Чертеж простого станка для холодной ковки металла своими руками — как сделать ручное самодельное оборудование —
Станок для холодной ковки своими руками: чертежи и инструкции
Известными, благодаря наружному виду, считаются металлические изделия, которые сделаны методом ковки. Такой декор отличается ценой, поэтому не каждый может заказать их себе. Однако, помимо горячей технологии ковки, необходимой для изготовления деталей из металла, существует и холодная. Последний вариант есть возможность сделать самому, для этих целей потребуется изготовить станок для холодной ковки собственноручно.
Устройство станков для ковки по холодному типу
Конструкция станковЛюбой прибор для проведения ковки холодным способом обладает характерными чертами и качествами. Чтобы сделать качественный станок для холодной ковки своими руками, важно выяснить, как он устроен.
- Гибочные. Изменяя положение роликов и клиньев, изменяются габариты волн и изгибов. Из-за этого изгибаются прутья до 1,6 см.
 Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
Единственным недостатком применяемого механизма станет невозможность изготовления его самому. - Твистер. Снабжен спецшаблоном, к нему придавливают используемую металлическую часть. Сохранность шаблона обеспечивается упорным рогом.
- Основание с проставками. Прибор помогает делать любые узоры. Конструкция отличается простотой, основой является пластиной из материала высокого качества, куда вкручиваются проставки на определенной дистанции. Этот тип прибора эффективен для металла в толщину 0,6 см.
- Улитки. Изделие является пластинкой-основой, где расположен спецвиток. Его применяют как шаблон для обрабатываемой детали. Характерной чертой станет то, что «улитка»-шаблон разделена на фрагменты, закрепленные друг с другом с помощью соединительных спецэлементов. Это даст возможность при работе шаблону менять форму, ввиду чего будут созданы разнообразные волны и изгибы. Для изготовления такого станка потребуется выбирать крайне надежный материал, которой не будет гнуться по прошествии времени.
- Торсионный станок. Подобное приспособление эффективно для винтового скручивания прута. Устройство делают из цилиндрического металлического каркаса и 2 фиксирующих элементов. Принцип работы заключается в том, что прутья помещают в крепежные элементы. С одной стороны их зажимают, а с другой закручивают до необходимых размеров винтовой волны.
 Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
Единственным недостатком применяемого механизма станет невозможность изготовления его самому.
Важно! До того, как создать устройство, необходимо ознакомиться с чертежами станка для холодной ковки.
Разновидности и назначение станков для ковки
Механизм облегчит работы вручную и создать уникальные изделия. Для ковки холодным методом мастера применяют различное оборудование, которое минимизирует физ. усилия человека и позволяет провести такие основные действия:
- согнуть профиль под необходимым углом;
- изготовить спирали либо завитки;
- скрутить детали вдоль.
Различные механизмы помогают создавать уникальные конструкции, художественное полотно для беседки, декор для скамьи в парке, прочие предметы разнообразного предназначения.
Декор-станки дают возможность создавать схожие по форме и параметрам детали за короткий временной интервал, помогают уменьшить их себестоимость и сроки изготовления.
Такие станки бывают профильными (выполняют лишь одно действие) и универсальными. Выделяют такие спецстанки:
- гнутики;
- улитки;
- торсионы;
- штамповочные.
Универсальные модели состоят из компонентов спецтехники в разных комбинациях.
Станок «улитка»
«Улитка»Алгоритм сборки станка для холодной ковки своими руками не вызовет сложностей. Во время создания улитки вероятны 3 типа конструкции, и то относительные. Каждый специалист делает завиток, спираль и изгиб изделия по-своему.
По виду исполнения механизмы бывают 3 видов:
- монолитные с фиксированным шаблоном изгиба;
- со съемным изгибом, дающим возможность делать различные завитки;
- с разборными составляющими завитка и крутящейся столешницей, чтобы получать сложные профили изгиба.

Монтаж станка начинают с конструирования основных узлов приспособления:
- Каркас. Механизм должен быть изготовлен из металла. Древесина совсем непригодна для сборки прибора: продолжительные и чрезмерные нагрузки разрушают дерево за несколько использований. Как основной материал используется уголок, трубы с толстой стенкой либо швеллер.
- Столешница. Ее изготавливают из плиты из металла, которая вырезана в форме окружности, по толщине 0,4 см. Из такой плиты вырезают вторую столешницу, которая повторит по форме первую. На последней располагаются составляющие, производят изгибы заготовок. При холодной ковке столешница будет принимать большую нагрузку, потому не требуется экономить и создавать ее из тонколистового железа.
- Главный вал и рычаг. Вал расположен посередине, его окружают столешницы. Фиксируется к каркасу 4 треугольниками. Механизм сделан из трубы с толстой стенкой нужного диаметра. Рычаг крепят к валу посредством кольца и вращают вокруг его оси. Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
 Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.
Вспомогательно на него устанавливают ролик, чтобы сгибать прутья.Станок торсионный
Обыкновенное скручивание ряд пользователей осуществляют, не используя станок. Зажимается одно окончание детали в тисках, а второе обращается благодаря стандартному вороту. При такой методике обрабатываемая заготовка скручивается, однако иногда и вытягивается. Во избежание этого, сооружается направляющая конструкция в качестве желоба. Необходимо учитывать:
- протяженность желобка – он не может быть длиннее детали, уменьшаемой во время деформации;
- ширину желобка – требуется, чтобы он вдвое был шире изделия, поскольку в процессе деформации оно увеличится.
Возможно достичь ожидаемых результатов без оборудования – в таких целях потребуется приложить усилия и потратить большое количество времени. Те, кто предпочитает собрать необходимое устройство, должны спроектировать такую спецтехнику.
Торсионный станокСборка такого станка собственноручно возможна в 2 вариациях: стандартная и универсальная. Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Первая станет улучшенным способом работ с тисками, а вторая предоставит шанс создавать уникальные детали.
Главное рабочее усилие, которое требуется, чтобы деформировать материал, принимает опора, потому основание создаваемого устройства должно отличаться высокой прочностью. В таких целях используется двутавр либо 2 швеллера, которые сварены друг с другом. Устойчивости для каркаса добавляют лапы, которые приварены к устройству. Затем возможно изготавливать остальные элементы – заднюю бабку и шпиндель.
В узлах механизма из профильной трубы своими руками находятся патроны, назначением которых станет их размещение внутри заготовки. Они должны обладать прочными фиксаторами (для надежного крепления). Ввиду уменьшения длины используемого изделия во время скручивания заднюю бабку выполняют скользящей. Допустимо сооружать ее из тисков, закрепляя на основании посредством болтов.
Подвижный элемент шпинделя проворачивают при помощи ручки, которая предусматривает наличие нескольких рычажков, имеющих необходимую длину для гашения прилагаемых усилий.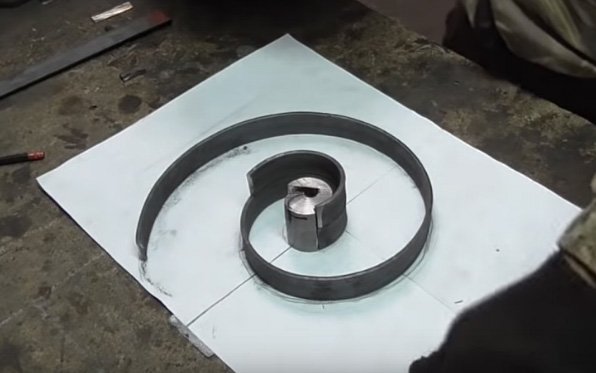
Сборка торсионного прибораВажно! Возможно добавить втулки из резины, чтобы защитить руки от скольжения.
Основным различием в алгоритме монтажа универсального прибора станет устройство подвижного элемента. Он предполагает винтовую подачу при изготовлении фонарей, фиксируется с помощью стандартного скручивания. Потому активный элемент снабжается 2 шпинделями. В этом варианте для скользящей бабки требуется фиксирующий винт.
Когда нужно сделать деталь, которая скручена лишь на конкретном фрагменте, к прибору добавляют ограничители. Их изготавливают по принципу задней бабки – присутствуют спецзажимы и есть опция скольжения.
Работы в такой ситуации крайне утомительны, получение изделий высокого качества представляет собой трудоемкий процесс. Потому оснащение электрическим приводом изделия станет наилучшим решением.
Станок «гнутик»
Приспособление отличается эффективностью, массивностью, простотой монтажа. Но существенным минусом станет то, что сложно отыскать и подогнать детали. Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Назначением устройства станет сгибание под различными углами детали, потому понадобится прикладывать значительные усилия на, следовательно, требования к монтажу станут выше.
Для каркаса приспособления подбирают толстую раму из стали. Следует учитывать, что устройство крепится к столу. В основном делается крепеж с помощью болтового соединения, к примеру, как в тисках. В середине рамы есть направляющая, отличающаяся подвижностью. Ее приводят в действие с помощью эксцентрикового механизма, фиксируемого на раме-каркасе. Вспомогательно устанавливаются 3 упора, которые создают необычную «вилку» – это рабочие составляющие устройства. С учетом профиля сгиба они меняются: круглые валы – чтобы выполнить волну, «молоток» – чтобы формировать углы.
«Гнутик»Рабочие комплектующие изготавливаются лишь из особой стали. Они будут отвечать за прочность всей конструкции. Чтобы обрабатывать и подгонять изделия, понадобятся непосредственно спецнавыки и соответствующие инструменты. Потому, когда присутствуют трудности в заказе, при покупке либо изготовлении главных узлов, то рекомендуется приобрести устройство в магазине. Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Его цена не слишком высока, однако он может дополнительно использоваться, чтобы сгибать трубы.
Станок «волна»
Более логично называть рассматриваемое изделие управляемой волной. Устройство оснащается 2 стальными дисками в диаметре 14 см. Они фиксируются посредством болтов к столешнице. На основном диске закрепляется ось, которая вращает универсальный вороток.
Управлять рассматриваемым приспособлением нужно, меняя дистанцию меж дисков. Во время обкатывания воротом прута формируется узор. Когда прут снимают с кондуктора, образуется узор со второй стороны.
«Волна»Станок — пресс
Чтобы формировать наконечники прутьев, потребуется воспользоваться прессом. Рассматриваемое устройство функционирует аналогично маховику: изначально вращается штанга с грузиками, отводится винтовой боек до конца назад. Затем вставляется внутрь гнезда другой штамп и ставится обрабатываемое изделие. После, штанга быстро раскрутится в противоположный бок. Боек будет бить по хвостовой части штампа, вследствие чего образуется усилие необходимое в целях штамповки.
Детали, которые изготовлены методом холодной ковки, соединяют 2 методами:
- Сварка — изделия приваривают, окалину стачивают «болгаркой» либо иным оборудованием.
- Хомуты — подобный тип соединения выглядит значительно ярче.
Окрашивают заготовки, применяя спецэмали либо краски из акрила.
ПрессКак сделать своими руками станок для холодной ковки
Для монтажа станка для холодной ковки своими руками потребуется осуществить следующие действия:
- Сначала собирается стойка, выступающая в качестве опоры. В этих целях каждый элемент (фрагменты трубы аналогичных размеров и сочленения с верхней и нижней стороны) соединяются в одно целое. Устройство снаружи напоминает табуретку. Монтажные работы производят, используя сварочный аппарат, нарезку — применяя пилу.
- Теперь требуется нарезать металлические листы. Получатся круги одинакового диаметра и 4 треугольника, которые имеют одинаковые стороны. Треугольные составляющие привариваются к нижней части конструкции так, чтобы вышло что-то схожее с пирамидой. Основание с более широкой площадью приваривается к центру вырезанного круга.
- 4 планки, расположенные по горизонтали, присоединяются к окружности с приваренным элементом. Подобное осуществляется, применяя болты (используют дрель для сверления отверстий).
- Последующим действием станет изготовление рукоятки. Требуется использовать 2 прута разной длины. Определяются их габариты методом соотношения с диаметра и окружности. Первый прут долен совпасть по размерам, второй несколько превышать его параметры. Во время сгибания первого прута требуется соблюсти необходимый угол. После этого углы привариваются между собой, затем вниз вваривается третий прут. Должна присутствовать перемычка меж начальных двух отрезков, к ним присоединяют спецрычаг.
- Подшипник для разнообразия направлений в приспособлении прикрепляется к окончанию приваренного рычага, к отрезку, который находится в нижней половине устройства. Верхний отрез играет роль крепления для металлической катушки (монтируется по горизонтали, помогает сгибать металл). Снизу отрезка, где находится свободное окончание, проделывается отверстие.
- Завершающим шагом изготовления станет монтаж изготовленной рукоятки с элементом, который напоминает «пирамиду». Фиксируются такие детали после одевания рукоятки механизма с помощью гайки большого диаметра. На нее заранее приваривается круг из металла, дающий возможность закрепить шаблон. Затем «улитку» необходимо присоединить, используя сварочный аппарат. Теперь механизм будет готов к эксплуатации.
 Основание с более широкой площадью приваривается к центру вырезанного круга.
Основание с более широкой площадью приваривается к центру вырезанного круга. Снизу отрезка, где находится свободное окончание, проделывается отверстие.
Снизу отрезка, где находится свободное окончание, проделывается отверстие.Соблюдая несложный алгоритм действий, домашний специалист или мастер сможет создать устройство высокого качества.
Для создания механизма самому требуется быть внимательным в процессе проектирования чертежей и произведения необходимых расчетов. В других моментах алгоритм изготовления простой. Установив принцип работы прибора, возможно придумать ему оригинальные вариации, способствующие улучшению обрабатываемых заготовок.
Кузнечное оборудование: станок для холодной ковки своими руками — RMNT
Холодная ковка невозможна без специального кузнечного оборудования.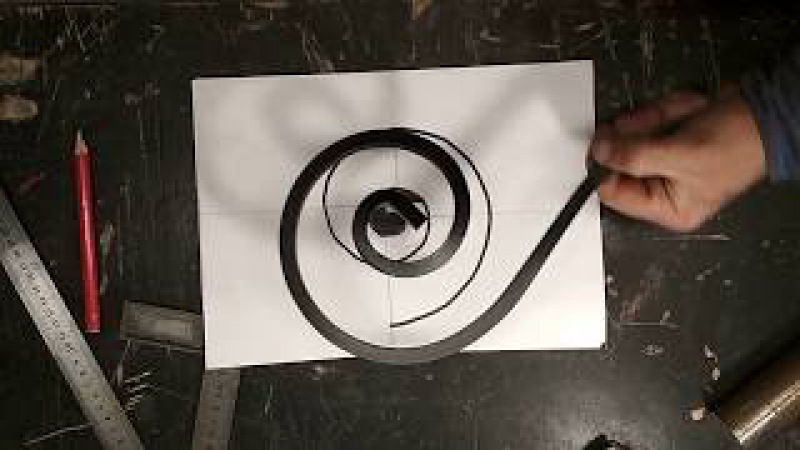 Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута.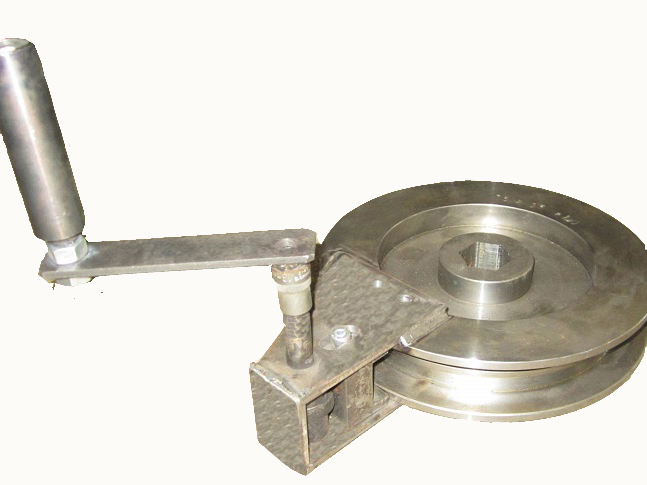 Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.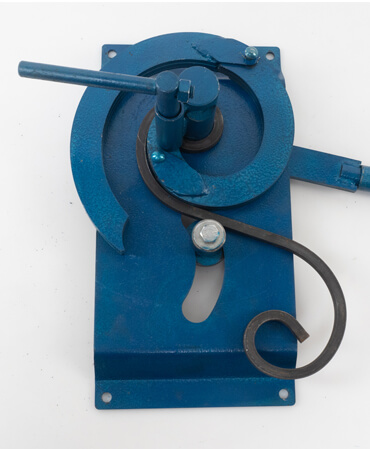
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
 youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>
youtube.com/embed/HL0aAjztrsI?rel=1&fs=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture”/>
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.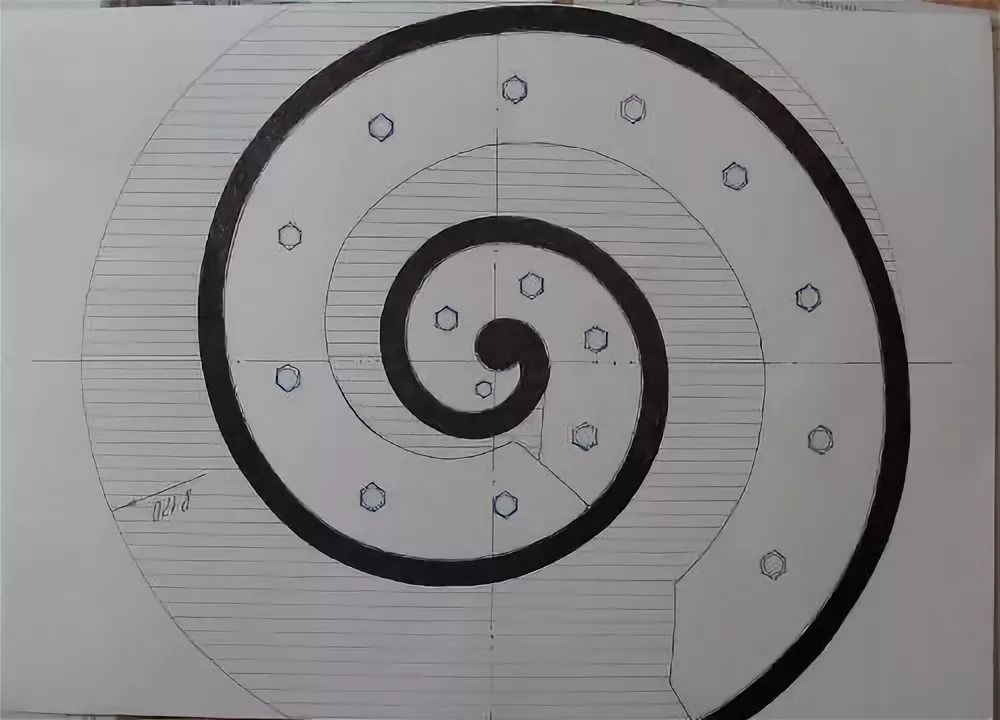
рмнт.ру
Станок для холодной художественной ковки своими руками: чертеж, инструкция и видео
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях.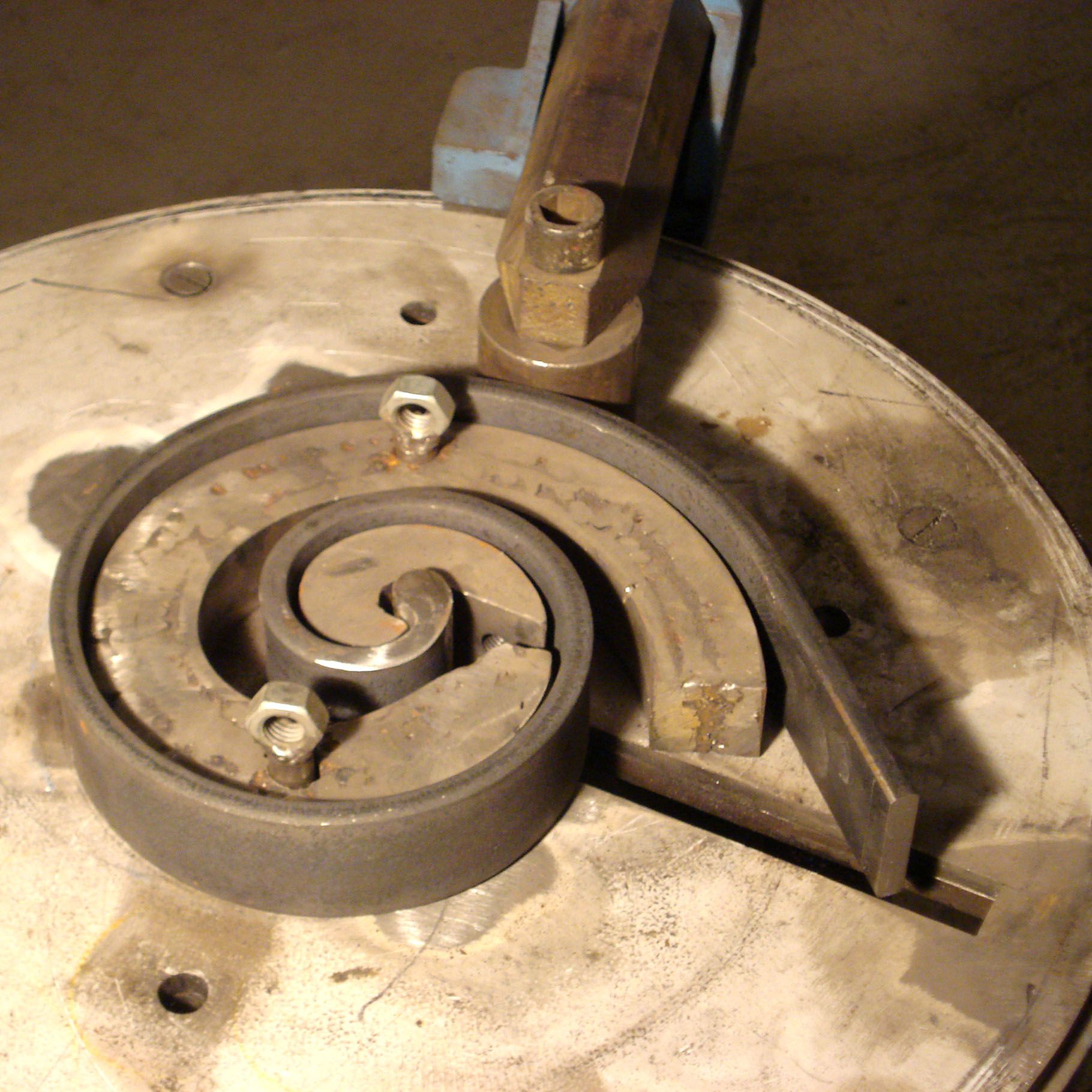 Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
 При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
- твистер;
- улитка;
- гнутик;
- волна;
- глобус;
- фонарик.

Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.

Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
размеры, эксплуатация, изготовление своими руками
Люди занимаются обработкой металла не одно тысячелетие. Известно две основных технологии обработки — горячая и холодная ковка. Первый метод требует использования нагревательного оборудования для плавки или разогрева металла. Вторая технология выполняется с помощью специального оборудования. Станки для холодной ковки — это простые конструкции, которые можно изготовить самому.
Станок для холодной ковкиПроцесс холодной ковки
Холодная ковка — простой технологический процесс обработки металла. Кузнец изгибает детали используя ручные установки. Работа проводится с помощью рычагов, которые уменьшают человеческое усилие, передаваемое на материал. На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
На выходе получаются более прочные изделия, чем при отливке. При холодной ковке станок одновременно гнёт и прессует заготовки.
Изменение формы металлических деталей без нагревания применяется при изготовлении:
Оборудование для сгибания металлических заготовок позволяет создавать изделия разной формы. Сложные металлоконструкции изготавливаются из отдельных деталей с помощью сварочного аппарата.
Виды станков
Существуют разные виды кузнечных станков, с помощью которых можно изменять металлические заготовки. Это конструкции рычажного типа, которые можно собрать самостоятельно. Для этого нужно разобраться в принципе работы отдельных моделей.
Улитка
Это ручной агрегат для создания завитков, спиралей из металлического прута. Самодельные станки улитка для холодной ковки присутствуют во многих мастерских. Чтобы сгибать заготовки малого размера, используется специальный кулачковый механизм.
Торсионный
Приспособления для холодной ковки, с помощью которых скручивают металлические прутья разного размера. Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Кузнец может изгибать по спирали один прут или объединять несколько в один. Представляет собой литое основание, на котором закрепляются два вида тисков. Одни неподвижные с воротом, вторые передвигаются по основанию. Тиски предназначены для закрепления прутьев. Далее кузнец закручивает ворот до нужного положения.
Чтобы скручивать несколько заготовок вместе, используется оборудование с установленными двигателями. Такие конструкции снижают усилия человека при работе с заготовками до минимума. Механизированные агрегаты эффективнее изгибают металлические детали.
Гнутик
Это ручной станок для ковки металла. Считается основным механизмом для сгибания прутьев под разными углами. Конструкция станка для ковки металла представляет собой металлическое основание, на котором закрепляются два неподвижных вала, а между ними подвижная деталь. С помощью подвижного элемента кузнец выбирает угол, по которому будет сгибаться заготовка.
Станок гнутикВолна
Ручное оборудование. Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Позволяет изгибать металлические заготовки по форме волны. Представляет собой ряд металлических дисков, которые расположены по одной прямой. Расстояние между ними может изменяться зависимо от требуемых изгибов волн.
Пресс
Чтобы делать плоские окончания на металлических изделиях, используется самодельный пресс. Он представляет собой два диска, которые объединяются между собой системой шестерней. Арматура закрепляется одним концом между дисками. Кузнец начинает вращение с помощью ручки.
Изготовление
Сборка самодельных станков для холодной ковки своими руками не доставляет больших трудностей. Сделать станок для холодной ковки своими руками можно в несколько этапов:
- Подготовить чертежи. Если это многофункциональный универсальный станок, схемы отдельных элементов можно найти в интернете. Объединить их на одном рисунке, обозначить места скрепления, проводов. Нельзя забывать про указание размеров.
- Подготовить инструменты, расходные материалы. Например, для изготовления улитки понадобится кулачковый механизм, спираль из твердосплавного металла. Для волны нужны металлические диски, для торсиона — тиски.
- Следующий этап — сборка конструкции, на которой будут закрепляться другие детали. Чтобы соединить металлические детали, необходимо использовать сварочный аппарат. Швы зачищаются с помощью болгарки, покрываются защитным составом.
- На готовой конструкции закрепляются подвижные элементы, которые будут взаимодействовать непосредственно с заготовкой.
- Прежде чем начинать работать нужно проверить надёжность креплений.
 Нельзя забывать про указание размеров.
Нельзя забывать про указание размеров.Несмотря на многообразие чертежей и инструкций, часто качество самодельных станков оставляет желать лучшего, а учитывая количество потраченного времени, многие выбирают вариант покупки заводского оборудования.
Цены на станки для холодной ковки сейчас на очень низком уровне благодаря компании Stancraft, которая разработала и запустила в массовую продажу универсальный комплект ручных станков, что бы их мог позволить себе любой дачник.
На их официальном сайте stancraft.ru есть такие станки, как «Улитка», «Торсион+Корзинка», «Гнутик», «Профилегиб». Если Вам хочется максимально быстро начать работать на станках, самый простой способ — заказать на сайте stancraft.ru.
Эксплуатация
Чтобы не испортить материал и оборудование, нужно знать ряд особенностей. Кузнецы дают такие рекомендации:
- Прежде чем начинать работать нужно проверить целостность крепёжных элементов.
- Подвижные детали необходимо периодически смазывать моторным маслом. Это обеспечит надёжную работу оборудования.
- Чтобы проще было изгибать заготовки из металла, можно делать предварительное разогревание материала.
- При сгибании деталей движения должны быть плавными. Самодельные станки не настолько надёжны как покупное оборудование.
- Нельзя надеяться на высокую точность самодельного агрегата.

После сваривания металлических элементов конструкции нужно зачистить швы. Покрыть их антикоррозийным составом. На самодельном оборудовании для холодной ковки изготавливаются отдельные детали металлоконструкции. Кузнец располагает их на рабочем столе так, как они будут расположены в готовом изделии. После этого он должен соединить их с помощью сварочного аппарата.
Самодельные станки для холодной ковки популярны в частных мастерских, гаражах. Кузнецы изготавливают с их помощью разные кованые изделия сложной формы. Для сборки не нужно обладать дополнительными навыками. Достаточно сделать чертёж, подготовить материалы, инструменты, провести поэтапную сборку.
самодельные кондукторы, матрицы и другие инструменты, изготовление из профтруб и не только; гибка, сварка, сборка; видео
Кованая настенная вешалка-полка, украшенная листьями и завитками. Фото Царская Ковка
Фото Царская Ковка
Кованые завитки являются универсальными декоративными элементами, применяющимися для дополнения дизайна разнообразных по форме изделий. Для изготовления деталей подобного типа используется механизированное оборудование, а также ручные инструменты и приспособления. Некоторое оснащение продается по достаточно высоким ценам. Но существует также возможность изготовления (сборки) оборудования своими руками.
Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Производство станков любого типа своими руками представляет собой сложное дело. Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Как сделать улитку с электропроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол выполняется из стали, к нему с нижней части приваривается труба, к которой в свою очередь крепится подвижный рычаг, сделанный из профильной трубы 45х25, толщина стенок – 1,5 мм.
- Данная часть станка крепится к ножкам, опорам.
- К рычагу крепится дополнительная регулируемая часть, дополнительно усиленная угольником.
- В ровной поверхности, где предварительно сделаны отверстия, крепятся оправки (кондукторы), выполненные из квадратного прутка с сечением в 10 мм. и полосы.
- Изготовление оправок осуществляется по рисунку.
- Несколько отверстий позволяют располагать оправки разным образом, что позволяет гнуть элементы разных конфигураций и размера.
- Мастер демонстрирует процесс изготовления элементов.
Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньших затрат времени и расходных материалов.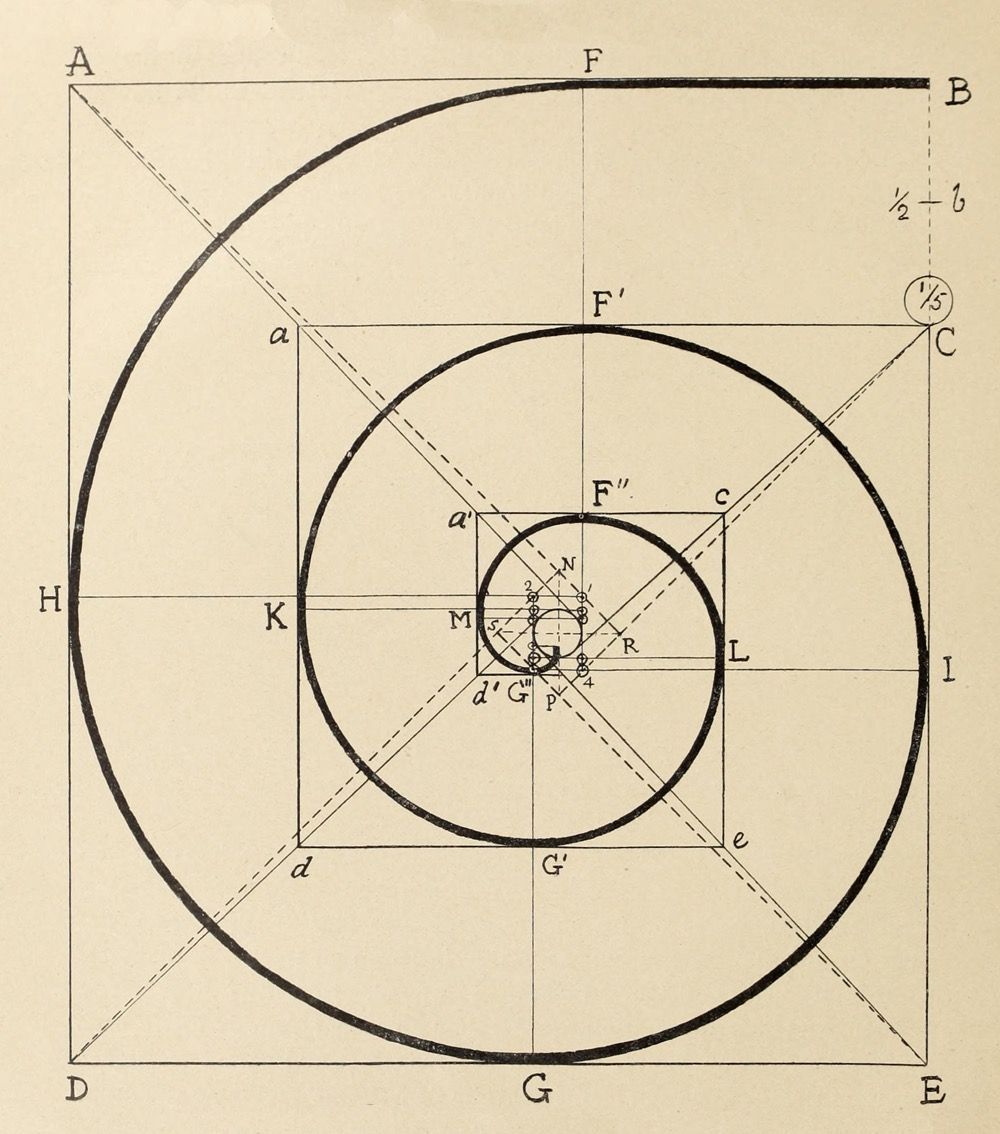 Подобные приспособления имеют более простое строение.
Подобные приспособления имеют более простое строение.
Матрица
- Для изготовления приспособления потребуется кусок швеллера длиной 25 см.: покупная или выточенная самостоятельно петля с диаметром 22 м. с втулкой из двух видов труб и элемента сложной формы, а также еще одной петли.
- Лекало подобного типа позволяет производить волюты разных размеров.
Кондуктор
- Для изготовления кондуктора потребуется полоса длиной 60 см. и шириной – 4 см.; кусок жести 16 на 16 см., толщина – 3 мм.; кусок угольника; небольшие вырезанные из рессоры элементы с закругленными углами и снятыми фасками. Из малых деталей сваривается деталь с углом в 90 градусов, для крепления заготовок при гибке.
- На полосе прорисовывается наклонная линия, часть заготовки позже будет удаляться.
- Полоса слегка гнется, к ней приваривается малый угольник, после этого гибка продолжается.
- Спираль крепится к основанию, к куску жести.
- Кондуктор фиксируется в тисках, лишняя часть обрезается болгаркой.
- С нижней части основания приваривается угольник, обеспечивающий крепление изделия в тисках.

Другое оборудование для ковки
Весь перечень оснащения для холодной ковки следует разделять на четыре отдельные категории, критерием для классификации выступает уровень автоматизации.
- Универсальное оборудование представляет собой автоматические или в некоторых случаях ручные установки, позволяющие обрабатывать заготовки с разным сечением. Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков.

Станок для ковки Ажур-1М. Фото КовкаПРО
- Станки для холодной ковки предназначены для облегчения ручного труда. В перечень устройств кроме улитки входят гнутик, волна, твистер, глобус. Каждый агрегат предназначен для изготовления определенного вида элементов. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их совсем. Ручные станки применяются мастерами, которые занимаются ковкой в качестве хобби, так как производительность данных устройств не слишком высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
Станок для холодной ковки типа Волна
- Инструменты представляют собой простые предметы, ковка выполняется вручную, посредством применения силы. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
Вилка кузнечная
- Приспособления являются более сложными предметами, представляют собой механизмы, к которым относятся кондуктор, шаблоны, лекала, оправки.

