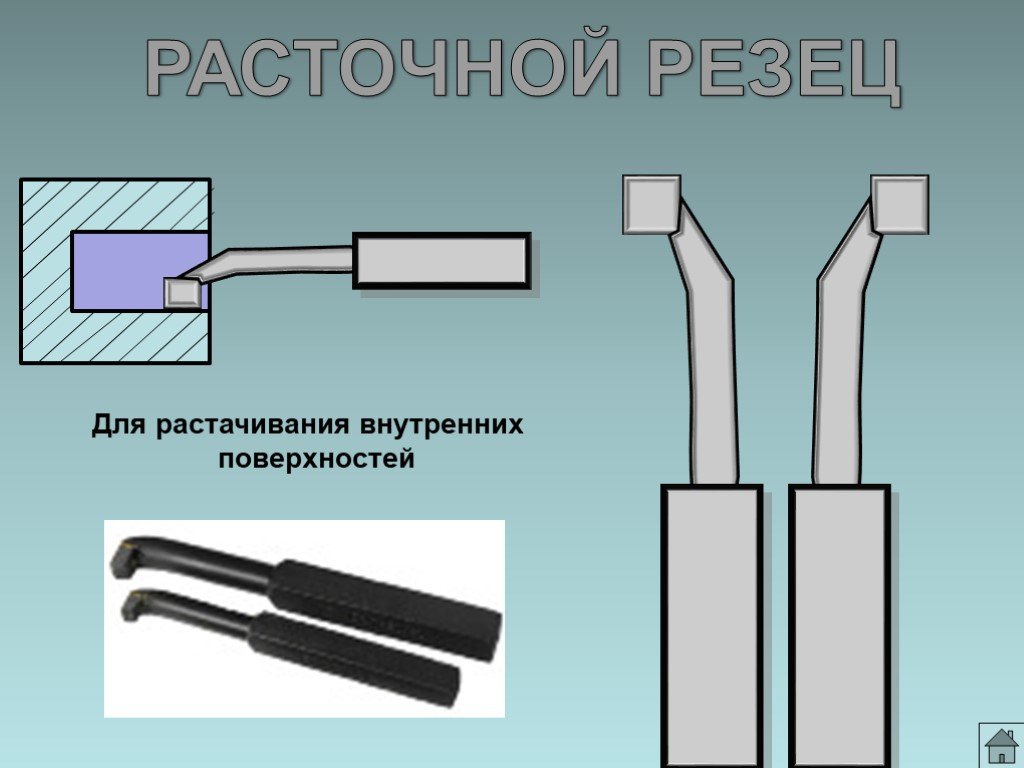
Расточными резцами (рис. 20, д) обрабатывают сквозные и глухие отверстия; длина этих резцов всегда должна быть больше длины обрабатываемого отверстия.
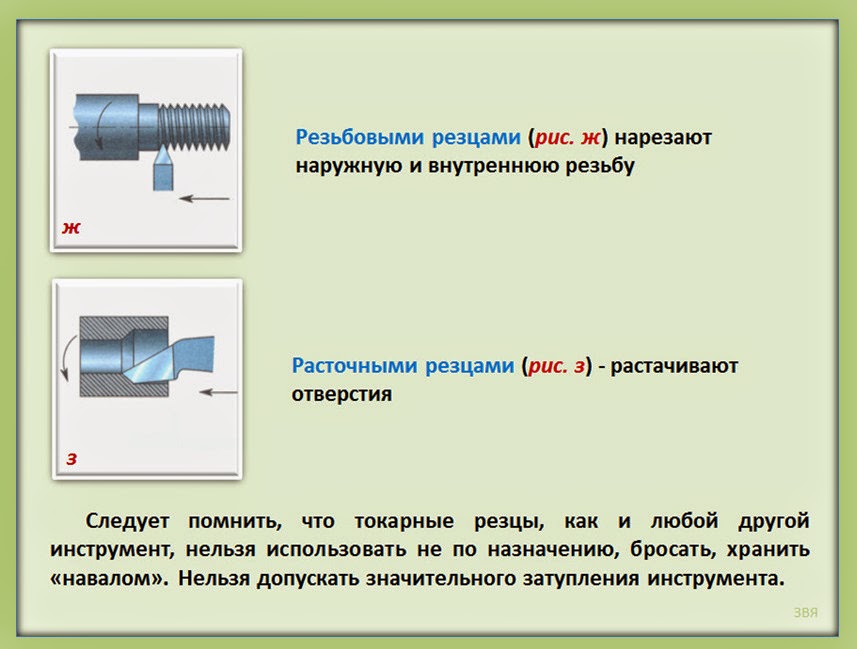
Резьбовые резцы (рис. 20, е) по расположению головки относительно тела резца для нарезания наружной резьбы делаются прямыми, а для внутренней – изогнутыми. Угол заточки резца в плане должен соответствовать профилю резьбы.
Кроме рассмотренных выше, при токарных работах часто применяют специальные резцы, у которых в той или иной степени изменена геометрическая форма с целью повышения их стойкости при точении.
Важно
отметить, что резцы из углеродистой и
легированной (а иногда и из быстрорежущей)
стали делаются цельными, а твердосплавные
и минералокерамические – составными.
Пластинки из твердых сплавов припаивают
к державке (телу) резца, а пластинки из
минералокерамики закрепляют при помощи
различных механических приспособлений. На рис. 20, ж,
показано крепление минералокерамической
пластинки на проходном резце. Пластинка 1 прижимается накладным стружколомом 2 через
подкладку 5 к державке (телу) резца 4
На рис. 20, ж,
показано крепление минералокерамической
пластинки на проходном резце. Пластинка 1 прижимается накладным стружколомом 2 через
подкладку 5 к державке (телу) резца 4
Выбор рациональной геометрии резцов. Выбирая геометрическую форму и углы резцов в зависимости от конкретных условий резания, можно добиться наименьшей интенсивности износа и, как следствие, более высокой скорости резания или большей продолжительности работы от переточки до переточки (стойкость резца).
Для характеристики режущей части принята передняя поверхность, по форме которой и типизированы геометрические параметры режущей части резца. Основные геометрические формы передней поверхности резца (рис. 21):
а – плоская без фаски;
б – плоская с фаской;
в – криволинейная без фаски;
г – криволинейная с фаской.
В конкретных производственных условиях геометрические формы резца иногда изменяются и дополняются существенными усовершенствованиями.
Плоская форма передней поверхности резца без фаски (рис. 21, а) применяется при обработке хрупких материалов, например, чугуна, бронзы, высоколегированных конструкционных сталей и закаленных металлов, обладающих высокой твердостью и пределом прочности более 100 кг/мм2.
