Как сделать приспособление для заточки свёрл своими руками
Приспособление для заточки свёрл своими руками понадобится домашнему мастеру при периодическом выполнении сверловки с выдерживанием определённой точности по диаметру, жёсткой привязки размеров по осям отверстий.
Заточной станок – купить или сделать?
Сделать своими руками. Покупка оборудования сэкономит время. Но возникает масса вопросов по совмещению и монтажу дополнительных приспособлений. Экономные китайские мастера на бытовых приборах ставят неремонтопригодные корпуса, ограждения из хлипких жестянок.
Станок для заточки сверл
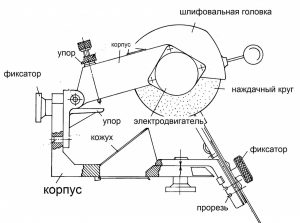
Станок для заточки свёрл своими руками начнём с подбора двигателя. Постарайтесь приобрести электродвигатель 0,5–08 кВт. Величина мощности ориентировочная. Свёрла до Ø 20 при заточке большой нагрузки не создают. Применим даже малооборотистый мотор выпуска 60-годов: долговечность гарантирована — тогда делали на века.
Смущает вес? Зато верстак и кронштейн, если смонтируете на стену, будут в меньшей степени ощущать вибрацию. Не гонитесь за оборотами. Заточка твёрдосплавных свёрл требуется редко, а привычные, из сплава Р6М5 и подобных, на камне с вращением менее 900 оборотов точно не подгорят.
Требования к устройству для заточки свёрл:
- Точная центровка вала двигателя без радиального биения.
- Возможность установки дополнительного защитного кожуха.
- Предусмотрите установку несъёмного массивного основания для крепления двигателя, дополнительных приспособлений.
- Установка подручника с регулировкой высоты, изменением угла расположения в горизонтальной плоскости, регулировкой зазора с камнем.
- Озаботьтесь установкой откидного предохранительного экрана из небьющегося прозрачного материала.
Собираем станок для заточки свёрл своими руками
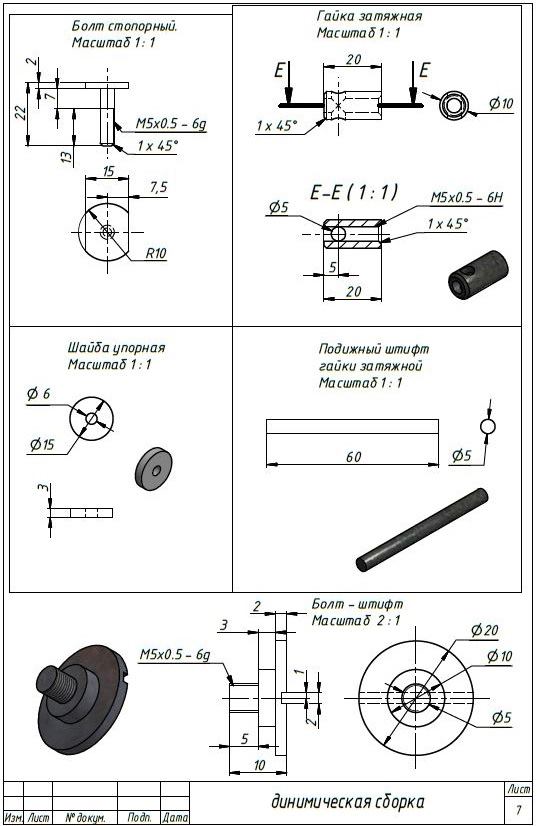
Отнеситесь критично к заявлениям: «Собрал наждак из отходов, что валялись в гараже под ногами». Универсальную втулку с посадочным местом под точильный круг Ø 32 закажем токарю-профессионалу. Деталь изготовим из легированной стали.

Заточное устройство в сборе
Точность скользящей посадки исключит биение нового абразива. Шпонку не ставим. Винт М4 со спиленной головкой войдёт в шпоночную канавку через резьбовое отверстие во втулке. Надёжность фиксации проверена.
Резьба фиксации камня левая, самозатягивающаяся. Опорный бортик со стороны двигателя и прижимная шайба выполняются Ø 50–60 мм. В целях безопасности, с обеих сторон абразива ставятся предохранительные прокладки из паронита, пластика, берёзовой фанеры.
Вращение круга допускается только сверху вниз относительно подручника.

