Токарные станки с ЧПУ – классификация, маркировка
Каждой модели токарного станка (кроме специального оборудования) присваивается определенное обозначение (номер), состоящее из цифр и букв, по которым можно определить его основные признаки в соответствии с общепринятой в России классификацией.
По классификатору станков, принятому в станкостроении, токарные станки относятся к первой группе.
Группа содержит в себе девять подгрупп, которые разделяют станки по технологическому признаку на:
- токарные одношпиндельные автоматы и полуавтоматы;
- токарные многошпиндельные автоматы и полуавтоматы;
- токарно-револьверные станки;
- сверлильно-отрезные станки;
- токарно-карусельные станки;
- токарные, в том числе токарно-винторезные и лобовые станки;
- токарные многорезцовые станки;
- специализированные токарные станки.
- разные.
По степени специализации токарные станки подразделяются на:
- Универсальные — это станки, на которых возможно выполнение различных операций на деталях широкой номенклатуры.

- Специализированные — это станки, на которых возможно выполнение ограниченного числа операций на деталях одного наименования.
- Специальные станки — это станки, предназначенные для выполнения ограниченного числа операций на детали одного типоразмера.

По точности токарные станки подразделяются на пять классов точности:
- Класс Н – станки нормальной точности.
- Класс П – станки повышенной точности.
- Класс В – станки высокой точности, полученной за счет специальной конструкции отдельных узлов, точности деталей и качества сборки.
- Класс А – станки особо высокой точности применяется в основном для финишной и суперфинишной обработки деталей.
- Класс С – спец-мастер станок применяются в основном для изготовления эталонных мер длины контрольно-измерительных устройств и машин.
По степени автоматизации:
- ручной — нужны команды рабочего;
- полуавтомат — человек нужен только для наладки, установки и снятия заготовки;
- автомат — без участия рабочего от установки детали;
- станки с ЧПУ — полуавтомат или автомат, управляемый по заранее составленной и легко заменяемой программе.
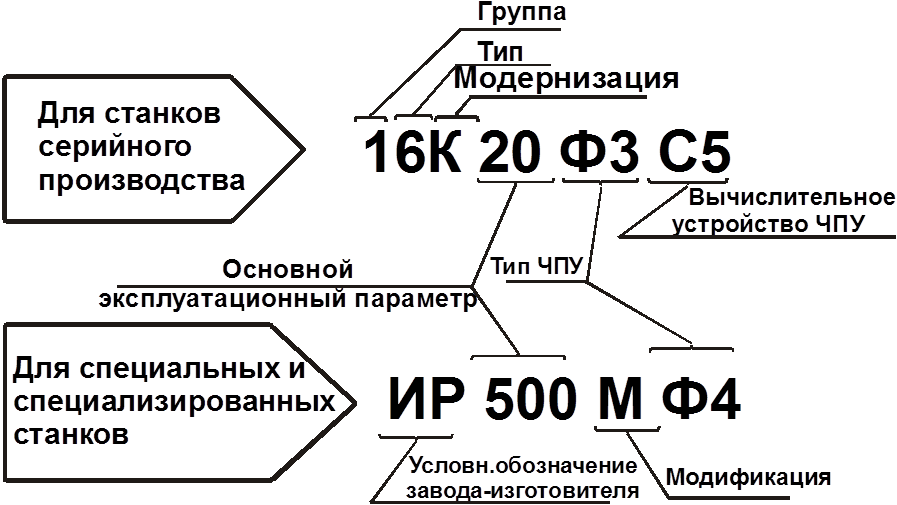
Токарные станки с числовым программным управлением ЧПУ обозначаются индексами в конце шифра станка:
- Ц – цикловое программное управление
- Т – оперативная система управления
- Ф1 – цифровая индикация
- Ф2 – числовое позиционное программное управление
- Ф3 – контурная система ЧПУ
- Ф4 и Ф5 – комбинированные системы ЧПУ (многоцелевые станки)
Таким образом, при обозначении модели (шифра) станка токарной группы:
- Первая цифра — указывает группу станка,
- Вторая цифра — указывает тип токарного станка,
- Последующие цифры — как правило, показывают технологический параметр станка, а именно максимальный диаметр обрабатываемой детали, высоту центров и др.,
- Буква после первой или второй цифры — может символизировать поколение станка, завод-изготовитель или модификацию,
- Буква, поставленная в конце шифра — может указывать на усовершенствование базовой модели или класс точности станка.

Рассмотрим примеры:
- 16Д20П — токарно-винторезный станок повышенной точности;
- 1Г340ПЦ — токарно-револьверный станок с горизонтальной головкой, повышенной; точности, с цикловым программным управлением;
- 16К20ФЗ — токарный станок с контурной системой числового программного управления;
- 1713Ц – токарный многорезцово-копировальный полуавтомат с цикловой системой программного управления (ПУ).
У нас вы можете закзать токарные работы.