а б в г | f = 0,2–0,3 мм, В = 2–2,5 мм, R = 4–6 мм (глубина канавки 0,1–0,15 мм) |
Рис. 21. Основные формы передней поверхности режущей части резца: | Рис. |
 22. Форма передней поверхности
твердосплавного резца с канавкой для
завивания и отвода стружки: В – ширина канавки; R – радиус
канавки; γ – передний угол
22. Форма передней поверхности
твердосплавного резца с канавкой для
завивания и отвода стружки: В – ширина канавки; R – радиус
канавки; γ – передний уголПри обработке чугуна и бронзы передние углы обычно делаются положительными, а при обработке высоколегированных сталей и закаленных металлов – отрицательными. Эта же плоская форма без фаски применяется и в тех случаях, когда изготовление другой формы затруднено или вообще невозможно, а надо срезать слой толщиной не более 0,2–0,3 мм.
Плоская
форма передней поверхности с фаской
(рис. 21, б)
применяется при изготовлении резцов
для обработки стали средней твердости
с пределом прочности, равным 70–90 кг/мм 2,
при толщине срезаемого слоя более 0,2
мм. Образование фаски имеет целью
упрочнить режущую часть резца и
предохранить ее от разрушения силами,
возникающими при срезании достаточного
толстого слоя, а также при трении стружки
о переднюю поверхность и трении задних
поверхностей режущей части резца.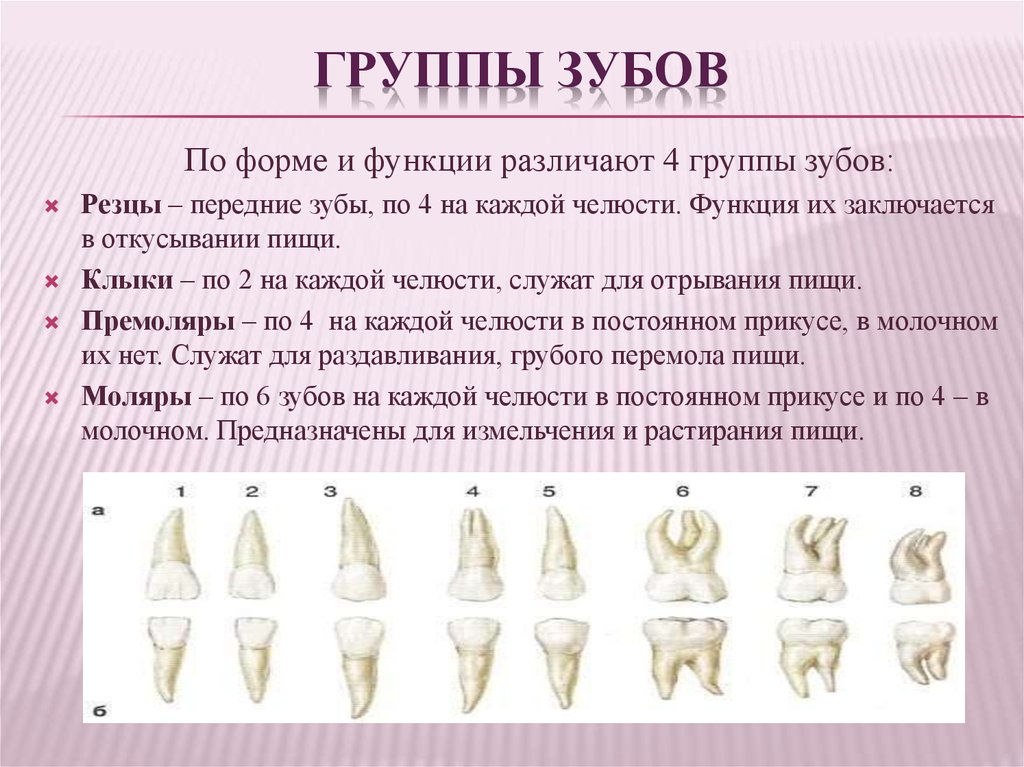 Величина фаски выбирается в зависимости
от величины подачи: чем больше последняя,
тем больше фаска (в пределах f = 0,2–1,0 мм), или f = (0,8 – 2)s. Угол фаски γ2 выбирается для резцов из быстрорежущей
стали от 0 до +5˚ и резцов из твердых
сплавов от минус 5 до минус 10˚. Для ломания
стружки при работе этими резцами
требуется стружколомающее устройство.
Величина фаски выбирается в зависимости
от величины подачи: чем больше последняя,
тем больше фаска (в пределах f = 0,2–1,0 мм), или f = (0,8 – 2)s. Угол фаски γ2 выбирается для резцов из быстрорежущей
стали от 0 до +5˚ и резцов из твердых
сплавов от минус 5 до минус 10˚. Для ломания
стружки при работе этими резцами
требуется стружколомающее устройство.
Криволинейная форма передней поверхности без фаски (рис. 21,

Криволинейная форма передней поверхности резца с фаской (рис. 21, г) применяется для тех же условий, что и без фаски, но при обработке стали более высокой твердости с пределом прочности, равным или меньше 80 кг/мм2, при толщине среза более 0,2 мм.
Обычные резцы из твердого сплава редко изготовляются с криволинейной передней поверхностью, но иногда на плоской поверхности твердосплавного резца с помощью электроискровой обработки делают канавку определенных размеров для обеспечения стружкозавивания или стружколомания (рис. 22). Здесь B, R – соответственно ширина и радиус канавки, а γ – передний угол.
Такая
форма режущей части твердосплавного
резца применяется для получистовой
обработки сталей с пределом прочности,
равным
80 кг/мм2,
при глубине резания, равной 1–5 мм, и
подаче от 0,3 мм/об и выше. Криволинейную
канавку не следует изготовлять с помощью
шлифовального круга из-за возможной
порчи пластины.
Иногда на передней поверхности резца, изготовленного из твердого сплава, делают криволинейную канавку такого размера, который обеспечивает ломание сходящей стружки на мелкие куски. Данное устройство для стружколомания при скоростном резании сравнительно просто и при наличии приспособления для электроискровой обработки может найти широкое применение.
Принципиальная схема конструкции режущей части твердосплавного резца с канавкой для стружколомания показана на рис. 23.
Рис. 23. Схема режущей части резца с канавкой для ломания стружки при скоростном резании сталей
Из
рисунка видно, что срезаемый слой металла
скользит по канавке и изгибается в
полукольцо с радиусом R,
равным радиусу канавки.
Конец срезанного
слоя (стружки) упирается в поверхность
резания (или другое поставленное на
пути препятствие) и под действием
соответствующих сил должен ломаться
по плоскости А–А,
проходящей через точку выхода из
криволинейной поверхности.
Размеры канавки для ломания стружки зависят от качества металлов и режимов резания и особенно от толщины среза: при прочих равных условиях чем больше толщина среза, тем больше следует делать радиус канавки и расстояние L.
Оптимальные значения углов режущей части резцов зависят от материала резки, качества обрабатываемого металла и режимов резания. Величины задних углов необходимо выбирать в основном в зависимости от толщины срезаемого слоя, причем с ее уменьшением величину заднего угла следует увеличить, а с увеличением – уменьшить.
