Агрегатные станки: классификация и компоновка
Главная / ЧПУ станок / Станки по металлу / Агрегатные станки: классификация и компоновка
Агрегатные станки – это специальные станки, состоящие из нормализованных узлов (агрегатов). Такие станки используют для многоинструментальной обработки заготовок деталей, чаще корпусных, в условиях крупносерийного и массового производства. Агрегатные станки нашли широкое применение на заводах, изготовляющих автомобили и сельскохозяйственные машины. На агрегатных станках производится сверление, растачивание, нарезание резьбы и реже, фрезерование плоскостей. Также существуют агрегатные станки, выполняющие элементарные сборочные работы.
Преимущества практического применения агрегатных станков заключаются в следующем: а) значительное сокращение сроков проектирования и изготовления станка; б) высокая производительность, обусловленная многоинструментальной обработкой и минимальным количеством вспомогательных движений; в) сравнительно низкая стоимость изготовления станка; г) удешевление обработки заготовок изделий благодаря высокой производительности и простоте обслуживания станка; д) облегчение автоматизации цикла обработки; е) возможность использования части агрегатов при изменении объекта производства.
Ниже приведена классификация и типовые компоновки агрегатных станков. Агрегатные станки подразделяются на следующие типы: односторонние станки и многосторонние станки.
Односторонние агрегатные станки
Односторонние агрегатные станки подразделяются на:
- горизонтальные одношпиндельные однопозиционные;
- вертикальные одношпиндельные однопозиционные;
- наклонные одношпиндельные однопозиционные;
- горизонтальные одношпиндельные многопозиционные;
- вертикальные одношпиндельные многопозиционные;
- наклонные одношпиндельные многопозиционные;
- горизонтальные многошпиндельные однопозиционные станки с несколькими силовыми головками;
- вертикальные многошпиндельные однопозиционные станки с несколькими силовыми головками;
- наклонные многошпиндельные однопозиционные станки с несколькими силовыми головками;
- комбинированные многошпиндельные однопозиционные станки с несколькими силовыми головками;
- горизонтальные многошпиндельные однопозиционные станки с одной силовой головкой;
- вертикальные многошпиндельные однопозиционные станки с одной силовой головкой;
- наклонные многошпиндельные однопозиционные станки с одной силовой головкой;
- горизонтальные многошпиндельные многопозиционные станки с одной силовой головкой;
- вертикальные многошпиндельные многопозиционные станки с одной силовой головкой;
- наклонные многошпиндельные многопозиционные станки с одной силовой головкой;
- горизонтальные многошпиндельные многопозиционные станки с несколькими силовыми головками;
- вертикальные многошпиндельные многопозиционные станки с несколькими силовыми головками;
- многошпиндельные многопозиционные станки с несколькими силовыми головками;
- наклонные многошпиндельные многопозиционные комбинированные станки с несколькими силовыми головками.

Многосторонние агрегатные станки
Многосторонние агрегатные станки подразделяются на:
- горизонтальные однопозиционные;
- вертикальные однопозиционные;
- однопозиционные наклонные;
- комбинированные однопозиционные;
- горизонтальные многопозиционные;
- вертикальные многопозиционные;
- наклонные многопозиционные;
- комбинированные многопозиционные.
При установившейся номенклатуре деталей возможно создание агрегатных станков с переналадкой на обработку заготовок деталей нескольких типоразмеров.
Агрегатные станки могут работать как самостоятельная единица станочного парка или входить в состав поточных и автоматических линий с единым транспортом. В большинстве случаев на агрегатных станках производится обработка несколькими инструментами неподвижной заготовки. Это позволяет осуществлять рабочие перемещения агрегатов, несущих инструменты, в одном направлении и обрабатывать заготовки, одновременно с нескольких сторон.
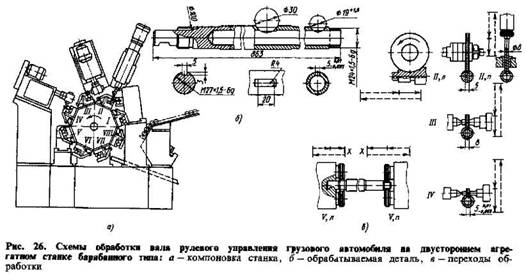
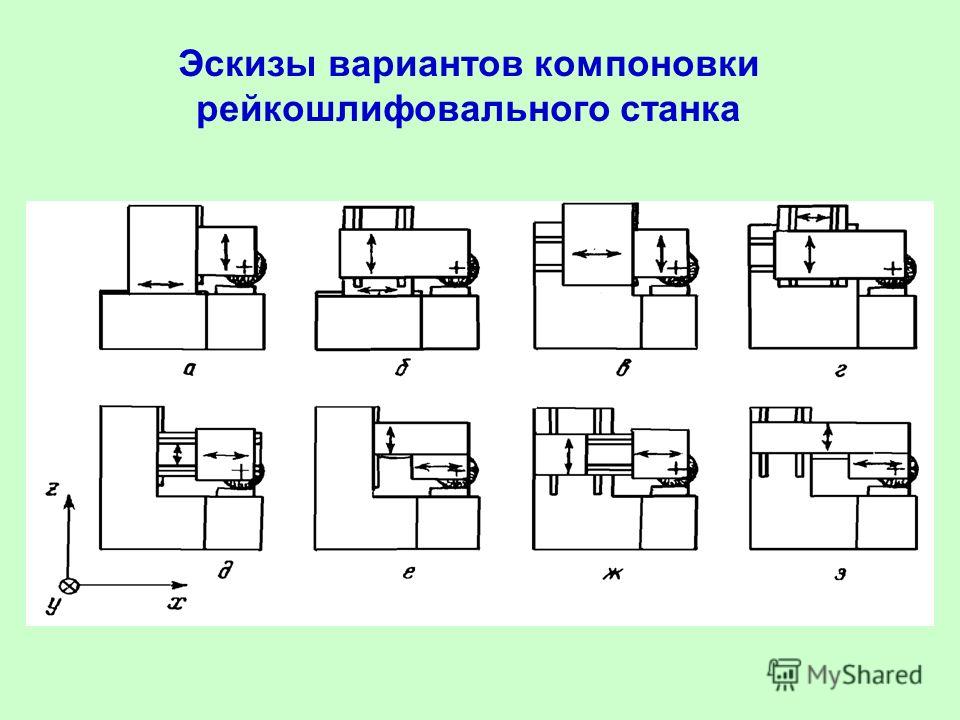
Компоновка агрегатных станков зависит от размеров и конфигурации изготовляемой детали, а также от возможности совмещения необходимых для обработки операций. На рис. 1 приведены примеры компоновки агрегатных станков.
