станков для ковки, листогибов, трубогибов
Основная сфера работы компании Невское Оборудование, г. Санкт-Петербург:
Продажа станков и оборудования для обработки металла. Наша цель – это не только поставка металлообрабатывающей техники, но и оказание, в процессе сделки, грамотной технической консультации в вопросе подбора конкретного оборудования для производства. Это немаловажный момент, который позволит не допустить ошибку при выборе! С этой же целью создали удобный в работе сайт, который постоянно совершенствуется.
Работа с сайтом:
Работать с нашим сайтом очень просто! Все металлообрабатывающее оборудование представлено в большом разделе слева: «Каталог». Если не получается найти интересующий вас станок, то воспользуйтесь «Поиском по сайту», или «Картой Сайта», которая показывает основные разделы в виде структурированной схемы. Или просто свяжитесь с нами по телефону или Email! Запросить коммерческое предложение или сделать заказ можно  Вы также можете зайти на страницу каталогов оборудования в электронном формате, доступных для просмотра и скачивания.
Вы также можете зайти на страницу каталогов оборудования в электронном формате, доступных для просмотра и скачивания.
Наши клиенты:
Клиенты, с которыми мы работаем, это не только юридические лица, но и индивидуальные предприниматели, а также физические (частные) лица. Вы или ваша компания заняты в сфере производства? Обращайтесь к нам, мы подберем оборудование, отвечающее вашим запросам, и доставим его в любой город России!
Доставка оборудования:
География поставок – вся Россия (от Калининграда до Владивостока). По отдельным видам продукции возможны поставки в Республику Казахстан.
Форма оплаты:
Основная форма оплаты для юридических и физических лиц – безналичный расчет. По некоторым категориям товаров возможна наличная оплата.
Кратко об основных поставляемых станках и оборудовании:
У нас большой опыт в сфере поставок:
- Гибочных станков основных типов: листогибов, трубогибочного и профилегибочного оборудования, вальцов;
- Металлорежущего оборудования: гильотин, ленточнопильных, фрезерных, шлифовальных и отрезных станков, сверлильного и многоцелевого оборудования;
- Оборудования и станков для изготовления художественных изделий: станки и инструмент для холодной ковки, включая аксессуары к ним;
- Станки для изготовления воздуховодов и водосточных труб (зиговочное и фальцепрокатное оборудование).


Листогиб – это станок для производства заготовок и готовых изделий из стальных и металлических листов (медь, алюминий, сплавы на их основе). Загиб производится без предварительного нагрева листовых заготовок, т.е. способом «холодной» гибки заготовок. На производстве наибольшей популярностью пользуются 
Трубогибочное оборудование: профилегибы и трубогибы – станки для гибки различного сортамента (квадрата, полосы, круга, прутка, уголка, круглой и прямоугольных труб, швеллера, тавра и т.п.). Деформация на станках производится в холодной состоянии. На станках такого типа, возможен:
- Загиб по радиусу (радиусная гибка с достаточно большими радиусами). Классическая трехроликовая система переменного вальцевания (в одну и другую стороны) позволяет получать арочные конструкции из круга, квадрата, полос, круглых и прямоугольных труб и т.п., для последующего использования в различных конструкциях (навесов, беседок, парников, мебели и т.д. Такие станки принято называть профилегибами.
- Загиб на угол с малым радиусом. Как правило метод применяется для загиба круглых труб различного сечения. Способов загиба два: метод намотки (самый надежны способ) и метод давления. Как правило такие трубогибы применяют для изготовления разветвлений водопроводных труб, а также в производстве мебели, в авторемонте и т.п.
 Способов загиба два: метод намотки (самый надежны способ) и метод давления. Как правило такие трубогибы применяют для изготовления разветвлений водопроводных труб, а также в производстве мебели, в авторемонте и т.п.
Способов загиба два: метод намотки (самый надежны способ) и метод давления. Как правило такие трубогибы применяют для изготовления разветвлений водопроводных труб, а также в производстве мебели, в авторемонте и т.п.Профилегибы и трубогибы также бывают трех типов: ручные, электромеханические (с электроприводом) или гидравлические (в том числе с совмещение электромеханики и гидравлических систем).
Вальцовочные станки (вальцы) – это оборудования для обработки листового металла, которое при помощи «вальцевания» придает листовому металлу правильную цилиндрическую форму, различных диаметров, а также конусную форму, в зависимости от конфигурации заготовок и режима работы станка. Распространены трех и четырех валковые вальцы. Применяются при изготовлении желобов, вентиляции, водостоков, дымоходов и т.п. Бывают неприводными (ручными), электромеханическими и электрогидравлическими.
Гильотины по металлу – основной вид станков по резке листового металла, применяют как основное, так и как вспомогательное оборудование при производстве деталей из листового металла. Как правило, продукт производства не окончательное изделие, а полуфабрикат, предназначенный для дальнейшей металлообработки. Резы на станке выполняются строго прямолинейно. Гильотины бывают трех типов: ручные (недорогие, компактные, не требуют электроэнергии), электромеханические (с электроприводом) и с гидроприводом
Как правило, продукт производства не окончательное изделие, а полуфабрикат, предназначенный для дальнейшей металлообработки. Резы на станке выполняются строго прямолинейно. Гильотины бывают трех типов: ручные (недорогие, компактные, не требуют электроэнергии), электромеханические (с электроприводом) и с гидроприводом
Для наших клиентов всегда выгодные цены и условия доставки!