Величины
передних углов нужно выбирать в
зависимости от физико-механических
свойств обрабатываемого металла, из
которого сделан резец, и характера его
износа. При установлении переднего угла
резца, изготовленного из быстрорежущей
стали, для обработки стали следует
учитывать пластичность последней. При
установлении переднего угла резца,
изготовленного из твердого сплава, для
обработки сплава и чугуна надо прежде
всего учитывать предел прочности на
растяжение или твердость обрабатываемого
металла. При обработке металлов с
большими подачами (грубое обтачивание),
когда преимущественно изнашиваются
передняя или одновременно передняя и
задняя поверхности, необходимо применять
резец с двумя передними углами, т. е. с
передней поверхностью, которая
непосредственно у режущей кромки имеет
фаску.
При обработке металлов с
большими подачами (грубое обтачивание),
когда преимущественно изнашиваются
передняя или одновременно передняя и
задняя поверхности, необходимо применять
резец с двумя передними углами, т. е. с
передней поверхностью, которая
непосредственно у режущей кромки имеет
фаску.
Величины
главных и вспомогательных углов в плане
выбирают минимальными, допускаемыми,
как правило, жесткостью и виброустойчивостью
системы деталь–инструмент. Уменьшение
главного угла в плане φ ведет к увеличению массы режущей части
резца и уменьшению толщины срезаемого
слоя (при неизменных подаче и глубине
резания), а это вызывает снижение
механических и тепловых напряжений на
контактных поверхностях резца; благодаря
этому уменьшается интенсивность износа
и увеличивается время работы резца (как
общее, так и от переточки до переточки).
Но увеличивающаяся в этом случае ширина
срезаемого слоя вызывает усилие или
появление вибрации системы
станок–деталь–инструмент, поскольку
радиальная сила, возникающая в процессе
резания, при этом возрастает. Таким
образом, это ограничивает применение
малых значений φ.
Таким
образом, это ограничивает применение
малых значений φ.
Уменьшение вспомогательного угла в плане φ1, с одной стороны (так же как и для главного угла в плане), ведет к снижению механического и теплового напряжения режущей части резца, а с другой стороны, при очень малых вспомогательных углах в плане приводит к увеличению работы трения и выделению теплоты, что вызывает в конечном итоге повышение интенсивности износа и сокращение времени работы резца.
Величину угла наклона режущей кромки резца λ следует выбирать исходя из величины и положения исходной площади контакта передней поверхности с деталью, что косвенным путем влияет на механическое и тепловое напряжение режущей части резца. В обычных условиях трения этот угол оказывает влияние преимущественно на внешний вид и направление схода стружки в нужную, безопасную для станочника сторону.
В
некоторых случаях с помощью подбора
соответствующей величины угла наклона
режущей кромки удается получать ломание
стружки при скоростном резании вязких
сталей (например, при скоростной обработке
осей ломание стружки происходило при
значениях этого угла от +10 до +15˚,
при переднем угле – от –5 до –10˚
и при главном угле в плане, равном 70˚).
Радиусы сопряжения режущих кромок необходимы для уменьшения интенсивности износа вершины резца – места сооружения задних поверхностей. Иногда для этой же цели делают так называемую переходную кромку, т. е. прямую линию небольшой длины (до 3 мм) с углом в плане в пределах 10–45˚.
Для выбора углов резцов, оснащенных пластинами из быстрорежущей стали и твердого сплава, существуют соответствующие нормативы и справочная литература, на основании которой в табл. 13 представлены основные значения углов α, γ, φ и φ1этих резцов [1, 5, 8, 9, 14, 15, 16, 17, 19].
Угол наклона режущей кромки λ в зависимости от назначения резца выбирается:
– от 0 до 4˚ для проходных и расточных резцов при обдирке;
– от 0 до –4˚ для проходных и расточных резцов при чистовых работах;
– 0˚ для подрезных, прорезных и отрезных резцов;
– 10–30˚ для резцов при обработке прерывистой обрабатываемой поверхности;
– до
–20˚
для резцов, которыми обрабатываются
нежесткие детали.
Таблица 13
Токарные резцы по металлу – определение, классификация, по металлу, для токарного станка
- СОДЕРЖАНИЕ:
- • Классификация резцов
- • Конструкция резца
- • Какой резец выбрать
- • Правила заточки
- • Как используются резцы в токарном и строгальном процессе
- • ГОСТы
Резец – вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов. Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
– Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы. В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
– Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево. В токарном процессе ими обрабатывают торцевую часть металлической заготовки. Размер державок отогнутых резцов зависит от цели применения. Более всего у токарей пользуются спросом стержни размером 25х16 мм. Реже всего пользуются инструментами с державками 40х25 мм.
– Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и
есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий
выпускаются в пяти разных размерах, в зависимости от способа работы.
– Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
– Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
– Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки,
то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
– Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла для внутренней металлообработки сечение сделано в виде квадрата. Таким инструментом для манипуляций с металлом пользуются только в токарных устройствах, где установлены специальные приспособления, у профессиональных токарей называемые «гитарой».
– Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
– Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами.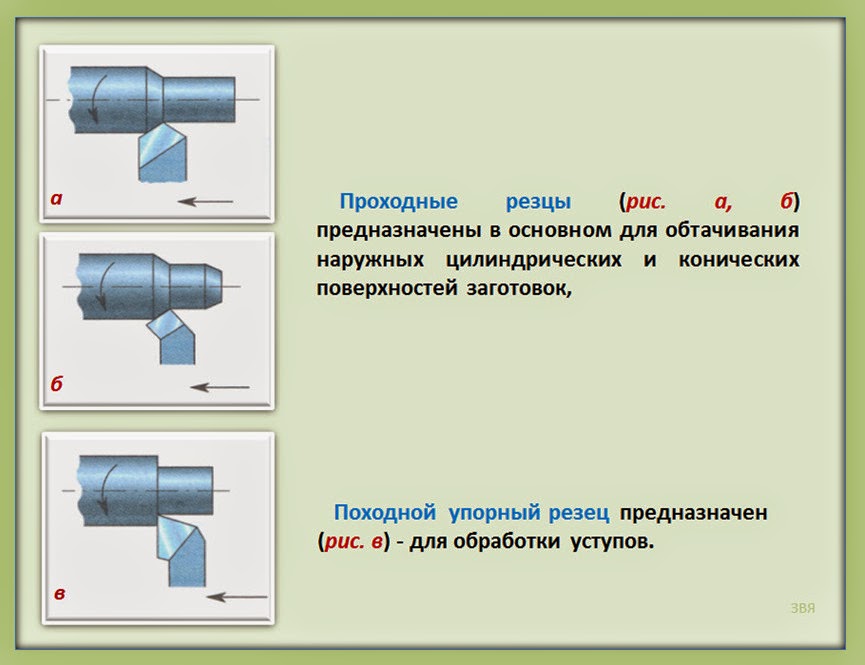 Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
– Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам процесс работы с изделиями из металла становится чистым и точным.
– Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней
точке пересечения – вершине металлорежущего инструмента.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге. Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты. Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной
плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя
часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием.
Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18868-73: Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
Конструкция и размеры
ГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18882-73: Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
Типы и размеры
ГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
КЛАССИФИКАЦИЯ ПРИКРЫТИЯ ПО УГЛУ | СТОМАТОЛОГИЯ
Аномалия прикуса — это смещение или неправильное соотношение между зубами двух зубных дуг, когда они приближаются друг к другу при смыкании челюстей. Эдвард Энгл , которого считают отцом современной ортодонтии, был первым, кто классифицировал неправильный прикус. Он основывал свою классификацию на относительном положении постоянных ПЕРВЫХ МОЛЯРОВ ВЕРХНЕЙ ЧЕСТЬ 9.0008 . Энгл полагал, что переднезаднее соотношение основания зуба можно надежно оценить по соотношению первого постоянного моляра, поскольку его положение оставалось постоянным после прорезывания. В случае отсутствия первых моляров используется соотношение CANINE .
Классификация Malocclusion
Нормальная окклюзия
Молярная связь P : в зависимости от угла, Mesiobucccal Cusp Maler -Molar -Molar -Molar -Molar -Malers -Maler -Malers -Malers -Malers -Malers -Malersove Molar -Malers -Malersuce Solar -Molar -Malers -Malersuce Soluclare с молярной эпохарной сингорой с Mesiobuccal Cusp -Malerspure с Mesiobuccal Cusp .
Клык Соотношение: Клык верхней челюсти смыкается с дистальной половиной клыка нижней челюсти и мезиальной половиной первого премоляра нижней челюсти.
Линия окклюзии: Все зубы соответствуют линии окклюзии, которая в верхней дуге представляет собой плавную кривую, проходящую через центральные ямки жевательных зубов и цингулюм клыков и резцов, а в нижней дуга представляет собой плавную кривую, проходящую через щечные бугры задних зубов и резцовые края передних зубов. Имеется выравнивание зубов, нормальный прикус и перерезка, а также совпадение средней линии верхней и нижней челюсти.
Имеется выравнивание зубов, нормальный прикус и перерезка, а также совпадение средней линии верхней и нижней челюсти.
… ..
Угол класс I: Нейклоокклюзив
Молярные отношения: Месобуккальный кубик с первой первой максиллевой первой молярной.
Клыки Соотношение: – Медиальный наклон верхнечелюстного клыка смыкается с дистальным наклоном нижнечелюстного клыка. Дистальный наклон клыка верхней челюсти смыкается с мезиальным наклоном первого премоляра нижней челюсти.
Линия прикуса: ИЗМЕНЕНО в области верхней и нижней челюсти.
– Индивидуальные аномалии зубов (скученность/расстояние/другие локальные проблемы с зубами).
– Межзубные проблемы (открытый/глубокий/перекрестный прикус).
Мезогнат : нормальный, прямой профиль лица с плоским лицом.
….
УГОЛ Класс II: ДИССТООККЛЮЗИЯ (перекрытие)
Молярное соотношение: Соотношение моляров показывает, что мезиощечная борозда первого моляра нижней челюсти расположена ДИСТАЛЬНО (кзади) при окклюзии с мезиощечным бугорком первого моляра верхней челюсти. Обычно мезиощечный бугорок первого моляра верхней челюсти располагается между первым моляром нижней челюсти и вторым премоляром.
Клык Соотношение: Мезиальный наклон верхнечелюстного клыка смыкается СПЕРЕДИ с дистальным наклоном нижнечелюстного клыка. Дистальная поверхность нижнечелюстного клыка позади мезиальной поверхности верхнечелюстного клыка не менее чем на ширину премоляра.
Линия прикуса не указана, но нерегулярна, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Ретрогнатический: выпуклый профиль лица в результате слишком маленькой нижней челюсти или слишком большой верхней челюсти.
Класс II Неправильный прикус имеет 2 подтипа для описания положения передних зубов:
• Класс II, раздел 1 : Соотношение моляров такое же, как у класса II, и передние зубы верхней челюсти выступают вперед. Зубы провозглашены, имеется большое перекрытие.
• Класс II, раздел 2 : Соотношение моляров относится к классу II, когда центральные резцы верхней челюсти наклонены назад. Верхнечелюстные боковые резцы могут быть выступающими или нормально наклоненными. Существует ретроклинальный и глубокий прикус.
КЛАСС II Подкласс : С одной стороны имеется молярное соотношение II класса, а с другой стороны нормальное молярное соотношение I класса.
….
УГОЛ Класс III: МЕЗИООККЛЮЗИЯ (отрицательное перекрытие)
Взаимоотношения моляров: Мезиально-щечный бугор первого постоянного моляра верхней челюсти примыкает ДИСТАЛЬНО (кзади) к мезиально-щечной борозде первого моляра нижней челюсти.
Соотношение клыков: Дистальная поверхность нижнечелюстных клыков мезиальнее мезиальной поверхности верхнечелюстных клыков не менее чем на ширину премоляра. Резцы нижней челюсти в полном перекрестном прикусе.
Линия окклюзии не указан, но неравномерен, в зависимости от рисунка лица, скученности зубов и потребности в пространстве.
Прогнатический : вогнутый профиль лица с выступающей нижней челюстью связан с нарушением прикуса III класса.
Неправильный прикус III класса имеет 2 подразделения :
1. ИСТИННЫЙ неправильный прикус III класса (СКЕЛЕТНЫЙ), который является генетическим по происхождению из-за чрезмерно большой нижней челюсти или меньшей, чем нормальная, верхней челюсти.
2. ПСЕВДО Класс III аномалия прикуса (ЛОЖНАЯ или постуральная), которая возникает, когда нижняя челюсть смещается вперед на последних стадиях закрытия из-за преждевременного контакта резцов или клыков. Движение нижней челюсти вперед во время смыкания челюсти также может быть результатом преждевременной потери молочных задних зубов.
Движение нижней челюсти вперед во время смыкания челюсти также может быть результатом преждевременной потери молочных задних зубов.
Класс III Подраздел : Молярное соотношение Класса III существует с одной стороны, а с другой стороны как нормальное соотношение моляров Класса I.