Рис. 1. Примеры компоновки агрегатных станков: 1 – односторонний, однопозиционный станок: α – вертикальный; б – наклонный; 2 – односторонний, однопозиционный станок для обработки тел вращения с заготовкой, закрепленной: α – в силовой головке; б – в приспособлении на основании; 3 – односторонний, однопозиционный блок станков: α – вертикальных; б – горизонтальных; 4 – многостороний, однопозиционный станок; α – четырехсторонний, б – двусторонний; 5 – односторонний, многопозиционный станок со столом, имеющим поступательное перемещение: α – вертикальный; б – горизонтальный; 6 – односторонний, многопозиционный станок с вращающимся столом; α – вертикальный; б – горизонтальный.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Агрегатные станки, опорный конспект
Тема 9.1 Агрегатные станки и автоматические линии
Агрегатными называются специальные многоинструментальные станки, собираемые из стандартных (нормализованных) и специальных узлов или агрегатов. К стандартным узлам относятся силовые (шпиндельные) головки, поворотные столы, станины, гидравлические устройства (гидропанели, гидроприводы) и др.
На агрегатных станках выполняют сверление, зенкерование, развертывание и растачивание отверстий, обтачивание наружных поверхностей, протачивание канавок, нарезание резьбы, подрезание торцов, раскатывание цилиндрических и конических отверстий, фрезерование поверхностей, контроль качества продукции.
Традиционные агрегатные станки (с ручным управлением) применяют в массовом и крупносерийном производстве, агрегатные станки с ЧПУ — в среднесерийном.
Агрегатный станок проектируют специально для изготовления деталей одного типа или нескольких однотипных, поэтому его конструкция существенно зависит от формы и размеров заготовки, а также от технологии ее обработки.
Главное преимущество агрегатных станков состоит в том, что они легко перекомпонуются и сравнительно быстро составляются из стандартных узлов с наименьшими затратами и за довольно короткое время.
При обработке изделий на агрегатных станках сокращаются число рабочих и производственные площади при том же объёме продукции.
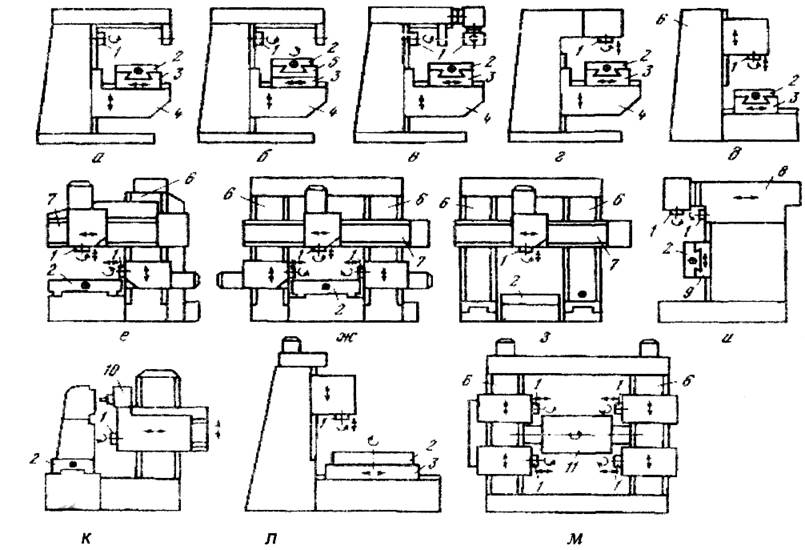
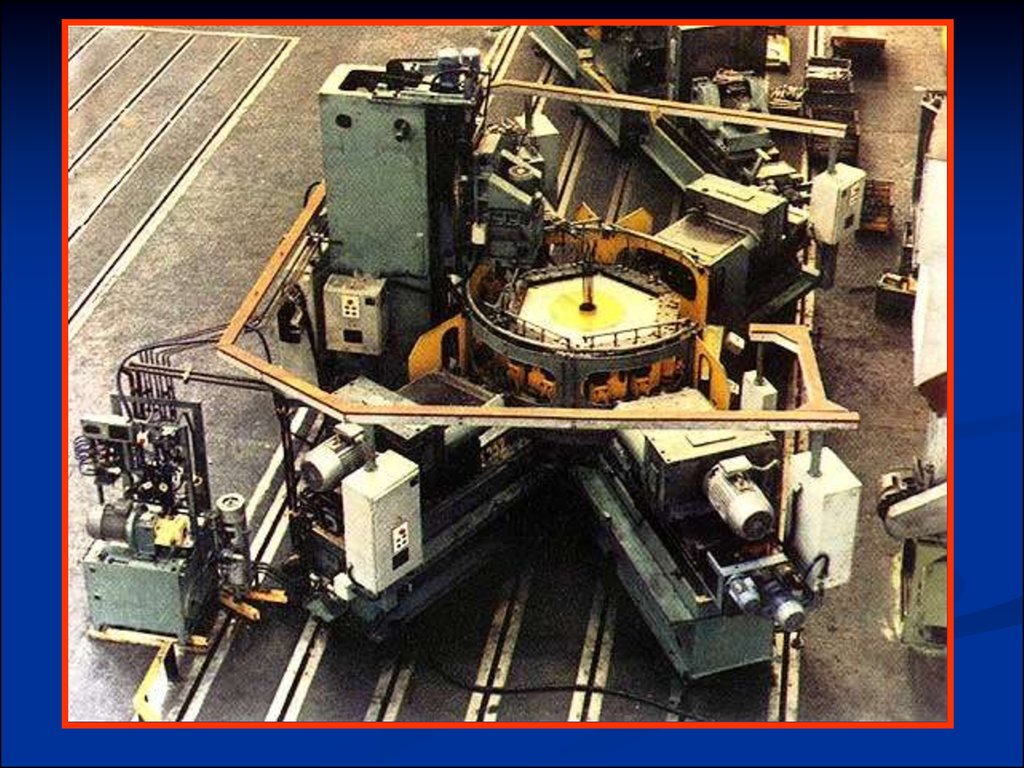