Самодельные модели, изготовление, как сделать, размеры
Кроме устройства типа улитка возможно также изготовить самостоятельно и другие станки для холодной ковки: фонарик, волна и прочие, в том числе и электрические. Приспособления в большинстве случаев делают своими руками. Самодельные модели разных видов и размеров позволяют осуществлять процесс холодной ковки своими руками и выпускать элементы необходимых конфигураций.
Купить
Исполнители, не уверенные в собственных навыках, имеют возможность приобрести станки для ковки заводского производства. Предприятия предлагают широкий выбор моделей ручных устройств: улитки, волны, фонарики, твистеры, прессы, гнутики, а также универсального оснащения.
Китайская машина для горячей и холодной штамповки, Китайские производители и поставщики станков для горячей и холодной штамповки на Alibaba.com
Механический ковочный пресс с управлением от ПЛК 200тонн с механическим кузнечно-прессовым прессом с ПЛК 200тонн Механический кузнечно-прессовый пресс с ПЛК 200тонн Фотографии Технические характеристики КОД АРТ.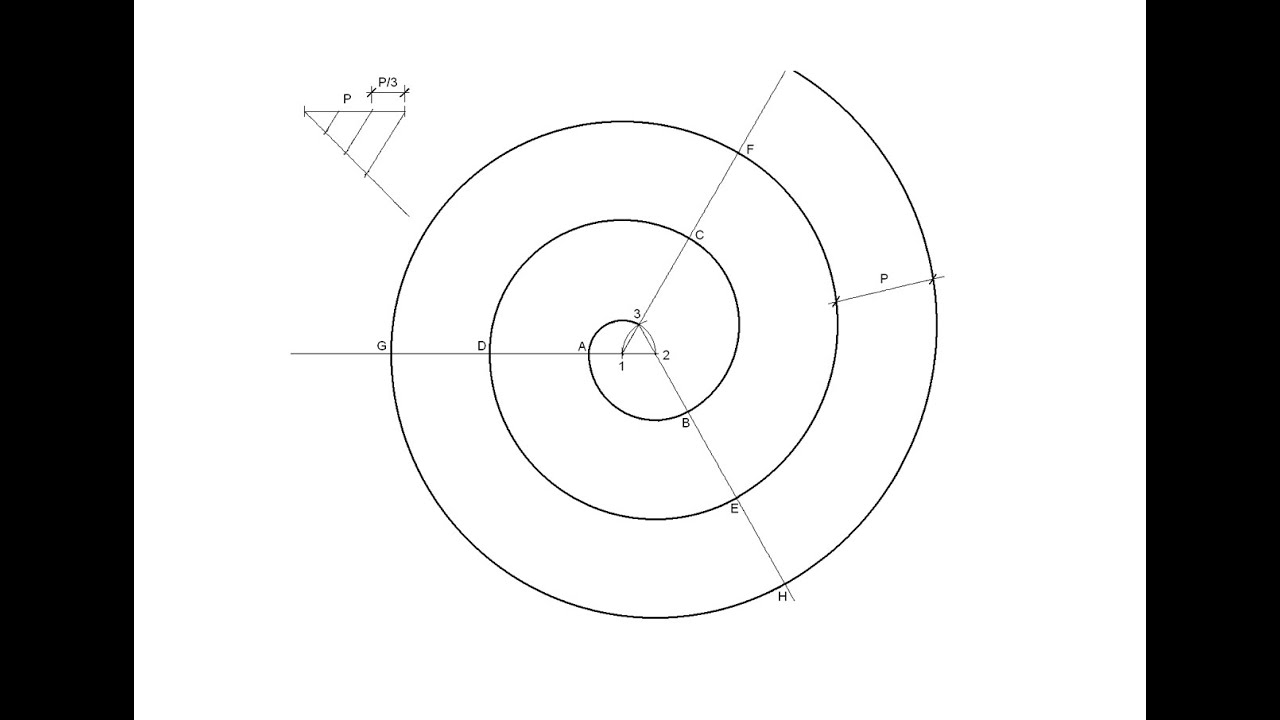 800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс.
800 1250 Ход слайда S мм 80120140160180 Ход слайда Фиксированный об / мин Время / мин 100 80 70 60 50 Переменный (опционально) об / мин Время / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс.

Станок для холодной штамповки болта
Машина для холодной штамповки болта
Описание продукта
Применение формирователя холодной штамповки
Машина для холодной штамповки использует метод холодной штамповки, подходит для производства всех видов винтов, Специальная машина для обработки шурупов по дереву, внутренняя шестиугольная, вогнутая шестиугольная заклепочная заготовка. Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Характеристики формирователя холодного болта
(1) Идеальный дизайн, простота в эксплуатации.
(2) Конструкция салазок с одной направляющей позволяет машине работать с высокой скоростью, а эффективность производства также высока.
(3) Основной монтажный комплект наших машин изготовлен из высококачественного материала, подвергнутого термообработке с высокой стойкостью к истиранию и низкой деформацией, машина долговечна и долговечна.
(4) Холодная высадка Машина использует систему принудительной подачи масла , чтобы убедиться, что все компоненты машины работают в пленках состояния масла, и машина может быть долговечной в течение длительного времени.
(5) Ключевые компоненты наших машин импортируются, и все они соответствуют всем требованиям к высокой точности, высокой твердости и устойчивости к истиранию.
(6) Конструкция для выталкивания наружной формы, которая решает проблему блокировки винтов при спуске.
Поточный процесс станка для изготовления шурупов по дереву
Грубая линия → Проволока → Заголовок → Накатка резьбы → Термическая обработка → Покрытие (цвет) → Упаковка
(1). Протяните грубую линию к необходимому участку линии.(Волочильный станок)
(2). Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
Отрегулируйте, изготовьте и сформируйте головку винта на высадочной машине. (Станок для нарезки резьбы)
(3). Отшлифуйте зуб на резьбонакатном станке и полностью сформируйте винт (Нарезной станок)
(4). Обрабатывайте шнек-полуфабрикат термической обработкой согласно стандарту (печь для термообработки)
(5). В соответствии с требованиями, технологическое покрытие и т. Д. (Цинкование)
(6). Упаковка и с завода
Формовщик холодного болта Подробное шоу:
000 000 000 000 000Упаковка и доставка
Упаковка: В стандартном деревянном ящике для экспорта
в течение 150002 дней после доставки .Условия оплаты :. 30% T / T при предоплате, оставшаяся сумма должна быть оплачена после того, как мы закончим производство. (Мы возьмем для проверки фотографии машин и упаковки)
У нас есть собственный фарвард. Мы можем своевременно проверить информацию о доставке. Вы также можете использовать свой экспедитор. Мы свяжемся с ним как можно скорее.
Мы свяжемся с ним как можно скорее.
Информация о компании
Мы производитель, а не торговая компания.
Основанная в 1990 году компания Xingtai JUDU Technology Co., ООО специализируется на производстве всех видов оборудования. В то же время мы можем производить по желанию наших клиентов. Эта продукция экспортировалась в США, Германию, Пакистан и Австралию.
Емкость:
| Основные рынки | Общая выручка | |||
| Африка | 24% | 9015 9015 Южный Восток 9015 9015 Юг | ||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
 Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
 Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.
Машина может автоматически завершать подачу, правку, резку, формовку, штамповку.

| Основные рынки | Общая выручка | |||
| Африка | 24% | 9015 9015 Южный Восток 9015 9015 Юг | ||
| Южная Америка | 9% | |||
| Восточная Азия | 10% | |||
| Северо-Восточная Азия | 8% | |||
| Европа | 7% |
 Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
Провинция Хэбэй. Вы можете прилететь в аэропорт Чжэндин или на скоростном поезде напрямую. Я тебя подберу .
 Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс.
Высота затвора матрицы h4 мм 250 270300320350 Регулировка высоты затвора матрицы t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего салазок FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Диаметр отверстия хвостовика d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер надрессорной балки FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110130140155 Диаметр отверстия в кровати ¢ мм 150150150180200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.5 5,5 7,5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД АРТ. ЕДИНИЦА Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная нагрузка Pe кН 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 Ход слайдов Фиксированный об / мин Время / мин 45 45 30 30 30 Переменный (опционально) об / мин Время / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4.
Высота закрытия штампа h4 мм 400 450 500 500 550 Регулировка высоты закрытия штампа t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер нижней части скольжения FB b мм 580 650 700 700 750 LR a мм 700880950950 1020 Диаметр отверстия под хвостовик Диаметр d мм 70 70 70 70 70 Глубина I мм 100100130130130 Размер надрессорной балки FB D мм 760840880880950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Ковочный пресс 200тонн Характеристики: 1. Стальной сварной корпус, закалка, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленчатый вал, компактная конструкция; 3. Коленчатый вал подвергается шлифованию после высокочастотной закалки; 4.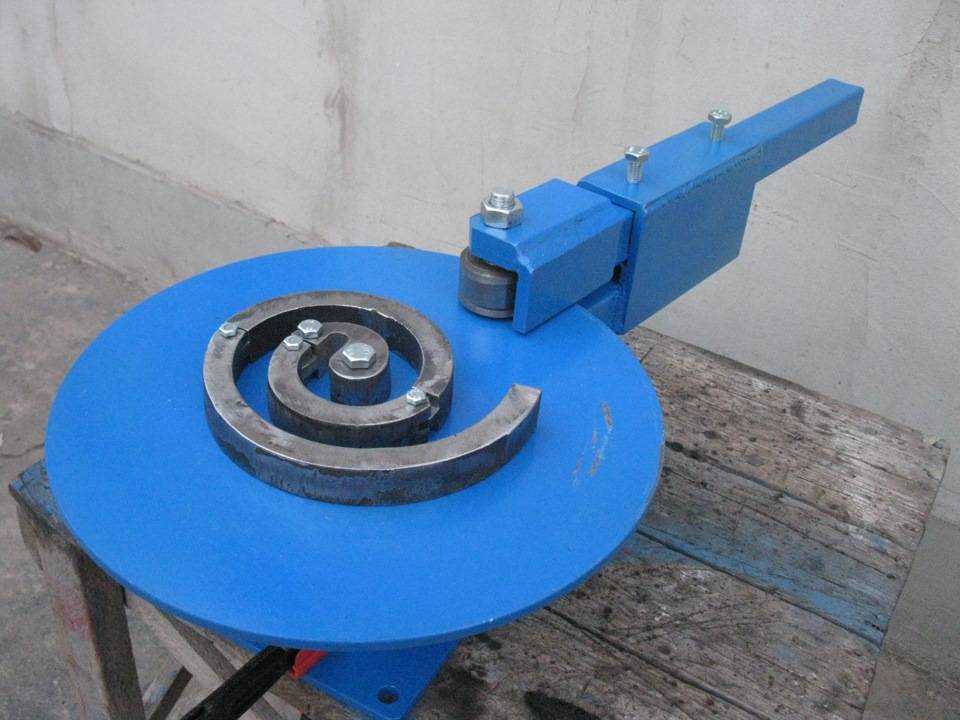 Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.
Удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический цилиндр с двойной балансировкой, который уравновешивает ползун и вес штампа для снижения шума и ударов; 6. управление PLC и импортный двойной предохранительный клапан; 7.Мокрое сцепление и гидравлический предохранитель от перегрузки.электрические и ручные. Как сделать станок своими руками по чертежам с размерами для ковки профильной трубы?
Чтобы обустроить домашнюю кузню, придется потратиться хотя бы на элементарное оборудование. И если поначалу оно будет обслуживать довольно примитивные запросы, со временем прогрессирующему мастеру обязательно захочется заняться художественной ковкой. Станок «Улитка» – замечательное устройство, которое поможет в этом как раз новичкам. И купить его становится проблематично, зато можно сделать самому.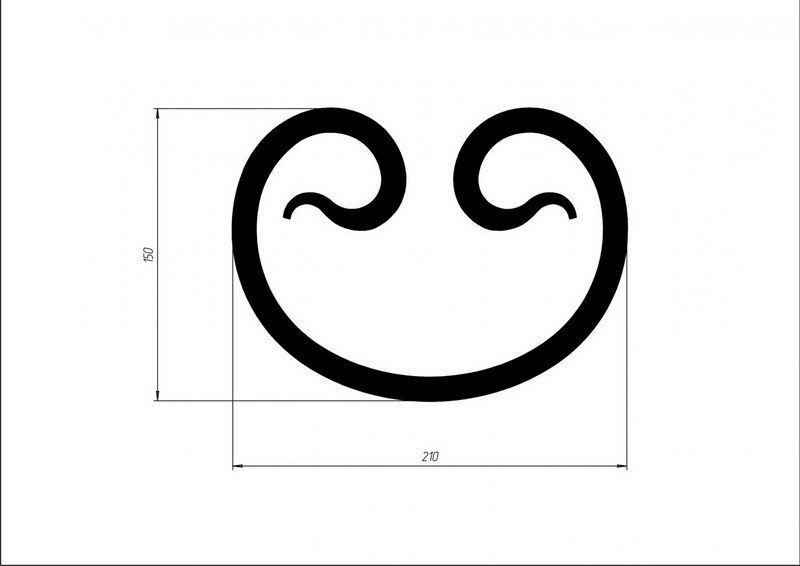
Что это такое?
Холодная ковка, если заниматься ею профессионально, требует не одного станка. И «Улитку» (далее по тексту просто улитка или станок-улитка) можно считать первым в этом списке, обязательным и доступным (условно, конечно). Даже имея в наличии только этот станок, можно создавать интереснейшие кованые изделия, состоящие из металлических завитков. А также улитку можно считать вспомогательным кондуктором, который производит изгибы заготовок согласно заданным параметрам. Можно сказать, что кондуктор – это специальный шаблон, в арсенале которого десятки однотипных деталей. Да что там десятки, если нужно, даже сотни. И детали этот станок гнет без доппрогрева.
На чем основана работа: металл деформируется строго по принципу, чтобы сделать гиб, нужны значительные усилия. А значит, станок можно модернизировать электроприводом. Благодаря моторам-редукторам можно развивать ощутимые усилия, ограниченно прикладывая силу. И на участке обработки крутящий момент способен достигнуть не одного десятка килограммов.
Если бы вся работа осуществлялась только за счет физической силы мастера, тот бы быстро уставал. А значит, его КПД падал бы на глазах. Но такой дополнительный механический помощник, как станок, позволит за смену делать десятки или даже сотни заготовок. А ведь гибка заготовок – еще не конечный этап, а только промежуточное звено в изготовлении сложных конструкций. Они затем будут собраны в единое изделие, например, приварены.
Виды
Исходя из описания выше можно понять, что станок бывает ручным и электрическим, но настоящую эффективность показывает только второй вариант. Первый будет служить либо учебным пособием, либо же позволит наладить достойную производительность труда. Тем более что сделать станок электрическим не так уж и сложно. Учитывая, что улитку делают своими руками, все реально.
Первый будет служить либо учебным пособием, либо же позволит наладить достойную производительность труда. Тем более что сделать станок электрическим не так уж и сложно. Учитывая, что улитку делают своими руками, все реально.
Хотя говорить, что ручной станок совсем не используется, тоже нельзя. Например, для работы с деталями из профильной трубы приспособления с ручным оперированием вполне допустимы. В таком станке будут рычаги, которые помогут продвинуть заготовку вокруг оправки. А потом готовые элементы снимаются с торца, натяжение немного ослабевает.
Опции ручного привода в станке-улитке:
-
рычагом может стать что угодно, способное выполнять эту функцию;
-
рычаг, закрепленный на станине, начинает двигаться с помощью подвижного подшипника;
-
в более сложных конструкциях могут использоваться 3 рычага, вращающие ось, а также связанный с ней кондуктор.

Станок может быть горизонтальным и вертикальным. Это значит, что есть вариант, как именно гнуть металл. Выбор строится на удобстве мастера и тех задачах, с которыми он сталкивается чаще.
А также оборудование бывает:
-
неразборным – в этом случае изгибание деталей ограничено интервалом длины, который уже задан станку, и эта спираль использоваться может не в каждой конструкции;
-
сборным – в нем есть дополнительные фрагменты, которые увеличивают продолжительность гиба, и приспособление позволит догибать длинные детали, то есть можно в итоге получить уже нечто крупноразмерное.
А еще совершенно отдельную категорию таких агрегатов составляют самодельные конструкции. Конечно, они в основном повторяют созданное в промышленных условиях, тот или иной тип станков, но могут быть усовершенствованы и видоизменены автором.
Конечно, они в основном повторяют созданное в промышленных условиях, тот или иной тип станков, но могут быть усовершенствованы и видоизменены автором.
Лучшие производители
Уже упоминалось, что станок-улитка не так просто купить. Чаще приобретают оборудование «с рук» или делают сами. Но есть несколько ходовых востребованных моделей, которые уже отлично себя зарекомендовали, и при возможности их смело можно брать.
-
«Нова Кузня», модель НК-1. Это универсальный станок (если конкретнее – вальцовочный), ориентированный именно на холодную ковку. Это изделие с множеством полезных функций, имеющее блочную структуру. Благодаря этому станок может делать и завитки, и кольца, и гусиные лапки, и волюты, а еще скрученные прутки. Он даже рисунок нанесет методом вдавливания на полосу, на ту же профильную трубу.
-
BlackSmith, модель UNV2. И это тоже универсального типа конструкция, которая ориентирована на профессиональную ковку. Отлично справляется со сгибанием углов, продольным прутковым скручиванием, изгибанием труб, сгибанием волн и завитков, созданием шишек и корзин. На таком станке, что особенно важно, можно программировать те или иные операции. Китайское предприятие-производитель уже более 40 лет на рынке, имеет отличную репутацию.
-
«Декор», модель «Декор-3». Отечественный бренд, создавший гидравлический пресс, который работает в двух направлениях – задан и под холодную, и под горячую ковку. Обслуживать такой агрегат может всего один специалист, а на одну деталь у него не уйдет и десятка секунд. Производитель на рынке более 10 лет и готов изготавливать агрегаты по индивидуальным заказам.