Так:
Нравится Загрузка…
Категория : Угол, стоматологический, DENTAL POST, стоматология
Теги : Угол, клык, Классификация, аномалия прикуса, моляр, окклюзия, отношения
Этиология и классификация аномалий прикуса
2. Этиология и классификация неправильного прикуса
2.1. ЭТИОЛОГИЯ ПРИКЛЮЦИИ
Этиология неправильного прикуса — увлекательный предмет, в котором еще многое предстоит выяснить и понять. На базовом уровне неправильный прикус может возникать в результате генетически детерминированных факторов, которые передаются по наследству, или факторов окружающей среды, или, чаще, комбинации унаследованных факторов и факторов окружающей среды, действующих вместе. Например, отсутствие прорезывания верхнего центрального резца может возникнуть в результате дилацерации после эпизода травмы во время молочного прикуса, который привел к интрузии первичного предшественника — пример экологической этиологии. Отсутствие прорезывания верхнего центрального резца также может произойти в результате наличия сверхкомплектного зуба — сценарий, который может быть выявлен при опросе, также повлиял на родителя пациента, предполагая наследственную проблему. Однако, если в последнем примере кариес (фактор окружающей среды) привел к ранней потере многих молочных зубов, то смещение первых постоянных моляров вперед может также привести к наложению дополнительной проблемы скученности.
Например, отсутствие прорезывания верхнего центрального резца может возникнуть в результате дилацерации после эпизода травмы во время молочного прикуса, который привел к интрузии первичного предшественника — пример экологической этиологии. Отсутствие прорезывания верхнего центрального резца также может произойти в результате наличия сверхкомплектного зуба — сценарий, который может быть выявлен при опросе, также повлиял на родителя пациента, предполагая наследственную проблему. Однако, если в последнем примере кариес (фактор окружающей среды) привел к ранней потере многих молочных зубов, то смещение первых постоянных моляров вперед может также привести к наложению дополнительной проблемы скученности.
Хотя проследить наследование таких синдромов, как расщелина губы и неба, относительно просто (см. главу 21), сложнее определить этиологию признаков, которые по сути являются частью нормальных вариаций, и картина еще более усложняется. существующими компенсаторными механизмами. Доказательства роли наследственных факторов в этиологии неправильного прикуса были получены в исследованиях семей и близнецов. Сходство лиц членов семьи, например, прогнатическая нижняя челюсть королевской семьи Габсбургов, легко оценить. Однако более прямые данные представлены в исследованиях близнецов и тройняшек, которые указывают на то, что структура скелета, размер и количество зубов в значительной степени определяются генетически.
Сходство лиц членов семьи, например, прогнатическая нижняя челюсть королевской семьи Габсбургов, легко оценить. Однако более прямые данные представлены в исследованиях близнецов и тройняшек, которые указывают на то, что структура скелета, размер и количество зубов в значительной степени определяются генетически.
Примеры воздействия окружающей среды включают привычку сосать палец и преждевременную потерю зубов в результате кариеса или травмы. Давление мягких тканей, действующее на зубы более 6 часов в день, также может влиять на положение зубов. Однако, поскольку мягкие ткани, включая губы, по необходимости прикреплены к нижележащему скелетному каркасу, их влияние также опосредовано скелетным паттерном.
Скученность чрезвычайно распространена среди представителей европеоидной расы, затрагивая примерно две трети населения. Как было сказано выше, размеры челюстей и зубов в основном определяются генетически; однако факторы окружающей среды, например, преждевременная потеря молочных зубов, могут ускорить или усугубить скученность. С точки зрения эволюции, как размер челюсти, так и размер зубов, по-видимому, уменьшаются. Однако скученность среди современного населения гораздо более распространена, чем в доисторические времена. Было высказано предположение, что это связано с введением менее абразивной диеты, так что в течение жизни человека происходит меньший межпроксимальный износ зубов. Однако это еще не все, поскольку переход от сельского к городскому образу жизни также может, по-видимому, привести к увеличению скученности примерно через два поколения.
С точки зрения эволюции, как размер челюсти, так и размер зубов, по-видимому, уменьшаются. Однако скученность среди современного населения гораздо более распространена, чем в доисторические времена. Было высказано предположение, что это связано с введением менее абразивной диеты, так что в течение жизни человека происходит меньший межпроксимальный износ зубов. Однако это еще не все, поскольку переход от сельского к городскому образу жизни также может, по-видимому, привести к увеличению скученности примерно через два поколения.
Хотя эта дискуссия на первый взгляд может показаться довольно теоретической, этиология аномалий прикуса активно обсуждается. Это потому, что если кто-то считает, что основа неправильного прикуса определяется генетически, то из этого следует, что ортодонтия ограничена в своих возможностях. Однако противоположная точка зрения состоит в том, что у каждого человека есть потенциал для идеальной окклюзии и что ортодонтическое вмешательство необходимо для устранения тех факторов окружающей среды, которые привели к конкретной аномалии прикуса.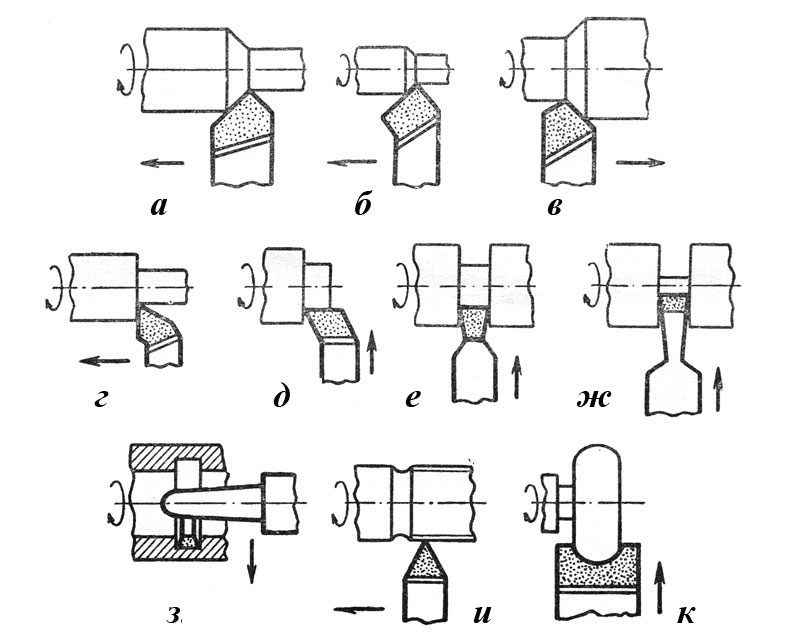 Исследования показывают, что для большинства аномалий прикуса этиология является многофакторной, и ортодонтическое лечение может повлиять только на ограниченные изменения скелета. Следовательно, поскольку скелет и модель роста пациента в значительной степени определяются генетически, для успешного ортодонтического лечения клиницисты должны распознавать эти параметры и работать в их рамках.
Исследования показывают, что для большинства аномалий прикуса этиология является многофакторной, и ортодонтическое лечение может повлиять только на ограниченные изменения скелета. Следовательно, поскольку скелет и модель роста пациента в значительной степени определяются генетически, для успешного ортодонтического лечения клиницисты должны распознавать эти параметры и работать в их рамках.
