3.2. Устройство токарно-винторезного станка
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков этого типа практически одинакова. Станок имеет следующие основные сборочные единицы (рис. 18):
Рис. 18 . Токарно-винторезный станок
– станину 7, на которой монтируются все механизма станка;
– переднюю (шпиндельную бабку) 2, в которой размещают коробку скоростей, шпиндель и другие элементы;
– коробку подач 1, передающие движение от шпинделя к суппорту 11 с необходимым передаточным числом с помощью ходового винта 8 при нарезании резьбы или ходового вала 9 при обработке других поверхностей;
– фартук 10, в котором вращение винта 8 или вала 9 преобразуется в поступательное движение суппорта 11 с инструментом;
–
заднюю бабку 5, в пиноли которой может
быть установлен центр для поддержки
обрабатываемой заготовки или осевой
инструмент (сверло, развертка и т. п.) для
обработки центрального отверстия в
заготовке, закрепленной в патроне;
п.) для
обработки центрального отверстия в
заготовке, закрепленной в патроне;
– суппорт 11 служит для закрепления режущего инструмента в резцовой каретке и сообщения ему движения подачи. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6 станка. По направляющим нижних салазок, в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
Легкие токарные станки применяют в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускают как с механической подачей, так и без нее.
На
средних станках производят 70…80 % общего
объема токарных работ Эти станки
предназначены для чистовой и получистовой
обработки, а также для нарезания резьб
разных типов и характеризуются высокой
жесткостью, достаточной мощностью и
широким диапазоном частот вращения
шпинделя и подач инструмента, что
позволяет обрабатывать детали на
экономичных режимах с применением
современных прогрессивных инструментов
из твердых сплавов и сверхтвердых
материалов. Средние станки оснащают
различными приспособлениями, расширяющие
их технологические возможности,
облегчающими труд рабочего и позволяющими
повысить качество обработки; они имеют
достаточно высокий уровень автоматизации.
Средние станки оснащают
различными приспособлениями, расширяющие
их технологические возможности,
облегчающими труд рабочего и позволяющими
повысить качество обработки; они имеют
достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяют в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Одной из широко распространенных моделей токарно-винторезных станков является модель 16К20. Данный станок предназначен для выполнения различных токарных, сверлильно-расточных и резьбонарезных работ.
Кинематическая схема вышеуказанного станка приведена на рис. 19.
Главное
движение –
вращение шпиндель получает от
электродвигателя М1 (N = 10 кВт; n = 1460 мин-1)
через клиноременную передачу
и коробку скоростей. Фрикционная муфтаслужит для включения, выключения и
изменения направления вращения шпинделя.
Кинематическое уравнение цепи для правого вращения можно записать:
При правом вращении шпиндель получает 24 значения частот вращения. Практически же шпиндель имеет 22 частоты вращения, так как значения n = 500 мин-1 и n = 630 мин-1 повторяются дважды.При левом вращение кинематическое уравнение цепи главного движения будет иметь вид
Привод подач состоит из звена увеличения шага, механизма реверса, гитары сменных колес, коробки подач и механизма передач фартука. Движение подачи осуществляется или непосредственно от шпинделя через пару зубчатых колес , как показано на схеме (нормальное соединение) или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения:
; .
Для
изменения направления ходового винта
служит реверсивный механизм.
Коробка подач имеет две основные кинематические цепи, из которых одна служит для нарезания метрических резьб, а вторая для нарезания дюймовых резьб.
Нарезание метрических резьб со стандартным шагом осуществляется по кинематической цепи:
.
Для нарезания дюймовой резьбы с шагом Р (для дюймовой
резьбы , где- число ниток на) уравнение кинематической цепи имеет вид
Уравнение кинематической цепи от шпинделя к ходовому винту для нарезания резьбы повышенной точности с шагом Р имеет вид
. Кинематическая
цепь подачи, связывающая, шпиндель с
ходовым валом, должна обеспечивать за
один оборот шпинделя перемещение
суппорта на величину подачи S. Общие уравнения кинематических цепей
подач следующие:
Общие уравнения кинематических цепей
подач следующие:
– для продольной подачи
– для поперечной подачи
Быстрые перемещения суппорта осуществляются от отдельного электродвигателя (1 кВт;1360 мин-1), расположенного с правой части станины станка.
«Виды токарных станков. Классификация токарных станков. Технологические возможности.Основные параметры. Токарно-винторезный станок, токарно-револьверный станок. Токарные станки с ЧПУ»
- Вы здесь:
- Главная /
- «Виды токарных станков. Классификация токарных станков. Технологические возможности.Основные параметры. Токарно-винторезный станок, токарно-револьверный станок. Токарные станки с ЧПУ»
 org/ListItem”>
Новости
/
org/ListItem”>
Новости
/«Виды токарных станков. Классификация токарных станков. Технологические возможности.Основные параметры. Токарно-винторезный станок, токарно-револьверный станок. Токарные станки с ЧПУ»
- Категория (ru-ru)
- Просмотров: 73
10 март 2017 года приглашаем профессорско-преподавательский состав университета на открытый урок по дисциплине «Устойство и назначение металлорежущих станков» на тему «Виды токарных станков. Основные движения токарных станков и методы формообразования» Лектор – ст. преподаватель Ибрагимова З.А.