Прием заточки сверла
Боковые поверхности наждачного круга не предназначены для обработки, истончение грозит разрывом круга.
Подручник, кроме функции опоры, будет удерживать приспособление для заточки свёрл, горизонтальный движок — для устранения биения, выравнивания цилиндрической поверхности шарошкой, угловые направляющие — для заточки ручного инструмента под нужным градусом.
Кожух при обилии режущего инструмента и многофункциональном использовании наждака желательно установить с откидной боковой крышкой на шарнирах: установка чашки потребует большей ширины, смена точильных кругов иной зернистости и твёрдости не должна отнимать время.
Не обойтись без приспособления для заточки свёрл
Обработка сталей, вязких материалов на большую глубину ведёт к затуплению режущей кромки сверла. Снижается скорость резания, идёт перегрев рабочей части, нарушается извлечение стружки. Поломка инструмента случается чаще на выходе из детали.
Заточник полагается на опыт и твёрдость рук. Наша задача — научиться копировать заводскую заточку сверла с помощью немудрёной оснастки. Снимать затылок — наука нехитрая. Восстановление способности резать начнём с дублирования плоскости режущей кромки.
Приспособление для заточки сверл
Самодельное приспособление для заточки свёрл должно быть простым в исполнении и удобным в использовании. Необходимые условия для заточной оснастки:
- Сохранение ориентации сверла при свободной коррекции положения.
- Произвольное изменение угла пространственного положения инструмента.
- Простота установки и демонтажа конструкции.
- Безопасность использования.

Универсальное приспособление для затачивания сверл
Заточное устройство своими руками
Поворот приспособления на 900 осуществляется только по направлению к себе. В отношении оси набегающего цилиндра абразива отрицательный угол направляющей пластины недопустим. В качестве ограждающего упора выступает площадка подручника.
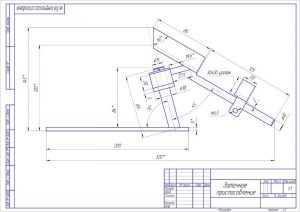
Чертеж приспособления для заточки сверл
Направляющая пластина подбирается из листовой стали толщиной 5–8 мм. Вдоль верхней плоскости выфрезеровываем угловую канавку. Углубление, где будет покоиться сверло, выполняется на станке.
Самодеятельность с подручным инструментом допустима в случае замены материала на толстый текстолит. Тогда подойдёт ручной фрезер. Требуется выборка без отклонения глубины и направления, иначе не добьёмся точности выполнения операции по восстановлению режущей кромки сверла.
Удобство в том, что при продольном движении сверла по пазу площадь опоры увеличивается за счёт контакта ладоней с направляющей пластиной. Проворачивание сверла при контакте с точилом, произвольное изменение угла заточки не грозит.
Опорная пластина несёт снизу втулку. Обычно это обрезок трубы. После сварки внутренний диаметр калибруется развёрткой. По размеру трубки подбираем кронштейн и болт. Закажем выточить 2 гайки с цилиндрической поверхностью со свободной посадкой в трубку.

Сборочный чертеж зажима точилки
Проверка и самоконтроль
Прикручиваем кронштейн в последнюю очередь. Его положение предопределит функциональность заточного устройства для спиральных свёрл. Пора провести пробную заточку. Касаясь абразива выше центра оси точильного круга, подправляем режущую часть, подъём за счёт шарнира – обработка затылка.
Распространённые ошибки при заточке:
Правильная заточка спиральных изделий
- Биение сверла вследствие разницы в длине режущих кромок.
- Несимметричность режущих кромок.
В первом случае вследствие смещения оси сверла усложняется попадание в точку кернения. Диаметр отверстия превысит диаметр сверла. Тонкое сверло сломается. Разноугольность режущих кромок ведёт к преждевременному износу задействованной кромки при замедлении работы.
Как сделать правильно повторную заточку. Закажем токарю бобышку с внутренним конусом. Крепим её на стальной лист. Упираем хвостовик в конус, оставляем риски на металле плечиками боковых кромок. Не совпали? Дорабатываем до оптимума.
Видео: Приспособление для заточки сверл
promzn.ru
Приспособление для заточки сверл с чертежом
Угол заточки сверл

Если говорить о тех сверлах, которые используются мастерами в домашних условиях, то стоимость их в магазинах невысока. Но даже в этом случае не стоит использовать их как расходный материал для одноразового применения. Ведь обновление сверла до самого хорошего рабочего состояния не составит большого труда, если мастер имеют сноровку или специальные приспособления.
Есть фабричные станочки, которые предназначаются для затачивания, но это отдельная статья расходов, поэтому чаще всего мастера создают такие устройства своими руками.
Больше всего проблем создают сверла по металлу, а деревянные заготовки не так скоро снижают остроту режущих кромок.