станков для ковки, листогибов, трубогибов
Основная сфера работы компании Невское Оборудование, г. Санкт-Петербург:
Продажа станков и оборудования для обработки металла. Наша цель – это не только поставка металлообрабатывающей техники, но и оказание, в процессе сделки, грамотной технической консультации в вопросе подбора конкретного оборудования для производства. Это немаловажный момент, который позволит не допустить ошибку при выборе! С этой же целью создали удобный в работе сайт, который постоянно совершенствуется.
Работа с сайтом:
Работать с нашим сайтом очень просто! Все металлообрабатывающее оборудование представлено в большом разделе слева: «Каталог». Если не получается найти интересующий вас станок, то воспользуйтесь «Поиском по сайту», или «Картой Сайта», которая показывает основные разделы в виде структурированной схемы. Или просто свяжитесь с нами по телефону или Email! Запросить коммерческое предложение или сделать заказ можно на странице. Вы также можете зайти на страницу каталогов оборудования в электронном формате, доступных для просмотра и скачивания.
Наши клиенты:
Клиенты, с которыми мы работаем, это не только юридические лица, но и индивидуальные предприниматели, а также физические (частные) лица. Вы или ваша компания заняты в сфере производства? Обращайтесь к нам, мы подберем оборудование, отвечающее вашим запросам, и доставим его в любой город России!
Доставка оборудования:
География поставок – вся Россия (от Калининграда до Владивостока).
Форма оплаты:
Основная форма оплаты для юридических и физических лиц – безналичный расчет. По некоторым категориям товаров возможна наличная оплата.
Кратко об основных поставляемых станках и оборудовании:
У нас большой опыт в сфере поставок:
- Гибочных станков основных типов: листогибов, трубогибочного и профилегибочного оборудования, вальцов;
- Металлорежущего оборудования: гильотин, ленточнопильных, фрезерных, шлифовальных и отрезных станков, сверлильного и многоцелевого оборудования;
- Оборудования и станков для изготовления художественных изделий: станки и инструмент для холодной ковки, включая аксессуары к ним;
- Станки для изготовления воздуховодов и водосточных труб ( зиговочное и фальцепрокатное оборудование).
Листогиб – это станок для производства заготовок и готовых изделий из стальных и металлических листов (медь, алюминий, сплавы на их основе). Загиб производится без предварительного нагрева листовых заготовок, т.е. способом «холодной» гибки заготовок. На производстве наибольшей популярностью пользуются ручные листогибочные станки, они не требуют больших затрат при эксплуатации, не нужна электроэнергия, большая площадь для работы, нет необходимости в дорогостоящем обучении персонала основам работы на таких станках. Немного более усовершенствованной версией являются электромагнитные листогибы (вместо ручного прижима заготовок имеют электромагнитный прижим, но принцип гибки такой же, как и в ручном станке). Более совершенные версии этого типа оборудования –
Загиб производится без предварительного нагрева листовых заготовок, т.е. способом «холодной» гибки заготовок. На производстве наибольшей популярностью пользуются ручные листогибочные станки, они не требуют больших затрат при эксплуатации, не нужна электроэнергия, большая площадь для работы, нет необходимости в дорогостоящем обучении персонала основам работы на таких станках. Немного более усовершенствованной версией являются электромагнитные листогибы (вместо ручного прижима заготовок имеют электромагнитный прижим, но принцип гибки такой же, как и в ручном станке). Более совершенные версии этого типа оборудования – 
Трубогибочное оборудование: профилегибы и трубогибы – станки для гибки различного сортамента (квадрата, полосы, круга, прутка, уголка, круглой и прямоугольных труб, швеллера, тавра и т.п.). Деформация на станках производится в холодной состоянии. На станках такого типа, возможен:
- Загиб по радиусу (радиусная гибка с достаточно большими радиусами). Классическая трехроликовая система переменного вальцевания (в одну и другую стороны) позволяет получать арочные конструкции из круга, квадрата, полос, круглых и прямоугольных труб и т.п., для последующего использования в различных конструкциях (навесов, беседок, парников, мебели и т.д. Такие станки принято называть профилегибами.
- Загиб на угол с малым радиусом. Как правило метод применяется для загиба круглых труб различного сечения. Способов загиба два: метод намотки (самый надежны способ) и метод давления. Как правило такие трубогибы применяют для изготовления разветвлений водопроводных труб, а также в производстве мебели, в авторемонте и т. п.
 п.
п.Профилегибы и трубогибы также бывают трех типов: ручные, электромеханические (с электроприводом) или гидравлические (в том числе с совмещение электромеханики и гидравлических систем).
