Общие сведения и классификация автоматов для дуговой сварки
Оборудование и технологии малого бизнеса
11 мая, 2016 Oleg MaloletnikovПри автоматических и механизированных способах сварки помимо источников питания дуги необходимо иметь специальное оборудование, позволяющее исключить ручное ведение сварочного процесса. При этом требуется механизировать выполнение двух основных технологических движений: подачу электрода в зону
спарки и перемещение дуги вдоль свариваемых кромок. Если при сварочном процессе оба эти движения осуществляются механизированным путем, то такой пронесе рассматривается как автоматическая сварка. Если одно из движений — подача электрода в зону сварки — осуществляется механизированным способом, а другое движение — перемещение душ вдоль свариваемых кромок — осуществляется вручную, то такой процесс рассматривается как механизированная (полуавтоматическая) сварка. Если оба движения выполняются вручную сварщиком, то такой процесс является ручной дутовой сваркой. Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
Основной частью автоматов является сварочная головка, представляющая собой электромеханическое устройство, осуществляющее автоматическую подачу в зону дуги плавящегося электрода или присадочного металла. Сварочную головку, закрепленную неподвижно относительно изделия, называют подвесной автоматической головкой. В подвесных головках отсутствует механизм перемещения самой головки. В этом случае относительно дуги перемещают объект сварки с помощью вспомогательного устройства или сварочного приспособления. Если же в конструкции сварочного аппарата имеется механизм для перемещения головки, то ее называют самоходной. Перемещение самоходной головки обычно производится по специальной направляющей. Такой аппарат называют автоматом подвесного типа. Если в конструкции автомата тележка с укрепленной на ней головкой может перемещаться непосредственно по свариваемому изделию, то такой автомат называют сварочным трактором (рис. 11.1).
Если в конструкции автомата тележка с укрепленной на ней головкой может перемещаться непосредственно по свариваемому изделию, то такой автомат называют сварочным трактором (рис. 11.1).
В основе классификации автоматов используются различные признаки: тип электрода, способ перемещения, характер защиты и др.
По типу применяемого электрода автоматы подразделяют на автоматы с плавящимся электродом и автоматы с неплавящимся (вольфрамовым) электродом.
По способу перемещения тележки различают автоматы тракторного типа и кареточные.
По способу зашиты сварочной ванны различают автоматы для сварки под флюсом, в среде защитных газов и универсальные.
По пространственному выполнению сварных соединений различают автоматы для сварки швов в нижнем, вертикальном и
горизонтальном положениях; кольцевых поворотных и неповоротных стыков и кольцевых в горизонтальной плоскости.
По способу поддержания постоянства параметров дуги выпускают автоматы с принудительным регулированием дуги и саморе гулированием.
По числу горящих дуг различают автоматы для сварки одной дутой, двумя дугами и трехфазной дутой.
Широкое применение получили автоматы для сварки вольфрамовым электродом АДСВ-5, АСГВ-4, АРК-3, дія сварки плавящимся электродом —ТС-35, АДС-1000, АДПГ-500 и др.
Опубликовано в ВИДЫ И СПОСОБЫ СВАРКИ И СВАРНЫЕ СОЕДИНЕНИЯВопрос 2. Сварочные автоматы (назначение, устройство, принцип действия, основные характеристики).
Общие сведения и классификация автоматов для дуговой сварки. При автоматических и механизированных способах сварки помимо источников питания дуги необходимо иметь специальное оборудование, позволяющее исключить ручное ведение сварочного процесса. При этом требуется механизировать выполнение двух основных технологических движений: подачу электрода в зону сварки и перемещение дуги вдоль свариваемых кромок.
Если
при сварочном процессе оба эти движения
осуществляются
механизированным путем, то такой процесс
рассматривается как автоматическая
сварка.
Если одно из движений — подача электрода в зону сварки — осуществляется механизированным способом, а другое — перемещение дуги вдоль свариваемых кромок — вручную, то такой процесс рассматривается как механизированная (полуавтоматическая) сварка.
Если оба движения выполняются вручную сварщиком, то такой процесс называетсчя ручной дуговой сваркой.
Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров сварочного режима (напряжения дуги, сварочного тока, скорости сварки), называют автоматами.
Основной частью автоматов является сварочная головка, представляющая собой электромеханическое устройство, осуществляющее автоматическую подачу в зону дуги плавящегося электрода или присадочного металла.
Сварочную
головку, закрепленную неподвижно
относительно
изделия, называют подвесной автоматической
головкой.
Если же в конструкции сварочного аппарата имеется механизм для перемещения головки, то ее называют самоходной. Перемещение самоходной головки обычно производится по специальной направляющей. Такой аппарат называют автоматом подвесного типа.