Классификация токарных станков: автоматы и полуавтоматы
По классификатору станков, принятому в СССР, токарные автоматы и полуавтоматы входят в первую группу – токарные станки. При обозначении модели автомата и полуавтомата первая цифра 1 указывает группу станков. Вторая цифра указывает тип автомата и полуавтомата. Последующие цифры, как правило, указывают технологический параметр – максимальный диаметр обрабатываемого прутка или диаметр штучной заготовки. Буква после первой или второй цифры может символизировать поколение станка, завод-изготовитель или модификацию. Буквы, поставленные в конце цифрового обозначения, указывают на принадлежность станка к автоматам или полуавтоматам. Цифра в конце цифрового обозначения, поставленная через тире, означает количество шпинделей автомата или полуавтомата. Ниже приведем примеры, как в зависимости от классификации токарного станка
Буква после первой или второй цифры может символизировать поколение станка, завод-изготовитель или модификацию. Буквы, поставленные в конце цифрового обозначения, указывают на принадлежность станка к автоматам или полуавтоматам. Цифра в конце цифрового обозначения, поставленная через тире, означает количество шпинделей автомата или полуавтомата. Ниже приведем примеры, как в зависимости от классификации токарного станка
Приведем несколько примеров обозначения токарных автоматов и полуавтоматов: 1106, 11Ф16, 11Ф25, 11Ф40, 11Б32 – фасонно-отрезные автоматы.
- первая цифра 1 – группа токарных станков;
- вторая цифра 1 – тип одношпиндельных автоматов;
- буквы Б и Ф – поколение;
- 06, 16, 25, 40, 32 – технологические параметры.
Модели 1103, 1103А, 1P103, 1A10П, 1Б10А, 1Б10В, 1П12, 1П16, 1125 – автоматы продольного точения4
- первая цифра 1 – группа токарных станков;
- вторая цифра 1 – тип одношпиндельных автоматов;
- буквы А, Б, П, Р – поколение или модификация;
- последние буквы – усовершенствование базовой модели.

У автоматов 1П12, 1П16, 1125 цифры 12, 16, 25 указывают технологический параметр – максимальный диаметр обрабатываемого прутка (мм).
Модели 1Д112, 1Д118, 1A136, 1Б112, 1Б118, 1Б124, 1Б125, 1Б136, 1Б140 – токарно-револьверные автоматы:
- первая цифра 1 – группа токарных станков;
- вторая цифра 1 – тип одношпиндельных автоматов;
- буквы А, Б, Д – поколение или модификация;
- цифры 12, 18, 24, 25, 36, 40 – технологический параметр – максимальный диаметр обрабатываемого прутка.
Модели 1A225-6, 1А240-6, 1А290-6, 1Б225-6, 1Б240-6, 1Б265-6, 1Б290-6 – горизонтальные многошпиндельные автоматы:
- первая цифра 1 – группа токарных станков;
- вторая цифра 2 – тип многошпиндельных автоматов;
- цифры 25, 40, 65, 90 – технологический параметр – максимальный диаметр обрабатываемого прутка;
- буквы А, Б – поколение или модификация;
- цифра 6 – число шпинделей (их может быть шесть, четыре и восемь).
Модели 1Б225П-6, 1Б240П-6, 1Б265П-6, 1Б290П-6, 1A240П-6 – горизонтальные многошпиндельные полуавтоматы:
- первая цифра 1 – группа токарных станков;
- вторая цифра 2 – тип многошпиндельных полуавтоматов;
- цифры 25, 40, 65, 90 – технологический параметр: максимальный диаметр обрабатываемого прутка;
- буква П – полуавтомат; 6 – число шпинделей (их может быть шесть, четыре и восемь).

Модели 1К282, 1284, 1Б284 – многошпиндельные вертикальные полуавтоматы
- первая цифра 1 – группа токарных станков;
- вторая цифра 2 – тип многошпиндельных полуавтоматов;
- цифры 82, 84 – технологический параметр;
- буквы К и Б – поколение станка.
Классификация токарных станков предполагает различие по точности автоматов и полуавтоматов (это пять классов точности: Н, П, B, A и C). То же можно сказать и о делении автоматов и полуавтоматов по массе.
Какие бывают токарные станки?
Знания
Токарные станки могут выполнять точную обработку, и различные типы токарных станков имеют соответствующие функции.
Опубликовано: 24 марта 2020 г.
- Классификация токарных станков
- Как вы делите размер двигателя токарного станка?
Классификация токарных станков
Токарные станки можно условно разделить на три типа: токарные станки с двигателями, токарные станки с револьверной головкой и специальные токарные станки.
Базовый токарный станок с двигателем используется для большинства токарных станков, с небольшими настольными или переносными станками, или большими вертикальными столами, стоящими на полу.
Этот тип станка обычно используется в ремонтной мастерской на месте, которая может адаптироваться к различным операциям для выполнения токарных работ по обработке. Револьверные станки или специальные токарные станки часто используются для серийного производства или производственных цехов специального назначения.
Как разделить размер двигателя токарного станка?
Размер токарного станка определяется самой большой заготовкой, которую можно обработать. Максимальный размер, который можно обработать, также учитывает диаметр заготовки при ее вращательном движении и длину расстояния от центра токарного станка. Поэтому легкие токарные станки с настольным двигателем, прецизионные токарные станки и токарные станки с зазором (также известные как удлиненные токарные станки) классифицируются в зависимости от размера.
Легкий настольный токарный станок, представляющий собой небольшой токарный станок, установленный на столе, имеет небольшой угол поворота и может выполнять большую часть обработки, но возможности обработки ограничены размером заготовки.
Прецизионные токарные станки также являются обычными стандартными токарными станками, которые могут выполнять все виды токарной обработки, включая токарную обработку, расточку, сверление, развертывание, изготовление резьбовых винтов, конусную токарную обработку, накатку и т. д., а также могут использоваться для специальных операций резания. Возможна высокоточная токарная обработка, а обрабатываемые детали имеют диаметр 25 дюймов и длину 200 дюймов.