Чтобы изготовить станок для восстановления остроты режущих элементов, необходимые средства контроля (шаблон), который используется для поверки инструмента.
Обычно инструменты по черному металлу, твердосплавной бронзы, стали или чугуна – с углом кромки 115-125 градусов. Длина другого материала эти параметры иные.

для мягкой бронзы, красной меди – 125, для латунных сплавов – 135;
для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
для магния и его сплавов – 85 градусов;
для пластика, текстолита и силумина – от 90 до 100 градусов.

Мастера при необходимости делают шаблоны соответственно указанным выше данным. Кстати, теоретически единичный экземпляр сверла может подойти для всех этих металлов и других материалов, если каждый раз точить разные рабочих поверхностей.
Элементарное кустарное приспособление, которое часто применяется, втулки, приделанные к основанию. В интернете много чертежей для самостоятельного изготовления. Нужно учесть, что инструмент должен быть хорошо зажат, точность зависит от 1 градуса.

При желании можно изготовить значительных размеров обойму, применив алюминиевые или медные трубки соотносительное с типовыми характеристиками сверл или в заготовке из мягкого металла просверлить много дырок. Необходимо, чтобы у точилки был комфортный подручник, чтобы перемещать устройство и удерживать упор.
Этот примитивный станок для заточки легко установить на верстак или столик.
Практический пример работы с чертежом
Суть проблемы: есть свёрла, их надо точить.
Будем использовать один из методов заточки, близкий к заводским. Ловить руками лень. Лучше обезьяний способ – поставил и готово. На изготовление приспособления по готовому чертежу ушел приблизительно 1 час времени.
Немного сварочных работ по шаблону. Был сделан уголок. Надели шайбу, она просто напрессована.
Попробуем первые заточки, если всё собрано правильно, будем дорабатывать и окультуривать, делать приспособление на скорую руку.


После заточки сверла проводим тест. Видны две литьевые стружки, значит, заточка проведена правильно.
Единственный недостаток – одна стружка длиннее другой, значит промазали по длине кромок. Надо сделать упор, который станет регулировать длину заточки, обеспечит симметричность кромок. Для этого сделаем упорную шайбу, которая будет выставляться и протачиваться. Или подрежем, чтобы появилась возможность обрабатывать более короткие сверла.


Видео канала “Anton Fomenko”.
izobreteniya.net
Приспособление для заточки сверл и приспособления к нему + Видео
Приспособление для заточки сверл – крайне полезная вещь в вашем доме. Не секрет, что тупым сверлом невозможно работать с твердыми поверхностями.
Особенности работы со сверлом


Видео про ступенчатые сверла
Заточка бурава может производиться вручную, на станках или специальных абразивных дисках.
Если вы затачиваете сверло вручную, то его необходимо:
- крепко держать за хвостовик, а другой рукой направлять его спиральную часть;
- режущую кромку сверла прижать к боковой поверхности абразивного круга;
- после заточки одной стороны необходимо плавно повернуть сверло, при этом режущие кромки обязательно должны иметь правильный наклон к оси и принять нужную конфигурацию.
Сверло затачивают с обеих сторон поочередно. При этом обязательно контролируйте режущие кромки.
Помните! Острие бурава должно находиться ровно по центру.
В противном случае при работе он будет отклоняться. Стоит отметить, что на сверло ни в коем случае нельзя сильно давить, иначе оно может получить дефекты (изгиб).
Например, если после заточки вы заметили, что режущие кромки неодинаковы и наклонены под разными углами к оси, то это значит, что середина поперечной кромки находится не в центре сверла, и оно будет неправильно работать.