Если в конструкции автомата тележка с укрепленной на ней головкой может перемещаться непосредственно по свариваемому изделию, то такой автомат называют сварочным трактором (рис. 39).
В основе классификации автоматов лежат различные признаки: тип электрода, способ перемещения, характер защиты и др.
Рис. 39. Схема автомата
для сварки плавящимся электродом:
1 — тележка; 2 — подающий механизм; 3 — кассета
управления
По типу применяемого электрода автоматы подразделяют на:
По способу перемещения тележки различают:
По способу защиты сварочной ванны различают автоматы:
■ для сварки под флюсом;
■ в среде защитных газов;
■ универсальные.
По пространственному выполнению сварных соединений различают автоматы для сварки швов в:
нижнем;
вертикальном;
• горизонтальном положениях;
По способу поддержания постоянства параметров дуги выпускают автоматы:
По числу горящих дуг различают автоматы для сварки:
одной дугой;
двумя дугами;
трехфазной дугой.
Комплектование и основные узлы сварочных автоматов. Сварочные автоматы комплектуются из следующих основных узлов:
■ сварочной головки;
Основными элементами сварочной головки являются механизм подачи проволоки, подающие ролики, токоподводящий мундштук и устройства для установочных перемещений головки.
Механизм
подачи состоит из электродвигателя и
редуктора.
При использовании электродвигателей
переменного
тока применяют регулируемые редукторы.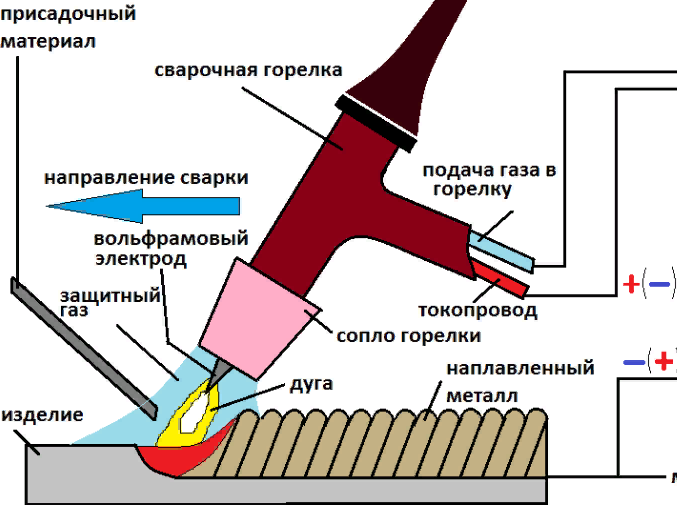 Электродвигатели
постоянного тока могут работать в
сочетании
с нерегулируемыми редукторами.
Электродвигатели
постоянного тока могут работать в
сочетании
с нерегулируемыми редукторами.
Подающие ролики расположены на выходных валах редуктора. Их назначение — стабильная подача сварочной проволоки без проскальзывания. Обычно это достигается при использовании двух пар подающих роликов.
К корпусу редуктора крепится токоведущий мундштук для обеспечения электрического контакта и направления проволоки в сварочную ванну. Мундштук должен обеспечивать минимальное блуждание торца электрода относительно сварочной ванны. Для этого иногда на головку перед мундштуком устанавливают роликовый правильный механизм для правки проволоки. Кроме того, в мундштуке должен обеспечиваться надежный электрический контакт со сварочной проволокой.
Конструкции
мундштуков различны в зависимости от
способа сварки, диаметра и жесткости
проволоки. Для
сварки электродной проволокой большого
диаметра
(3-5 мм) наибольшее распространение
получили мундштуки
с роликовым скользящим контактом.
При использовании проволок меньшего диаметра (0,8-2,5 мм) применяют трубчатые мундштуки.
Скользящий контакт поддерживается за счет сменных наконечников мундштука.Применяют также мундштуки колодочного типа, состоящие из двух подпружиненных колодок, и мундштуки сапожкового типа.
Конструкция подвески сварочной головки должна обеспечивать возможность ее установочных перемещений: вертикальное — для установления необходимого вылета электрода или угла наклона его относительно свариваемого стыка; поперечное — для установки торца электрода по центру стыка в начале и корректировки его в процессе сварки.
Тележка
предназначена для перемещения головки
вдоль
свариваемого стыка. В большинстве
автоматов тележка
выполняет роль базового элемента. На
ее корпусе
устанавливают сварочную головку, кассету
для проволоки
и пульт управления автоматом. Тележка
должна
обеспечивать плавность хода в широком
диапазоне
скоростей сварки.