Опубликовано 24 марта 2020 г. Источник: americanmachinetools
Дальнейшее чтение
- Что такое червячная передача?
- Что такое чипформирование?
- Что такое обработка шлифовального станка и его компоненты шлифовального станка?
- Что такое Чак?
- Технические требования и особенности применения шпинделя токарного станка
- Каковы преимущества технологии обработки фрезерных станков?
- Каковы различные типы операций бурового станка?
- Что такое фреза и ее классификация?
- Что такое процесс гибки?
- В чем разница между токарным, фрезерным, сверлильным, шлифовальным, сверлильным, строгальным станком, перфоратором?
- Обзор интеллектуального производства в Сингапуре и тенденции развития станкостроения
Актуальная тема
Вас также может заинтересовать .
 ..
..Заголовок
Знание
Знаете ли вы о селективном лазерном спекании 3D-печати?
Селективное лазерное спекание — это технология аддитивного производства, при которой мелкие частицы полимерного порошка спекаются в трехмерную трехмерную структуру с помощью мощного лазерного излучения; таким образом, это также называется 3D-печатью с селективным лазерным спеканием или 3D-печатью SLS.
Заголовок
Знание
Краткое руководство по автоматизированному управляемому транспортному средству (AGV)
Во время работы фабрики поток материалов определяет эффективность производства фабрики. В последнее время на производственных линиях постепенно добавлялось оборудование для автоматизации, но подача материалов на производственную линию и обратно по-прежнему зависит от ручных операций. Это часто приводит к нестабильной логистике и прерыванию производственного потока. Чтобы избежать перебоев в поставках и сократить складские и производственные площади, технология Automated Guided Vehicle (AGV) предлагает беспилотное решение для управления.
В последнее время на производственных линиях постепенно добавлялось оборудование для автоматизации, но подача материалов на производственную линию и обратно по-прежнему зависит от ручных операций. Это часто приводит к нестабильной логистике и прерыванию производственного потока. Чтобы избежать перебоев в поставках и сократить складские и производственные площади, технология Automated Guided Vehicle (AGV) предлагает беспилотное решение для управления.
Заголовок
Знание
Типы процессов производства пластмасс
Пластмассовые изделия можно увидеть повсюду в повседневной жизни, и различные пластмассовые изделия изготавливаются с помощью различных технологий обработки. Производство пластмасс — это процесс превращения пластика в полуфабрикаты или продукты, имеющие практическую ценность. Производство пластмасс обычно включает в себя первичную и вторичную переработку пластмасс.
Производство пластмасс обычно включает в себя первичную и вторичную переработку пластмасс.
Заголовок
Знание
Как роботы с искусственным интеллектом повлияют на обрабатывающую промышленность?
Искусственный интеллект принес новое поколение технологий робототехники: Robotics 2.0. Основной задачей является переход от исходных методов ручного программирования к истинно автономному обучению. Столкнувшись с этой проблемой инноваций в робототехнике с искусственным интеллектом, как обрабатывающая промышленность Тайваня может наилучшим образом воспользоваться этой возможностью?
Заголовок
Знание
Знаете ли вы о цепочке поставок полупроводников?
Цепочка поставок полупроводников включает в себя все виды производства полупроводников и отраслей проектирования, таких как производство ИС, упаковка и тестирование ИС, проектирование ИС и производство дискретных компонентов.
Заголовок
Знание
Какие существуют типы электрических линейных приводов?
В связи с непрерывным развитием отрасли производства линейных приводов и непрерывным расширением областей применения линейных приводов глобальный спрос на линейные приводы быстро растет. В 2019 году, мировой рынок линейных приводов превысил 15 миллиардов юаней.
Заголовок
Знание
Каковы распространенные типы пластикового оборудования в индустрии пластмасс?
Технология обработки литья пластмасс широко используется в производстве многих высокотехнологичных продуктов, таких как автозапчасти, электронные продукты 3C, разъемы, дисплеи, мобильные телефоны, пластиковые оптические линзы, продукты биомедицинского применения, предметы первой необходимости и т.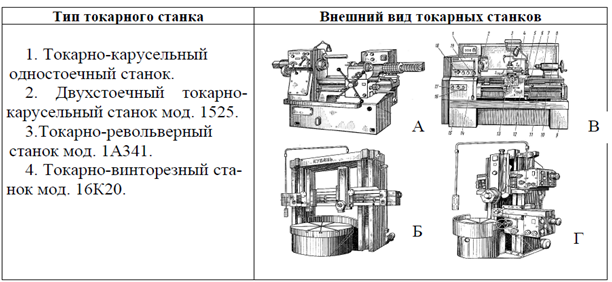 д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
д. , С тенденцией к диверсификации использования продукта и изменчивости функциональных требований технология обработки литья пластмасс стремительно развивается день ото дня.
Заголовок
Знание
Какова структура фрезерного станка?
Фрезерные станки обеспечивают поддержку обрабатывающей промышленности. Фрезерные станки могут выполнять практически любые фрезерные операции, такие как зубофрезерование, фрезерование резьбы, угловое фрезерование и т. д.
Заголовок
Знание
Что такое штамповочные прессы?
Штамповочный пресс — это машина, которая может обрабатывать листовой металл до нужной формы. Он обычно используется для штамповки металла, чтобы преобразовать плоский металлический лист в определенную форму. Какие бывают виды штамповочных машин? Давайте выкопаем это!
Он обычно используется для штамповки металла, чтобы преобразовать плоский металлический лист в определенную форму. Какие бывают виды штамповочных машин? Давайте выкопаем это!