Рисунок 1 – Типовые компоновки однопозиционных агрегатных станков со стационарным приспособлением для обработки заготовки с одной (а)- двух (б, в) и трех (г —ж) сторон: 1 — стационарное приспособление; 2 — силовые узлы | Рисунок 2 – Типовые компоновки многопозиционных агрегатных станков с поворотным делительным столом (а, в — вертикальные; б, г, е — горизонтальные; д — вертикально-горизонтальные), с центральной колонной (ж) и с кольцевым столом (з): 1 — зажимное приспособление, 2 — стол; 3 — колонна; 4, 5 — силовые узлы; 6 — станина |
Аналогичны и компоновки агрегатных станков с ЧПУ. Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или ПР, то они работают как автоматы и могут встраиваться в автоматические линии.
Все агрегатные станки чаще всего работают в полуавтоматическом цикле. Если они снабжены загрузочными и разгрузочными устройствами или ПР, то они работают как автоматы и могут встраиваться в автоматические линии.
Основные унифицированные узлы агрегатного станка: силовая головка и силовой стол с бабкой.
Силовая головка — это узел агрегатного станка, который несет инструментальную насадку и выполняет все движения инструмента: главное вращательное движение, движение подач ускоренный подвод и ускоренный отвод.
Силовые головки, шпиндель которых совершает одновременно главное движение и движение подачи, называются самодействующими.
Если шпиндель совершает только главное движение, а движение подачи осуществляется другими механизмами, то силовые головки называются несамодействующими. Применение несамодействуюших головок увеличивает площадь, занимаемую станком, но упрощает обслуживание и ремонт.
По роду привода силовые головки подразделяются на электромеханические, гидравлические и пневмогидравлические.
Силовые головки различают по технологическому назначению (сверлильные, фрезерные, расточные): по мощности, которая колеблется в пределах 0,1…30 кВт.
Силовые столы применяют для прямолинейных установочных перемещений и рабочей подачи режущего инструмента. Они предназначены для установки на них несамодействующих силовых головок (фрезерных, сверлильных бабок и др.) с самостоятельным приводом вращения. Рабочий цикл стола: быстрый подвод — рабочая подача — быстрый отвод. Привод подач у силовых столов может быть электромеханическим и гидравлическим. Столы выпускают нормальной и повышенной точности с максимальной тяговой силой подачи 1… 100 кН и мощностью 1 …30 кВт.
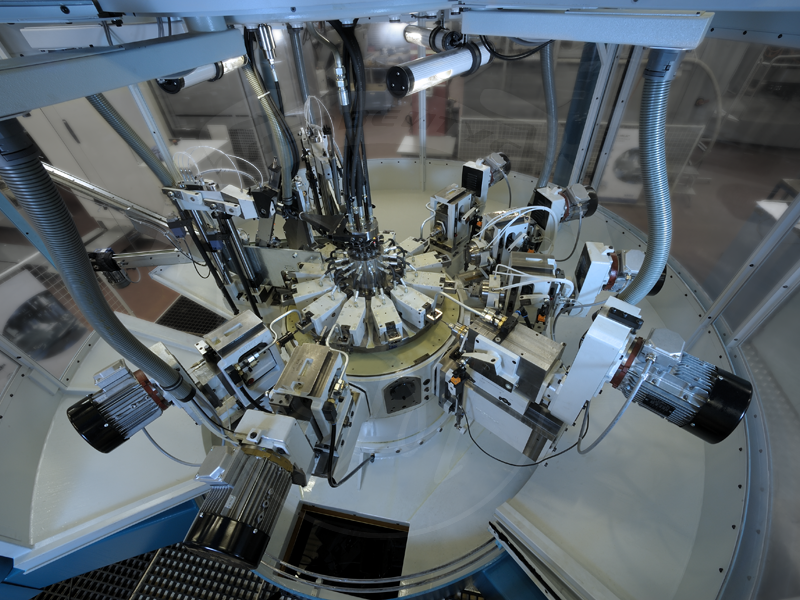
Для периодического перемещения заготовок с одной позиции на другую с точной фиксацией на каждой позиции применяются поворотные делительные столы. Конструкции поворотных столов делятся на горизонтальные и вертикальные в зависимости от плоскости поворота в пространстве.