Вальцовочные станки (вальцы) – это оборудования для обработки листового металла, которое при помощи «вальцевания» придает листовому металлу правильную цилиндрическую форму, различных диаметров, а также конусную форму, в зависимости от конфигурации заготовок и режима работы станка. Распространены трех и четырех валковые вальцы. Применяются при изготовлении желобов, вентиляции, водостоков, дымоходов и т.п. Бывают неприводными (ручными), электромеханическими и электрогидравлическими.
Гильотины по металлу – основной вид станков по резке листового металла, применяют как основное, так и как вспомогательное оборудование при производстве деталей из листового металла. Как правило, продукт производства не окончательное изделие, а полуфабрикат, предназначенный для дальнейшей металлообработки. Резы на станке выполняются строго прямолинейно. Гильотины бывают трех типов: ручные (недорогие, компактные, не требуют электроэнергии), электромеханические (с электроприводом) и с гидроприводом (тяжелого класса с толщиной реза от 6 мм и выше).
Резы на станке выполняются строго прямолинейно. Гильотины бывают трех типов: ручные (недорогие, компактные, не требуют электроэнергии), электромеханические (с электроприводом) и с гидроприводом (тяжелого класса с толщиной реза от 6 мм и выше).
Для наших клиентов всегда выгодные цены и условия доставки!
Классификация сверлильных станков
Классификация сверлильных станковРеклама
1 из 48
Верхняя обрезанная направляющая Скачать для чтения в автономном режимеОбразование
БУРОВАЯ МАШИНА
90 002 ОбъявлениеОбъявление
Объявление
Протяжной станокЧинтан Мехта19.2K показов •16 слайдов
Типы фрезерных станков-операции..и т.д..от L.NARAYANAN,M.E.,AP.MECHnaanmech22318.4K просмотров•52 слайда
Токарный станок Raju D95,1 тыс. просмотров•91 слайд
пресс-инструмент, шаблоны и приспособления, производство зубчатых колес и резьбы, производство проф.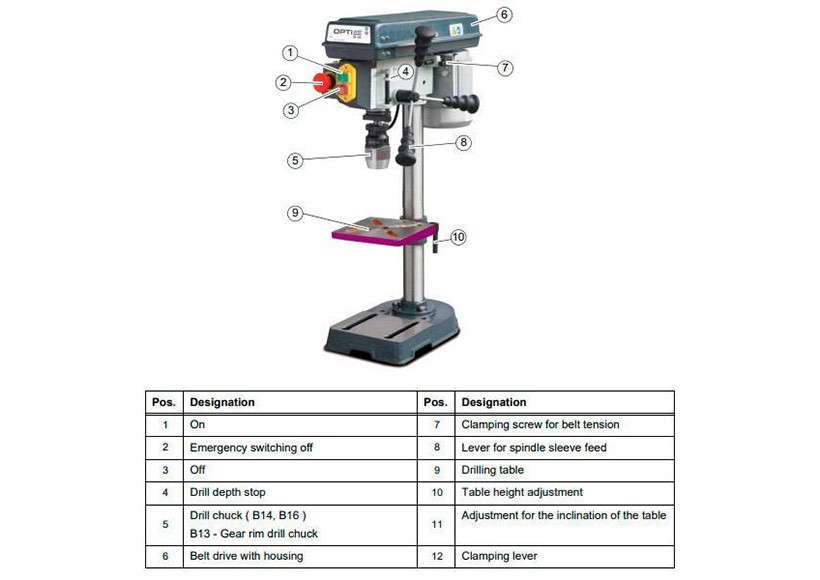 .. Профессор Маюр Моди12,3 тыс. просмотров•117 слайдов
.. Профессор Маюр Моди12,3 тыс. просмотров•117 слайдов
Геометрия инструмента 18 слайдов
Сверлильный станокBABARIA INSTITUTE OF TECHNOLOGY,ВАРНАМА,ВАДОДАРА 0058.5K просмотров•31 слайд
Классификация сверлильных станков
- СВЕРЛИЛЬНЫЙ СТАНОК Представлено К.САТИШКУМАР JTO/МОНТАЖНИК ПРАВИТЕЛЬСТВО ИТИ ТАНДЖАВУР
- Содержание Введение ЗапчастиЗапчасти Типы Операции Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- ВВЕДЕНИЕ Буровая машина определяется как машина который используется, чтобы сделать круглое отверстие, инструмент, используемый сверлить отверстия разного размера и др. сопутствующие операции с использованием сверла. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР сопутствующие операции с использованием сверла. Отверстия были просверлены египтянами в 1200 г. до н.э. около 3000 лет назад луковыми бурами. Луковая дрель является матерью современного металлорежущего сверления машина.
- Сверлильный станок является одним из важных
инструменты в мастерской. Сверлильный станок используется для формирования отверстий различных
размеров на заказ, Сверление – удаление материала или резка
процесс, в котором инструмент использует сверло, чтобы вырезать отверстие
круглого сечения в твердых материалах.
Цель буровой машины
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
круглого сечения в твердых материалах.
Сверло представляет собой многоточечный режущий инструмент.