Заголовок
Знание
Что такое осциллограф?
Осциллограф — это диагностический прибор, отображающий электрические сигналы. Будь то простой или сложный продукт, он включает в себя электронные компоненты, а его конструкция, проверка и процесс отладки требуют осциллографа для анализа множества электрических сигналов, которые заставляют продукт просыпаться.
Заголовок
Знание
Что такое термомагнитная технология?
Магнитная запись с нагреванием (HAMR) — это технология, в которой лазерное тепло используется для предварительного нагрева высокостабильного носителя, что способствует магнитной записи данных.
Заголовок
Знание
Ключевые компоненты автомобильных полупроводников: ECU, MCU и датчик
Рынок автомобильных полупроводников по-прежнему настроен оптимистично. В настоящее время основные автомобильные полупроводниковые чипы включают микроконтроллеры (MCU), ИС управления питанием, контроллеры цифровых сигналов (DSP), датчики, силовые полупроводники, дискретные компоненты, микроэлектромеханические (MEMS), память, индивидуальные прикладные ИС (ASIC) и т. д. Цепочка поставок автомобильных чипов сложна и длинна. После шторма дефицита в 2021 году автопроизводители начали сокращать цепочку поставок полупроводников, надеясь сократить длинную цепочку. У некоторых автопроизводителей даже есть идея самостоятельно разрабатывать и проектировать автомобильные полупроводники.
IndustrySpider Man Spider Man Spider Man Spider Man Spider ManSpider Man Spider ManWolverineCaptain AmericaX-MenCrocodile
TopicSpider ManWolverineCaptain AmericaX-MenCrocodile
AreaAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChannel IslandsChileChinaChristmas IslandCocos IslandColombiaComorosCongoCook IslandsCosta RicaCote DIvoireCroatiaCubaCuracaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast ТиморЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузский Южный ТерГабонГамбияГрузияГерманияГанаГибралтарГреа t BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuyanaHaitiHawaiiHondurasHong KongHungaryIcelandIndonesiaIndiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea NorthKorea SouthKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalaysiaMalawiMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMidway IslandsMoldovaMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNambiaNauruNepalNetherland AntillesNetherlands (Holland, Europe)NevisNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorwayOmanPakistanPalau IslandPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandPolandPortugalPuerto RicoQatarRepublic of MontenegroRepublic of SerbiaReunionRomaniaRussiaRwandaSt BarthelemySt EustatiusSt HelenaSt Kitts-NevisSt LuciaSt MaartenSt Pierre & MiquelonSt Vincent & GrenadinesSaipanSamoaSamoa AmericanSan MarinoSao Tome & PrincipeSaudi ArabiaSenegalSey chellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSurinameSwazilandSwedenSwitzerlandSyriaTahitiTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidad & TobagoTunisiaTurkeyTurkmenistanTurks & Caicos IsTuvaluUgandaUnited KingdomUkraineUnited Arab EmiratesUnited States of AmericaUruguayUzbekistanVanuatuVatican City StateVenezuelaVietnamVirgin Islands (Brit)Virgin Islands (USA)Wake IslandWallis & Futana IsYemenZaireZambiaZimbabwe
Приостановить тристик арку Лорем ипсум Долор сит амет
Мори лакус авг скалярный Сед Ронкус максимус
Идентификатор Nunc ниси коммодо Проин ут гной
Очистить
Применить
Классификация износа режущего инструмента токарного станка на основе модели автономного машинного обучения
Мировой рынок станков (2019 г.
) Мировой рынок станков по типу продукции (фрезерные станки, сверлильные станки, токарные станки, шлифовальные станки, электроэрозионные станки), типу автоматизации, отраслевому сегменту, каналу продаж и региону — глобальный прогноз до 2027 г. https://www.marketsandmarkets.com/Market-Reports/machine-tools-market-168345068.html. По состоянию на 8 июля 2021 г.Market Prospects (2020) Обзор процветания мирового рынка станков в 2018 г. https://www.market-prospects.com/articles/overview-of-the-global-machine-tool -рынок. По состоянию на 8 июля 2021 г.
Агазаде Ф., Тахан А. и Томас М. (2018). Мониторинг состояния инструмента с помощью спектрального вычитания и сверточных нейронных сетей в процессе фрезерования. Международный журнал передовых производственных технологий, 98 (9), 3217–3227. https://doi.org/10.1007/s00170-018-2420-0
Статья Google Scholar
де Агияр, Э.П., Фернандес, Т.
Э., Ногейра, Ф.М. А., Сильвейра, Д. Д., Велласко, М. М. Б. Р., и Рибейро, М. В. (2021). Новая модель для распознавания дефектов головки рельса, основанная на системе нечеткой логики второго типа. Международный журнал нечетких систем, 23 (4), 1057–1069. https://doi.org/10.1007/s40815-020-00945-3Статья Google Scholar
Алтынташ, Ю. (1992). Прогнозирование сил резания и поломки инструмента при фрезеровании на основе измерений тока привода подачи. Journal of Engineering for Industry, 114 (4), 386–392. https://doi.org/10.1115/1.28
Статья Google Scholar
Алтинтас, Ю., и Пэн, Дж. (1990). Проектирование и анализ модульной системы ЧПУ. Компьютеры в промышленности, 13 (4), 305–316. https://doi.org/10.1016/0166-3615(90)
-8Статья Google Scholar
Аморим, HJD (2002).