Основные движения токарных станков и методы формообразования» Лектор – ст. преподаватель Ибрагимова З.А.
Календарь
| Пн | Вт | Ср | Чт | Пт | Сб | Вс |
| 27 | 28 | 29 | 30 | 31 | 1 | 2 |
| 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 17 | 18 | 19 | 20 | 21 | 22 | 23 |
| 24 | 25 | 26 | 27 | 28 | 29 | 30 |
– Liberty Machinery
Что он делает? Как я могу его использовать? Почему это поможет мне?
Автоматический токарно-винторезный станок — это особый тип токарного станка, который обычно используется для обработки мелких и средних деталей из пруткового проката различных размеров.
Существует два основных типа винтовых автоматов: Brown & Sharpe или Turret-type и Swiss-type . Каждый может иметь от 1 до 8 шпинделей.
Винтовой станок Brown & Sharpe/Turret типа больше не производится, но по-прежнему используется в сотнях ремонтных мастерских благодаря своей надежности и длительному сроку службы. Он кулачковый.
Винтовой станок швейцарского типа невероятно точен и способен выдерживать допуски с точностью до нескольких микрометров. Большинство швейцарских станков имеют вспомогательный шпиндель с приводным инструментом и направляющую втулку рядом с режущими инструментами для дополнительной жесткости.
Один оператор может одновременно контролировать несколько различных винтовых автоматов, вмешиваясь только при настройке и переналадке. Многошпиндельные винтовые станки намного быстрее, так как каждый шпиндель выполняет свою работу одновременно и независимо. Станки могут достигать большей точности, чем другие типы токарных станков, благодаря использованию в них направляющей втулки и цангового патрона, которые уменьшают пространство между заготовкой и инструментом и, таким образом, повышают жесткость и точность.
Чтобы получить ответы на свои вопросы или дополнительную информацию о винтовых станках, позвоните в Liberty по телефону 847-276-2761 или отправьте нам электронное письмо по адресу [email protected].
Liberty Machinery покупает и продает все типы винтовых станков.
Мы являемся вашим надежным поставщиком высококачественных винтовых станков и другого подержанного оборудования.
Купите винтовую машину Продайте свою винтовую машину
Описание процесса: Как это работает?
Винтовой станок изначально был разработан для производства винтов, в котором прутковый материал прочно удерживается в подвижной передней бабке и вращается против неподвижного режущего инструмента. Независимо от того, работает ли он с ЧПУ или кулачком, винтовой станок будет иметь следующие компоненты: основание, переднюю бабку, полый рабочий шпиндель, передний салазок, задний салазок и револьверную головку. У многих также будет инструмент для окончательной обработки концов.
Независимо от того, работает ли он с ЧПУ или кулачком, винтовой станок будет иметь следующие компоненты: основание, переднюю бабку, полый рабочий шпиндель, передний салазок, задний салазок и револьверную головку. У многих также будет инструмент для окончательной обработки концов.
Общие отрасли промышленности:
Автоматический винтовой станок универсален и используется практически во всех отраслях промышленности, особенно для очень маленьких или тонких деталей. Винтовой станок швейцарского типа широко используется в медицинской и ортопедической промышленности для изготовления прецизионных деталей.
Общие процессы:
Стержни Шпильки
Основные производители винтовых станков
Acme Gridley, Browne & Sharpe, Citizen, Conomatic, Davenport, Glidemeister, Hardinge, Index, Miyano, New Britain, Star, Tornos, Traub
Продайте свою винтовую машину
Liberty всегда ищет бывшие в употреблении винтовые станки , чтобы купить их для инвентаря. Свяжитесь с нами и сообщите, что у вас есть на продажу. Мы будем рады дать вам бесплатную цитату.
Свяжитесь с нами и сообщите, что у вас есть на продажу. Мы будем рады дать вам бесплатную цитату.
Подержанный винтовой станок в нашем ассортименте
Нажмите ниже, чтобы увидеть наши текущие запасы и запросить бесплатное предложение. Кто-то свяжется очень скоро.
Посмотрите наши бывшие в употреблении машины для продажи.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Каталожные номера:
- Джордж Шнайдер-младший, Применение режущих инструментов (Фармингтон-Хиллз, Мичиган: ASM International, 2002).