Мы также выполняем операции сверления на токарном станке, но сверлильный станок
сделано для этих конкретных буровых работ, поэтому там, где нам нужно большое количество буровых работ
операция мы идем для буровой машины.
- Части сверлильного станка База Колонна или столб Рука шпиндель Сверло ЧакАрм Рабочий стол Сверлильная головка Механизм подачи Чак Электрический двигатель Шкив или шестерни Глубиномер Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Представлено:
К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
- Одна из основных частей сверлильного станка, она несет на себе весь вес машины, а передача вес на землю. Основание сверлильного станка обычно изготавливается из чугун или сталь, и он очень жесткий. В верхней части основания есть несколько слотов БАЗА: Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР В верхней части основания есть несколько слотов для поддержки больших работ. А с одной стороны основания радиальная колонна или находится столб. Основание обычно крепится болтами к земле или в в некоторых случаях основание поддерживается двумя или четырьмя ножками.
- Колонна или колонна:
Колонна или колонна расположена на одной стороне
база. Обычно мы используем радиальную колонку, чтобы
движение руки возможно по часовой стрелке или
направление против часовой стрелки.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Колонна также изготовлена из чугуна или стали и
также очень жесткий, так что он может нести нагрузку руки, как
а также буровая головка. Скользящий стол установлен на колонне так, чтобы
стол может иметь движение вверх и вниз в соответствии с
нуждаться.
- Плечо: В верхней части колонны имеется верхний рычаг, который несет буровую головку, а также дом приводной механизм. Плечо также изготовлено из тех же материалов, что и Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР Плечо также изготовлено из тех же материалов, что и основание.(чугун или сталь) Сделать конструкцию жесткой. В некоторых сверлильных станках предусмотрена направляющая что буровая головка может скользить по нему.
- Рабочий стол:
Рабочий стол обычно изготовлен из чугуна и
установлен на колонке.
Т-образные пазы на верхней поверхности стола могут
быть в каком-то столе есть тиски, которые также помогают удерживать
работа.
Стол может двигаться вверх и вниз, а также вправо или влево
в зависимости от задания и расположения инструмента.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
в зависимости от задания и расположения инструмента. Движение стола вверх и вниз может быть задано
вручную, а также с помощью какого-либо электрического механизма.
Мы используем реечный механизм для вертикального
момент стола.
Форма стола может быть прямоугольной или также
круговой.
- Сверлильная головка: Одна сторона руки крепится к буровой головке, дрель Головка состоит из различных механизмов подачи и привода. На нем установлен сверлильный патрон. Буровая головка может скользить вверх и вниз в соответствии с требованиями работы. Для передачи мощности от Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР Для передачи мощности от двигатель к шкиву и от шкива, механический мощность передается на сверлильную головку. Различные типы скорости могут быть созданы механизм конического шкива, а также зубчатая передача механизм.
- Механизм подачи:
В сверлильном станке мы используем электродвигатель, клиновой ремень и
шкив для передачи мощности от двигателя к
шпиндель.
Для движения буровой головки вверх и вниз мы используем
ручная, а также автоматическая подача с помощью электрического
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
ручная, а также автоматическая подача с помощью электрического
мотор.
Здесь также используется рейка и шестерня для преобразования
вращательное движение от электродвигателя или вручную к
прямолинейное движение.
- Шпиндель: Это круглый конический вал, который помогает удерживать сверло патрон Изготавливается из высокоуглеродистой хромистой стали или нержавеющая сталь или стальные сплавы. Передает вращательное движение от бурильной головки к сверлу. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР Передает вращательное движение от бурильной головки к сверлу. приспособления. На шпинделе имеется замочная скважина для смены сверлильный патрон. Шпиндель также может двигаться вверх и вниз с помощью реечного механизма.
- Чак:
Патрон установлен на нижнем конце шпинделя,
он держит сверлильный станок.
Здесь также предусмотрена замочная скважина для смены сверла
приспособления.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Сверлильные патроны, как правило, самоцентрирующиеся. В сверлильном станке мы используем трехкулачковый патрон.
Изготовлен из специальной легированной стали.
- Электродвигатель: В сверлильном станке мы используем однофазный переменный ток. мотор. Который может работать на оборотах 600-5000, а может быть больше для высокопроизводительного бурового станка. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Шкив или шестерни: Шкив или шестерни используются для передачи мощности, а также для получение разной скорости. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР В сверлильном станке мы используем коническую передачу для передачи мощности под углом 90 градусов. Итак, теперь мы собираемся узнать, как энергия передается в сверлильном станке.
- Как происходит передача энергии в
Дрель?
Передача мощности в сверлильном станке,
передавать мощность для его работы.
Эта мощность подается от электродвигателя.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Эта мощность подается от электродвигателя. Процесс передачи происходит с помощью
клинового болта и пары шкивов напротив
друг друга.
Скорость шпинделя фиксируется или регулируется
помощью шкивов.