Очевидно, что большого выбора станков просто нет. Отсюда и появился запрос на инструкции, позволяющие сделать такой станок самому. И надо сказать, с этим успешно справляются и новички, просто нужно понять суть процесса, вникнуть в технические требования – и все получится.
Как сделать своими руками?
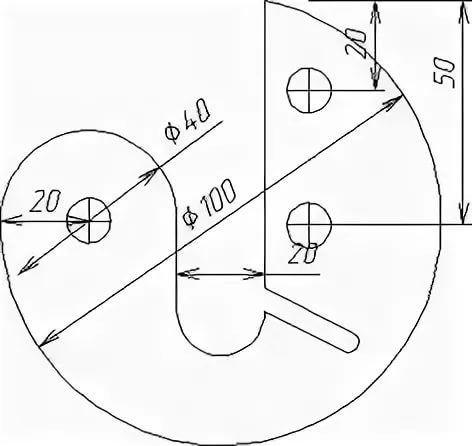
Работа многоэтапная, и все это выполняется последовательно, в домашних условиях. Первым этапом будет, конечно же, создание чертежа. Его можно просто перенести на бумагу, а можно напрямую, на основание кондуктора. Очень важно соблюсти точность размеров: то есть, например, толщина металлополосы должна быть равна толщине контура формы на бумаге. И минимальная толщина этого параметра – 3 мм. Межвиточная дистанция также должна быть такой, чтобы между витками вместился пруток для деформации. К примеру, размер прутка 10 мм, значит, лучшее расстояние между витками – 13 мм.
И минимальная толщина этого параметра – 3 мм. Межвиточная дистанция также должна быть такой, чтобы между витками вместился пруток для деформации. К примеру, размер прутка 10 мм, значит, лучшее расстояние между витками – 13 мм.
Стоит учесть, что станок требует и массивного основания, а значит, его вырезают из толстой стали. По форме предпочтительнее круг.
Инструменты и материалы
Немного подробнее о том, как сделать чертеж – по нему работать куда проще.
Для изготовления чертежа подготовить надо:
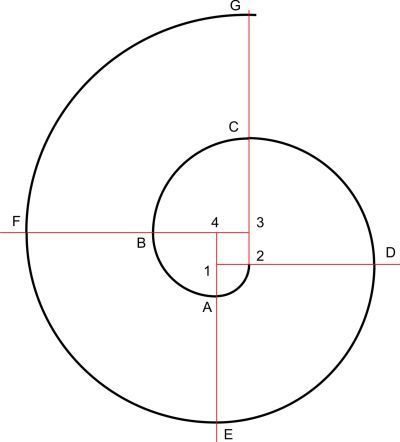
Сначала квадратный пруток надо положить посреди листа, прочертить две параллельные линии. Потом он прикладывается перпендикулярно под углом в 90 градусов, и с помощью угольника прочерчиваются еще две линии. По центру шаблона будущего изделия получится квадрат 10 на 10 мм, от которого в разные стороны отойдут четыре линии. Затем потребуется циркуль, который устанавливается в углу квадрата, и выводится полуокружность. Далее циркуль смещается в другой угол, снова чертится полуокружность, продолжив тем самым предыдущую линию. И так делается, пока не образуется подходящий завиток. И снова циркуль, и снова окружность – вот так и получится чертеж.
Потом он прикладывается перпендикулярно под углом в 90 градусов, и с помощью угольника прочерчиваются еще две линии. По центру шаблона будущего изделия получится квадрат 10 на 10 мм, от которого в разные стороны отойдут четыре линии. Затем потребуется циркуль, который устанавливается в углу квадрата, и выводится полуокружность. Далее циркуль смещается в другой угол, снова чертится полуокружность, продолжив тем самым предыдущую линию. И так делается, пока не образуется подходящий завиток. И снова циркуль, и снова окружность – вот так и получится чертеж.
После этого надо найти стальную болванку с нужным диаметром, от которой отрезается фрагмент в 30 см. Из нее будет вырезано начало завитка, центр.
А чтобы изготовить центральную часть конструкции, потребуются болгарка, сверлильный станок или дрель. В качестве материала потребуется листовой металл толщиной в 20 мм (или чуть меньше), из которого вырежется большой круг и четыре маленьких. И изготовленный центр надо будет закрепить к станине, то есть понадобятся еще болты под шестигранник.
В качестве материала потребуется листовой металл толщиной в 20 мм (или чуть меньше), из которого вырежется большой круг и четыре маленьких. И изготовленный центр надо будет закрепить к станине, то есть понадобятся еще болты под шестигранник.
Процесс изготовления
После чертежа, после подбора инструментов и материалов можно переходить к основной работе. Сначала надо изготовить центральную часть кондуктора.
Пошаговый план.
-
Из листового металла вырезается большой круг, который станет опорной пластиной. Далее вырезают 4 круга поменьше, они станут центром редуктора.
-
Созданный центр на болты под шестигранник крепится к станине. В заготовках просверливают соосные отверстия.
-
Потом надо расчертить профиль, вырезается он болгаркой.
Заготовка обрабатывается лепестковым кругом. -
Следующий этап работ – изготовление заготовки кондуктора. За основу берется квадратный пруток. На гибочном станке нужно согнуть два равноразмерных завитка. Они вместе скрепляются малярным скотчем, а кернером размечаются места под отверстия.
-
Затем высверливают отверстия, нарезается резьба под крепеж. Готовый контур станка будет закреплен на болты к опорной пластине.
-
Когда все это готово, нужно собирать станок. Следовательно, изготавливается станина – из двух отрезков металлического уголка и металлической пластины, которая ставится вертикально.
-
Верхние края пластины нужно закруглить. В деталях высверливают отверстия, а затем они соединяются болтами.
-
В металлической же пластине надо сделать отверстия под вал (валом будет стальной кругляк). Дополнительно просверливаются крепежные отверстия, там закрепятся корпусные подшипники.
С обеих сторон пластины прикручиваются подшипники на болты, фиксируется вал. -
К опорной пластине крепится центр, на болты прикручиваются завитки из прутка, к тыльной стороне пластины крепится вал. Потом собранный кондуктор устанавливается на станину. Через отверстие в пластине устанавливается вал с опорными подшипниками, а на конце вала делается отверстие, в него вставляется ручка. Ручку можно сделать из круглого стального прутка.
 Заготовка обрабатывается лепестковым кругом.
Заготовка обрабатывается лепестковым кругом.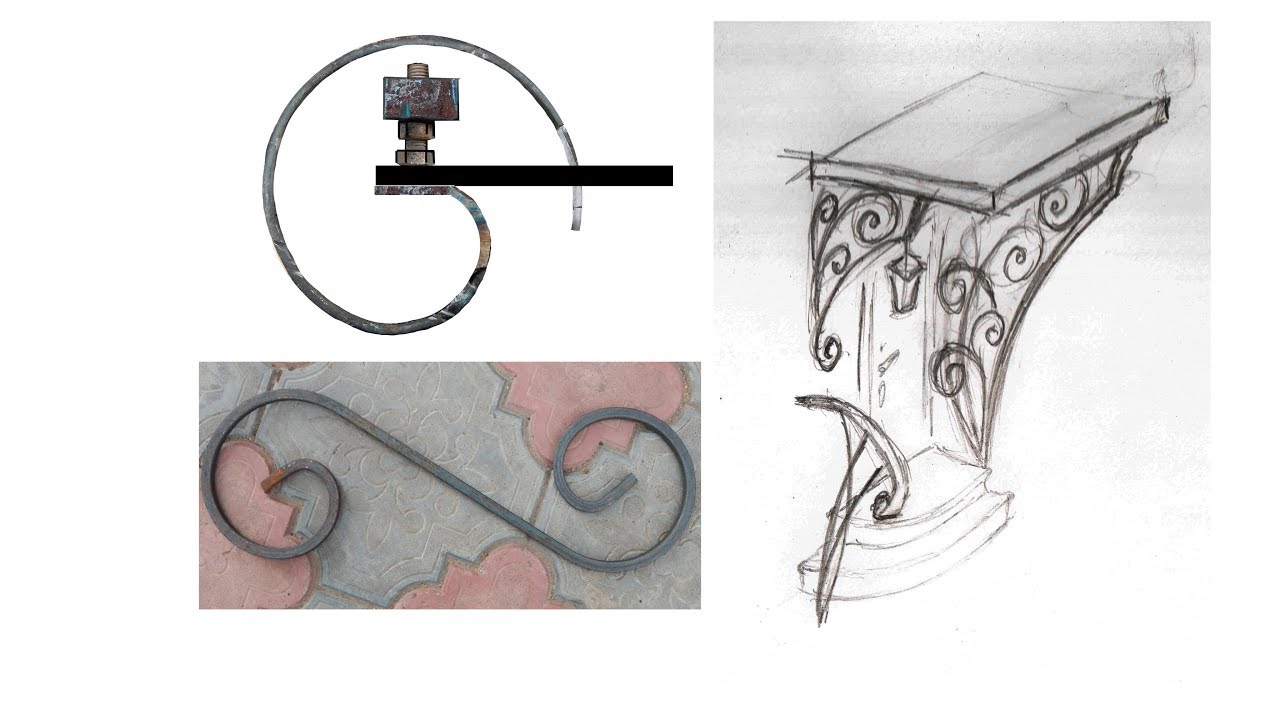 С обеих сторон пластины прикручиваются подшипники на болты, фиксируется вал.
С обеих сторон пластины прикручиваются подшипники на болты, фиксируется вал.Все реально сделать самому, и такой самодельный станок служить будет долго.
Как правильно пользоваться?
Это можно рассказать на примере изготовления самой простой детали. Нужно отрезать заготовку из полосовой стали под заданный размер (его уточняют, прорисовав готовое изделие с составляющими). Свободный конец нужно установить по центру спирали. Внутренний винт поможет зафиксировать заготовку. Затем станок нужно повернуть – заготовка плотно прижата к направляющим. Приспособление проворачивается дальше, и так оформляется завиток. Если нужно, другой конец заготовки тоже вставляется, изготавливается завиток (замкнутый или разомкнутый).
Свободный конец нужно установить по центру спирали. Внутренний винт поможет зафиксировать заготовку. Затем станок нужно повернуть – заготовка плотно прижата к направляющим. Приспособление проворачивается дальше, и так оформляется завиток. Если нужно, другой конец заготовки тоже вставляется, изготавливается завиток (замкнутый или разомкнутый).
Другой конец редко остается прямым, его чаще изгибают. Делают завитки внутренние и наружные. Можно мелом на самом станке делать отметки (или специальным маркером). Это будут ориентиры для изготовления завитков определенного размера.
И еще несколько замечаний по эксплуатации станка от мастеров:
-
нельзя игнорировать чертежи – они нужны не только для изготовления станка, но и для последующего расчета материалов, которые придется заготовить;
-
станку придется выдерживать серьезные нагрузки, потому все детали изделия должны быть прочными и массивными, надежно соединенными – чтобы было так, шаблон можно зафиксировать тисками на станине;
-
непосредственно петля будет образована, когда заготовка попадет в специальный опорный элемент (опорный вал), который для снижения усилия оснащают подшипником – деталь свободно провернется вокруг опоры.

Станок-улитка – отличное подспорье для начинающих кузнецов, несложная конструкция, готовая выполнять десятки типовых деталей. Без этого оборудования сложно учиться ковке, переходить на новый уровень, учиться делать художественные изделия.
О том, как сделать самостоятельно станок для холодной ковки, смотрите в следующем видео.
Сделай сам, кондуктор «улитка» для холодной ковки из металла 10мм. Есть видео | РемСтройСам
По просьбе читателей я снял видео о том как изготавливаю цельнометаллическую улитку для изготовления завитков холодной ковки.
Но алгоритм дзена решил его не показывать, тех. поддержка посоветовала продвигать его самому. Вот решил написать статью, а в конце вставлю видео.
Все картинки это скриншот из моего видеоВсе картинки это скриншот из моего видео
Для изготовления улитки для холодной ковки нам понадобится:
- Кусок листового металла толщиной 10 либо более миллиметров.
- Болгарка (диск отрезной и лепестковый)
- Дрель либо шуруповерт (сверло по диаметру будущих заготовок, у меня 10мм)
- Руки не обязательно прямые, но очень желательно.
- Голова на плечах.
Далее ответ как сделать улитку для холодной ковки видео внизу статьи.
На кусочке металла, делаем разметку по форме наших будущих завитков. Проще воспользоваться покупным элементом и обвести его по внутреннему контуру.
я обвел завиток который загнул на «вилке» в тисках.
я обвел завиток который загнул на «вилке» в тисках.
Ставим лайк статье, подписываемся на канал, делимся статьей с друзьями в соц сетях, пишем комментарий. Спасибо.
В месте начала завитка сверлим отверстие 10мм, чтобы можно было выпилить место под заготовку, либо вычищаем зачистным кругом.
Далее срезаем болгаркой лишний металл как можно ближе к нашей линии, делаем просто прямые пропилы. как-будто отрубаем топором.
обрезаем на «черновую»обрезаем на «черновую»
Все оставшиеся углы потом зашлифуем лепестковым кругом, а в местах где болгаркой не подлезем доработаем напильником.
После болгарки дорабатываем напильником.После болгарки дорабатываем напильником.
Напильник наше всеНапильник наше все
Вот и все. Далее можно прихватить к чему либо и делать завитки вручную.
Либо сделать простенькую приспособу, как я сделал тут. фото ниже.
фото ниже.
Приспособление для изготовления завитков и бубликов для холодной ковки.
А вот и видео где я максимально подробно все показываю и рассказываю как сделать улитку для изготовления завитков холодной ковки.
Ставим лайк статье, подписываемся на канал, делимся статьей с друзьями в соц сетях, пишем комментарий. Спасибо.
Станок для холодной ковки улитка своими руками чертежи
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фотоСтанок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия.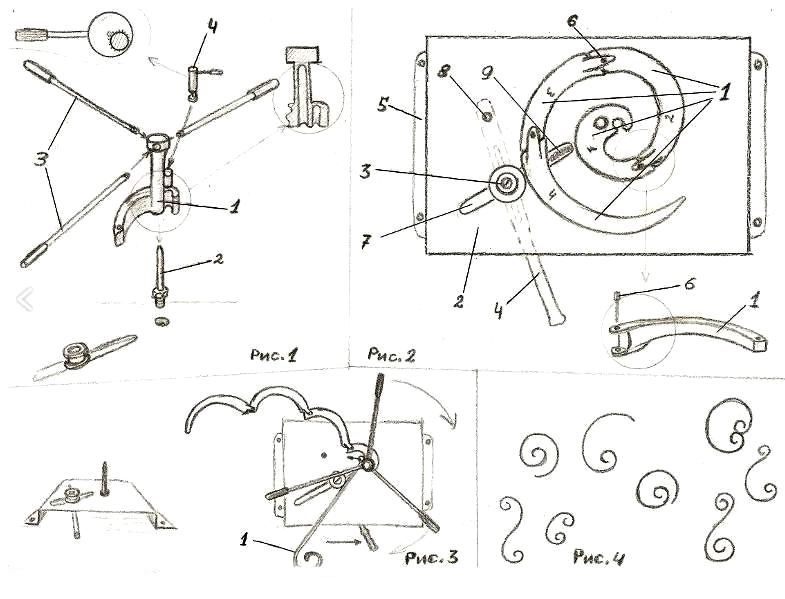 Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.

Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
 Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Для небольших по размеру деталей удобно размещать на вертикальной стойке.Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.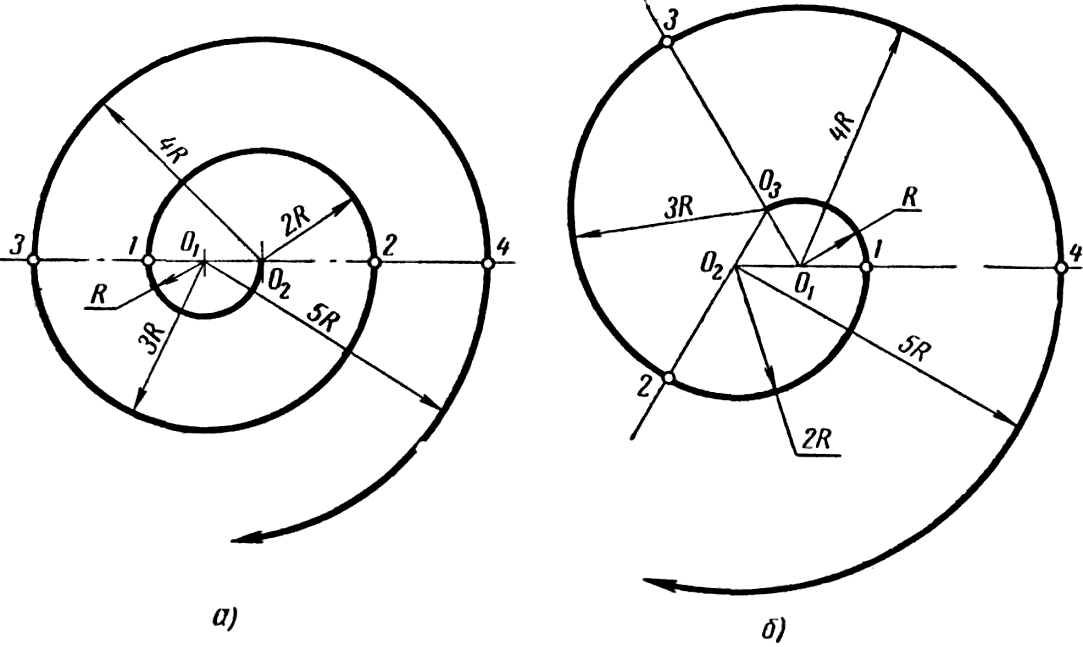
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Деталь машины
Инновационные особенности
1. Система подачи серводвигателя
Система подачи серводвигателя
2. Встроенные подшипники-вкладыши
2. Все в одном 3. Механизм с двумя ползунами
Application
Application
– В настоящее время он широко используется в Construction, Автомобилестроение, Мебель, Электроника, Машинное оборудование, Aerospace, Национальная оборонная промышленность ect.
—Не можно использовать только для изготовления обычных гаек, таких как шестигранная гайка, фланцевая гайка, квадратная гайка, гайка
, заклепочная гайка, а также шплинт мотоцикла, винт масляной пробки, соединение труб, цепной ролик, опорный ролик,
кольцо подшипника Expansion якорь, втулка втулки, велосипедов и мотоциклов в форме запчасти, автомобильные запчасти
частей, в форме гайки и различные фасонные части формы и нестандартных изделий, ЭСТ.
На следующем рисунке только образец детали, наша машина также может производить другие изделия, поэтому, если у вас есть какие-либо потребности, пожалуйста, отправьте мне чертеж продукта.
Наши услуги
1. Предоставление послепродажного обслуживания, включая работу профессионального инженера за рубежом, гарантию на один год и в соответствии с вашими потребностями.
2. Проектирование станка и пресс-формы в соответствии с чертежами и образцами продукции клиентов.
3. Предложение технической поддержки и прежних документов в соответствии с вашими потребностями.
4. Предоставить профессионального инженера, обучающего клиентов работе с машинами.
5. Ответим вам в течение 24 часов, мы ответим вам как можно скорее.
Упаковка и отгрузка
1. Каждый комплект обернут стретч-пленкой и упакован в деревянный ящик. Или в зависимости от обстоятельств и необходимости.
2. Доставка после получения оплаты или лучшая доставка выбирается для вас соответственно.
Выставка
Наша компания приняла участие в Cnaton Fair, Бейцзян, Шанхай, Вьетнам, Индонезия
и другие выставки.
FAQ
В: Вы торговая компания или производитель?
A: Мы фабрика.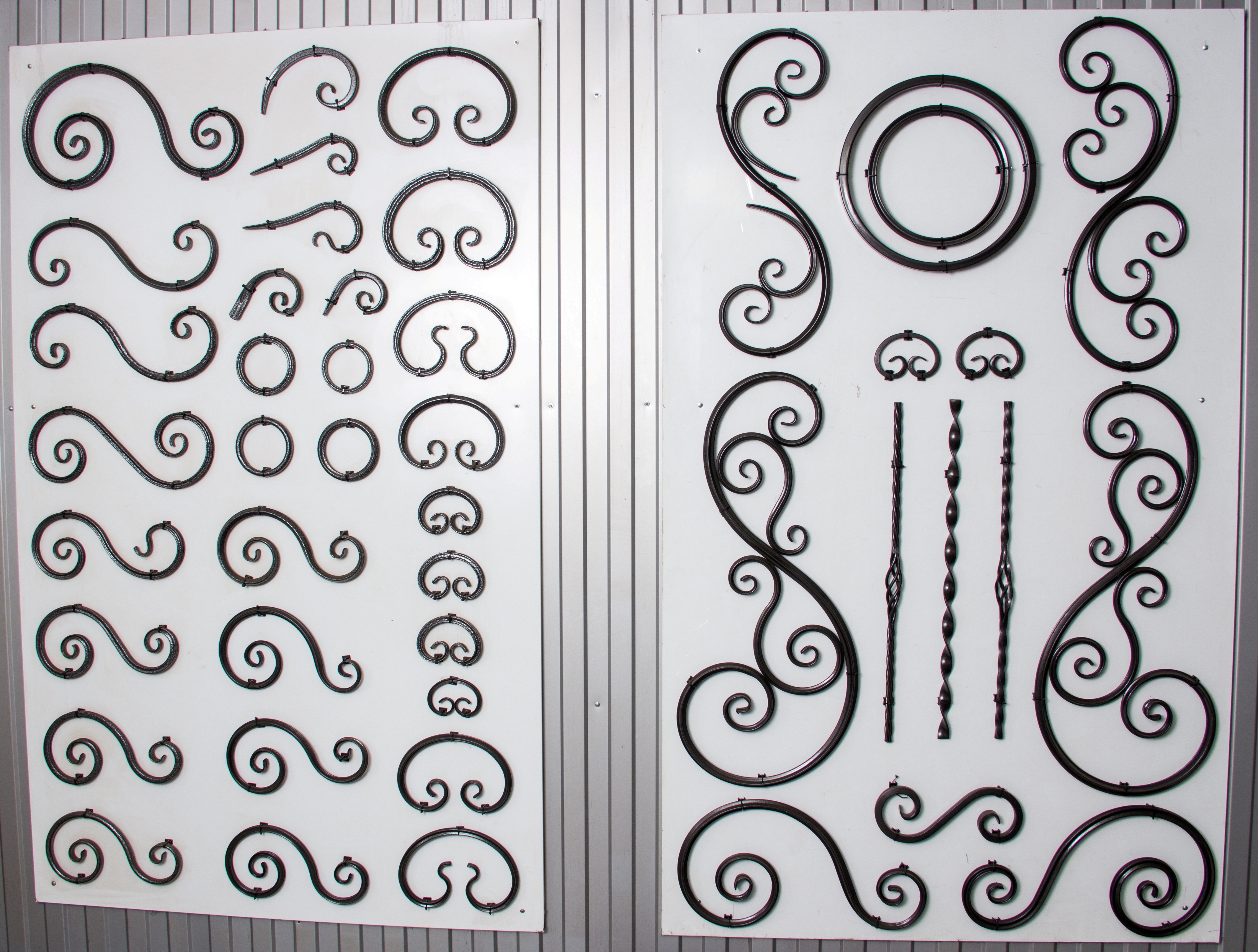
Q: Сколько времени занимает доставка?
A: После получения оплаты.
В: Будете ли вы поставлять установку?
A: Да, мы будем.
В: Каковы ваши условия оплаты?
A: FOB, TT и другие.
.Гидравлический пресс для холодной штамповки
Гидравлический пресс для холодной штамповки
Описание продукта
Genaral Введение
Устройство имеет черно-белое управление и ПЛК управляет двумя видами электрической системы управления. Регулировка, ручной и полуавтоматический три режима работы могут реализовывать постоянное давление и принимать решения по двум направлениям.
При постоянном формировании давления, после подавления есть гарантии при прокатке и автоматическом возврате в движение.В рабочий стол загружается идет против рассрочки, кроме того идет против продукта. Все еще допустимое использование в качестве прокладки для давления жидкости вместо растяжения рабочей заготовки, ее рабочее давление и график движения могут, в зависимости от необходимости, регулироваться в соответствии с установленной областью применения.
Все еще допустимое использование в качестве прокладки для давления жидкости вместо растяжения рабочей заготовки, ее рабочее давление и график движения могут, в зависимости от необходимости, регулироваться в соответствии с установленной областью применения.
Техническая производительность
| 1. Конструкция из трех балок и четырех колонн |
| 2. Три сварных балки сварены с помощью отпускной обработки |
| 3.Гидравлическая система с патронным клапаном: долгий срок службы, меньшее гидравлическое воздействие и уменьшение точки утечки |
| 4. Гидравлическая система оснащена устройством предварительного расцепления для уменьшения воздействия гидравлического усилия |
| 5. Централизованное управление кнопкой управления и оборудован регулировочной и полуавтоматической моделью |
6. Оборудован функцией постоянного хода и давления Оборудован функцией постоянного хода и давления |
| 7.Рабочие функции и устройства: световая завеса, датчик смещения, ход и давление и цифровое отображение, регулируемая скорость |
Применение
4-контактный волочильный пресс обычно используется для формования пластичных материалов и порошковых изделий; коррекция вала и других подобных деталей; прессование электрических деталей; обработка листового металла, штамповка и волочение; алюминиевые пряжки, встроенный потолок и так далее. Эта машина применяется в станкостроении, автомобилестроении, автомобильной промышленности, кондиционированных корпусах, механических подшипниках, порошковой металлургии и пластиковой промышленности.
- Автозапчасти: детали кузова, тормоза, топливные баки, ходовая часть, картер моста, бампер;
- Бытовая техника: стиральная машина, телевизор, холодильник, кондиционер, рисоварка и другие комплектующие;
- Кухонные принадлежности: мойка, чайный набор и другие виды посуды.

Главным образом компоненты
Назначение Y32 4-канальный чертежный пресс
Упаковка и доставка
Гидравлический пресс для холодной штамповки
| Тип упаковки: деревянная упаковка или может быть отрегулирована для безопасности машины. |
| Контейнерная упаковка: завернутый в пластик для защиты от намокания. |
| Подробности упаковки: |
| 1) перед упаковкой станок в течение 48 часов проводит испытания, чтобы убедиться, что все оборудование соответствует требованиям 100%. |
| 2) перед загрузкой, стабильная упаковка, профессиональный и опытный грузчик уменьшают повреждение продукта при транспортировке. |
| 3) после погрузки наши профессиональные сотрудники, работающие с документами, будут выполнять заказ до тех пор, пока товар не выйдет из порта. |
| Деталь поставки: 30 дней |
Наши услуги
Гидравлический пресс для холодной штамповки
- Служба запросов и консультаций : круглосуточное реагирование в течение 2 часов, предоставление решения в течение 2 часов один день и решить жалобу в 2 дня.
- Техническая служба : Инженеры могут обслуживать зарубежные машины. Мы отправляем техника на фабрику заказчика для установки и предварительной эксплуатации машин.(клиентам нужно только оплатить авиабилет и гостиницу)
- Гарантия качества Sevice : Мы предоставляем 5 лет гарантии . Мы подписываем договор с подробными техническими данными.
- Другие услуги : Скидка на долгое сотрудничество и приветствуется ваш визит на наш завод.