Вышеизложенное является кратким изложением, но следует понимать, что этиология аномалий прикуса является сложным вопросом, большая часть которого до сих пор полностью не изучена. Читателю, желающему получить дополнительную информацию, рекомендуется обратиться к публикациям, перечисленным в разделе «Дополнительная литература».
2.2. КЛАССИФИКАЦИЯ ПРИКЛЮЗИИ
Категоризация прикуса по характерным признакам полезна для описания и документирования прикуса у пациента. Кроме того, классификации и индексы позволяют регистрировать распространенность аномалий прикуса в популяции, а также помогают в оценке необходимости, сложности и успеха ортодонтического лечения.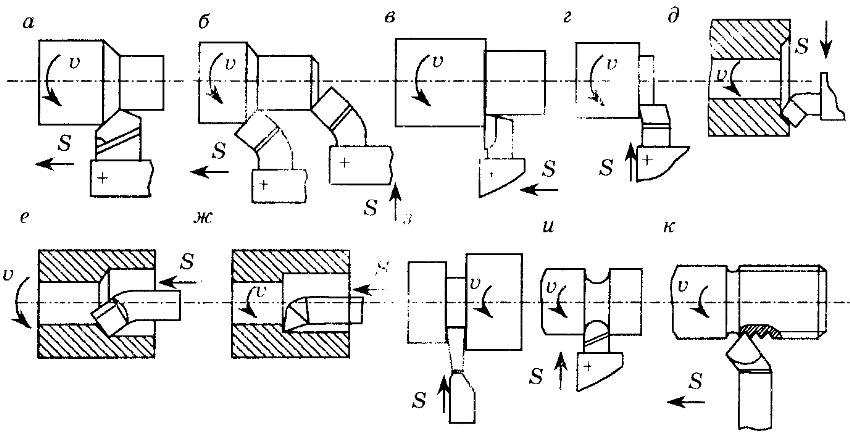
Неправильный прикус может быть зарегистрирован качественно и количественно. Однако большое количество разработанных классификаций и указателей свидетельствует о проблемах, присущих обоим этим подходам. Все они имеют свои ограничения, и об этом следует помнить при их применении.
В отношении индексов часто упоминаются два термина:
· Валидность — Может ли индекс измерять то, для измерения которого он был разработан?
· Воспроизводимость — Дает ли индекс один и тот же результат при регистрации в двух разных случаях и разными исследователями?
2.2.1. Качественная оценка аномалий прикуса
По сути, качественная оценка носит описательный характер, и поэтому эта категория включает диагностические классификации неправильного прикуса. Основным недостатком качественного подхода является то, что неправильный прикус является непрерывной переменной, поэтому не всегда существуют четкие границы между различными категориями.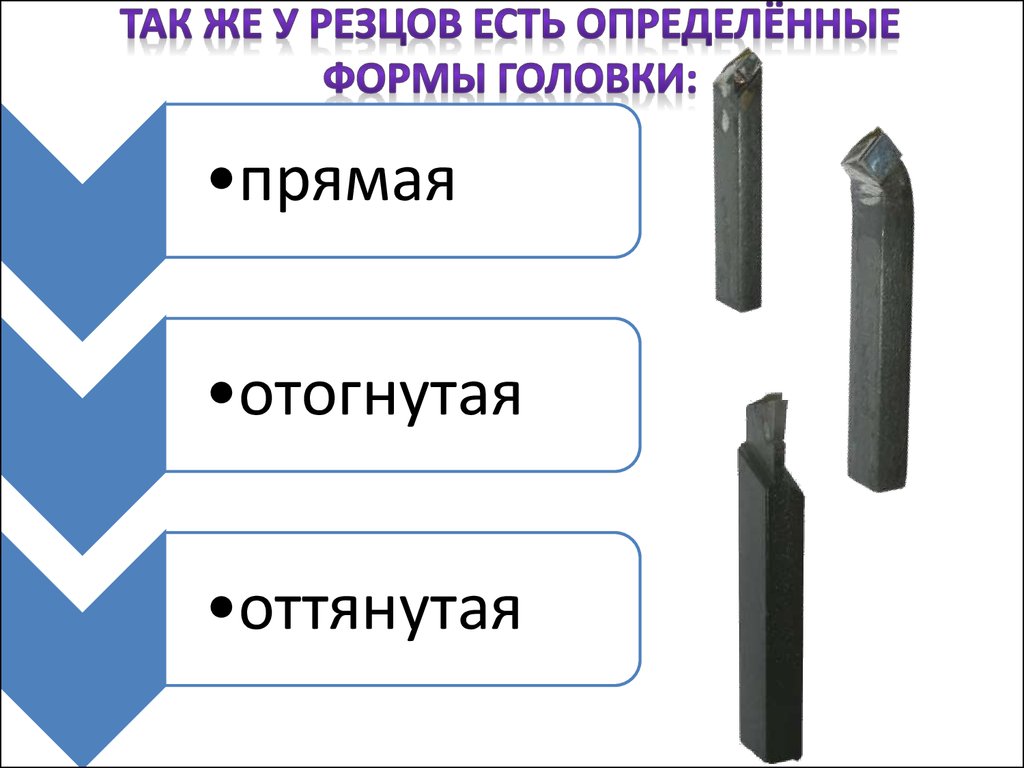 Это может привести к проблемам при классификации пограничных аномалий прикуса. Кроме того, хотя качественная классификация является полезным кратким методом описания характерных признаков аномалии прикуса, она не указывает на сложность лечения.
Это может привести к проблемам при классификации пограничных аномалий прикуса. Кроме того, хотя качественная классификация является полезным кратким методом описания характерных признаков аномалии прикуса, она не указывает на сложность лечения.
Качественная оценка аномалий прикуса была предпринята раньше, чем количественный анализ. Одна из наиболее известных классификаций была разработана Энглом в 1899 году, но в настоящее время более широко используются другие классификации, например, классификация соотношения резцов Британского института стандартов (1983).
2.2.2. Количественная оценка аномалии прикуса
В количественных показателях можно использовать два разных подхода:
· Каждому признаку аномалии прикуса присваивается балл, после чего записывается итоговая сумма (например, индекс PAR).
· Регистрируется худший признак аномалии прикуса (например, индекс потребности в ортодонтическом лечении).
2. 3. ОБЫЧНО ИСПОЛЬЗУЕМЫЕ КЛАССИФИКАЦИИ И ИНДЕКСЫ
3. ОБЫЧНО ИСПОЛЬЗУЕМЫЕ КЛАССИФИКАЦИИ И ИНДЕКСЫ
2.3.1. Классификация Энгла
Классификация Энгла была основана на предположении, что первые постоянные моляры прорезывались в постоянном положении внутри лицевого скелета, что можно использовать для оценки переднезаднего соотношения дуг. В дополнение к тому факту, что классификация Энгла была основана на неверном предположении, проблемы, возникающие при категоризации случаев смещения вперед или потери первых постоянных моляров, привели к тому, что этот конкретный подход был заменен другими классификациями. Однако классификация Энгла по-прежнему используется для описания соотношения моляров, а термины, используемые для описания соотношения резцов, были адаптированы в классификацию резцов.