Различают тележки тракторного и кареточного
типов.
Тележка тракторного типа перемещается с помощью бегунковых колес либо по направляющим рельсам, либо непосредственно по свариваемому изделию. Тележка кареточного типа перемещается только по направляющим стапеля или устройства крепления самого автомата. Конструкция направляющих элементов зависит от формы свариваемого стыка.
Для сварки продольных прямолинейных швов часто применяют консольные направляющие. Автоматы консольного типа универсальны. Их можно использовать и для сварки поворотных кольцевых швов. Применяются также направляющие портального
типа, смещенные относительно изделия и установленные непосредственно на приспособлениях с закрепленными в них изделиями. В автоматах для сварки неповоротных кольцевых стыков каретка перемещается по направляющим, имеющим форму окружности.
Для
перемещения каретки используют механизмы
с
бегунковыми колесами, зубчатыми рейками,
ходовыми винтами. Тележки автоматов
перемещаются с помощью
электродвигателей через редуктор. В
автоматах с электроприводом постоянного
тока скорость перемещения
тележки регулируется изменением частоты
вращения двигателя. В приводах переменного
тока
настройку скорости тележки осуществляют
сменными
шестернями в редукторе.
Тележки автоматов
перемещаются с помощью
электродвигателей через редуктор. В
автоматах с электроприводом постоянного
тока скорость перемещения
тележки регулируется изменением частоты
вращения двигателя. В приводах переменного
тока
настройку скорости тележки осуществляют
сменными
шестернями в редукторе.
В зависимости от способов сварки сварочные автоматы могут снабжаться дополнительными устройствами. Так, при сварке под флюсом сварочные автоматы имеют специальную флюсовую аппаратуру, предназначенную, для подачи флюса в зону сварки, удержания его на поверхности шва во время сварки и уборки его по окончании процесса. Такие устройства выполняются в виде съемных бункеров, в которые флюс засыпается и подается самотеком в место сварки в ходе выполнения сварного шва. Иногда применяют специальные флюсоподающие и убирающие аппараты, работающие с помощью сжатого воздуха.
В
автоматах для сварки в защитных газах
вместо обычного
токоподводящего мундштука используется
специальная
сварочная горелка, в которой помимо
токоподвода, имеются устройства для
подачи защитного газа в зону сварки и
принудительного охлаждения
горелки от перегрева.
Основные принципы работы сварочных автоматов. Устойчивый процесс сварки и хорошее качество сварных швов обеспечиваются при оптимально выбранных параметрах режима сварки.
К основным параметрам режима относят:
Эти параметры необходимо не только правильно установить, но и поддерживать их неизменно постоянными в процессе сварки.
Наиболее часто подвержено изменениям напряжение дуги, находящееся в прямой зависимости от ее длины. При сварке плавящимся электродом постоянство длины дуги обеспечивается при равенстве скорости подачи электродной проволоки в зону сварки и скорости ее расплавления.Если скорость подачи проволоки больше скорости ее расплавления, то произойдет уменьшение длины дуги и может возникнуть короткое замыкание электрода с изделием.
Если
скорость расплавления проволоки больше
скорости
ее подачи, то дуга удлиняется вплоть до
обрыва и
прекращения процесса.
Нарушение равенства скоростей происходит по ряду причин: колебания напряжения в сети, наличие волнистости и неровностей свариваемых поверхностей деталей, неравномерность подачи электродной проволоки за счет пробуксовывания в подающих роликах, наличие прихваток по длине свариваемых кромок, воздействие магнитного дутья, отклоняющего дугу, и т. д.
Сварочная головка автомата реагирует на эти нарушения и восстанавливает нормальную (заданную) длину дуги.
В применяемых сварочных автоматах используют два принципа регулирования дуги по напряжению:
саморегулирование дуги при постоянной скорости подачи электрода;
принудительное регулирование, при котором скорость подачи электрода автоматически изменяется в зависимости от напряжения дуги.
На
основе принципа саморегулирования дуги
разработан
ряд сварочных автоматов, работающих с
постоянной,
не зависящей от напряжения дуги скорости
подачи проволоки. Они просты в устройстве
и надежны
в работе.
Они просты в устройстве
и надежны
в работе.
Другой вид автоматов основан на изменении скорости подачи электродной проволоки в зависимости от напряжения на дуге. Если по какой-то причине длина дуги возрастает, то возрастает и напряжение дуги. Двигатель привода подачи электродной проволоки начнет вращаться быстрее, увеличивая скорость подачи проволоки.