Информация о компании
Гидравлический пресс для холодной штамповки
О LVD-CNC
| LVD-CNC полностью сосредоточен на предоставлении линейки продуктов и поддержки для максимизации производительности листового металла техник. |
Уже более 16 лет LVD-CNC специализируется на листогибочных прессах с ЧПУ, гильотинной и лазерной резке и штамповке, чтобы обеспечить цех полного производства листового металла и повысить точность производительности. |
| Компания имеет глобальную сеть из более чем 15 назначенных дистрибьюторов, обученных продавать и обслуживать станки LVD-CNC. |
| Станки LVD-CNC изготавливаются в соответствии с нашим строгим набором стандартов проектирования и качества на современных производственных мощностях. |
| Конструкции изделий LVD-CNC сочетают в себе точность, скорость, гибкость, долговечность, надежность и передовые технологии, чтобы поставлять станки с самым высоким соотношением производительности и цены в отрасли. |
Другие продукты LVD-CNC
1.
. Станок холодной ковки для холодной штамповки Производитель Тайвань Цена$ 12500.00 – $ 185 000,00 / Устанавливать | 1 компл. (Минимальный заказ)
- Перевозка:
- Служба поддержки Морские перевозки
- Время выполнения:
Количество (Наборы) 1 – 1 > 1 Est. Время (дни)38900 Торг
 Время (дни)
Время (дни)- Персонализация:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше
- Образцы:
Новичок – Дирижер
Ручной режим
Пожалуйста, не стесняйтесь использовать любой из этих ресурсов:
- Использование cURL.
- Почтальон или аналогичный клиент REST.
Создание рабочего процесса
Давайте создадим простой рабочий процесс, который добавляет идентификаторы Netflix в видео. Мы будем издеваться над добавлением идентификаторов и сосредоточимся на фактическом выполнении этого процесса.
Что такое удостоверения Netflix?
Netflix Idents – это 4-секундные видеоролики с логотипом Netflix, который появляется в начале и в конце шоу. Узнайте больше о них здесь. Вы также могли заметить, что они разные для анимации и некоторых других жанров.
Узнайте больше о них здесь. Вы также могли заметить, что они разные для анимации и некоторых других жанров.
Заявление об ограничении ответственности
Очевидно, что Netflix не так добавляет Idents. Эти рабочие процессы действительно очень сложны. Но это должно дать вам представление о том, как Conductor можно использовать для реализации подобных функций.
Рабочий процесс в этой лабораторной работе будет выглядеть следующим образом:
Этот рабочий процесс содержит следующее:
- Рабочая задача
verify_if_idents_are_added, чтобы проверить, добавлены ли уже идентификаторы. - Задача принятия решения, которая берет выходные данные из предыдущей задачи и решает, следует ли запланировать задачу
add_idents. -
add_identsзадача, которая является другой задачей рабочего.
Создание определений задач
Создадим определение задачи для verify_if_idents_are_added в JSON. Это будет задача SIMPLE , которая должна выполняться микросервисом Idents. Мы будем издеваться над микросервисом Idents.
Это будет задача SIMPLE , которая должна выполняться микросервисом Idents. Мы будем издеваться над микросервисом Idents.
Обратите внимание на , что на этом этапе нам не нужно указывать, является ли это системной задачей или рабочей задачей. Мы только указываем необходимые конфигурации для задачи, такие как количество повторных попыток, тайм-ауты и т. Д. Мы начнем с использования name параметра для имени задачи.
{
"name": "verify_if_idents_are_added"
}
Мы хотим, чтобы эта задача была повторена 3 раза в случае сбоя.
{
"name": "verify_if_idents_are_added",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10
}
И таймаут через 300 секунд.
, т.е. если задача не завершает выполнение в течение этого срока после перехода в состояние IN_PROGRESS , сервер Conductor отменяет эту задачу и планирует новое выполнение этой задачи в очереди.
{
"name": "verify_if_idents_are_added",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10,
"timeoutSeconds": 300,
"timeoutPolicy": "TIME_OUT_WF"
}
И responseTimeout 180 секунд.
{
"name": "verify_if_idents_are_added",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10,
"timeoutSeconds": 300,
"timeoutPolicy": "TIME_OUT_WF",
«responseTimeoutSeconds»: 180
}
Мы можем определить несколько других полей, определенных здесь, но это хорошее место для начала.
Аналогичным образом создайте другое определение задачи: add_idents .
{
"name": "add_idents",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10,
"timeoutSeconds": 300,
"timeoutPolicy": "TIME_OUT_WF",
«responseTimeoutSeconds»: 180
}
Отправьте запрос POST на конечную точку / metadata / taskdefs , чтобы зарегистрировать эти задачи. Вы можете использовать Swagger, Postman, CURL или аналогичные инструменты.
Вы можете использовать Swagger, Postman, CURL или аналогичные инструменты.
Почему задача решения не зарегистрирована?
Системные задачи, которые являются частью потока управления, регистрировать не нужно.Однако некоторые системные задачи, требующие повторных попыток, ограничения скорости и других механизмов, например HTTP Task, должны быть зарегистрированы.
Важно
Имена задач и определений рабочего процесса уникальны. Имена, которые мы используем ниже, возможно, уже были зарегистрированы. Для этой лабораторной работы добавьте префикс к своему имени пользователя, например {my_username} _verify_if_idents_are_added . Однако это определенно не рекомендуется для использования в производственной среде.
Пример
curl -X POST \
http: // локальный: 8080 / API / метаданные / taskdefs \
-H 'Content-Type: application / json' \
-d '[
{
"name": "verify_if_idents_are_added",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10,
"timeoutSeconds": 300,
"timeoutPolicy": "TIME_OUT_WF",
"responseTimeoutSeconds": 180,
"ownerEmail": "введите здесь свой адрес электронной почты"
},
{
"name": "add_idents",
«retryCount»: 3,
"retryLogic": "ИСПРАВЛЕНО",
«retryDelaySeconds»: 10,
"timeoutSeconds": 300,
"timeoutPolicy": "TIME_OUT_WF",
"responseTimeoutSeconds": 180,
"ownerEmail": "введите здесь свой адрес электронной почты"
}
] '
Создание определения рабочего процесса
Создание рабочего процесса определение почти аналогично. Воспользуемся созданными выше определениями Задач. Обратите внимание, что одни и те же определения задач могут использоваться в нескольких рабочих процессах или для нескольких раз в одном рабочем процессе (в этом случае полезно
Воспользуемся созданными выше определениями Задач. Обратите внимание, что одни и те же определения задач могут использоваться в нескольких рабочих процессах или для нескольких раз в одном рабочем процессе (в этом случае полезно taskReferenceName ).
Рабочий процесс без задач выглядит так:
{
"name": "add_netflix_identation",
"description": "Добавляет идентификатор Netflix к видеофайлам.",
«версия»: 1,
"schemaVersion": 2,
"задания": []
}
Добавьте первую задачу, которую должен выполнить этот рабочий процесс.Все задачи необходимо добавить в массив задач .
{
"name": "add_netflix_identation",
"description": "Добавляет идентификатор Netflix к видеофайлам.",
«версия»: 1,
"schemaVersion": 2,
"задания": [
{
"name": "verify_if_idents_are_added",
"taskReferenceName": "ident_verification",
"inputParameters": {
"contentId": "$ {workflow. input.contentId}"
},
"тип": "ПРОСТОЙ"
}
]
}
 input.contentId}"
},
"тип": "ПРОСТОЙ"
}
]
}
input.contentId}"
},
"тип": "ПРОСТОЙ"
}
]
}
Подключение входов / выходов
Обратите внимание, как мы использовали рабочий процесс $ {.input.contentId} для передачи входных данных этой задаче. Conductor может связывать входные данные между рабочим процессом и задачами, а также между задачами.
, т.е. задача verify_if_idents_are_added подключена для приема входных данных из входных данных рабочего процесса с использованием выражения JSONPath $ {workflow.input.param} .
Узнайте больше о подключении входов и выходов здесь.
Определим теперь случая решения . Ознакомьтесь со структурой задачи «Решение» здесь.
Задача Decision определяется типом : «DECISION» , caseValueParam и solutionCases , в котором перечислены все ветви задачи Decision.Это похоже на коммутатор .. case , но написано на Conductor JSON DSL.
Добавление задачи решения:
{
"name": "add_netflix_identation",
"description": "Добавляет идентификатор Netflix к видеофайлам.",
«версия»: 2,
"schemaVersion": 2,
"задания": [
{
"name": "verify_if_idents_are_added",
"taskReferenceName": "ident_verification",
"inputParameters": {
"contentId": "$ {workflow.input.contentId}"
},
"тип": "ПРОСТОЙ"
},
{
"имя": "решить_задача",
"taskReferenceName": "is_idents_added",
"inputParameters": {
"case_value_param": "$ {identity_verification.output.is_idents_added} "
},
"type": "РЕШЕНИЕ",
"caseValueParam": "case_value_param",
"solutionCases": {
}
}
]
}
Каждая ветвь решения может иметь несколько задач, поэтому ее следует определить как массив.
{
"name": "add_netflix_identation",
"description": "Добавляет идентификатор Netflix к видеофайлам.",
«версия»: 2,
"schemaVersion": 2,
"задания": [
{
"name": "verify_if_idents_are_added",
"taskReferenceName": "ident_verification",
"inputParameters": {
"contentId": "$ {workflow.input.contentId} "
},
"тип": "ПРОСТОЙ"
},
{
"имя": "решить_задача",
"taskReferenceName": "is_idents_added",
"inputParameters": {
"case_value_param": "$ {identity_verification.output.is_idents_added}"
},
"type": "РЕШЕНИЕ",
"caseValueParam": "case_value_param",
"solutionCases": {
"ложный": [
{
"name": "add_idents",
"taskReferenceName": "add_idents_by_type",
"inputParameters": {
"identType": "$ {workflow.input.identType} ",
"contentId": "$ {workflow.input.contentId}"
},
"тип": "ПРОСТОЙ"
}
]
}
}
]
}
Как и в случае с определениями задач, зарегистрируйте это определение рабочего процесса, отправив запрос POST на конечную точку / workflow .
Пример
curl -X POST \
http: // локальный: 8080 / API / метаданные / рабочий процесс \
-H 'Content-Type: application / json' \
-d '{
"name": "add_netflix_identation",
"description": "Добавляет идентификатор Netflix к видеофайлам.",
«версия»: 2,
"schemaVersion": 2,
"ownerEmail": "введите здесь свой адрес электронной почты",
"задания": [
{
"name": "verify_if_idents_are_added",
"taskReferenceName": "ident_verification",
"inputParameters": {
"contentId": "$ {workflow.input.contentId}"
},
"тип": "ПРОСТОЙ"
},
{
"имя": "решить_задача",
"taskReferenceName": "is_idents_added",
"inputParameters": {
"case_value_param": "$ {identity_verification.output.is_idents_added} "
},
"type": "РЕШЕНИЕ",
"caseValueParam": "case_value_param",
"solutionCases": {
"ложный": [
{
"name": "add_idents",
"taskReferenceName": "add_idents_by_type",
"inputParameters": {
"identType": "$ {workflow.input.identType}",
"contentId": "$ {workflow.input.contentId}"
},
"тип": "ПРОСТОЙ"
}
]
}
}
]
} '
Запуск рабочего процесса
Отправьте запрос POST на номер / workflow с:
{
"name": "add_netflix_identation",
«версия»: 2,
"correlationId": "my_netflix_identation_workflows",
"Вход": {
"identityType": "анимация",
"contentId": "my_unique_content_id"
}
}
Пример:
curl -X POST \
http: // локальный: 8080 / api / workflow / add_netflix_identation \
-H 'Content-Type: application / json' \
-d '{
"identityType": "анимация",
"contentId": "my_unique_content_id"
} '
Успешный запрос POST должен возвращать идентификатор рабочего процесса, который можно использовать для поиска выполнения в пользовательском интерфейсе.
Интерфейс пользователя с проводником
Откройте пользовательский интерфейс и перейдите на вкладку РАБОТАЕТ, рабочий процесс должен быть в состоянии, как показано ниже:
Не стесняйтесь исследовать различные функции, которые предоставляет пользовательский интерфейс. Чтобы уточнить несколько:
- Модальные окна задач рабочего процесса (открываются при нажатии любой задачи в рабочем процессе), которые включают ввод-вывод задачи, журналы и JSON задачи.
- Вкладка «Сведения о задаче», на которой отображается последовательность выполнения задачи, ее состояние, время начала / окончания и ссылка на сведения о работнике, который выполнил задачу. Вкладка
- «Ввод / вывод» показывает ввод и вывод рабочего процесса.
Опрос для рабочего задания
Теперь, когда задача verify_if_idents_are_added находится в состоянии SCHEDULED , настала очередь рабочего получить задачу, выполнить ее и обновить Conductor, указав окончательный статус задачи.
В идеале, работники, реализующие клиентский интерфейс, выполняли бы этот процесс, выполняя задачи на реальных микросервисах. Но давайте посмеемся над этой частью.
Отправьте запрос GET на конечную точку / опросите с вашим типом задачи.
Например:
curl -X ПОЛУЧИТЬ \
http: // локальный: 8080 / api / tasks / poll / verify_if_idents_are_added
Вернуть ответ, добавить логи
Мы можем ответить Conductor с любым из следующих состояний:
- Задача ВЫПОЛНЕНА.
- Задача НЕ выполнена.
- Перезвоните через несколько секунд [Обработать задачу позже].
Учитывая, что наша служба идентификации подтвердила, что идентификаторы еще не добавлены к данному идентификатору содержимого, давайте вернем статус задачи, отправив приведенный ниже запрос POST на конечную точку / tasks с полезной нагрузкой:
{
"workflowInstanceId": "{workflowId}",
"taskId": "{taskId}",
"reasonForIncompletion": "",
"callbackAfterSeconds": 0,
"workerId": "localhost",
"status": "ВЫПОЛНЕНО",
"outputData": {
"is_idents_added": ложь
}
}
Пример:
curl -X POST \
http: // локальный: 8080 / API / задачи \
-H 'Content-Type: application / json' \
-d '{
"workflowInstanceId": "cb7c5041-aa85-4940-acb4-3bdcfa9f5c5c",
"taskId": "741f362b-ee9a-47b6-81b5-9bbbd5c4c992",
"reasonForIncompletion": "",
"callbackAfterSeconds": 0,
"workerId": "строка",
"status": "ВЫПОЛНЕНО",
"outputData": {
"is_idents_added": ложь
},
"журналы": [
{
"log": "Подтверждение личности прошло успешно для заголовка: {some_title_name}, с идентификатором: {some_id}",
createdTime: 1550178825
}
]
} '
Проверить логи в UI
Вы можете найти журналы, которые мы только что отправили, щелкнув verify_if_idents_are_added , после чего должно открыться модальное окно с вкладкой Logs .
Почему системная задача выполняется, а рабочая задача запланирована.
Вы заметите, что рабочий процесс находится в состоянии, как показано ниже, после отправки запроса POST:
Conductor выполнил is_idents_added на протяжении всего своего жизненного цикла, без опроса или возврата статуса задачи. Если по-прежнему неясно, is_idents_added - это системная задача, а системные задачи выполняются Conductor Server.
Но, add_idents - ПРОСТАЯ задача.Таким образом, весь жизненный цикл этой задачи (опрос, обновление) должен обрабатываться исполнителем, чтобы продолжить выполнение рабочего процесса W \. Когда Conductor завершит выполнение всех задач в данном потоке, рабочий процесс перейдет в состояние терминала (COMPLETED, FAILED, TIMED_OUT и т. Д.)
Следующие шаги
Вы можете поиграть с этим рабочим процессом, провалив одну из задач, перезапустив или повторив рабочий процесс, или настроив количество повторных попыток, время ожидания в секундах и т. Д.
Электромагнитная волна в проводнике (Часть 1)
Введение
Один из наиболее важных выводов, который следует из уравнений Максвелла, заключается в том, что электрические и магнитные поля могут распространяться как волны.Однако это только половина дела - распространение света в вакууме сильно отличается от распространения света в диэлектрике, которое сильно отличается от распространения света в проводнике. Давайте займемся анализом распространения света в проводнике.
Уравнения Максвелла
Мы начнем с уравнений Максвелла в изотропной среде с диэлектрической проницаемостью \ (\ epsilon \) и проницаемостью \ (\ mu \).
\ [\ begin {уравнение} \ nabla \ cdot \ vec {E} = \ frac {\ rho} {\ epsilon} \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ cdot \ vec {B} = 0 \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ times \ vec {E} = - \ frac {d \ vec {B}} {dt} \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ times \ vec {B} = \ mu \ vec {J} + \ mu \ epsilon \ frac {d \ vec {E}} {dt} \ конец {уравнение} \]Свет - это электромагнитная волна, а это означает, что его можно моделировать как пару колеблющихся электрического и магнитного полей.Величина электрического поля намного больше, чем величина магнитного поля, поэтому мы пока будем игнорировать магнитное поле.
Электрическое поле не имеет большого значения для диэлектрика или вакуума, поскольку нет свободных зарядов, которые могли бы перемещаться. Однако свободные заряды в металле могут перемещаться в ответ на электрическое поле, изменяя свойства распространения света. Мы собираемся предположить, что плотность тока (\ (\ vec {J} \)) зависит только от электрического поля от распространяющейся волны (\ (\ vec {E} \)) и проводимости металла (\ ( \сигма\)).Простейшая форма этого отношения - \ (\ vec {J} = \ sigma \ vec {E} \). Кроме того, мы знаем, что избыточный заряд внутри проводника равен нулю. Таким образом, уравнения Максвелла становятся:
\ [\ begin {уравнение} \ nabla \ cdot \ vec {E} = 0 \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ cdot \ vec {B} = 0 \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ times \ vec {E} = - \ frac {d \ vec {B}} {dt} \ конец {уравнение} \] \ [\ begin {уравнение} \ nabla \ times \ vec {B} = \ mu \ sigma \ vec {E} + \ mu \ epsilon \ frac {d \ vec {E}} {dt} \ конец {уравнение} \]Давайте сосредоточимся на третьем уравнении в группе выше (ротор электрического поля).2 \ mu \ epsilon - я \ omega \ mu \ sigma} \ конец {уравнение} \]
Часто это отношение записывается как:
\ [\ begin {уравнение} \ widetilde {k} = \ omega \ sqrt {\ mu \ epsilon - \ frac {i \ mu \ sigma} {\ omega}} = \ frac {\ widetilde {n} \ omega} {c} \ конец {уравнение} \], где \ (\ widetilde {k} \) - комплексный волновой вектор, а \ (\ widetilde {n} \) - комплексный показатель преломления.
Та же проблема, разные условные обозначения
Я часто видел, как теоретики использовали соглашение \ (\ vec {E} = \ vec {E} _o exp [i (\ vec {k} \ cdot \ vec {r} - \ omega t)] \) при описании колебания электрического поля.На самом деле, это та же проблема, что и выше, с той лишь разницей, что термин \ (i \ omega \ mu \ sigma \) получит дополнительный отрицательный знак, и вы получите:
\ [\ begin {уравнение} \ widetilde {k} = \ omega \ sqrt {\ mu \ epsilon + \ frac {i \ mu \ sigma} {\ omega}} = \ frac {\ widetilde {n} \ omega} {c} \ конец {уравнение} \]Попробуйте пройти сами, если чувствуете, что вам нужна практика 🙂
Что именно это означает?
На следующей неделе мы обсудим, что на самом деле означает комплексный показатель преломления.Это может показаться сложным, но на самом деле имеет простую интерпретацию. До следующей недели!
В поисках лучшей палочки для завивки тонких волос
Если у вас такой тип волос, который большую часть времени жалко смотрит на вас, когда вы пытаетесь собрать их в локоны, то вам нужно прочитать это! Завить волосы на самом деле можно с помощью подходящего инструмента для укладки и некоторых рекомендаций экспертов. Возможно, вы пытались лечить палочками, щипцами для завивки и даже утюжками для выпрямления, чтобы получить волну в волосах, с ограниченным успехом, но это, возможно, потому, что вы купили не тот инструмент для волос.В частности, вам нужна палочка для завивки, предназначенная для тонких волос, что-то, что может справиться с текстурой ваших волос, не сжигая и не повреждая их.
Что нужно учитывать при завивке тонких волос?
Всегда помните, что, поскольку ваши волосы прекрасны, они не могут выдерживать высокую температуру в течение длительного периода времени. Если вы действительно используете сильный огонь, вы рискуете лишить волосы влаги и сделать их сухими и ломкими. Он не будет сиять и не будет хорошо двигаться.Также нужно помнить, что высыхание волос может привести к повреждению. Это проблема, которая обычно связана с тонкими волосами. Кроме того, вам следует подумать о типах продуктов, которые вы используете для волос.
Перед наложением щипцов для завивки всегда используйте качественный термозащитный спрей, который действует как барьер между инструментом и каждой прядью. Это помогает предотвратить обжигание волос высокой температурой. Старайтесь не наносить слишком много средств для укладки, потому что густота кремов, муссов или сывороток может повлиять на реакцию ваших волос на укладку, а слишком большое количество средства может даже привести к тому, что волосы будут выглядеть гладкими или жирными.Так что избегайте укладки продуктов.
Когда вы моете и кондиционируете волосы, всегда обязательно смывайте продукт, чтобы на волосах не осталось излишков шампуня или кондиционера перед укладкой. Это поможет сделать волосы легкими, воздушными и готовыми к укладке.
Палочки для завивки хороши для коротких волос?
Если у вас короткие волосы, не волнуйтесь, вы все равно можете использовать палочку для завивки. Главное, что нужно учитывать - это размер вашей палочки для завивки! Если вы купите что-то слишком длинное, вам будет неудобно использовать эту длину волос, а палочка с очень толстым стволом не справится с короткими волосами.Вам нужен тонкий ствол от 0,5 до 1 дюйма, и если возможно, стремитесь к более короткому стволу.