Estudo da relação entre velocidade de corte, desgaste de ferramenta, rugosidade e forças de usinagem em torneamento com ferramenta de metal duro. Федеральный университет Риу-Гранди-ду-Сул .Ангелов П. (2014). Нестандартно: альтернативный фреймворк для анализа данных. Журнал автоматизации, мобильной робототехники и интеллектуальных систем, 8 (2), 29–35.
Артикул Google Scholar
Ангелов П., Гу Х. и Кангин Д. (2017). Анализ эмпирических данных. Международный журнал интеллектуальных систем, 32 (12), 1261–1284. https://doi.org/10.1109/СМЦ.2016.7844219
Артикул Google Scholar
Ангелов П., Гу Х. и Принсипи Дж. К. (2018). Обобщенная методология анализа данных. IEEE Transactions on Cybernetics, 48 (10), 2981–2993. https://doi.org/10.1109/TCYB.2017.2753880
Статья Google Scholar
Арисой, Ю.
М., и Озель, Т. (2015). Прогнозное моделирование на основе машинного обучения микротвердости и размера зерна, вызванных механической обработкой, в сплаве Ti-6Al-4V. Материалы и производственные процессы, 30 (4), 425–433. https://doi.org/10.1080/10426914.2014.961476Статья Google Scholar
Ассарзаде С. и Горейши М. (2008). Нейросетевое моделирование и оптимизация процесса электроэрозионной обработки. Международный журнал передовых производственных технологий, 39 (5–6), 488–500. https://doi.org/10.1007/s00170-007-1235-1
Артикул Google Scholar
Бенкеджоу Т., Меджахер К., Зерхуни Н. и Речак С. (2015). Оценка работоспособности и прогнозирование срока службы режущих инструментов на основе регрессии опорных векторов. Journal of Intelligent Manufacturing, 26 (2), 213–223. https://doi.org/10.1007/s10845-013-0774-6
Статья Google Scholar
Бишоп, CM (2016).
Распознавание образов и машинное обучение . Спрингер.Блей, Д.М., и Джордан, М.И. (2006). Вариационный вывод для смесей процесса Дирихле. Байесовский анализ, 1 (1), 121–143. https://doi.org/10.1214/06-BA104
Статья MathSciNet МАТЕМАТИКА Google Scholar
Каджиано, А. (2018). Прогнозирование износа инструмента при обработке Ti-6Al-4V с помощью мониторинга нескольких датчиков и функций распознавания образов PCA. Датчики . https://doi.org/10.3390/s18030823
Статья Google Scholar
Каджано А., Анджелоне Р., Наполитано Ф., Неле Л. и Тети Р. (2018). Уменьшение размерности сенсорных характеристик с помощью анализа основных компонентов для машинного обучения ANN при мониторинге состояния инструмента при сверлении углепластика. Procedia CIRP, 78 , 307–312. https://doi.org/10.1016/j.
procir.2018.09.072Статья Google Scholar
Чанг, Ю. К., Ли, К. Т., и Чуанг, Х. Ю. (1995). Оценка силы резания двигателя шпинделя. Журнал систем управления и технологий, 3 (2), 145–152.
Чен Ю., Джин Ю. и Иржи Г. (2018). Прогнозирование износа инструмента с помощью мультисенсорных данных с использованием сетей глубокого доверия. Международный журнал передовых производственных технологий, 99 (5), 1917–1926 гг. https://doi.org/10.1007/s00170-018-2571-z
Статья Google Scholar
Чиу, С.Л. (1994). Идентификация нечеткой модели на основе кластерной оценки. Journal of Intelligent and Fuzzy Systems, 2 (3), 267–278. https://doi.org/10.3233/IFS-1994-2306
Статья Google Scholar
Крист, М., Кемпа-Лир, А. В., и Файндт, М. (2016). Извлечение признаков распределенных и параллельных временных рядов для промышленных приложений больших данных.
CoRR абс/1610.07717. http://arxiv.org/abs/1610.07717Крист, М., Браун, Н., Нойффер, Дж., и Кемпа-Лир, А. В. (2018). Извлечение признаков временных рядов на основе масштабируемых тестов гипотез (tsfresh — пакет python). Нейрокомпьютинг, 307 , 72–77. https://doi.org/10.1016/j.neucom.2018.03.067
Статья Google Scholar
Команичу, Д., и Меер, П. (2002). Средний сдвиг: надежный подход к анализу пространства признаков. IEEE Transactions on Pattern Analysis and Machine Intelligence, 24 (5), 603–619.
Артикул Google Scholar
Димла, Э. Д. (2000). Сигналы датчиков для контроля износа инструмента при резке металлов – обзор методов. International Journal of Machine Tools Manufacture, 40 (8), 1073–1098. https://doi.org/10.1016/S0890-6955(99)00122-4
Статья Google Scholar
Довжан Д.
и Ш. И. (2011). Рекурсивная кластеризация на основе алгоритма Густафсона-Кесселя. Развивающиеся системы, 2(1), 15–24.Эстер М., Кригель Х. П., Сандер Дж., Сюй Х. и др. (1996). Алгоритм на основе плотности для обнаружения кластеров в больших пространственных базах данных с шумом. В кдд (т. 96, стр. 226–231).
Фернандес, Т.Е., и де Агиар, Э.П. (2021). Новая модель предотвращения отказов газотурбинных двигателей на основе tsfresh, самоорганизующегося алгоритма разделения данных с учетом направления и методов машинного обучения. Журнал Бразильского общества механических наук и инженерии . https://doi.org/10.1007/s40430-021-02956-z
Статья Google Scholar
Франти, П., Вирмайоки, О., и Хаутамаки, В. (2008). Вероятностная кластеризация алгоритмом случайного обмена. В 2008 г. 19-я международная конференция по распознаванию образов (стр. 1–4). https://doi.org/10.