- Типы сверлильных станков Ниже приведены 8 различных типов сверлильных станков. 1. Портативный сверлильный станок 2. Чувствительный сверлильный станок2. Чувствительный сверлильный станок а) Настольный чувствительный сверлильный станок б) Вертикальный сверлильный станок для напольной колонны 3. Вертикально-сверлильный станок а) Вертикальный сверлильный станок с круглой колонной б) Вертикальный сверлильный станок с коробчатой колонной Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 4. Радиально-сверлильный станок
а) Обычный сверлильный станок
б) Универсальный сверлильный станок
в) Полууниверсальный сверлильный станок
5. Станок для группового бурения
6. Многошпиндельный станок
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
6. Многошпиндельный станок
7. Автоматический сверлильный станок
8. Станок для глубокого сверления
а) Вертикальный станок для глубокого сверления
б) Горизонтальный станок для глубокого сверления
- 1. Портативный сверлильный станок Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР Этот тип сверлильных станков обычно используется в вся мастерская. Используется для сверления отверстий небольшого размера. Это управляется удерживанием в руке. Заготовка, где отверстие, которое нужно просверлить, зажимается в тисках.
- 2. Чувствительный сверлильный станок
Эти типы сверлильных станков используются для сверления небольших отверстий
диаметром от 0,35 мм до 15 мм. Эти машины
работать на более высокой скорости до 2000 об/мин.
Машина может быть установлена на скамейке или полу.
работа по сверлению начинается с подачи сверла в
заготовки исключительно ручным управлением.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
заготовки исключительно ручным управлением.
Это позволяет оператору чувствовать, как сверло режет
и, соответственно, он может контролировать давление подачи вниз. Поскольку оператор чувствует режущее действие в любой момент
его называют чувствительным сверлильным станком.
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 3. Вертикальное или вертикальное или столбчатое сверление Машина: Он больше по размеру и прочнее, чем чувствительное сверление машина. Применяется для бурения средних и крупных отверстия. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР отверстия. В зависимости от типа используемой колонки классифицируется как вертикально-сверлильные станки с круглыми и коробчатыми колоннами.
- КРУГЛАЯ КОЛОННА КОРОБКА КОЛОННА Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Пертикальный, вертикальный или столбчатый сверлильный станок предоставляется бесплатно.
стоит и имеет гораздо более тяжелую конструкцию, способную выдержать
сверла большего размера.
Он имеет тяжелую раму для поддержки более широкого спектра работ.
Высота стола регулируется, а мощность и скорость
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Высота стола регулируется, а мощность и скорость
корма доступны.
Большие сверла обычно имеют конический хвостовик,
внутри конусного отверстия на конце шпинделя. Эти конусы
стандартизированы как конусы Морзе.
- 4. Радиально-сверлильный станок Радиально-сверлильный станок является отдельно стоящим и заготовка фиксируется в положении на база. Он используется для тяжелых больших и тяжелых работа. Рычаг приводится в действие для высоты Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР Рычаг приводится в действие для высоты расположение. Сверлильная головка позиционируется с помощью моторизованные приводы и поперечные поворотные рука. Заготовка остается неподвижной основание машины или рабочий стол. Шпиндель станка перемещается в положение необходимый.
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 5. Станок для группового сверления
В сверлильном станке группового типа несколько
шпиндели/или станции монтируются на одном
длинный стол, как показано на рисунке. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
- 6. Многошпиндельный станок В многошпиндельном сверлильном станке есть несколько шпинделей, установленных на одной головке, что позволяет одновременное сверление большого количества отверстий. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 7. Автоматический сверлильный станок или числовой Сверлильный станок управления Сверлильный станок с числовым программным управлением может автоматическая смена инструмента с револьверной головкой или автоматический смены инструмента. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР смены инструмента. Скорости, подачи и положение стола контролируются с помощью компьютерная программа.
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 8. Станок для глубокого сверления
Это может быть как горизонтальный, так и вертикальный тип
машина.
В этом сверлильном станке деталь, которую нужно просверлить, вращается
и сверло, которое делает отверстие, остается неподвижным. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
и сверло, которое делает отверстие, остается неподвижным.
Глубокое сверление выполняется в таких компонентах, как
бочки, коленчатые валы, длинные валы и т. д.
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- СТАНОК ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Операции с буровыми станками 1. Бурение 2. Операция развертывания 3. Сверлильная операция 4. Операция встречного растачивания 5. Зенковка Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР 5. Зенковка 6. Точечная работа 7. Операция постукивания 8. Операция притирки 9. Шлифовка 10. Трепанация
- 1. Сверление
Сверление – это операция по изготовлению цилиндрического отверстия Сверление – это операция по получению цилиндрического отверстия
удалением металла с вращающейся кромки режущего
инструмент, называемый дрелью.