Конструкции поворотных столов делятся на горизонтальные и вертикальные в зависимости от плоскости поворота в пространстве.
Наибольшее распространение агрегатные станки получили при механической обработке, когда деталь остаётся неподвижной, а движение сообщается режущему инструменту. На агрегатном станке можно вести механическую обработку инструментами с нескольких сторон, поэтому допускается значительное выделение операций.
По характеру выполняемых операций (фрезерование, растачивание, сверление, подрезание торцов, нарезание резьбы и т. д.) устанавливается число одновременно работающих на одном станке инструментов, которое может доходит до 100 и более. Агрегатные станки имеют высокую производительность, которая зависит от длительности лимитирующей операции и цикла работы.
Конструкция агрегатного станка
Агрегатный станок состоит из станины; центрального и наладочного пульта; поворотного стола; гидробака; насосной установки; гидропанели; электрошкафа станка; силового стола; стойки; сверлильной бабки; упорного угольника; расточной панели; резьбового копира; шпиндельной коробки; электрошкафа силовых механизмов; коробки скоростей; делительного стола. На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном приспособлении, которое может быть одно- или многопозиционным. Зажимное приспособление бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления.
На силовой головке и на столе с бабкой монтируются шпиндельные коробки, несущие режущие инструменты. Обрабатываемые детали закрепляются в зажимном приспособлении, которое может быть одно- или многопозиционным. Зажимное приспособление бывает двух основных типов: с горизонтальной осью поворота, то есть на поворотном барабане и с вертикальной осью поворота, то есть установленное на поворотном столе. Силовые сверлильные, фрезерные и другие головки устанавливают на унифицированных кронштейнах, закрепленных на направляющих круглой или прямоугольной станины. Изменяя число головок и их взаимное расположение перестановкой по пазам станины, можно быстро переналадить станок на обработку новой партии заготовок. Заготовки устанавливают на круглом или прямоугольном делительном столе в универсально-сборных или универсально-наладочных приспособлениях. Станки оснащаются устройством программного управления (ЧПУ), размещенным в блоке управления.
Станки с программным управлением
Это многоцелевые станки, которые оснащены магазинами инструментов.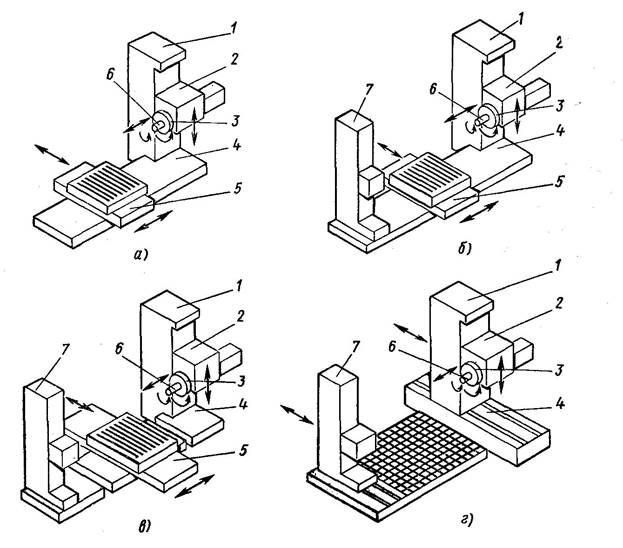 Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по трем либо двум координатам. Их выпускают с горизонтальной и вертикальной осью шпинделя, с поворотным, наклонно-поворотным или продольным столом. На некоторых станках вместо магазина инструментов применяют магазин шпиндельных коробок. Такие магазины выполняют барабанными или в виде цепного конвейера[2]. Чаще всего Агрегатные станки используют в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, тогда станки работают как автоматы. Агрегатные станки могут входить в автоматические линии. Также они могут работать индивидуально.
Эти станки могут иметь от одной до трех силовых головок, которые перемещаются от устройства ЧПУ по трем либо двум координатам. Их выпускают с горизонтальной и вертикальной осью шпинделя, с поворотным, наклонно-поворотным или продольным столом. На некоторых станках вместо магазина инструментов применяют магазин шпиндельных коробок. Такие магазины выполняют барабанными или в виде цепного конвейера[2]. Чаще всего Агрегатные станки используют в полуавтоматическом цикле, реже их снабжают загрузочными и разгрузочными устройствами, тогда станки работают как автоматы. Агрегатные станки могут входить в автоматические линии. Также они могут работать индивидуально.
Контрольные вопросы
1. Какие станки называют агрегатными?