Помните, что для очень коротких волос вы не добьетесь больших кудрей, но сможете получить красивые волны, а если у вас достаточно длинные волосы, милые пузырьковые завитки.
Какой размер мне использовать для волос?
Принимая во внимание вышесказанное, вот краткое руководство по выбору палочки для завивки правильного размера с учетом длины ваших волос:
Длина волос Длина ствола
ДЛИННЫЕ ВОЛОСЫ 2 ”
СРЕДНЕЙ ДЛИНЫ / ДЛИННЫХ ВОЛОС 1.5 ”
СРЕДНИЕ ВОЛОСЫ 1,75 дюйма
СРЕДНЕЙ ДЛИНЫ / КОРОТКИХ ВОЛОС 1 ”
КОРОТКИЕ ВОЛОСЫ 0,75 ”
ОЧЕНЬ КОРОТКИЕ ВОЛОСЫ 0.5 ”
Когда использовать палочку для завивки или щипцы для завивки?
Люди действительно не понимают, использовать ли щипцы для завивки или щипцы для завивки. Разве они не делают то же самое? Что ж, в целом да, они обычно могут дать такой же или, безусловно, аналогичный результат, но, если у вас тонкие волосы, выберите палочку для завивки, а не утюжок, потому что тогда вы мгновенно устраните действие зажима.
Щипцы для завивки похожи на палочку, за исключением того, что в них есть дополнительный механизм зажима, который удерживает волосы на месте, поэтому прикладывает больше тепла и давления к волосам, что увеличивает шансы их повреждения. Палочка для завивки не держит волосы так близко к стволу (хотя всегда будет касаться ствола), поэтому она немного менее опасна.
Какие еще особенности следует учитывать?
Вот список особенностей, которые следует учитывать при выборе подходящей палочки для завивки тонких волос:
- Настройки температуры.Вам понадобится палочка для завивки с множеством различных настроек, чтобы не перегревать волосы. Лучше всего выбрать что-то с переменной температурой, чтобы вы могли выбрать правильный уровень тепла для вашего типа волос.
- Выберите что-нибудь с автоматическим отключением, чтобы не допустить перегрева палочки для завивки.
- Всегда покупайте что-нибудь в комплекте с защитной перчаткой, чтобы не обжечься кончики пальцев!
- Выберите палочку для завивки волос с острым наконечником. Опять же, она защитит кожу головы и кончики пальцев от ожогов.
- Световой индикатор температуры - это полезная функция, позволяющая узнать, когда на вашей палочке для завивки установлена правильная температура.
- Возможно, вам понадобится палочка для завивки волос с функцией памяти, чтобы запоминать предпочитаемую вами настройку температуры.
- Поищите что-нибудь с турмалином или керамической технологией, так как они оба являются хорошими проводниками тепла, устраняют вьющиеся и расплывающиеся волосы.
Как пользоваться палочкой для завивки
Прежде чем броситься покупать палочку для завивки волос, вам нужно научиться ею пользоваться.Вот пошаговое руководство:
- Начните с сухих волос. Никогда не используйте палочку для завивки влажных или мокрых волос, так как вы можете обжечь волосы.
- Нанесите термозащитный спрей.
- Разделите волосы (не обязательно, если у вас очень короткие волосы).
- Включите палочку и подождите, пока она достигнет желаемой температуры.
- Наденьте теплозащитную перчатку.
- Начиная с затылка (двигаясь вперед), оберните прядь волос вокруг ствола.Держите волосы плотно закрученными, если хотите плотные кудри, и распущенными, если хотите распущенные.
- Прижмите волосы к палочке на несколько секунд, затем отпустите.
- Продолжайте закручивать всю голову.
- Встряхните волосы на концах и нанесите немного сыворотки, чтобы сгладить и распустить волосы, а также добавить блеск.
Наш лучший выбор
Теперь, когда вы понимаете важные соображения, мы включили подробный список, в котором выделены наши любимые лечебные палочки для тонких волос.
Профессиональная палочка для завивки волос Bestope
Палочка для завивки Bestope, которая поставляется с пятью сменными насадками, включая три разных размера, а также спиральный цилиндр, что дает вам множество различных возможностей. На ручке есть фиксатор, чтобы палочка не соскользнула с места. Палочка сделана из керамики и керамики PTC и нагревается всего за 60 секунд. Он также полностью удобен для путешествий, поскольку имеет двойное напряжение и поставляется с собственной термостойкой перчаткой для защиты ваших пальцев.Bestope также поставляется с 12-месячной гарантией и 60-дневной гарантией возврата денег (для дополнительного спокойствия).
Технология керлинга Remington
Вы можете побаловать себя этой тонкой палочкой от Remington размером 1 или 1,5 дюйма. Он идеально подходит для коротких или очень коротких волос и имеет множество полезных функций, таких как выбор температуры до 410 градусов по Фаренгейту, быстрый нагрев за тридцать секунд, автоматическое отключение в течение одного часа и удобный для чтения цифровой дисплей.
К этой палочке для завивки прилагается термостойкая перчатка, она изготовлена из керамики, поэтому отлично проводит тепло.Ствол сужается, поэтому вы можете создавать локоны разного размера, а функция блокировки температуры означает, что вы можете установить желаемую температуру для будущих сеансов укладки.
Керамическая палочка для завивки с турмалином Infiniti Conair
При ширине всего ½ дюйма в самом маленьком месте это одна из самых маленьких насадок для завивки, которые вы можете купить, и это очень хороший выбор. Этот маленький ребенок обещает самые красивые кудри и обладает отличными функциями, такими как коническая бочка, которая сужается до ½ дюйма (1 дюйм в основании).Турмалин с керамической технологией делает его отличным проводником тепла, поэтому он не повредит ваши волосы (при осторожном использовании). Он также имеет пять температурных настроек, быстрый нагрев (всего за тридцать секунд) и автоматическое отключение, поэтому вероятность перегрева инструмента для волос исключена.
Накладная палочка для завивки завивки с изголовьем
Если вы ищете недорогой вариант, подумайте о Curlipops. Узкая палочка для завивки Curlipops Bedhead Curlipops толщиной 1 дюйм имеет керамическую и турмалиновую конструкцию, которая обеспечивает блеск и увлажнение.Параметры нагрева растягиваются до 400 градусов по Фаренгейту (этот температурный режим не рекомендуется для тонких волос). Кроме того, в изголовье кровати есть длинный шнур, не допускающий спутывания, для свободы укладки и защитная перчатка, чтобы не обжечься кончиками пальцев. Обеспечивает великолепные локоны.
Профессиональная палочка для керлинга Xtava Curling
Коническая профессиональная палочка Xtava предлагает три различных стержня для взаимозаменяемости разных размеров от 1 до 1,5 дюймов, что делает ее подходящей для коротких волос, а также для волос средней длины или даже более длинных.Сделанный из керамики с турмалином, он отлично проводит тепло и защищает волосы от завивки. Этот вариант предлагает 22 настройки температуры в диапазоне от 200 до 410 градусов по Фаренгейту, что означает, что вы можете выбрать температуру, подходящую для вашего типа волос.
Вы также можете зафиксировать желаемую температуру, чтобы вам не пришлось возиться с ее поиском. Кроме того, ЖК-дисплей помогает внимательно следить за настройками. Также есть поворотный шнур и 60-минутное отключение, поэтому ваша завивка не может перегреться.Наконец, двухлетняя гарантия дает вам дополнительное спокойствие при покупке.
Как выделить собственные волосы
Да, большинство салонов снова открыты, но если вам еще не нравится возвращаться сюда, вы можете попробовать подправить свой цвет дома. Хотя надлежащее покрытие корней или базовый цвет волос в домашних условиях непросто, это немного похоже на прогулку по парку по сравнению с мелированием собственных волос. Все профи посоветуют вам попробовать и подождать, пока вы не вернетесь к ним, но отчаянные времена требуют отчаянных мер.
Тем не менее, мы поговорили с опытными колористами, чтобы получить их лучшие советы и рекомендации о том, как сделать свои собственные основные моменты дома. Еще один быстрый совет: вы можете обратиться в местный салон или к колористу, к которому вы идете. Большинство из них привыкли использовать FaceTime или Zoom и могут дать вам личную консультацию или даже провести вас через весь процесс. Некоторые даже предлагают нестандартные цветовые наборы, которые вы можете выбрать у обочины вместо того, чтобы играть в угадайку в аптеке. Это беспроигрышный вариант - вы можете поддержать своего любимого стилиста и убедиться, что после того, как вы добавите блики, не возненавидите свои волосы больше, чем раньше.
Вот что вам нужно знать перед тем, как начать:
1. Выберите комплект, созданный для основных моментов.
Независимо от того, какой набор для мелирования в домашних условиях вы выберете, он всегда будет включать осветлитель, а не стандартную краску для волос. «Сплошные цветовые наборы не поднимут, не осветлит или не удалят другой стойкий цвет, поэтому, если волосы пигментированы,« мелирование »сплошной краской не сработает», - объясняет Швонне Перкинс , менеджер по обучению и обучению в Мэдисон Рид .Кроме того, кремовая консистенция сплошного красителя отличается от более густого осветлителя, используемого для мелирования. Сплошной цвет также может перемещаться по секциям, передавая цвет тем областям, которые вы не хотели, чтобы он шел, что приводит к пятнистой поверхности.
Решая, какой оттенок выбрать, «выберите набор, который соответствует вашей отправной точке, а не желаемому цвету подсветки», - говорит Кайл Уайт, колорист Oscar Blandi в Нью-Йорке. Если вы возьмете коробку с надписью «карамельные блики», она будет выглядеть совершенно по-другому для кого-то с коричневой основой и для кого-то с красными прядями.Поэтому поищите комплекты для мелирования, в которых написано «для каштановых волос».
Бриджит Хилл, колорист и трихолог из Нью-Йорка, советует придерживаться «естественных мелированных тонов» при выполнении мелирования в домашних условиях, чтобы волосы оставались здоровыми. «Большинство наборов для мелирования в домашних условиях не содержат осветляющих веществ, которые обладают контролируемой мощностью для достижения более светлых тонов», - говорит Хилл. «Поэтому я не рекомендую использовать более чем на два тона светлее вашего естественного цвета волос, иначе вы можете получить медные нелестные блики оранжевого цвета.«
Набор для подсветки
Мэдисон Рид madison-reed.com45,00 долл. США
Крем-краска для волос Ultra Color Nourishing Hair Color
Гарнье Нутрисс walgreens.com6,99 долл. США
Мелирование блондинками Nice 'N Easy Hairpainting
Colorista Блич
L'Oreal Paris цель.ком8,69 долл. США
2. Используйте подходящие инструменты.
Мери Кейт О'Коннор, знаменитый колорист из Нью-Йорка предлагает использовать алюминиевую фольгу, чтобы выделить волосы. Единственная разница между фольгой и фольгой, которую используют профессионалы, заключается в том, что салонные фольги обычно предварительно нарезаются, что значительно ускоряет работу колориста. Фактически, Reynold's Wrap производит профессиональные пленки, которые продаются в магазинах косметики .«Фольга отделяет окрашенные волосы от не окрашенных», - говорит О'Коннор.
Но будьте осторожны, если вы используете фольгу дома: «Это также проводник тепла, поэтому, когда вы оборачиваете волосы фольгой, они светлеют быстрее». А если у вас нет доступа к этим модным щеткам, которые используют салоны, Уайт рекомендует зубную щетку или кисть. Щетинки соберут необходимое количество краски и легко (и не слишком идеально) распределят ее по каждой части во время нанесения.
Наносить мелирование на вьющиеся волосы? Наденьте перчатки и нанесите краску пальцами на отдельные локоны.«Это дает вам больше контроля над размещением и создает более естественный, а не полосатый вид», - говорит Хилл. Кудрявым девушкам она также рекомендует избегать середины и задней части волос, где структура локонов более плотная. Вместо этого она советует «держать блики на макушке, обрамлении лица и нижних частях за обоими ушами».
3. Убедитесь, что ваши волосы и одежда также подготовлены.
Убедитесь, что у вас есть все необходимое наготове, а также что ваши волосы в идеальном состоянии.«Начните с сухих немытых волос - лучше всего через день после последнего шампуня», - говорит Перкинс. Также ключ? Надевайте старую рубашку с пуговицами или толстовку на молнии, как отмечает Перкинс, «вам не захочется натягивать что-либо на голову, когда пришло время мыть шампунь». Какие-то другие предметы первой необходимости? Убедитесь, что поблизости есть пара старых полотенец («одно, чтобы накинуть на плечо, другое, чтобы вытирать руку на ходу») и перчатки.
3. Сначала проведите тест пряди.
«Тест прядей помогает определить точное время обработки, необходимое для достижения желаемой степени осветления прядей волос, прежде чем начинать весь процесс», - объясняет Перкинс.Сначала вы нанесете небольшое количество мелирования на небольшую прядь волос. «Через десять минут вытрите волосы и посмотрите, достигли ли вы желаемого уровня осветления. Если нет, продолжайте наносить осветляющий крем и проверяйте его каждые пять минут, пока вам не понравится цвет, а затем запишите общее время обработки », - говорит она.
Разделите волосы, как обычно, так, чтобы вы могли четко видеть, какие пряди обрамляют лицо (боковой пробор будет выделяться иначе, чем центральный пробор).Затем выполните следующие действия:
- На сухих волосах нанесите смесь на дюймовые участки спереди, удерживая крем примерно в нескольких сантиметрах от кожи головы.
Рами Ниеми
2. По мере того, как вы продвигаетесь к середине головы, постепенно прореживайте участки до половины дюйма.
Рами Ниеми
3. К тому времени, когда вы доберетесь до подслоя и обратно, нанесите цвет на кусочки толщиной в четверть дюйма.
Рами Ниеми
4. Самое главное, не будьте слишком строги в размещении. Самые естественные блики неравномерно распределены и не идеально симметричны.
Рами Ниеми
Несколько советов, которые следует запомнить:
- Наносите краску на расстоянии не менее двух дюймов от корней.
- Держите волосы прямыми и подтянутыми для равномерного нанесения.
- Не нажимайте слишком сильно, иначе цвет перейдет на волосы под ними.
- Когда вы вытягиваете прядь волос вперед, убедитесь, что она достаточно толстая, чтобы вы не могли видеть сквозь нее. Вы хотите, чтобы каждая часть была достаточно толстой, чтобы вы могли рисовать поверх нее, как если бы это был мольберт.
- Вы хотите, чтобы цвет оставался красивым и густым, приближался к консистенции глазури для торта и меньше напоминал тонкий слой лосьона.
Оставьте краситель на время, определенное в вашем тесте прядей (кусочки, которые вы сделали первыми, также будут обработаны первыми), затем тщательно промойте каждую часть. Нанесите на волосы хороший шампунь, а затем используйте кондиционер глубокого действия. Оставьте как минимум на пять минут. «Когда вы используете краску, содержащую аммиак, как и большинство осветлителей, кутикула волос открывается, и влага может уйти», - говорит О'Коннор.
Попробуйте эту простую домашнюю маску для волос, чтобы примерить сухие пряди:
6.Тонировка - ключ к успеху.«Тонирование волос помогает нейтрализовать цвет мелирования», - говорит О'Коннор. Если после всех вышеперечисленных шагов ваше выделение стало немного красным, поищите зеленый тонер, чтобы сделать его более нейтрально-коричневым. Или, если ваши светлые блики слишком ледяные, золотой тоник поможет добавить немного тепла. Набор для блеска в домашних условиях, подобный приведенному ниже от Кристин Эсс, может имитировать то, что профессионалы используют для смягчения и корректировки бликов. Это также придает мега блеск.
цель.ком
Временная краска для волос Kristin Ess Hair Signature Gloss в цвете Golden Hour
Сара Спруч-Файнер Сара Спруч-Фейнер - коренная жительница Нью-Йорка и давний писатель-фрилансер, работающая в жанрах «Женское здоровье», «Marie Claire», «Allure», «Racked», «Coveteur», «NY Mag», «Man Repeller» и других. Челси Бернс Челси Бернс - директор по красоте отдела женского здоровья. Она писала в сфере красоты и благополучия более шести лет. Ее работы появлялись в таких журналах, как Real Simple, Health, Fitness и Byrdie.com.Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Как завить короткие волосы, как профессионал
У меня были длинные волосы большую часть жизни, но затем летом 2018 года я решил отрезать их до середины шеи и с тех пор качаю стрижку. Создание моей новой короткой стрижки потребовало некоторого времени на обучение, потому что, как известно любому, кто перешел от длинных к коротким, завивка коротких волос - это совсем другое дело.
Моя любимая палочка для волос больше не давала мне тех же результатов, и мне нужно было найти лучшую щипцы для завивки для моих коротких волос.
Чем завивка коротких волос отличается от завивки длинных?
Если у вас меньше длины, возможно, вам придется сменить инструмент для волос, который вам больше нравится. В зависимости от того, насколько короткие ваши волосы, вы не можете использовать некоторые из более инновационных инструментов, например, самовращающийся Beachwaver или Chi Spin N Curl .
СМОТРИ ТАКЖЕ: Лучшие фены для любого бюджета, по мнению тех, кто ими пользуется
Даже если вы используете те же инструменты, что и для длинных волос, вы, вероятно, получите другой результат с более короткими прядями. Обычно у вас не получается добиться больших, вздымающихся кудрей, если волосы не доходят до плеч. Получить желаемый тип и текстуру локонов может быть сложно, когда вы работаете так близко к коже головы и шеи и у вас нет большой длины, с которой можно поиграть.
На что следует обращать внимание при завивке коротких волос?
Мы говорим о том, чтобы работать близко к коже, но при завивке коротких волос намного легче обжечься.Получение этих крошечных прядей, которые падают на шею сзади, почти всегда приводит к ожогу, если вы не будете осторожны (или даже если будете осторожны). Мы рекомендуем использовать термостойкую перчатку во время завивки, особенно если вы собираетесь использовать палочку, которая требует, чтобы ваши пальцы были близко к горячей бочке.
Использование традиционной плойки может сделать короткие волосы слишком тугими спиралями Ширли Темпл, если вы не знаете, как сделать это в вашу пользу. Итак, если у вас действительно короткие волосы, вы можете попробовать утюги, которые больше предназначены для волн, чем для локонов.(Или вы всегда можете просто расчесать локоны для более расслабленного вида.)
На что следует обращать внимание на щипцы для завивки волос?
Что касается щипцов для завивки, то есть несколько вещей, о которых следует помнить, если у вас короткие волосы. Вероятно, вы не захотите увеличивать размер ствола больше одного дюйма, иначе вы в основном получите объем, а не настоящую текстуру.
СМОТРИ ТАКЖЕ: 6 лучших легких масок от прыщей по отзывам
Как и волосы любой длины, тепло зависит от типа волос.Для толстых волос может потребоваться более высокий нагрев, чтобы локоны действительно держались, в то время как для тонких волос может потребоваться более низкий нагрев. В любом случае используйте термозащитный спрей, чтобы не обжарить кончики волос. Ущерб сложнее скрыть и избавиться от коротких волос.
Тип щипцов для завивки, которые вы используете, действительно зависит от ваших предпочтений. Некоторым людям с короткими волосами повезло больше с традиционным утюгом с зажимом, в то время как другим удалась идеальная пляжная волна с помощью палочки для укладки. Также следует учитывать вращающиеся ручки, универсальные инструменты и различные зажимные рычаги.
Мы составили этот список из 10 лучших щипцов для завивки для коротких волос на основе всей вышеупомянутой информации и отзывов пользователей, чтобы предоставить вам полный выбор инструментов для волос и помочь вам найти идеальное соответствие вашим потребностям.
Электромагнитные волны - Гипертекст по физике
Обсуждение
уравнения Максвелла
Предупреждение: приближается большой, причудливый вывод исчисления. Если вам не нравится векторное исчисление или вы не понимаете его, просто пролистайте все до абзаца перед последним уравнением.Описательный текст довольно легко читать.
Начнем с уравнений Максвелла в производной форме для пустого пространства.
| ∇ · E = 0 | (Гаусс) | |
| ∇ · B = 0 | (без названия) | |
| ∇ × E = | – | ∂ B | (Фарадей) | |
| ∂ т | ||||
| ∇ × B = | мкм 0 ε 0 | ∂ E | (Ампер) | |
| ∂ т |
Эти уравнения относятся к первому порядку, что обычно означает, что математика должна быть простой (хорошо!), Но они также связаны, что означает, что это может быть сложно (крысы!).Давайте разделим их, используя этот небольшой трюк. Возьмите завиток обеих сторон законов Фарадея и Ампера. Левая часть каждого уравнения - это ротор ротора, для которого существует особое тождество. С другой стороны, правая часть каждого уравнения представляет собой ротор производной по времени. Мы переключим его на производную локона по времени.
| ∇ × E = | – | ∂ B | ||||
| ∂ т | ||||||
| ∇ × (∇ × E ) = | ∇ × | ⎛ ⎜ ⎝ | – | ∂ B | ⎞ ⎟ ⎠ | |
| ∂ т | ||||||
| ∇ (∇ · E ) - ∇ 2 E = | – | ∂ | (∇ × B ) | |||
| ∂ т | ||||||
| ∇ × B = | мкм 0 ε 0 | ∂ E | |||||
| ∂ т | |||||||
| ∇ × (∇ × B ) = | ∇ × | ⎛ ⎜ ⎝ | мкм 0 ε | 0 | ∂ E | ⎞ ⎟ ⎠ | |
| ∂ т | |||||||