Angle описал три группы (рис. 2.1):
· Класс I или нейтрокклюзия — мезиощечный бугорок верхнего первого моляра смыкается с мезиощечной бороздой нижнего первого моляра. На практике в эту категорию также включались расхождения до половины ширины бугорка в любую сторону.
· Класс II или дистокклюзия — мезиощечный бугорок нижнего первого моляра смыкается дистальнее положения класса I. Это также известно как постнормальные отношения.
· Класс III или мезиокклюзия — мезиально-щечный бугорок нижнего первого моляра смыкается мезиально по отношению к положению класса I. Это также известно как преднормальные отношения.
2.3.2. Классификация Британского института стандартов
Основана на соотношении резцов и является наиболее широко используемой описательной классификацией. Используемые термины аналогичны терминам в классификации Энгла, что может немного сбивать с толку, поскольку молярное соотношение не принимается во внимание. Категории, определенные Британским стандартом 4492:
· Класс I — края нижних резцов смыкаются с плато цингулума верхних центральных резцов или лежат непосредственно под ним (рис. 2.2).
· Класс II — края нижних резцов лежат кзади от цингулюмного плато верхних резцов. Выделяют две подгруппы этой категории:
Выделяют две подгруппы этой категории:
· Подраздел 1 — верхние центральные резцы наклонены или имеют средний наклон и имеется увеличение перерезки (рис. 2.3).
· Раздел 2 — Верхние центральные резцы наклонены назад. Переструйка обычно минимальна или может быть увеличена (рис. 2.4).
· Класс III — Края нижних резцов лежат кпереди от цингулюмного плато верхних резцов. Напор уменьшается или реверсируется (рис. 2.5).
Как и при любом описательном анализе, трудно классифицировать пограничные случаи. Некоторые исследователи предложили ввести промежуточную категорию класса II для тех случаев, когда верхние резцы стоят вертикально, а выступ увеличивается на 4–6 мм. Однако это предложение не получило широкого признания.
Рис. 2.1. Классификация Энгла. |
Рис. 2.2. Классификация резцов — класс I. |

Рис. 2.3. Классификация резцов — Класс II, раздел 1. |
Рис. 2.4. Классификация резцов — Класс II, раздел 2. |
Рис. 2.5. Классификация резцов — Класс III. |
Рис. |
 2.6. линейка IOTN.
2.6. линейка IOTN.2.3.3. Окклюзионный индекс Саммерса
Этот индекс был разработан Саммерсом в США в 1960-х годах. Он популярен в США, особенно в исследовательских целях. Сообщалось о хорошей воспроизводимости, и он также использовался для определения успеха лечения с приемлемыми результатами. Индекс оценивает девять определенных параметров, включая соотношение моляров, неправильный прикус, перекрытие, задний перекрестный прикус, задний открытый прикус, смещение зубов, соотношение по средней линии, срединную диастему верхней челюсти и отсутствие верхних резцов. Учет делается для разных стадий развития путем изменения веса, применяемого к определенным параметрам в молочном, смешанном и постоянном прикусе.
2.3.4. Индекс потребности в ортодонтическом лечении (IOTN)
Индекс потребности в ортодонтическом лечении был разработан в результате инициативы правительства. Цель индекса заключалась в том, чтобы помочь определить вероятное влияние неправильного прикуса на здоровье зубов и психосоциальное благополучие человека. Он состоит из двух элементов.
Цель индекса заключалась в том, чтобы помочь определить вероятное влияние неправильного прикуса на здоровье зубов и психосоциальное благополучие человека. Он состоит из двух элементов.
Компонент здоровья зубов
Он был разработан на основе индекса, используемого Стоматологическим советом Швеции и предназначенного для отражения окклюзионных характеристик, которые могут повлиять на функцию и долговечность зубного ряда. Отмечается единственный наихудший признак аномалии прикуса (индекс не является кумулятивным) и классифицируется по одной из пяти степеней, отражающих необходимость лечения (таблица 2.1):
· класс 1 – Нет необходимости
· Степень 2 – Маленькая потребность
· Уровень 3 – Умеренная потребность
· Степень 4 – Отличная потребность
· . нуждаться.
Для помощи в оценке состояния зубов была разработана линейка (рис. 2.6), которая имеется в продаже.
Эстетический компонент
Этот аспект индекса был разработан в попытке оценить эстетический недостаток, вызванный неправильным прикусом, и, следовательно, вероятное психосоциальное воздействие на пациента — задача, чреватая потенциальными ловушками (см.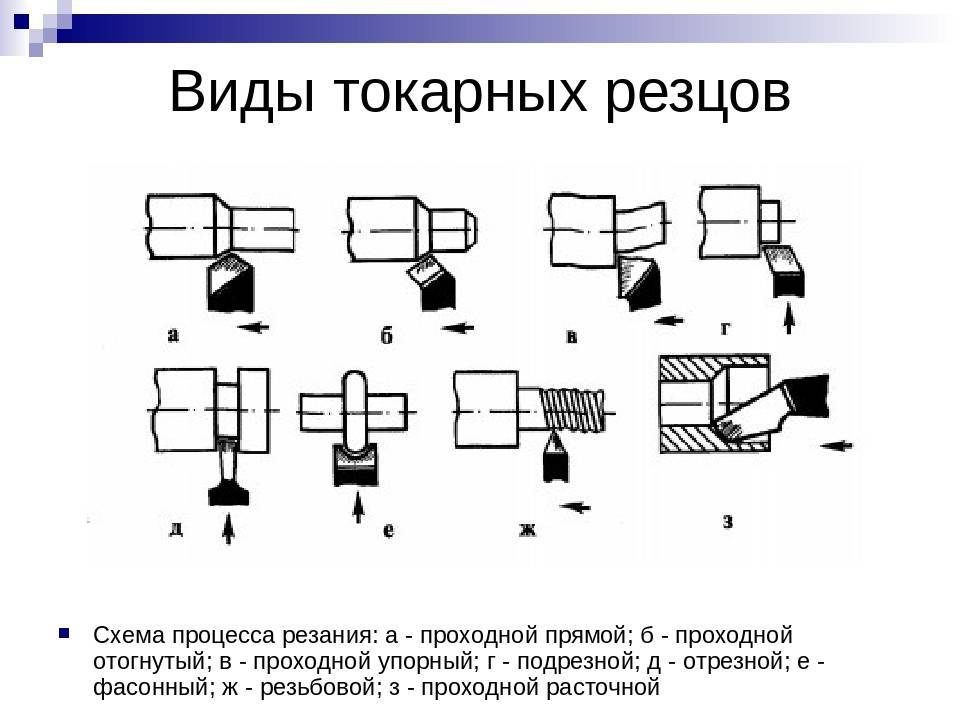 Главу 1). Эстетический компонент включает набор из десяти стандартных фотографий (рис. 2.7), которые также оцениваются от 1 балла (наиболее эстетически приятные) до 10 баллов (наименее эстетически приятные). Доступны цветные фотографии для использования с пациентом в клинической ситуации и черно-белые фотографии для подсчета баллов только на учебных моделях. Зубы пациента (или учебные модели) в окклюзии просматриваются с передней стороны, и соответствующий балл определяется путем выбора фотографии, которая, как считается, представляет собой эквивалентный эстетический недостаток. Баллы классифицируются в зависимости от потребности в лечении следующим образом:
Главу 1). Эстетический компонент включает набор из десяти стандартных фотографий (рис. 2.7), которые также оцениваются от 1 балла (наиболее эстетически приятные) до 10 баллов (наименее эстетически приятные). Доступны цветные фотографии для использования с пациентом в клинической ситуации и черно-белые фотографии для подсчета баллов только на учебных моделях. Зубы пациента (или учебные модели) в окклюзии просматриваются с передней стороны, и соответствующий балл определяется путем выбора фотографии, которая, как считается, представляет собой эквивалентный эстетический недостаток. Баллы классифицируются в зависимости от потребности в лечении следующим образом:
· 1 или 2 балла — нет
· 3 или 4 балла — легкая
· 5, 6 или 7 баллов — умеренная/пограничная
· 8, 9 или 10 баллов — определенная.