2. Как классифицируются однопозиционные и многопозиционные агрегатные станки по компоновке?
3. Чем отличаются самодействующие силовые головки от несамодействующих?
4. Для чего предназначены силовые и поворотные столы в агрегатных станках?
Для чего предназначены силовые и поворотные столы в агрегатных станках?
5. Применяются ли агрегатные станки в массовом производстве? Чем должна отличаться конструкция таких агрегатных станков?
6. Какие компоновки агрегатных станков со сменными шпиндельными головками вы знаете?
Создание модульной системы | Проектирование машин
При рассмотрении строительных блоков вашего завода представьте себе настоящие строительные блоки. «Принцип модульности лучше всего объясняется строительными блоками Lego», — сказал Якоб Дюк, менеджер по глобальному отраслевому сегменту Harting, в недавней статье компании. «Бесчисленные объекты могут быть созданы из нескольких основных кирпичиков и определенных соединительных элементов».
Воображаемые строительные блоки также применялись к отдельным продуктам и системам для создания вариативности. В качестве примера Дюк объяснил стратегию платформы для автомобильной промышленности, в которой шасси используются в качестве масштабируемых моделей наряду с двигателями, трансмиссиями и ведущими осями.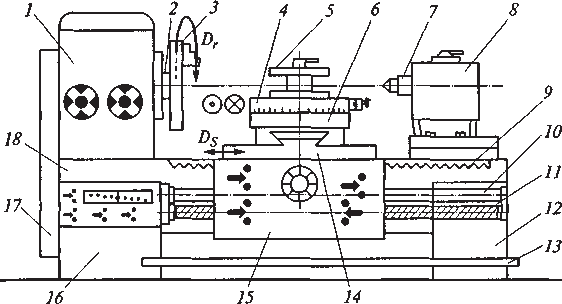 Аналогичным образом, в технологиях промышленного управления и приводов ПЛК, IPC, HMI и компоненты привода могут быть настроены из «срезов» (или удаленных блоков ввода-вывода) для удовлетворения потребностей машины, требующей автоматизации.
Аналогичным образом, в технологиях промышленного управления и приводов ПЛК, IPC, HMI и компоненты привода могут быть настроены из «срезов» (или удаленных блоков ввода-вывода) для удовлетворения потребностей машины, требующей автоматизации.
Стандартизация
Хотя модульность может быть сложной для некоторых объектов, она также оказалась успешной с технологической и экономической точек зрения. Тот факт, что промышленные детали производятся тысячами (а иногда и миллионами), непреднамеренно создает стандартизацию. Согласно исследованию, проведенному VDMA (2014 г.), по мере увеличения количества идентичных компонентов и деталей по всей цепочке создания стоимости применяется модульность, а стандартные пакеты разрабатываются с вариантами по индивидуальной цене. 1
Дюк писал, что четыре требования рынка могут привести обрабатывающую промышленность к этой стандартизации:
Изменчивость. Более высокая степень изменчивости производственных систем позволяет производить более широкий ассортимент продукции. Это означает, что системы должны быть масштабируемыми и предлагать варианты расширения емкости и производительности.
Это означает, что системы должны быть масштабируемыми и предлагать варианты расширения емкости и производительности.
Конкурс. OEM-производители вынуждены расширять свои бизнес-модели из-за конкуренции в области лучшей стоимости жизненного цикла (LCC), технического обслуживания, обслуживания и профилактического обслуживания. Поскольку оплата по мере использования и другие варианты на основе подписки становятся все более популярными, OEM-производители сталкиваются с еще более жесткой конкуренцией.
Экономическая эффективность. Экономически выгодно расширять существующее оборудование, а не заменять всю систему.
Ожидание совместимости. В секторе машиностроения существует предположение, что модули и подсистемы от разных производителей могут быть объединены для использования в одной производственной линии.
Отображение модулированной системы
Dück объяснил, что OEM-производители должны знать следующее, прежде чем рассматривать модульность:
- Общая предполагаемая стоимость и стоимость новой, последовательно модульной группы продуктов или семейства
- Оценка технических проблем для запланированного разделения машины или установки на отдельные модули
- Все операционные функции, задействованные в будущем процессе предоставления услуг — разработка и проектирование, планирование проектов и продажи, производство и сборка, документация, сервисное и послепродажное обслуживание, цепочка поставок и маркетинговые коммуникации
«Настоящая гениальность кубиков Lego заключается не в самих кубиках, а в их взаимосвязях», — писал Дюк.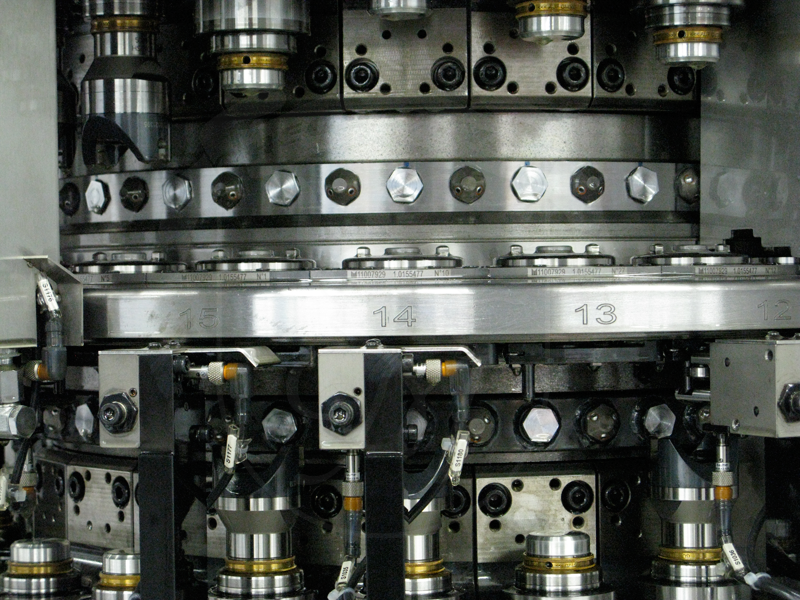 «Они определяют возможную степень детализации разделения, но также представляют собой ограничивающий фактор для соединения строительных блоков».