3. Задача. Перед вами несколько редукторов. Объясните, как определить по внешнему виду, для какого газа они предназначены.
Редукторы окрашиваются в те же цвета, что и баллоны, на которые они устанавливаются. Также кислородный редуктор имеет правую резьбу крепления, а ацетиленовый — левую, причем фиксируется еще хомутом.
Билет № 16
Соединяем детали: 5 различных видов сварки
При сварке МИГ расплавленный электрод облегчает соединение двух металлов. Следовательно, MIG идеально подходит для соединения разнородных металлов. Через сварочную горелку также подается защитный газ, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя зону сварки.
Через сварочную горелку также подается защитный газ, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя зону сварки.
Некоторые из популярных применений сварки MIG:
- Используется для большинства видов сварки листового металла
- Изготовление сосудов под давлением и стальных конструкций
- Автомобильная промышленность и производство товаров для дома
Преимущества сварки MIG:
- Обеспечивает высокое качество сварки
- Мелкие брызги от сварки
- Может использоваться для соединения разнородных металлов
- Может быть полностью или полуавтоматическим
- Хорошая скорость сварки
Недостатки сварки MIG:
- Не подходит для наружной сварки
- Не подходит для толстых металлов
- Требуется подготовка металла
3. Еще одним важным методом сварки является сварка TIG (вольфрам в среде инертного газа).
 Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.
Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом, например, аргоном или гелием. Также иногда используется присадочный металл.Сварка ВИГ может работать как от источников питания переменного, так и постоянного тока. Одним из самых сильных сторон сварки TIG является то, что ее можно использовать для сварки цветных металлов, таких как алюминий, медь, магний, медь, никель, титан и т. д.
Некоторые из популярных применений сварки TIG включают:
- Аэрокосмическая промышленность и авиастроение
- Автомобильная промышленность
- Ремонт кузова автомобиля
Преимущества сварки TIG:
- Очень чистые сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может использоваться с наполнителем или без него
- Может выполняться вручную или автоматически
- Создает прочные сварные швы
Недостатки сварки TIG:
- Длительность
- Требуются квалифицированные сварщики
- Нельзя использовать для более толстых металлических соединений
4.
 Дуговая сварка с флюсовой проволокой (FCAW) — это очень круто. Источник: Orbital Joe/Flickr
Дуговая сварка с флюсовой проволокой (FCAW) — это очень круто. Источник: Orbital Joe/FlickrДуговая сварка с флюсовой проволокой (FCAW) использует электрод с непрерывной подачей проволоки, источник сварочного тока постоянного напряжения и оборудование, аналогичное сварке MAG. Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один использует внешний защитный газ, а другой полагается исключительно на сам флюсовый сердечник для защиты зоны сварки.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл шва также защищен шлакообразованием от плавления флюса.
Сварочные аппараты и общая классификация
- Главная
- Артикул
- Сварочные аппараты и общая классификация
 Сварочные аппараты обеспечивают тепло, которое расплавляет металлические детали и позволяет их склеивать. Однако ни один сварочный аппарат не подходит для каждого сварочного проекта. Независимо от того, хотите ли вы починить металлы или использовать их как часть оценки, сварочный аппарат является наиболее универсальным средством соединения металлических компонентов в обоих случаях. Существует множество видов сварочных аппаратов и контроллеров, которые можно использовать соответствующим образом. Итак, мы готовы объяснить вам все, что вам нужно знать о сварочных аппаратах.
Сварочные аппараты обеспечивают тепло, которое расплавляет металлические детали и позволяет их склеивать. Однако ни один сварочный аппарат не подходит для каждого сварочного проекта. Независимо от того, хотите ли вы починить металлы или использовать их как часть оценки, сварочный аппарат является наиболее универсальным средством соединения металлических компонентов в обоих случаях. Существует множество видов сварочных аппаратов и контроллеров, которые можно использовать соответствующим образом. Итак, мы готовы объяснить вам все, что вам нужно знать о сварочных аппаратах.Цена сварочного аппарата зависит от типа
Цены на сварочные аппараты MIG различаются в зависимости от характеристик и функций, выполняемых аппаратом. Стоимость сварочного аппарата также может варьироваться в зависимости от текущего поколения аппарата. Сварочные аппараты с толстыми металлами требуют большего тока или мощности для сварки, в то время как аппараты с тонкими металлами требуют достаточного количества тока для сварки.
Существуют различные типы сварочных аппаратов MIG, поэтому найти лучший аппарат непросто. Для этого клиентам необходимо понимать различные параметры сварочных аппаратов. Как правило, цена сварочного аппарата MIG колеблется от 10 000 рупий за штуку для однофазных и 40 000 рупий за штуку для трехфазных аппаратов.