Таблица 2. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 2.7. Эстетический компонент IOTN. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 1 Индекс потребности в ортодонтическом лечении
1 Индекс потребности в ортодонтическом лечении 


Средний балл можно получить по двум компонентам, но более широко используется только компонент стоматологического здоровья. Эстетический компонент подвергался критике за субъективность, и особые трудности возникают при точной оценке аномалий прикуса класса III или переднего открытого прикуса, поскольку фотографии состоят из случаев классов I и II.
2.3.5. Рейтинг коллег (PAR)
Индекс PAR был разработан в первую очередь для измерения успеха (или неудачи) лечения. Оценки регистрируются для ряда параметров (перечисленных ниже) до и в конце лечения с использованием моделей исследования. В отличие от IOTN, баллы суммируются; однако каждому компоненту присваивается вес, чтобы отразить текущее мнение в Великобритании относительно их относительной важности. Записанные функции перечислены ниже с текущими весовыми коэффициентами в скобках:
Оценки регистрируются для ряда параметров (перечисленных ниже) до и в конце лечения с использованием моделей исследования. В отличие от IOTN, баллы суммируются; однако каждому компоненту присваивается вес, чтобы отразить текущее мнение в Великобритании относительно их относительной важности. Записанные функции перечислены ниже с текущими весовыми коэффициентами в скобках:
· скученность — по смещению контактных точек (×1)
· соотношение щечных сегментов — в переднезадней, вертикальной и поперечной плоскостях (×1)
· перерезка (×6)
· неправильный прикус (×2)
· осевые линии (×4).
Можно рассчитать разницу между баллами PAR в начале и по завершении лечения, и на основании этого получить процентное изменение балла PAR, которое является отражением успеха лечения. На высокий стандарт лечения указывает среднее процентное снижение более чем на 70 процентов. Изменение на 30 процентов или менее указывает на то, что заметного улучшения достигнуто не было. Размер балла PAR в начале лечения указывает на тяжесть аномалии прикуса. Очевидно, что трудно добиться значительного снижения PAR в случаях с низким баллом до лечения.
Размер балла PAR в начале лечения указывает на тяжесть аномалии прикуса. Очевидно, что трудно добиться значительного снижения PAR в случаях с низким баллом до лечения.
2.3.6 Индекс сложности результатов и потребностей (ICON)
Этот новый индекс включает функции как Индекса ортодонтических потребностей (IOTN), так и Рейтинга коллегиальной оценки (PAR). Эстетический компонент IOTN включен вместе с баллами за скученность/расстояние верхней дуги; наличие перекрестного прикуса; неправильный/открытый прикус и соотношение щечных сегментов. Как и в PAR, веса добавляются, чтобы отразить текущее ортодонтическое мнение. Сумма баллов и их взвешивание дает оценку до лечения, которая, как говорят, отражает необходимость и, вероятно, сложность требуемого лечения. После лечения индекс оценивается снова, чтобы дать оценку степени улучшения (оценка до лечения минус 4 × оценка после лечения) и, таким образом, результат лечения. Этот амбициозный индекс в настоящее время проходит оценку.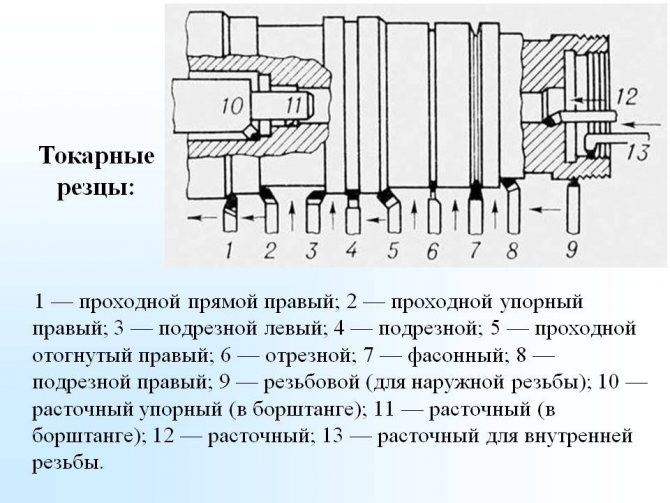
ОСНОВНЫЕ ИСТОЧНИКИ И ДОПОЛНИТЕЛЬНОЕ ЧТЕНИЕ
Angle, E. H. (1899). Классификация неправильного прикуса. Dental Cosmos , 41 , 248–64.
Маркович, М. (1992). На перекрестке орально-лицевой генетики. Европейский журнал ортодонтии , 14 , 469–81.
Увлекательное исследование близнецов и тройняшек с нарушением прикуса класса II/2.
Мосси, Пенсильвания (1999). Наследственность неправильного прикуса. Британский журнал ортодонтии , 26 , 103–13, 195–203.
Richmond, S., Shaw, W.C., O’Brien, K.D., Buchanan, I.B., Jones, R., Stephens, C.D., et al. (1992). Развитие индекса PAR (Peer Assessment Rating): надежность и валидность. Европейский журнал ортодонтии , 14 , 125–39.
Индекс PAR, часть 1.
Richmond, S., Shaw, W.C., Roberts, C.T., and Andrews, M. (1992). Индекс PAR (рейтинг коллегиальной оценки): методы определения результатов ортодонтического лечения с точки зрения улучшений и стандартов.