«Они определяют возможную степень детализации разделения, но также представляют собой ограничивающий фактор для соединения строительных блоков».
Модульность позволяет OEM-производителям производить машины с меньшими затратами времени и средств. Принцип модульной конструкции расширяет возможности индивидуальной настройки, и пользователи могут получить машину, оптимизированную по цене и требованиям. На современном промышленном рынке уже недостаточно разрабатывать хорошие продукты, продавать их операторам, а затем ждать заказов на обслуживание и техническое обслуживание. OEM-производителям теперь приходится идти в ногу со спросом и конкуренцией, думая о новых и экономичных способах производства машин, которые могут превзойти ожидания автоматизации.
Справочный номер
- McKinsey & Company, VDMA. (2014). «Будущее немецкого машиностроения», 59.
Модульное проектирование машин: метод поддержки проектирования семейств модульных машин для реконфигурируемых производственных систем
 “>
“>Zhu B, Li Y, Feng G (2017) A fuzzy метод оптимизации выбора ассортимента продукции в условиях ограничений неопределенности. Int J Comput Integr Manuf 30(6):606–615
Статья Google ученый
Симпсон Т.В., Цзяо Дж.Р. (2014 г.) Достижения в области дизайна семейства продуктов и продуктовых платформ. Springer New York, Нью-Йорк
Книга Google ученый
Roland Berger Strategy Consultants, Управление сложностью продукта, 2012 г.
Цзяо Дж., Симпсон Т.В., Сиддик З. (2007) Проектирование семейства продуктов и разработка продуктов на основе платформы: обзор современного состояния. J Intell Manuf 18(1):5–29
Статья Google ученый
Antunes JAV, Alvarez R, Bortolotto P, Klippel M, de Pellegrini I (2008) Системы производства: Conceitos e práticas para projetos e gestão da produção enxuta.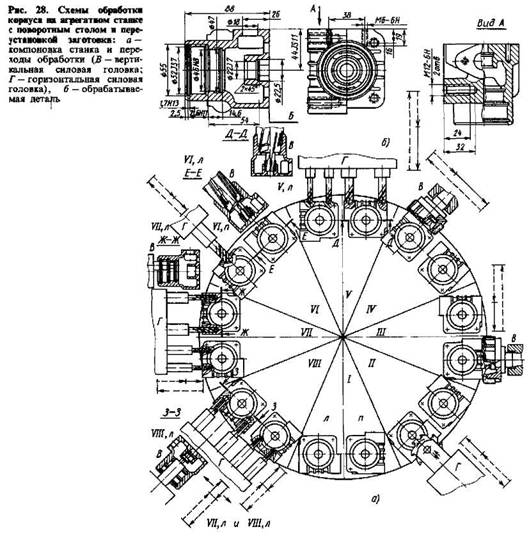
Google ученый
Kull H (2015) Массовая настройка : Возможности, методы и проблемы для производителей, том. 1. Apress
Marseu E, Kolberg D, Birtel M, Zühlke D (2016) Междисциплинарная инженерная методология для изменчивых киберфизических производственных систем. IFAC-PapersOnLine 49(31):85–90
Артикул Google ученый
Rösiö C, Säfsten K (2013) Проектирование реконфигурируемой производственной системы — теоретические и практические проблемы. J Manuf Technol Manag 24(7):998–1018
Статья Google ученый
Корен Ю., Хайзель Ю., Джоване Ф., Мориваки Т., Притчов Г., Улсой Г., ван Брюссель Х (1999) Реконфигурируемые производственные системы. CIRP Ann 48(2):527–540
Артикул Google ученый
 “>
“>Корень Ю. (2006) Общие характеристики среднеквадратичного значения. Сравнение с выделенными и гибкими системами. В: D AI (ред.) Реконфигурируемые производственные системы и трансформируемые фабрики. Springer, Берлин, стр. 27–45
Глава Google ученый
Андерсен А.Л., Бруно Т.Д., Нильсен К. (2015) Реконфигурируемое производство на нескольких уровнях: обзор литературы и направления исследований. IFIP Adv Inf Commun Technol 459:266–273
Артикул Google ученый
Andersen AL, Brunoe TD, Nielsen K, Rösiö C (2017) На пути к общему методу проектирования реконфигурируемых производственных систем: анализ и синтез текущих методов проектирования и оценка вспомогательных инструментов. J Manuf Syst 42:179–195
Статья Google ученый
Мехраби М.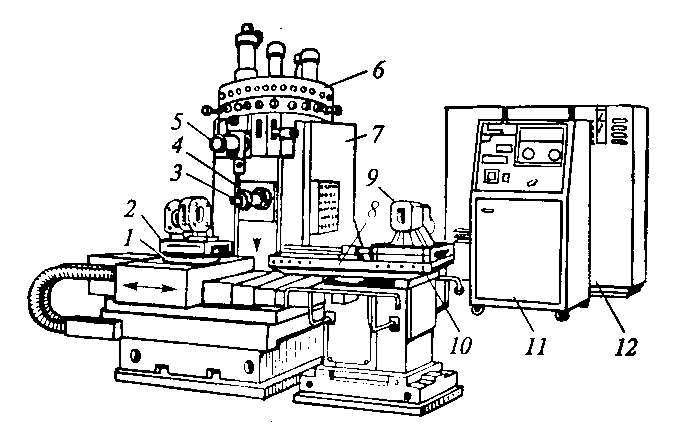 Г., Улсой А.Г., Корен Ю. (2000) Реконфигурируемые производственные системы: ключ к производству будущего. J Производитель Intell 11: 403–419
Г., Улсой А.Г., Корен Ю. (2000) Реконфигурируемые производственные системы: ключ к производству будущего. J Производитель Intell 11: 403–419
Артикул Google ученый
Шух Г., Кредиторы М., Нуссбаум С., Купке Д. (2009) Дизайн для изменчивости. В: Сменные и реконфигурируемые производственные системы , 1-е изд. Springer-Verlag London Limited, Лондон, стр. 251–266