На рынке также доступны различные виды аппаратов для сварки TIG. Его цена отличается в зависимости от качества и функций, выполняемых машиной. Цены на эти машины варьируются от 4 744 до 34 712 рупий. Чем больше возможностей машины, тем дороже будет машина. Для экономически эффективных решений есть OR Laser, который удовлетворит все ваши потребности в сварке.
Вы также можете выбрать сварочный аппарат Hong KY, который очень экономичен и долговечен.
Небольшие сварочные аппараты:
Сварочный аппарат — отличный инструмент для выполнения мелкого ремонта в доме. С этими задачами легко справляется небольшой сварочный аппарат. Вы также можете сэкономить свое время и деньги, не нанимая профессионального сварщика для выполнения мелких задач. Это также полезно для поддержания предметов домашнего обихода в надлежащем рабочем состоянии, прежде чем они станут грязными.
Это также полезно для поддержания предметов домашнего обихода в надлежащем рабочем состоянии, прежде чем они станут грязными.
Области применения малых сварочных аппаратов:
- Малые сварочные аппараты можно использовать для оконных рам, умывальников.
- Используются при ремонте предметов домашнего обихода.
- Может также использоваться в сельском хозяйстве.
- Может использоваться для соединения термостатических изделий.
- Может использоваться для плавки металлов с высокой температурой плавления.
Преимущества малых сварочных аппаратов:
Лидеры продаж
Мини сварочные аппараты:
Мини сварочные аппараты отличаются высокой производительностью. Эти сварочные аппараты портативны, малы и легки. Цена на мини сварочный аппарат невысокая, а возить их можно легко куда угодно. Мощность напряжения, используемая в этих сварочных аппаратах, также невелика. Они отлично подходят для сварки алюминиевой стали, нержавеющей стали и углеродистой стали.
Они отлично подходят для сварки алюминиевой стали, нержавеющей стали и углеродистой стали.
Области применения мини-сварочных аппаратов:
- Мини-сварочные аппараты могут использоваться для сварки ювелирных изделий.
- Полезен при сварке и ремонте различных металлов.
- Может также использоваться в мебельной и автомобильной промышленности.
- Удобен при ремонте различных частей автомобиля.
Преимущества мини-сварочных аппаратов:
Скорость:
Мини сварочные аппараты имеют большую скорость. Они работают быстрее, чем любой другой тип сварщика.
Портативный:
Мини-сварщики портативны. Вы можете легко носить их с собой, куда бы вы ни пошли.
Настройки:
Мини-сварщики предоставляют множество настроек управления, которые помогают управлять машиной в соответствии с выполняемой вами задачей.
Мощность:
Требования к мощности в случае мини-сварочных аппаратов высоки.
Облегченный:
Мини-сварщики очень легкие.
Основные факторы, которые следует учитывать перед покупкой сварочных аппаратов:
Тип используемого металла:
При покупке сварочных аппаратов следует учитывать, какой тип сварочного металла используется в аппарате. Сварка обычно выполняется на углеродистой стали, поскольку она подходит для различных типов сварочных аппаратов. Вы можете сваривать нержавеющую сталь с помощью аппарата TIG или MIG, и для этого не требуется столько тепла, как для углеродистой стали.Местонахождение:
Место использования сварочного аппарата также является важным явлением, которое следует учитывать перед покупкой сварочного аппарата. При сварке в помещении у вас есть возможность использовать аппарат переменного тока на 115 вольт или источник переменного тока на 220-240 вольт. Если вы работаете в коммерческом помещении, можно использовать источник питания 115 вольт.Ампер Диапазон:
Цена сварочного аппарата также определяется исходя из текущей выработки электроэнергии. Тяжелые металлы требуют высокого тока для успешной сварки. Для этого могут понадобиться сверхмощные сварочные аппараты, а они потребляют больше энергии.Список ваших потребностей:
Убедитесь в своих требованиях, а затем проверьте функции, которые соответствуют вашим потребностям. Тогда решение будет идеальным, и вы не пожалеете.
 Если вы работаете в коммерческом помещении, можно использовать источник питания 115 вольт.
Если вы работаете в коммерческом помещении, можно использовать источник питания 115 вольт.Заключение:
Мы прочитали о сварочных аппаратах, их ценах в зависимости от типов, областей применения и преимуществ мини и малых сварочных аппаратов. Мы также обсудили важные факторы, которые следует учитывать перед покупкой подходящего сварочного аппарата. Теперь, когда вы знаете эти аспекты, мы надеемся, что это дало вам некоторую ясность для принятия решения.