- Джеймс Бралла, Справочник по производственным процессам, 90-91. http://www.thomasnet.com/articles/custom-manufacturing-fabricating/cnc-turning-swiss-machines.
История обработки винтов и оборудования
Опубликовано автором SheldonPrecisionLLC
Винтовой станок — это тип токарного станка, используемый для точной обработки твердых материалов (обычно металла) в специально разработанные компоненты. Как правило, это оборудование работает за счет вращения заготовки на высоких скоростях и позволяет обрабатывать ее различными сменными режущими инструментами. Винтовые машины могут вводить в заблуждение термин для этой машины, поскольку они используются для производства ряда различных компонентов в дополнение к винтам. Резьбовые детали составляют лишь небольшую часть изделий, изготавливаемых этими типами машин.
До 1840-х годов «обработка винтов» использовалась для обозначения любого процесса, связанного с изготовлением винтов. Когда Стивен Финч представил револьверный токарный станок в 1845 году, его назвали «винтовым станком». В 1860 году Джозеф Р. Браун усовершенствовал оригинальный револьверный токарный станок, который в то время управлялся вручную, модернизировав его, и теперь движения станка можно было механически автоматизировать с использованием барабанных банок. В то время эти машины были теперь известны как автоматические винтовые машины, а более ранние версии назывались ручными винтовыми машинами.
В то время эти машины были теперь известны как автоматические винтовые машины, а более ранние версии назывались ручными винтовыми машинами.
В 1950-х годах были достигнуты дальнейшие успехи, поскольку процесс обработки стал автоматизированным с компьютеризированным управлением. Эти машины были теперь известны как винтовые станки с ЧПУ и теперь были частью того же семейства автоматических винтовых станков. Сегодня термин «автоматическая винтовая машина» относится к любой винтовой машине, которая работает практически без человеческого труда.
Типы технологии обработки винтов
Револьверные станки
Револьверные станкибыли первыми типами винтовых станков. Впервые они были использованы в середине 40-х гг. 19 в. для серийного производства винтов ударных замков 30 тыс. пистолетов по госконтракту. Револьверные станки состоят из ч
револьверные головки с горизонтальным или вертикальным вращением, оснащенные различными режущими инструментами, продвигающимися к вращающейся заготовке.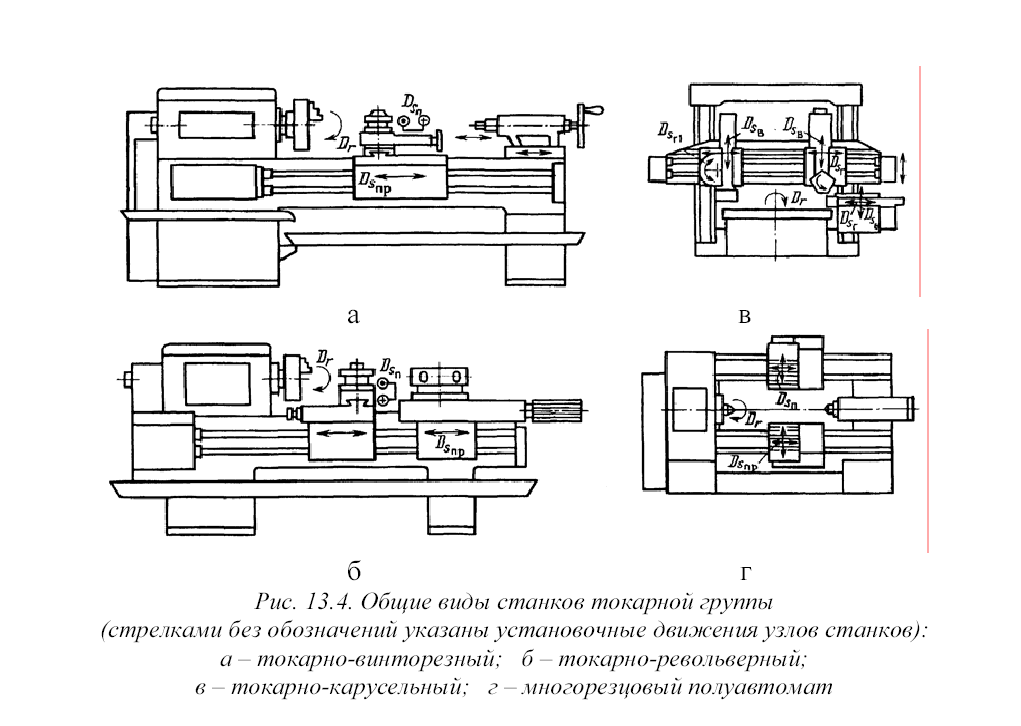 Как только один инструмент завершает свою работу, револьверная головка сдвигается назад и индексирует револьверную головку, чтобы применить к заготовке другой инструмент. Когда все инструменты на револьверной головке придали форму заготовке, конечный продукт высвобождается, и на шпиндель добавляется еще одна заготовка. Ранее ручные версии токарно-револьверных станков больше не использовались и были заменены более автоматизированными методами обработки.