Ламече К., Наджид Н.М., Кастанья П., Куисс К. (2017) Модульность при проектировании реконфигурируемых производственных систем. IFAC-PapersOnLine 50(1):3511–3516
Статья Google ученый
Мпофу К., Кумиле К.М., Тлале Н.С. (2008) Проектирование реконфигурируемых машинных систем: подход, основанный на знаниях. J Konbin 8(1):135–144
Статья Google ученый
 “>
“>Bi ZM, Lang SYT, Shen W, Wang L (2008) Реконфигурируемые производственные системы: современное состояние. Int J Prod Res 46(4):967–992
Статья МАТЕМАТИКА Google ученый
El Maraghy HA (2006) Парадигмы гибких и реконфигурируемых производственных систем. Flex Serv Manuf J 17(4):261–276
Google ученый
Малхотра В., Радж Т., Арора А. (2010 г.) Отличные методы производства систем: RMS и FMS. Int J Eng Sci Technol 2(3):137–142
Google ученый
Zhang G, Liu R, Gong L, Huang Q (2006) Аналитическое сравнение стоимости и производительности DMS, AMS, FMS и RMS. В: D AI (ред.) Реконфигурируемые производственные системы и трансформируемые фабрики. Springer, Берлин, стр. 659.–673
Глава Google ученый
 “>
“>Мехраби М.Г., Улсой А.Г., Корен Ю., Хейткер П. (2002) Тенденции и перспективы гибких и реконфигурируемых производственных систем. J Intell Manuf 13:135–146
Статья Google ученый
Абди М.Р., Лабиб А.В. (2004) Технико-экономическое обоснование тактического обоснования проектирования реконфигурируемых производственных систем с использованием нечеткого аналитического иерархического процесса. Int J Prod Res 42 (15): 3055–3076
Артикул МАТЕМАТИКА Google ученый
Benkamoun N, Kouiss K, Huyet A-L (2015) Интеллектуальная среда проектирования для управления изменчивостью — приложение к, в ICED , стр. 1–10
Marion TJ, Thevenot HJ, S0impson) Основанная на затратах методология оценки решений по поиску поставщиков на основе унификации продуктовых платформ с двумя примерами. Int J Prod Res 45(22):5285–5308
Int J Prod Res 45(22):5285–5308
Статья МАТЕМАТИКА Google ученый
Парк Дж., Симпсон Т.В. (2008 г.) На пути к системе учета затрат на основе деятельности для семейств продуктов и продуктовых платформ на ранних стадиях разработки. Int J Prod Res 46(1):99–130
Статья МАТЕМАТИКА Google ученый
Мейер М.Х., Ленерд А.П. (1997) Сила продуктовых платформ. Free Press
Эренс Ф., Ферхулст К. (1997) Архитектуры для семейств продуктов. Вычислительная инд. 33 (2–3): 165–178
Артикул Google ученый
Т. В. Симпсон, З. Сиддик и Дж. (Роджер) Цзяо (2006 г.) Платформа продукта и дизайн семейства продуктов: методы и приложения, 1-е изд. Springer US
Kong FB, Ming XG, Wang L, Wang XH, Wang PP (2009) О разработке модульных продуктов. CERA 17(4):291–300
CERA 17(4):291–300
Отто К., Холтта-Отто К., Симпсон Т.В., Краузе Д., Рипперда С., Ки Мун С. (2016) Глобальные взгляды на исследования модульного проектирования: связь альтернативных методов с поддержкой разработка концепции семейства модульных продуктов. Дж Мех Дес 138(7):071101
Артикул Google ученый
Du X, Jiao J, Tseng MM (2001) Архитектура семейства продуктов: основы и методология. CERA 9(4):309–325
Ульрих К. (1995) Роль архитектуры продукта в производственной фирме. Res Policy 24(3):419–440
Статья Google ученый
Jiao J, Tseng MM (2000) Основы архитектуры семейства продуктов. Интегр Мануф Сист 11(7):469–483
Артикул Google ученый
Jiao J, Tseng MM (1999) Методология разработки архитектуры семейства продуктов для массовой настройки. J Intell Manuf 10(1):3–20
J Intell Manuf 10(1):3–20
Статья Google ученый
Piran FAS, Lacerda DP, Antunes JAV, Viero CF, Dresch A (2016) Стратегия модульности: анализ опубликованных статей по управлению производством и операциями (1999 до 2013 г.). Int J Adv Manuf Technol 86(1–4):507–519
Статья Google ученый
Мартин М.В., Исии К. (2002) Дизайн для разнообразия: разработка стандартизированных и модульных архитектур платформ продуктов. Res Eng Des 13(4):213–235
Meng X, Jiang Z, Huang GQ (2007) Об идентификации модуля для разработки семейства продуктов. Int J Adv Manuf Technol 35(1–2):26–40