Поэтому все специалисты рекомендуют использовать специальный заточной станок для сверл.
Во время заточки обязательно обратите внимание на изначальный угол инструмента. Именно он в дальнейшем станет вашим ориентиром. Затем осмотрите буравчик на предмет повреждений:
- если вы обнаружили серьезные дефекты, то можно воспользоваться грубой наждачной бумагой;
- если дефекты маленькие и сверло затуплено совсем чуть-чуть – воспользуйтесь доводочным кругом. Эта операция необходима для тонких буравов;
- если сверло по бетону имеет дефекты конуса хвостовика – обработайте верхнюю часть инструмента, аккуратно прижимая его к точильному кругу;
- после обработки ещё раз тщательно осмотрите заднюю поверхность бура;
- если вы заметили, или определили шаблоном, что у вас получился идеальный конус – вы правильно заточили инструмент.

После этого обработайте режущую кромку сверла. Размер перемычки при рациональном обтачивании инструмента должен быть 1-1,7 мм.
Какие особенности у точильных станков
Самодельное устройство для затачивания сверл рассчитано на сквозные и глухие буравчики из сталей, чугунок и различных твердых сплавов. В зависимости от типа, станки могут быть наделены разными функциями. На некоторых из них во время работы можно варьировать угол.
Станки для заточки бывают:
- универсальные – применяются для различных режущих инструментов;
- специализированные – для одного вида.

Именно к универсальным станкам относят устройства для заточки сверл, ведь на них можно обрабатывать:
- метчики;
- фрезы;
- долбняки;
- зенкеры.
Станки подразделяют на две категории:
- Промышленные – имеют высокую мощность и рассчитаны на заточку инструмента большого диаметра. Мощность зависит напрямую от двигателя.
- Бытовой точильный станок для сверл – достаточно компактный и используется зачастую для домашнего пользования. С его помощью можно обрабатывать даже буры малых диаметров.

Различают семь методов заточки:
- Одноплоскостной.
- Сложно-винтовой.
- Фасонный.
- Эллиптический.
- Конический.
- Двухплоскостной.
- Винтовой.
Как изготовить приспособление для заточки сверл
Для изготовления самодельного станка вам потребуются:
- тумблер;
- абразивный круг;
- заглушка;
- двигатель;
- подставка;
- провода.

Следуйте нашим советам:
- В целях безопасности поместите самодельный станок в корпус, снаружи оставьте только ось и абразивный круг. Помните, прибор будет работать от сети.
- Заранее выберите место, где будет стоять ваше приспособление для заточки сверл. Желательно, чтобы оно находилось на металлическом столе.
- Далее поставьте электродвигатель на столешницу с помощью креплений (струбцин) и отметьте места отверстий для болтов, если у него есть лапки.
- После этого уберите электромотор и сделайте 4 отверстия.
- Позже снова установите двигатель и аккуратно закрепите его с помощью болтов.
Совет: Если у двигателя нет лапок – можно укрепить его с помощью металлических полос (хомутов).

Электродвигатель для нашего будущего станка должен быть оснащен специальным удлиненным валом, на который следует надеть зернистый диск. Для этого:
- Установите крепежную гайку, предварительно нарезав на конце вала правую резьбу.
- Закрепите диск с помощью шайбы и гаек.
Если диаметр вала и отверстия диска совпадают, то установите на вал шайбу, а затем абразивный диск. Если диаметр вала и отверстия не совпадают, то вам необходимо добавить втулку.
Предварительно сделайте в ней специальное боковое отверстие с резьбой для болта, чтобы иметь возможность плотно закрепить её на вал. После этого вы можете надеть втулку.

Если вы не можете определиться с электродвигателем, то просто возьмите мотор старой стиральной машинки. Он идеально подойдет для самодельного устройства заточки.
Стоит отметить, что вы должны заранее приготовить пускатель и провода, которые впоследствии нужно будет соединить. Очень важно, чтобы пускатель имел как минимум три-четыре разомкнутых контакта. Его обмотка должна подключаться с помощью двух кнопок к фазной линии.
Внимание! Электродвигатель будет небезопасным, независимо от типа – при работе вращающийся вал может случайно намотать шнур, провод, волосы.
Совет: Изготовьте металлический короб для защиты станка от пыли, абразивных частиц, а вас – от случайных травм.
Как правильно заточить сверло на станке