1109/ICPR.2008.4761798.Фрей, Б.Дж., и Дуек, Д. (2007). Кластеризация путем передачи сообщений между точками данных. Наука, 315 (5814), 972–976. https://doi.org/10.1126/science.1136800
Статья MathSciNet МАТЕМАТИКА Google Scholar
Гуарир А., Мартинес-Арельяно Г., Терразас Г., Бенардос П. и Ратчев С. (2018). Система прогнозирования износа инструмента в процессе производства, основанная на методах машинного обучения и анализе усилий. 8-я конференция CIRP по высокопроизводительной резке Procedia CIRP, 77, 501–504. https://doi.org/10.1016/j.procir.2018.08.253 (HPC 2018).
Гу, X., Ангелов, П. П., Кангин, Д., и Принцип, Дж. К. (2018). Самоорганизованный алгоритм разделения данных с учетом направления. Информационные науки, 423 , 80–95. https://doi.org/10.1016/j.ins.2017.09.025
Статья MathSciNet МАТЕМАТИКА Google Scholar
Хоссейн, М.
И., Амин, А.К.М.Н., и Патвари, А.У. (2008). Разработка алгоритма искусственной нейронной сети для прогнозирования шероховатости поверхности при концевом фрезеровании сплава инконель 718. https://doi.org/10.1109/ICCCE.2008.4580819.Хуанг, П.Б., Ма, К.С., и Куо, Ч.Х. (2015). Самообучающаяся система обнаружения поломки инструмента PNN при торцовом фрезеровании. Applied Soft Computing, 37 (1), 114–124. https://doi.org/10.1016/j.asoc.2015.08.019
Статья Google Scholar
Хайд, Р., Ангелов, П., и Маккензи, А. (2017). Полностью онлайновая кластеризация развивающихся потоков данных в кластеры произвольной формы. Информационные науки, 382–383 , 96–114. https://doi.org/10.1016/j.ins.2016.12.004
Статья Google Scholar
Чан Д.Ю., Юнг Дж. и Сок Дж. (2016). Моделирование и оптимизация параметров для снижения энергии резания в процессе фрезерования MGL.
International Journal of Precision Engineering and Manufacturing-Green Technology, 3 (1), 5–12. https://doi.org/10.1007/s40684-016-0001-yАртикул Google Scholar
Джоллифф, И. Т. (1986). Анализ главных компонентов и факторный анализ . Нью-Йорк: Спрингер. https://doi.org/10.1007/978-1-4757-1904-8_7
Книга Google Scholar
Джоллифф, И. Т., и Кадима, Дж. (2016). Анализ основных компонентов: обзор и последние разработки. Философские труды Королевского общества A: Математические, физические и технические науки, 374 (2065), 1471–2962. https://doi.org/10.1098/rsta.2015.0202
Статья MathSciNet МАТЕМАТИКА Google Scholar
Ким Т.Ю. и Ким Дж. (1996). Адаптивное управление силой резания для обрабатывающего центра с помощью косвенных измерений силы резания.
International Journal of Machine Tools and Manufacture, 36 (8), 925–937. https://doi.org/10.1016/0890-6955(96)00097-1Артикул MathSciNet Google Scholar
Конг Д., Чен Ю. и Ли Н. (2018). Регрессия гауссовского процесса для прогнозирования износа инструмента. Механические системы и обработка сигналов, 104 , 556–574. https://doi.org/10.1016/j.ymssp.2017.11.021
Статья Google Scholar
Кришнакумар П., Рамешкумар К. и Рамачандран К. И. (2018). Классификация состояния инструмента на основе акустической эмиссии при прецизионной высокоскоростной обработке титанового сплава: подход машинного обучения. Международный журнал вычислительного интеллекта и приложений . https://doi.org/10.1142/S146
18500177Ли, Дж. М., Чой, Д.
К., Ким, Дж., и Чу, К. Н. (1995). Мониторинг поломки инструмента в режиме реального времени для процесса фрезерования с ЧПУ. Анналы CIRP, 44 (1), 59–62. https://doi.org/10.1016/S0007-8506(07)62275-6Статья Google Scholar
Ли, Ю.К., Маврис, Д.Н., Воловой, В.В., Юань, М., и Фишер, Т. (2010). Метод диагностики неисправностей промышленных газовых турбин с использованием байесовского анализа данных. Инженерный журнал по газовым турбинам и энергетике . https://doi.org/10.1115/1.3204508
Статья Google Scholar
Ли, Дж., Рэй, С., и Линдси, Б.Г. (2007). Непараметрический статистический подход к кластеризации через идентификацию режима. Journal of Machine Learning Research, 8 (59), 1687–1723.
MathSciNet МАТЕМАТИКА Google Scholar
Ли, В. и Лю, Т.