Точка сверления нажимается в этой центральной точке, чтобы
сделать необходимое отверстие. Бурение не дает
точное отверстие в заготовке и расположение отверстия
не идеально.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
- 2. Рассверливание Рассверливание — это точный способ определения размеров и отделки отверстие, которое было предварительно просверлено. Для того, чтобы закончить отверстие и чтобы довести его до точного размера, отверстие просверливается немного низкорослые. Развертка не может создать отверстие. Он просто следует за путь, который был ранее просверлен, и удаляет очень мало металла. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 3. Сверление
Увеличить отверстие с помощью регулируемой врезки Увеличить отверстие с помощью регулируемой врезки
инструмент с одной режущей кромкой. Это необходимо там, где
сверло подходящего размера недоступно или где отверстие
диаметр настолько велик, что его невозможно просверлить обычным способом.
Используется для точной отделки отверстия и доведения его до
необходимый размер. Для обработки внутренней поверхности отверстия уже
производится в литье. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
- 4. Зенковка Зенковка — это операция по расширению конца отверстие цилиндрически. отверстие цилиндрически. Инструмент, используемый для зенкерования, называется зенковкой. Зенковки выполняются прямыми или коническими. хвостовик для установки в сверлильный шпиндель. Инструмент управляется пилотом, который выходит за конец режущих кромок. Пилот помещается в маленьком зазор в отверстии по диаметру и поддерживает выравнивание инструмента. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 5. Зенковка
Зенкерование – это операция по изготовлению конуса.
фасонное расширение конца отверстия для обеспечения
имеется углубление для винта с плоской головкой или заклепки с потайной головкой
в отверстие.
Инструмент, используемый для зенкерования, называется зенкером.
Скорость резания при зенкеровании на 25% меньше, чем
что бурение. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
- 6. Точечная облицовка Точечная облицовка – это операция сглаживания и возведения в квадрат. поверхность вокруг отверстия под посадочное место под гайку или головка винта. Можно использовать зенковку или специальный точечный инструмент. занятых для этой цели. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 7. Постукивание Операция нарезания внутренней резьбы средствамиОперация нарезания внутренней резьбы средствами режущего инструмента, называемого метчиком. Метчик можно рассматривать как болт с точной резьбой вырезать на нем. Нити действуют как режущие кромки, которые закалены и отшлифованы. Когда метчик ввинчивается в отверстие, он удаляет металл и нарезает внутреннюю резьбу, которая будет соответствовать внешней нити одинакового размера. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 8. Притирка
Притирка – это операция по размеру и чистовой обработке небольшого
диаметр отверстия, уже затвердевшего путем удаления очень маленького
количество материала с помощью круга. Есть много видов
притирочные инструменты.
Обычно используются медные накладки. Колени подходят
отверстие и перемещается вверх и вниз во время вращения.
- 9. Шлифовка Операция шлифования может выполняться в машина для отделки закаленного отверстия. Шлифовальный круг вращается вместе со шпинделем и подается вверх и вниз. Для обработки поверхности можно выбрать подходящий шлифовальный круг. операция шлифования. Шлифовка также может быть выполнена правильно округлости отверстия. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- 10. Трепанация Трепание – это операция по изготовлению отверстия снятие металла по окружности выемки режущий инструмент. Инструмент напоминает полую трубку с режущими кромками на концах. на одном конце и сплошной хвостовик на другом для установки в сверло шпиндель. Это один из эффективных способов получения дыра. Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
- Представлено: К. САТИШКУМАР JTO/Правительство ITI/ТАНДЖАВУР
 Сверлильный станок используется для формирования отверстий различных
размеров на заказ, Сверление – удаление материала или резка
процесс, в котором инструмент использует сверло, чтобы вырезать отверстие
круглого сечения в твердых материалах.
Цель буровой машины
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
круглого сечения в твердых материалах.
Сверло представляет собой многоточечный режущий инструмент.
Мы также выполняем операции сверления на токарном станке, но сверлильный станок
сделано для этих конкретных буровых работ, поэтому там, где нам нужно большое количество буровых работ
операция мы идем для буровой машины.
Сверлильный станок используется для формирования отверстий различных
размеров на заказ, Сверление – удаление материала или резка
процесс, в котором инструмент использует сверло, чтобы вырезать отверстие
круглого сечения в твердых материалах.
Цель буровой машины
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
круглого сечения в твердых материалах.
Сверло представляет собой многоточечный режущий инструмент.
Мы также выполняем операции сверления на токарном станке, но сверлильный станок
сделано для этих конкретных буровых работ, поэтому там, где нам нужно большое количество буровых работ
операция мы идем для буровой машины. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР Скользящий стол установлен на колонне так, чтобы
стол может иметь движение вверх и вниз в соответствии с
нуждаться.
Скользящий стол установлен на колонне так, чтобы
стол может иметь движение вверх и вниз в соответствии с
нуждаться. Движение стола вверх и вниз может быть задано
вручную, а также с помощью какого-либо электрического механизма.
Мы используем реечный механизм для вертикального
момент стола.
Форма стола может быть прямоугольной или также
круговой.
Движение стола вверх и вниз может быть задано
вручную, а также с помощью какого-либо электрического механизма.
Мы используем реечный механизм для вертикального
момент стола.
Форма стола может быть прямоугольной или также
круговой. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
ручная, а также автоматическая подача с помощью электрического
мотор.
Здесь также используется рейка и шестерня для преобразования
вращательное движение от электродвигателя или вручную к
прямолинейное движение.
САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
ручная, а также автоматическая подача с помощью электрического
мотор.
Здесь также используется рейка и шестерня для преобразования
вращательное движение от электродвигателя или вручную к
прямолинейное движение. В сверлильном станке мы используем трехкулачковый патрон.
Изготовлен из специальной легированной стали.
В сверлильном станке мы используем трехкулачковый патрон.
Изготовлен из специальной легированной стали. Процесс передачи происходит с помощью
клинового болта и пары шкивов напротив
друг друга.
Скорость шпинделя фиксируется или регулируется
помощью шкивов.
Процесс передачи происходит с помощью
клинового болта и пары шкивов напротив
друг друга.
Скорость шпинделя фиксируется или регулируется
помощью шкивов. Станок для глубокого сверления
а) Вертикальный станок для глубокого сверления
б) Горизонтальный станок для глубокого сверления
Станок для глубокого сверления
а) Вертикальный станок для глубокого сверления
б) Горизонтальный станок для глубокого сверления Поскольку оператор чувствует режущее действие в любой момент
его называют чувствительным сверлильным станком.
Поскольку оператор чувствует режущее действие в любой момент
его называют чувствительным сверлильным станком.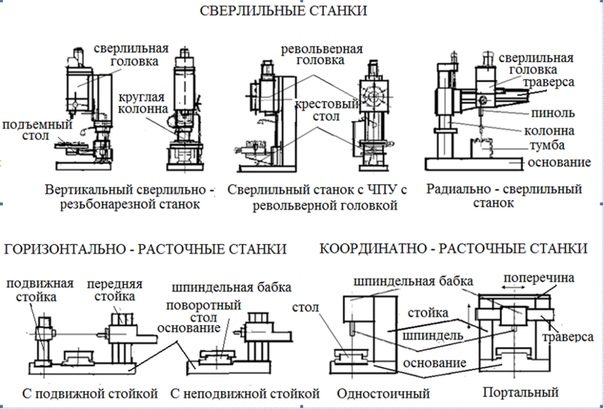 САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Высота стола регулируется, а мощность и скорость
корма доступны.
Большие сверла обычно имеют конический хвостовик,
внутри конусного отверстия на конце шпинделя. Эти конусы
стандартизированы как конусы Морзе.
САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Высота стола регулируется, а мощность и скорость
корма доступны.
Большие сверла обычно имеют конический хвостовик,
внутри конусного отверстия на конце шпинделя. Эти конусы
стандартизированы как конусы Морзе.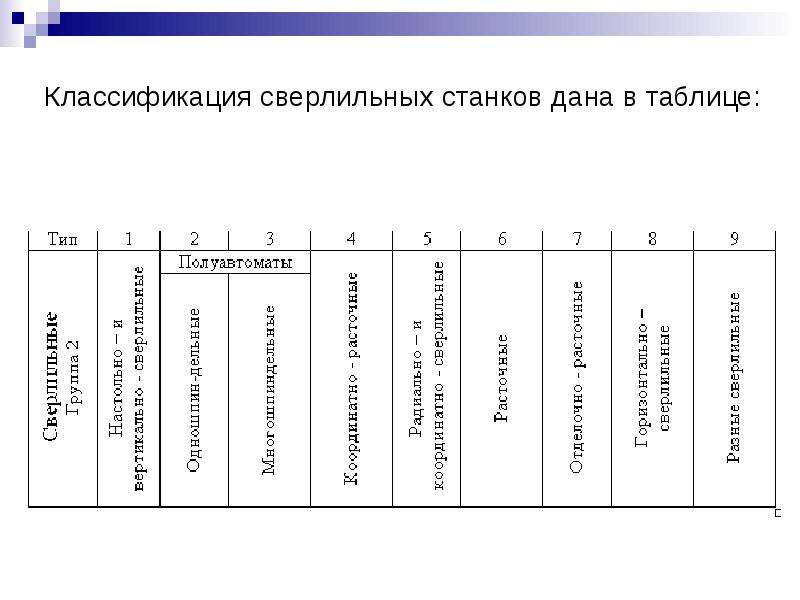 Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
и сверло, которое делает отверстие, остается неподвижным.
Глубокое сверление выполняется в таких компонентах, как
бочки, коленчатые валы, длинные валы и т. д.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
и сверло, которое делает отверстие, остается неподвижным.