- При заточке необходимо следить за тем, чтобы два плечика сверла были одинаковые. Если вы достигнете такого соответствия – значит ось вращения сверла полностью совпадет с центром отверстия.
- Перед началом заточки обязательно убедитесь в том, что абразивный диск плотно закреплен.
- Всегда начинайте процесс более грубым абразивом. После того, как на вашем сверле появится заусенец, вы можете сменить абразив на более мелкий.
- Следите за углом заточки.
- Не допускайте переключением обмоток, чтобы абразивный диск крутился наоборот. Он должен всегда двигаться только в направлении лезвия.
Учтите, что сверла не выносят излишнего перегрева. Во время заточки регулярно охлаждайте буравчик. Но ни в коем случае не опускайте в воду раскаленное докрасна сверло, так как в нем могут появиться каверны.
Дополнительные приспособления

Видео про сверло Форстнера
- Направляющая
Чтобы не держать сверло в процессе заточки на весу (это может привести к травме) предусмотрите подложку или направляющую в виде маленькой приставки. Она выполняется из полосы металла, изгибается, как показано на рисунке и прикручивается к станине (основанию). Сверло опирают на нее и подводят к кругу под нужным углом.
- Угломер
Сделайте на направляющей, описанной выше, риски (отметки) под необходимые углы заточки. Пользоваться ей станет намного удобнее.
Если это для вас сложно – отрежьте верхнюю часть обычного транспортира и приклейте на направляющую.

Углы менее 300 для заточки не применяются, поэтому жертвуем ими.
- Универсальное приспособление
Для облегчения заточки инструмента, в частности сверл, разработан механизм, состоящий из сверлильного патрона, вала, роликовых направляющих (салазки) и транспортира.

Основную подложку, описанную выше, делают широкой. На нее приклеивают транспортир. Высверливают отверстие, в которое вставляют болт, служащий осью для поворотной поверхности.
На нее устанавливают на роликовых салазках пластину, на которой закреплена труба с патроном на оси. Сама пластина движется вперед/назад с помощью обычного механизма подачи (ось с резьбой).
В нижней части поворотной пластины укреплен указатель-ограничитель смещения. Он служит для поворота устройства на нужный угол и для его стопора.

Работа с приспособлением
- В патрон вставляется сверло.
- Пластину поворачивают на нужный угол и стопорят указателем.
- Крутят рукоять, добиваясь необходимой заточки половины сверла.
- Замечают деление.
- Поворачивают сверло на 900 и повторяют операцию, доводя сверло до замеченной точки.
refite.ru
Самодельный инструмент для заточки сверла
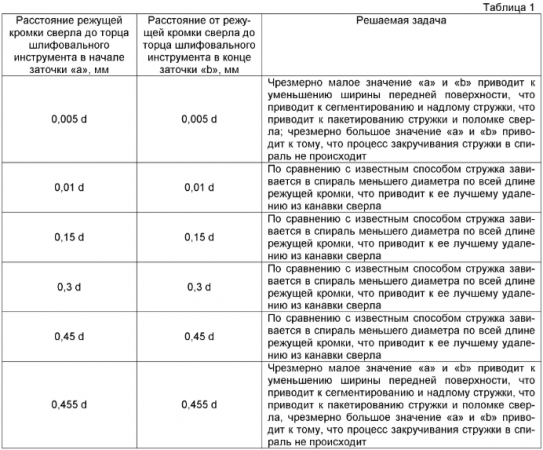
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.

Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.

Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.


Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.


Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.


Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.


Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.

Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.


После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.

Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Источник
coollifehack.ru
Приспособление для самостоятельной заточки сверл
 В процессе обработки твердых изделий сверла подвергаются быстрому износу. Тупой рабочий элемент значительно нагревается и утрачивает свои прочностные показатели. Происходит это из-за «отпускания» металлического сплава. Инструмент время от времени необходимо точить. Впрочем, этот момент касается не только приспособлений для сверления.
В процессе обработки твердых изделий сверла подвергаются быстрому износу. Тупой рабочий элемент значительно нагревается и утрачивает свои прочностные показатели. Происходит это из-за «отпускания» металлического сплава. Инструмент время от времени необходимо точить. Впрочем, этот момент касается не только приспособлений для сверления.
Сверла — это довольно дешевые изделия. По крайней мере вариации, используемые в домашних условиях. Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум неразумно.
Есть и фабричные средства для заточки, однако при этом происходит нарушение концепции целесообразного применения домашнего инструмента.
 Сверла, предназначенные для обработки древесины, почти не затупляются. Изделие можно лишь «загнать» в смолистой конструкции и на повышенных оборотах. Наконечники из победита, необходимые для обработки камня и бетона, как правило, не подвергают заточке. Остается лишь заточка приспособлений по металлу. Некоторые опытные слесари делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Сверла, предназначенные для обработки древесины, почти не затупляются. Изделие можно лишь «загнать» в смолистой конструкции и на повышенных оборотах. Наконечники из победита, необходимые для обработки камня и бетона, как правило, не подвергают заточке. Остается лишь заточка приспособлений по металлу. Некоторые опытные слесари делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Но в этом случае точность и качество работы могут вызывать сомнения. Да и не каждый домашний умелец обладает хорошим глазомером.
Полезная рекомендация: не пытайтесь наточить сверла с помощью наждачки или напильника — в этом нет абсолютно никакого смысла. Для данной цели нужно пользоваться электрическим точилом.
Как самостоятельно сделать точило для сверл
Для начала нужно сделать шаблон, который позволит вам контролировать точность обработки.
Обыкновенные сверла, предназначенные для работы с черным металлом, характеризуются углом кромки от 115 до 120 градусов. Если же вы постоянно работаете с различными материалами, то следует ознакомиться со следующей информацией:
- текстолит и пластмасса — от 90 до 100 градусов;
- любая древесина — 135;
- гранит и керамика — 135;
- чугун, твердосплавная бронза и сталь — от 115 до 120;
- мягкая бронза и сплавы на основе латуни — от 125 до 135;
- алюминиевые сплавы — 135.
 На базе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать максимально качественную и точную заточку сверла.
На базе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать максимально качественную и точную заточку сверла.
Самый простой вариант заточки — разные втулки, которые закреплены на надежной и крепкой основе.
Рекомендуется сделать обойму из алюминиевых и медных трубочек, подобрав их под самые распространенные диаметры сверл. Можно также насверлить в брусочке из нетвердого материала несколько отверстий. Самое важное — поставить на точило комфортный подручник, служащий опорой и позволяющий перемещать затачивающее приспособление под необходимым углом.
Этот способ активно применялся нашими дедами. А для материала уголка (заточного станочка) они использовали крепкий дубовый брус.
По сути, достаточно расположить верстак или стол сбоку наждака — и приспособление для заточки сверл своими руками готово. При этом уровень точности и качества заточки будет крайне высоким.
Существует множество чертежей для изготовления конструкции затачивающих приспособлений. Можно прибегнуть к уже готовым вариантам или же сделать их своими силами. Самое важное — уяснить принцип обработки.
При обработке не стоит допускать того, чтобы сверло вращалось вокруг собственной оси. В том случае, если инструмент будет провернут хоть на миллиметр, он испортится и вы будете вынуждены стачивать определенную длину для дополнительной обработки.
Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
 Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.- Центровка произведена точно, но режущая кромка обладает несимметричными углами. Из этого последует, что при сверлении отверстия работать будет только одна рабочая поверхность. То есть процедура обработки будет проходить очень медленно, а рабочая деталь может перегреться и сломаться. Помимо этого, отверстие получится разбитым, то есть его размер будет больше размера используемого сверла.
 Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.
Углы сделаны симметрично и верно, а вот длины кромок для резания отличаются друг от друга. При этом центр сверления находится неровно относительно оси инструмента. В процессе использования этого инструмента будут появляться биения. В начале работы будет крайне трудно попасть в нанесенную разметку. При этом рабочий элемент, скорее всего, попросту сломается.Рекомендации
Для того, чтобы самостоятельно сделать приспособление для заточки сверл, следует придерживаться следующих правил:
- подручник должен располагаться на одной плоскости с осью наждака;
- конструкция обязательно должна иметь высокий уровень надежности и прочности;
- станок должен быть абсолютно безопасным для работы;
- установка должна иметь функцию как ручной, так и полуавтоматизированной заточки;
- подручник должен иметь удобную форму.
 подручник должен располагаться на одной плоскости с осью наждака;
подручник должен располагаться на одной плоскости с осью наждака;Все средства для создания такого приспособления можно отыскать даже у себя дома или в гараже. Обрабатывать их следует болгаркой, сваркой и точилом.
tokar.guru