(2019). Скрытая марковская модель, изменяющаяся во времени и адаптирующаяся к условиям, для оценки степени износа инструмента и прогнозирования остаточного срока службы при микрофрезеровании. Механические системы и обработка сигналов, 131 , 689–702. https://doi.org/10.1016/j.ymssp.2019.06.021Артикул Google Scholar
Ли, X., Джорджевич, А., и Венувинод, П.К. (2000). Интеллектуальная оценка силы резания на основе датчика тока и мониторинг состояния износа инструмента. IEEE Transactions on Industrial Electronics, 47 (3), 697–702. https://doi.org/10.1109/41.847910
Статья Google Scholar
Ли, X., Чжан, В., Дин, К., и Сун, Дж. К. (2020). Интеллектуальная диагностика неисправностей вращающихся механизмов на основе глубокого обучения с использованием увеличения данных. Journal of Intelligent Manufacturing, 31 (2), 433–452.
https://doi.org/10.1007/s10845-018-1456-1Статья Google Scholar
Лю, Р., Котуру, А., и Чжан, С. (2020). Мониторинг состояния инструмента на основе калибровки для повторяющихся операций обработки. Журнал производственных систем, 54 , 285–293. https://doi.org/10.1016/j.jmsy.2020.01.005
Статья Google Scholar
Ню, Б., Сун, Дж., и Ян, Б. (2020). Мультисенсорный мониторинг износа инструмента для практического применения при фрезеровании титановых сплавов. Materials Today: Proceedings, 22 , 1209–1217. https://doi.org/10.1016/j.matpr.2019.12.126
Статья Google Scholar
Октем, Х., Эрзурумлу, Т., и Эрзинджанли, Ф. (2006). Прогнозирование минимальной шероховатости поверхности деталей пресс-форм для концевых фрез с использованием нейронной сети и генетического алгоритма.
Материалы и проектирование, 27 (9), 735–744. https://doi.org/10.1016/j.matdes.2005.01.010Статья Google Scholar
Оу, Дж., Ли, Х., Хуанг, Г., и Чжоу, К. (2020). Новый метод анализа порядка и разреженный автоматический энкодер с накоплением обеспечивают метод обучения для мониторинга состояния износа фрезерного инструмента. Датчики . https://doi.org/10.3390/s20102878
Статья Google Scholar
Панда С.С. и Махапатра С.С. (2009). Подход PCA с плавлением NN для прогнозирования износа сверла при сверлении образцов из мягкой стали. В 2009 г. 2-я международная конференция IEEE по информатике и информационным технологиям (стр. 85–89). IEEE, Пекин, Китай. https://doi.org/10.1109/ICCSIT.2009.5234475.
Педрегоса Ф., Вароко Г., Грамфор А., Мишель В., Тирион Б., Гризель О., Блондель М., Преттенхофер П., Вайс Р.
, Дюбур , В. и Дж., Вандерплас, Пассос А., Курнапо Д., Бруше М., Перро М., Дюшене Э., (2011). Scikit-learn: Машинное обучение в Python. Журнал исследований машинного обучения, 12 (85), 2825–2830.Понтес, Ф. Дж., Пайва, А. П. Д., Балестасси, П. П., Феррейра, Дж. Р., и Сильва, М. Б. Д. (2012). Оптимизация нейронной сети радиальной базисной функции, используемой для прогнозирования шероховатости поверхности в процессе твердого точения с использованием ортогональных массивов Тагучи. Экспертные системы с приложениями, 39 (9), 7776–7787. https://doi.org/10.1016/j.eswa.2012.01.058
Статья Google Scholar
Радивояц, П., Обрадович, З., Дункер, А.К., и Вучетич, С. (2004). Фильтры выбора признаков на основе перестановочного теста. Европейская конференция по машинному обучению (том 3201, стр. 334–346). Спрингер, Берлин, Герм. https://doi.org/10.1007/978-3-540-30115-8_32.
Шао, Х.
, Ван, Х.Л., и Чжао, X. (2004). Модель мощности резания для контроля износа инструмента при фрезеровании. International Journal of Machine Tools and Manufacture, 44 (14), 1503–1509. https://doi.org/10.1016/j.ijmachtools.2004.05.003Статья Google Scholar
Шамуэй, Р. Х., и Стоффер, Д. С. (2000). Анализ временных рядов и его приложения (Том 3). Спрингер. https://doi.org/10.1007/978-1-4757-3261-0.
Сонг В., Ди Маттео Т. и Асте Т. (2012). Иерархическая кластеризация информации с помощью топологически вложенных графов. ПлоС Один, 7 (3), e31929. https://doi.org/10.1371/journal.pone.0031929
Статья Google Scholar
Штейн, Дж. Л., Колвин, Д., Клевер, Г., и Ван, С. Х. (1986). Оценка приводов подачи станков с сервоприводом постоянного тока в качестве датчиков усилия. Журнал динамических систем, измерений и управления, 108 (4), 279–288.
https://doi.org/10.1115/1.3143795Статья Google Scholar
Сун Х., Чжан Дж., Мо Р. и Чжан Х. (2020). Прогнозирование состояния инструмента в процессе производства на основе метода глубокого обучения. Robotics and Computer-Integrated Manufacturing, 64 , 101924. https://doi.org/10.1016/j.rcim.2019.101924
Статья Google Scholar
Трент, Э. М., и Райт, П. К. (2015). Резка металла . Амстердам: Баттерворт-Хайнеманн.
Google Scholar
Вишванат П. и Суреш Бабу В. (2009). Rough-dbscan: быстрый метод кластеризации на основе гибридной плотности для больших наборов данных. Письма о распознавании образов, 30 (16), 1477–1488. https://doi.org/10.1016/j.patrec.2009.08.008
Статья Google Scholar
Ван, К.