Как только один инструмент завершает свою работу, револьверная головка сдвигается назад и индексирует револьверную головку, чтобы применить к заготовке другой инструмент. Когда все инструменты на револьверной головке придали форму заготовке, конечный продукт высвобождается, и на шпиндель добавляется еще одна заготовка. Ранее ручные версии токарно-револьверных станков больше не использовались и были заменены более автоматизированными методами обработки.
Винтовые/токарные станки с кулачковым приводом
Винтовые станки с кулачковым приводом механически автоматизированы с помощью ряда дисковых кулачков. Они стали популярными в конце 1860-х годов, и вращающиеся кулачки преобразуют вращательное движение в линейное. Когда кулачок вращается, линейное движение используется для продвижения режущих инструментов к вращающейся заготовке. Это был первый тип автоматической винтовой машины. Станки с кулачковым приводом в настоящее время в значительной степени заменены станками с ЧПУ, но продолжают широко использоваться во многих производственных цехах.
Токарные станки с ЧПУ/токарные центры с ЧПУ
В винтовом станке с ЧПУ режущие инструменты управляются компьютерными программами. Токарные станки с ЧПУ/токарные станки с ЧПУ также относятся к семейству винтовых автоматических станков, но вместо того, чтобы полагаться на кулачки для управления приближением режущих инструментов, движение управляется электронным способом с помощью программируемого пользовательского ввода. Токарные станки с ЧПУ стали популярными в 1950-х годах и являются одними из самых популярных автоматических станков с их вытесненными токарными станками с кулачковым приводом. Токарные станки с ЧПУ известны своей повышенной точностью и точностью, а также быстрой скоростью зависания работы.
Швейцарские винтовые станки
Швейцарские винтовые станки представляют собой автоматические винтовые станки, состоящие из скользящей передней бабки и направляющей втулки. Заготовка закрепляется в передней бабке цангой, которая зажимает заготовку и вращает ее шпинделем. Режущие инструменты перемещаются внутрь и наружу, чтобы обрезать стержень по диаметру и формировать общее поперечное сечение, в то время как передняя бабка перемещается вперед и назад, чтобы создать желаемую длину. В 1960-х годах первые станки Swiss Screw были автоматизированы с помощью вращающихся кулачков, а версии с ЧПУ стали более широко доступными в 1919 году.70-е годы. На сегодняшний день швейцарские винтовые станки являются одним из самых популярных видов технологии обработки винтов.
Режущие инструменты перемещаются внутрь и наружу, чтобы обрезать стержень по диаметру и формировать общее поперечное сечение, в то время как передняя бабка перемещается вперед и назад, чтобы создать желаемую длину. В 1960-х годах первые станки Swiss Screw были автоматизированы с помощью вращающихся кулачков, а версии с ЧПУ стали более широко доступными в 1919 году.70-е годы. На сегодняшний день швейцарские винтовые станки являются одним из самых популярных видов технологии обработки винтов.
Многошпиндельные винтовые станки/токарные станки
Эти типы винтовых станков имеют несколько шпинделей, которые удерживают, вращают и формируют несколько заготовок одновременно. Шпиндели установлены на вращающемся барабане, который продвигает детали к различным режущим инструментам в разных местах. Операции, необходимые для завершения детали, распределяются между режущими инструментами таким образом, что один оборот барабана позволяет произвести готовое изделие. Многошпиндельные винтовые станки могут работать как с кулачком, так и с ЧПУ и обычно используются на современных производственных предприятиях, где решающее значение имеют массовое производство и повторяемая точность.
Винтовые машины сквозь века
С момента появления винтовых станков более 150 лет назад произошло несколько изменений и усовершенствований. Ручные методы устарели и заменены кулачковой и ЧПУ-автоматизацией. Хотя станки с ЧПУ используются чаще и имеют много преимуществ по сравнению с механической кулачковой автоматизацией, станки с кулачковым приводом по-прежнему используются во многих типах обработки. Наилучший вариант того, какую машину использовать, будет зависеть от специфики работы, которую необходимо выполнить, и имеющегося приложения.
В Sheldon Precision мы используем сочетание станков с ЧПУ и швейцарских винтовых станков с кулачковым приводом, включая Escomatic, Tornos, Star с ЧПУ, фрезерное и вторичное оборудование, а также передовые системы контроля. С 1969 года компания Sheldon Precision имеет возможность и опыт в производстве компонентов из широкого спектра материалов. Наш опыт и строгие стандарты контроля качества гарантируют, что компоненты высочайшего качества могут быть изготовлены из стали, нержавеющей стали, алюминия, латуни, меди и титана.