Глубокое сверление выполняется в таких компонентах, как
бочки, коленчатые валы, длинные валы и т. д.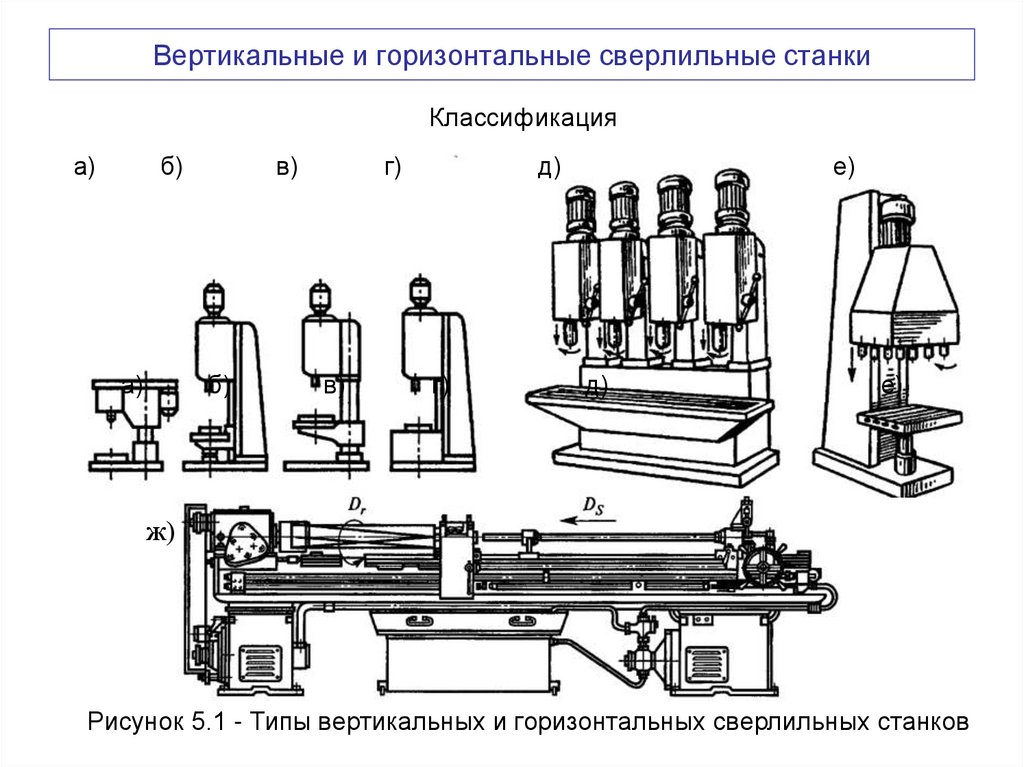 Бурение не дает
точное отверстие в заготовке и расположение отверстия
не идеально.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Бурение не дает
точное отверстие в заготовке и расположение отверстия
не идеально.
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР Для обработки внутренней поверхности отверстия уже
производится в литье. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Для обработки внутренней поверхности отверстия уже
производится в литье. Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР
Представлено: К. САТИШКУМАР
JTO/Правительство ITI/ТАНДЖАВУР Есть много видов
притирочные инструменты.
Обычно используются медные накладки. Колени подходят
отверстие и перемещается вверх и вниз во время вращения.
Есть много видов
притирочные инструменты.
Обычно используются медные накладки. Колени подходят
отверстие и перемещается вверх и вниз во время вращения.Реклама
Код ТН ВЭД 846595- Тарифная классификация
Коды ТН ВЭД
Ваши коды ТН ВЭД определяют соответствие требованиям, допустимость и преимущества цепочки поставок, которые вы можете получить. Узнайте, как точная классификация может защитить ваши финансы и открыть более совершенную стратегию.
Узнайте, как точная классификация может защитить ваши финансы и открыть более совершенную стратегию.
Поиск товаров
Согласованный тарифный план США
Тарифные ставки США
Заголовок/
Описание товара
Единица количества
90 002 ОбщийСпециальные
Заголовок/Подзаголовок
8465.95.00Описание изделия
Сверлильные или долбежные станки
Единица количества
Общие 900 03 3%
Специальный
Бесплатно (A,AU,BH,CL, CO,D,E,IL,JO,KR,MA,OM,P,PA,PE,S,SG)
Заголовок/подзаголовок
Описание изделия
Для деревообработки
Единица количества
Общие
Специальные
Заголовок/подзаголовок
Описание изделия
Бывшее в употреблении или восстановленное
Единица количества
Общий
Специальный
Заголовок/Подзаголовок
8465.95.00.05 9000 3Артикул Описание
Расточные станки с числовым программным управлением
Единица количества
№Общее
Специальный
Заголовок/Подзаголовок
8465. 95.00.10
95.00.10Описание изделия
Прочее
Единица количества
№Общий
Специальный
Заголовок/Подзаголовок
Описание изделия
Прочее
Единица количества
Общий
Специальный
Заголовок /Подсубпозиция
Описание изделия
Сверлильные станки
Единица количества
Общее
Специальный
Заголовок/Подзаголовок
8465.95.00.20Описание изделия
Цифровой контроль
Единица количества
№Общий
Специальный
Заголовок/Подзаголовок
Описание изделия
Прочее
Единица количества
Общий
Специальный
Заголовок/Подзаголовок
8465.95.00.35Описание товара
Стоимость менее 3000 долларов США каждый
Единица количества
№Общий
Специальный
Заголовок/подзаголовок
8465.95.00.45Описание изделия
Прочее
Единица количества
№Общее
Специальное
Заголовок/подзаголовок
Описание изделия
Прочие буровые машины
Единица количества
Общий
Специальный
Заголовок/Подзаголовок
8465.