Статья Google ученый
Лю З., Вонг Ю.С., Ли К.С. (2010) Анализ модульности и проектирование общности: основа для нисходящей платформы и проектирования семейства продуктов. Int J Prod Res 48(12):3657–3680
Int J Prod Res 48(12):3657–3680
Статья МАТЕМАТИКА Google ученый
Эмматти Ф.Дж., Сармах С.П. (2012 г.) Разработка модульных продуктов посредством проектирования на основе платформы и DFMA. J Eng Des 23(9):696–714
Статья Google ученый
Hanafy M, Elmaraghy H (2015) Модель многоплатформенной конфигурации модульного продукта. Int J Comput Integr Manuf 28(9):999–1014
Статья Google ученый
Госвами М., Даултани Ю., Тивари М.К. (2017) Интегрированная структура для проектирования линейки продуктов для модульных продуктов: атрибуты продукта и перспектива, основанная на функциональности. Int J Prod Res 55(13):3862–3885
Статья Google ученый
Fettermann D d C, Echeveste MES (2014) Разработка новых продуктов для массовой настройки: систематический обзор. Изготовитель продукции Рез. 2(1):266–290
Изготовитель продукции Рез. 2(1):266–290
Google ученый
Ульрих К.Т., Эппингер С.Д. (2012) Дизайн и разработка продукта: Пятое издание
Пал Г., Бейтц В., Фельдхузен Дж., Гроте К-Х (2007) Инженерное проектирование: системный подход, Springer, №. 2, с. 617
Rozenfeld H et al. (2006) Gestão de Desenvolvimento de Produtos: Uma referência para a melhoria do processo, 1-е изд. Редактор Сарайва
Mascle C, Zhao HP (2008) Интеграция экологического сознания в разработку продукта/процесса на основе мышления жизненного цикла. Int J Prod Econ 112(1):5–17
Статья Google ученый
Charter M, Tischner U (2017) Устойчивые решения: разработка продуктов и услуг для будущего . Routledge
 “>
“>Xiao W, Du G, Zhang Y, Liu X (2018) Скоординированная оптимизация семейства низкоуглеродных продуктов и проектирование их производственного процесса с помощью двухуровневой теоретико-игровой модели. J Clean Prod 184: 754–773
Артикул Google ученый
Кокс Дж. Ф., Шлейер Дж. Г. (2010) Справочник по теории ограничений. Макгроу-Хилл, Нью-Йорк
Google ученый
Хильер Ф., Либерман Г. (2015) Введение в операционные исследования, 10-е изд. Макгроу-Хилл, Нью-Йорк
Google ученый
Montgomery DC, Runger GC (2011) Прикладная статистика и вероятность для инженеров, пятое издание, 5-е изд. Джон Вили и сыновья, ООО
Stone RB, Wood KL (2000) Разработка функциональной основы дизайна. J Mech Des 122(4):359–370
Артикул Google ученый
 “>
“>Stone R, Wood K (2000) Эвристический метод идентификации модулей для архитектур продукта. Des Stud 21:1–47
Статья Google ученый
Yoshimura M, Takeuchi A (1994) Параллельная оптимизация дизайна и производства продукта на основе информации о потребностях пользователей. CERA 2(1):33–44
Демпстер А.П., Лэрд Н.М., Рубин Д.Б. (1977) Максимальная вероятность из неполных данных с помощью алгоритма EM. JR Stat Soc Ser B Methodol 39(1):1–38
MathSciNet МАТЕМАТИКА Google ученый
Аббас О.А. (2008) Сравнение алгоритмов кластеризации данных. Int Arab J Inf Technol 5(3):320–325
Google ученый
Сух Н.П. (1998) Инженерное проектирование аксиоматическая теория проектирования систем. Res Eng Des 10:189–209
Статья Google ученый
 “>
“>Сух Н.П. (2001) Аксиоматический дизайн: достижения и приложения. Oxford University Press, Нью-Йорк, стр. 528
Google ученый
Кусяк А., Чоу В.С. (1987) Эффективное решение проблемы групповой технологии. J Manuf Syst 6(2):117–124
Артикул Google ученый
Юнг С., Симпсон Т.В. (2017) Новые индексы модульности для оценки модульности и кластеризации архитектуры продукта. J Eng Des 28(1):1–22
Статья Google ученый
Jiao J, Tseng MM (1999) Прагматический подход к калькуляции стоимости продукта на основе стандартной оценки времени. Int J Oper Prod Manag 19(7):738–755
Статья Google ученый
Kohlhase N, Birkhofer H (1996) Разработка модульных структур: предпосылка для успешных модульных продуктов.