Д., Лай, Дж.Х., Хуанг, Д., и Чжэн, В.С. (2013). Svstream: вспомогательный векторный алгоритм для кластеризации потоков данных. IEEE Transactions on Knowledge and Data Engineering, 25 (6), 1410–1424. https://doi.org/10.1109/TKDE.2011.263Статья Google Scholar
Уилкокс, Р. (2005). Тест Колмогорова-Смирнова. Энциклопедия биостатистики . https://doi.org/10.1002/0470011815.b2a15064
Статья Google Scholar
Ву, Д., Дженнингс, К., Терпенни, Дж., Гао, Р. К., и Кумара, С. (2017). Сравнительное исследование алгоритмов машинного обучения для интеллектуального производства: прогнозирование износа инструмента с использованием случайных лесов. Журнал производственных наук и техники . https://doi.org/10.1115/1.4036350
Статья Google Scholar
Юань Дж., Ван К., Ю Т.
и Фанг М. (2008). Надежная многокритериальная оптимизация высокоскоростного процесса WEDM на основе регрессии гауссовского процесса. Международный журнал станков и производства, 48 (1), 47–60. https://doi.org/10.1016/j.ijmachtools.2007.07.011Артикул Google Scholar
Чжоу, К., Ян, Б., Го, К., Лю, Дж., Сунь, Дж., Сун, Г., и др. (2020). Анализ особенностей вибрации для контроля состояния фрезерного инструмента. International Journal of Mechanical Sciences, 166 , 105254. https://doi.org/10.1016/j.ijmecsci.2019.105254
Статья Google Scholar
Чайдаш, У., и Хассалик, А. (2008). Исследование шероховатости поверхности в процессе гидроабразивной обработки с использованием искусственных нейронных сетей и метода регрессионного анализа. Журнал технологии обработки материалов, 202 (1–3), 574–582. https://doi.org/10.
 ) Мировой рынок станков по типу продукции (фрезерные станки, сверлильные станки, токарные станки, шлифовальные станки, электроэрозионные станки), типу автоматизации, отраслевому сегменту, каналу продаж и региону — глобальный прогноз до 2027 г. https://www.marketsandmarkets.com/Market-Reports/machine-tools-market-168345068.html. По состоянию на 8 июля 2021 г.
) Мировой рынок станков по типу продукции (фрезерные станки, сверлильные станки, токарные станки, шлифовальные станки, электроэрозионные станки), типу автоматизации, отраслевому сегменту, каналу продаж и региону — глобальный прогноз до 2027 г. https://www.marketsandmarkets.com/Market-Reports/machine-tools-market-168345068.html. По состоянию на 8 июля 2021 г. Э., Ногейра, Ф.М. А., Сильвейра, Д. Д., Велласко, М. М. Б. Р., и Рибейро, М. В. (2021). Новая модель для распознавания дефектов головки рельса, основанная на системе нечеткой логики второго типа. Международный журнал нечетких систем, 23 (4), 1057–1069. https://doi.org/10.1007/s40815-020-00945-3
Э., Ногейра, Ф.М. А., Сильвейра, Д. Д., Велласко, М. М. Б. Р., и Рибейро, М. В. (2021). Новая модель для распознавания дефектов головки рельса, основанная на системе нечеткой логики второго типа. Международный журнал нечетких систем, 23 (4), 1057–1069. https://doi.org/10.1007/s40815-020-00945-3 Estudo da relação entre velocidade de corte, desgaste de ferramenta, rugosidade e forças de usinagem em torneamento com ferramenta de metal duro. Федеральный университет Риу-Гранди-ду-Сул .
Estudo da relação entre velocidade de corte, desgaste de ferramenta, rugosidade e forças de usinagem em torneamento com ferramenta de metal duro. Федеральный университет Риу-Гранди-ду-Сул . М., и Озель, Т. (2015). Прогнозное моделирование на основе машинного обучения микротвердости и размера зерна, вызванных механической обработкой, в сплаве Ti-6Al-4V. Материалы и производственные процессы, 30 (4), 425–433. https://doi.org/10.1080/10426914.2014.961476
М., и Озель, Т. (2015). Прогнозное моделирование на основе машинного обучения микротвердости и размера зерна, вызванных механической обработкой, в сплаве Ti-6Al-4V. Материалы и производственные процессы, 30 (4), 425–433. https://doi.org/10.1080/10426914.2014.961476 Распознавание образов и машинное обучение . Спрингер.
Распознавание образов и машинное обучение . Спрингер. procir.2018.09.072
procir.2018.09.072 CoRR абс/1610.07717. http://arxiv.org/abs/1610.07717
CoRR абс/1610.07717. http://arxiv.org/abs/1610.07717 и Ш. И. (2011). Рекурсивная кластеризация на основе алгоритма Густафсона-Кесселя. Развивающиеся системы, 2(1), 15–24.
и Ш. И. (2011). Рекурсивная кластеризация на основе алгоритма Густафсона-Кесселя. Развивающиеся системы, 2(1), 15–24. 1109/ICPR.2008.4761798.
1109/ICPR.2008.4761798. И., Амин, А.К.М.Н., и Патвари, А.У. (2008). Разработка алгоритма искусственной нейронной сети для прогнозирования шероховатости поверхности при концевом фрезеровании сплава инконель 718. https://doi.org/10.1109/ICCCE.2008.4580819.
И., Амин, А.К.М.Н., и Патвари, А.У. (2008). Разработка алгоритма искусственной нейронной сети для прогнозирования шероховатости поверхности при концевом фрезеровании сплава инконель 718. https://doi.org/10.1109/ICCCE.2008.4580819.Статья Google Scholar