| ∇ (∇ · B ) - ∇ 2 B = | мкм 0 ε 0 | ∂ | (∇ × E ) | ||||
| ∂ т | |||||||
Теперь, если вы посмотрите внимательно, вы увидите, что один член в каждом уравнении равен нулю, а другой можно заменить производной по времени.
| 0 - ∇ 2 E = - | ∂ | ⎛ ⎜ ⎝ | мкм 0 ε | 0 | ∂ E | ⎞ ⎟ ⎠ | |
| ∂ т | ∂ т | ||||||
| 0 - ∇ 2 B = μ 0 ε 0 | ∂ | ⎛ ⎜ ⎝ | – | ∂ B | ⎞ ⎟ ⎠ |
| ∂ т | ∂ т |
Давайте немного очистим его и посмотрим, что у нас получится.
| ∇ 2 E = μ 0 ε 0 | ∂ 2 | E |
| ∂ т 2 |
| ∇ 2 B = μ 0 ε 0 | ∂ 2 | В |
| ∂ т 2 |
Эти уравнения теперь разделены ( E и B имеют свои собственные частные уравнения), что, безусловно, упрощает ситуацию, но в процессе мы изменили их порядок с первого на второй (обратите внимание на все квадраты).Я знаю, что говорил ранее, что с более низким порядком легче работать, но эти уравнения второго порядка не так сложны, как кажутся. Повышение порядка не усложнило дело, а сделало интереснее.
Вот один набор возможных решений.
| E ( x , t ) = E 0 sin [2π ( футов - | x | + φ)] ĵ |
| B ( x , t ) = B 0 sin [2π ( футов - | x | + φ)] 9021 6 906 906 906 906 λ |
Этот конкретный пример является одномерным, но есть и двухмерные решения - многие из них.Интересные имеют электрические и магнитные поля, которые меняются во времени. Затем эти изменения распространяются с конечной скоростью. Таким решением является электромагнитная волна .
Рассмотрим более подробно наше возможное решение. Найти вторые производные электрического поля по пространству и времени…
| ∇ 2 E = - | 4π 2 | E 0 sin [2π ( футов - | х | + φ)] ĵ | |
| λ 2 | λ | ||||
| ∂ 2 | E = - 4π 2 f 2 E 0 sin [2π ( футов - | х | + φ)] ĵ |
| ∂ т 2 | λ |
и подставим их обратно в уравнение в частных производных второго порядка.
| ∇ 2 E = μ 0 ε 0 | ∂ 2 | E |
| ∂ т 2 |
Работайте сначала с левой стороны.
| ∇ 2 E = - | 4π 2 | E 0 sin [2π ( футов - | х | + φ)] ĵ |
| λ 2 | λ |
Работа по правой стороне секунды.
| мкм 0 ε 0 | ∂ 2 | E = μ 0 ε 0 {- 4π 2 f 2 E 0 sin [2π ( футов - | х | + φ)]} ĵ |
| ∂ т 2 | λ |
Все виды отмены.
Переставить немного.
Я вижу там скорость волны ( f λ).Мы будем использовать для этого c , поскольку это первая буква латинского слова, обозначающего скорость - celeritas .
Очень интересно.
Учитывая четыре уравнения Максвелла (основанные на наблюдениях), мы показали, что как следствие, должны существовать электромагнитные волны. Они могут иметь любую амплитуду E 0 (с B 0 в зависимости от E 0 , как будет показано позже), любую длину волны λ, а также задерживать или опережать любую фазу φ, но они может перемещаться в пустом пространстве только со скоростью одной волны c .
| ||||
|
Говоря словами Максвелла…
Эта скорость настолько близка к скорости света, что кажется у нас есть веские основания заключить, что сам свет (включая лучистое тепло и другие излучения, если таковые имеются) является электромагнитным возмущением в форме волн, распространяющихся через электромагнитное поле в соответствии с электромагнитным полем. законы.
Джеймс Клерк Максвелл, 1865
Это скорость света в вакууме , что означает, что…
- Электромагнитные волны распространяются со скоростью света.
- Свет - это электромагнитная волна.
- Есть и другие формы электромагнитного излучения.
Это три важных вывода из этого математического экскурса.
история
Давайте вспомним шаги, которые привели к формулировке четырех законов Максвелла.
- Закон Гаусса является расширением закона Кулона и берет свое начало в изучении заряженных объектов и сил притяжения и отталкивания между ними. Говоря обыденным языком, изучение статического прилипания, которое уходит своими корнями в древние времена, когда было замечено, что янтарь, натертый на шерсть животных, притягивает кусочки ткани и бумаги. Греческое слово, обозначающее янтарь, ηλεκτρον (электрон), является корнем английских слов «электрический», «электрический», «электричество», «электрик» и т. Д.
- Ничейный закон исходит из того факта наблюдений, что у каждого магнита есть как северный, так и южный полюс.Магнитный монополь еще никто не видел. Когда магнит ломается, у него всегда есть северный и южный полюс. Это верно вплоть до субатомного уровня. Из этого наблюдения мы можем сделать вывод, что силовые линии магнитного поля должны образовывать непрерывные петли. Изучение магнетизма восходит к тому времени, когда магнитные породы были впервые обнаружены людьми по всему миру - особенно за пределами древнегреческого города Магнезия, который является корнем английского слова магнетизм.
- Закон Фарадея касается наведенных электрических токов.Имея проволочную петлю и магнит, можно заставить ток течь через петлю, перемещая петлю или перемещая магнит. Статические заряды, изученные Гауссом, Кулоном и Франклином, можно заставить двигаться с помощью необычных камней, найденных на землях старой Греческой Империи.
- Закон Ампера первоначально касался магнетизма, возникающего из-за движущихся зарядов. Пропустите заряды по проводу - и вы сделали магнит - электромагнит. Ключевой вывод Максвелла заключался в том, что пространство между двумя параллельными металлическими пластинами в процессе зарядки будет вести себя так же, как пространство вокруг токоведущего провода.Есть магнетизм, который возникает от электрических токов (например, ток через рабочий электромагнит), и магнетизм, который возникает от токов смещения (например, изменяющееся электрическое поле в конденсаторе, который только что был включен или выключен).
Это последний закон в списке - закон Ампера, измененный Максвеллом, - это ключ. Изменяющееся электрическое поле может создавать магнитное поле так же, как электрический ток может создавать магнитное поле. Таким образом, электрические заряды не должны были течь или даже существовать.Изменяющееся электрическое поле само по себе генерирует изменяющееся магнитное поле. Это приведет к изменению электрического поля, что приведет к изменению магнитного поля и так далее - все это улетит в пустое пространство со скоростью света.
Последствия огромны. Возможно, существуют другие формы электромагнитных волн, невидимые человеческому глазу. Уравнения не накладывают ограничений на длину волны или частоту. Единственное требование - они распространяются со скоростью света в вакууме.
Эти выводы были сделаны в 1864 году до того, как появились какие-либо экспериментальные доказательства существования невидимых электромагнитных волн. До Максвелла был свет и ничего больше. Теперь у нас есть неограниченный электромагнитный спектр, который включает радиоволны, микроволны, инфракрасный, видимый свет, ультрафиолет, рентгеновские лучи и гамма-лучи. Возможно, самое удивительное в этой истории не то, что Максвелл показал, что свет был электромагнитной волной, а то, что он наткнулся на нее. Это не было его целью. Это было непредвиденное последствие.Еще раз процитирую Максвелла…
Значение [ c ] было определено путем измерения электродвижущей силы, с которой был заряжен конденсатор известной емкости, и затем разрядки конденсатора через гальванометр, чтобы измерить количество электричества в нем в электромагнитном измерении. Единственное, что использовали свет в эксперименте, - это видеть инструменты . Значение [ c ], найденное М. Фуко, было получено путем определения угла, на который вращается вращающееся зеркало, когда отраженный от него свет уходил и возвращался по измеренному курсу. Нет смысла делать что-либо из электричества или магнетизма .
Согласование результатов, кажется, показывает, что свет и магнетизм - это воздействия одного и того же вещества, и что свет - это электромагнитное возмущение, распространяющееся через поле в соответствии с электромагнитными законами. [развернуть]
Янтарь, мех животных, камни из Магнезии, проволочные петли и батареи, соединенные с металлическими пластинами. Что еще я пропустил? Голландские господа заворачивают стеклянные банки металлической фольгой и шокируют друг друга; Франклин запускает воздушного змея в ненастный летний полдень; и китайские моряки, ориентирующиеся по компасам.Возможно, вы не увидите этого сегодня, и вы определенно не заметили бы этого в середине XIX века, но все эти, казалось бы, несвязанные события связаны скоростью света. Это означает, что мы должны добавить к списку Ньютона, Снеллиуса, Ферма и всех остальных, наблюдающих, как свет преломляется сквозь стекло; Двухщелевой аппарат Юнга; и Галилей со своим телескопом, и это лишь некоторые из них. Хотя никто из них в то время этого не знал, все они работали над одним и тем же огромным проектом - изучением электромагнетизма.
Остальное уже история…
- Джеймс Клерк Максвелл (1831–1879) Шотландия – Англия
Прогнозирование электромагнитных волн - Генрих Герц (1857–1894) Германия
Экспериментальное подтверждение радиоволн (передатчик-приемник с искровым разрядником) - Гульельмо Маркони (1874–1937) Италия
Первая трансатлантическая передача кода Морзе (из Англии в Ньюфаундленд) - Реджинальд Фессенден (1866–1932) Канада - Бермудские острова
Первое радиовещание с амплитудной модуляцией (AM) - Филон Т.Фарнсворт (1906–1971) США
Первая полностью электронная телевизионная передача - Эдвин Ховард Армстронг (1890–1954) США
Первое радиовещание с частотной модуляцией (FM)
энергия, мощность и давление
Электрическое поле полностью описывает электромагнитную волну в свободном пространстве. Магнитное поле связано с электрическим полем простым соотношением. Начнем с закона Фарадея.
| ∇ × E = - | ∂ B |
| ∂ t |
Сначала работайте с левой стороны.Подставим одномерное волновое уравнение для электричества и найди его ротор.
| ∇ × E = | ∇ × | { E 0 sin [2π ( футов - | х | + φ)] ĵ } | |
| λ | |||||
| ∇ × E = | – | 2π | E 0 cos [2π ( футов - | х | + φ)] k̂ |
| λ | λ |
Работа по правой стороне секунды.Подставьте одномерное волновое уравнение для магнетизма и найдите его производную по времени.
| ∂ | В | = - | ∂ | { B 0 sin [2π ( футов - | х | + φ)] | k̂ } |
| ∂ т | ∂ т | λ | |||||
| ∂ | В | = - | 2π f | B 0 cos [2π ( футов - | х | + φ)] | кО |
| ∂ т | λ |
Установите две стороны равными.Отмените косинусные члены и некоторые другие вещи.
Переставить, чтобы он выглядел красиво…
, а затем вспомним, что f λ - это скорость света.
Ну, на самом деле мы отменили слишком много вещей. Это соотношение справедливо для всех значений поля, а не только для максимума. Отношение электрического и магнитного полей в электромагнитной волне в свободном пространстве всегда равно скорости света.
Затем эти знания можно использовать для небольшого упрощения ситуации с плотностью энергии.Начните с плотности магнитной энергии и замените ее выражением, содержащим электрическое поле.
| η B = | 1 | В 2 = | 1 | ⎛ ⎜ ⎝ | E 2 | ⎞ ⎟ ⎠ |
| 2 мкм 0 | 2 мкм 0 | с 2 |
Напомним, что скорость света связана с проницаемостью и константами диэлектрической проницаемости.
Итак…
И таким образом…
| η B = | 1 | мкм 0 ε 0 E 2 = | ε 0 | E 2 |
| 2 мкм 0 | 2 |
Знакомо? Это плотность электрической энергии. Для электромагнитной волны в свободном пространстве половина энергии находится в электрическом поле, а половина - в магнитном поле
| η = | η E | + | η B | |||
| η = | ε 0 | E 2 | + | ε 0 | E 2 | |
| 2 | 2 | |||||
Это дает нам это компактное уравнение для полной плотности энергии электромагнитной волны…
η = ε 0 E 2
или этот, если вы предпочитаете формулировать вещи в терминах магнитного поля…
Это интересный и простой набор соотношений, но имейте в виду, что он работает только для электромагнитных волн в свободном пространстве.В среде все по-другому, и электрическое и магнитное поля могут иметь любые значения, если они статичны (то есть нет ускоряющих зарядов).
Поскольку волны распространяются в пространстве и времени, плотность энергии часто оказывается более полезным понятием, чем энергия. В более широком смысле, мощность волны, вероятно, следует заменить более полезным понятием ее плотности мощности. Поскольку содержание энергии волны заполняет объем пространства, имеет смысл определить плотность энергии как энергию на объем.
Поскольку мощность - это энергия в движении, понятие силы, существующей в на месте, не имеет особого смысла. Вместо этого мы должны говорить о мощности, поставленной с на на место. Граница между одним местом и другим описывается областью. В чем разница между пребыванием внутри комнаты и вне комнаты? Ответ в том, на какой стороне дверного проема вы находитесь. Как описывается это открытие? По площади. Разумное определение плотности мощности - это мощность на площадь.
Эта величина также известна как освещенность , поток излучения , мощность излучения , поток энергии или плотность потока энергии . Ни одно из этих слов не начинается с буквы «s», поэтому мне неизвестно, почему в качестве символа был выбран S . Поскольку я также видел это количество, представленное символами q , j и E , возможно, я действительно должен сказать здесь, что я не знаю, почему I выбрал S .Я предполагаю, что это то, как я выучил это давным-давно, и, следовательно, вы тоже должны это изучить.
Единицей этой величины является ватт на квадратный метр, не имеющий специального названия.
| ⎡ ⎢ ⎣ | Вт | = | Вт | ⎤ ⎥ ⎦ |
| м 2 | м 2 |
Мы начнем анализ этой величины с напоминания об определениях мощности (скорости преобразования энергии) и плотности энергии (энергии на единицу объема).
| S = | п. | = | 1 | U | = | 1 | η В | ||
| А | А | т | А | т |
Теперь представьте луч света, радиоволны или любой другой вид электромагнитной волны, падающий на поверхность.Энергия, которая падает на эту поверхность за определенный промежуток времени, заполняет столб, который движется в пространстве со скоростью света. Объем этой колонны равен площади ее основания, умноженной на ее длину. Площадь может быть любого произвольного размера, поскольку здесь мы имеем дело с плотностью, а длина этого столбца определяется временем, которое требуется столбцу, чтобы приземлиться на поверхности при движении со скоростью света. Позвольте мне показать вам, о чем я говорю, с помощью математических символов.
| S = | η В | = | η ( Aℓ ) | = | η ( Закон ) | = η с |
| При | по адресу | по адресу |
Следующие шаги включают замену η и c особыми отношениями, описанными ранее.
| S = η c = | ⎛ ⎜ ⎝ | 1 | В 2 | ⎞ ⎟ ⎠ | E | |
| мкм 0 | В |
И вот что у нас получается…
Конечно, не то, что я ожидал, но это традиционный способ записи плотности мощности электромагнитной волны.Ну, почти. Настоящее уравнение записывается в векторной форме так…
и получил странно подходящее название вектор пойнтинга не потому, что кто-то шутил о том, как векторы «пойнт», а в честь его первооткрывателя, английского физика Джона Пойнтинга (1852–1914). Вывод Пойнтинга включает векторную математику, которая не подходит для уровня этой книги. (Перевод: я не понимаю.)
Вектор пойнтинга важен, потому что он выравнивает три вектора электромагнитной волны: электрическое поле, магнитное поле и направление распространения.Эти три вектора взаимно перпендикулярны; то есть каждый перпендикулярен двум другим. Их относительное расположение определяется правилом правой руки перекрестного произведения (то есть; × между E и B в уравнении).
Пример, показанный на диаграмме ниже, соответствует этому правилу. Убедитесь сами. Мысленно выберите пару векторов, выходящих из одной точки на волне. Держите правую руку ровно перед лицом, выставив большой палец сбоку под прямым углом в форме буквы «L».Теперь вращайте руку, пока ваши пальцы не будут указывать в направлении электрического поля, а ладонь - в направлении магнитного поля. Если ваша рука выровнена правильно, вы сможете сложить пальцы так, чтобы они указывали в направлении магнитного поля. (Не двигайте большим пальцем.) Это действие имитирует «пересечение» электрического поля с магнитным полем. Направление этого перекрестного произведения является вектором пойнтинга и указывается большим пальцем. Если вы выполнили это упражнение правильно, ваш большой палец должен быть направлен за пределы экрана к вашему лицу.Ориентация остальной руки зависит от того, совмещали ли вы пальцы с вектором электрического поля, направленным влево или вправо. Один из них удобен для рук, а другой заставляет вас выглядеть так, будто вы занимаетесь какой-то необычной формой йоги.
Как мы узнали в предыдущем разделе этой книги, волны передают энергию и импульс, не передавая никакой массы. Это может показаться очевидным для механических волн (особенно если вас когда-либо сбивала с толку сильная океанская волна), но когда в последний раз вы когда-либо чувствовали давление радиоволны или сбивание лучом света? Мы просто не испытываем радиационного давления.Тем не менее, это то, что мы можем вычислить.
Начните с определения давления (сила на площадь) и работы (сила, умноженная на расстояние) и посмотрите, что произойдет.
| P = | Ф. | = | Факс | ℓ | = | U | = η | |
| А | А | ℓ | В |
Ну вот интересно.Давление и плотность энергии - это одно и то же. Единственная проблема в том, что для волн не существует единого значения плотности энергии. Это величина, которая колеблется во времени и пространстве. Что нам здесь действительно нужно, так это усредненные по времени значения. Такие количества обозначаются символом между двумя угловыми скобками. Вот так…
| P = | ⟨ F ⟩ | = | ⟨ F ⟩ | ℓ | = | ⟨ U ⟩ | = η⟩ | |
| А | А | ℓ | В |
Вот как вы это пишете, и вот как вы это делаете для случая простой синусоидальной волны.Интегрируйте уравнение плотности энергии за один период.
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
Это может выглядеть как большой средний интеграл, но это не так.Подумайте, как выглядит кривая синус-квадрат. Это волнистая линия, которая идет вверх и вниз между 0 и 1. За один полный цикл она разделяет ящик высотой 1 на T шириной пополам. Это дает нам…
| P = | ε 0 E 0 2 | т | = ½ε 0 E 0 | |
| Т | 2 |
, который вы можете распознать как половину плотности энергии.
P = ½η
Радиационное давление электромагнитной волны не равно ее плотности энергии, оно равно половине ее плотности энергии. Я верю в эту математику, но думаю, мне еще нужно доказать себе, что это уравнение реально. Как я уже отмечал ранее, я никогда не чувствовал давления радиоволны или падения луча света. Это должен быть исключительно слабый эффект. Мы подтвердим это с помощью вычислений в практических задачах, сопровождающих это обсуждение.
разное
Нужно ли здесь обсуждать импеданс свободного пространства?
| Z = √ | мкм 0 | = μ 0 с |
| ε 0 |
Покажите, что это ом в качестве единицы
Вычислите это.
| Z = μ 0 c Z = (4π × 10 −7 Vs / Am) (299 792 458 м / с) Z = 376.730… Ом |
Что я узнал: Леон Флейшер
К Интервью Брета МакКейба
/ Опубликовано Янв-фев 2015Пианист Леон Флейшер уже сделал одну из самых выдающихся карьер в классической музыке, когда в 1965 году он потерял способность пользоваться двумя пальцами правой руки из-за фокальной дистонии, неврологического состояния, при котором пальцы сгибаются в ладонь. .Он дебютировал с Нью-Йоркским филармоническим оркестром в 16 лет в 1944 году, стал первым американцем, выигравшим престижный международный конкурс Concours Musical International Reine Elisabeth de Belgique в 1952 году; и начал плодотворную карьеру звукозаписи с Epic Records в 1954 году.
Фокальная дистония отодвинула на второй план его карьеру двуручного оружия, хотя он продолжал преподавать, начал дирижировать и начал играть леворукий репертуар, прежде чем он начал длительную серию операций и лечения, чтобы восстановить способность использовать свою правую руку в 1980-х. .В 2003 году он исполнил свой первый концерт с двуручным репертуаром в Карнеги-холле с 1947 года.
С 1959 года он занимал должность председателя Фонда Эндрю Меллона по игре на фортепиано в Институте Пибоди Джонса Хопкинса. В 2013 году Sony Classical выпустила бокс-сет из 23 компакт-дисков с его записью, а этим летом он выпустил свой первый сольный компакт-диск в Десятилетие , All the Things You Are, , номинированное на премию Грэмми .
Я родился в году и вырос почти 10 лет в Сан-Франциско, Калифорния, одном из самых красивых городов мира.Как ни странно, я что-то вроде продолжения этого места. Я думаю, что нельзя родиться в Сан-Франциско и не встретить жизнь без определенного оптимизма и чувства прекрасного. Он наполнен надеждой, обещанием и потенциалом.
У нас было пианино , старенькое пианино, и у меня был старший брат, который брал уроки, и было очевидно, что ему это неинтересно. Мне показалось, что я испытываю к этому некоторую симпатию. Я нашел это увлекательным. Во время его уроков я прятался в углу и слушал.Когда его учитель уходил, он уходил играть в мяч на школьном дворе, но я, как мне сказали, подошел к пианино и сделал все, что он пытался сделать, неохотно. Я делал это с энтузиазмом, поэтому уроки мне передали. Это показалось мне очень приятным, и я получил за это много печенья. Я испытывал к этому влечение; это не талант. Я принял это, как пресловутую «утку в воду», и им приходилось постоянно давать мне все более и более лучших учителей.
У меня были разные стили учителей.Русская педагогическая школа - я очень хорошо помню того учителя. Он был лысым, в гетрах и пенсне. Это не было хорошим уроком [для него], пока он не заставил меня плакать, и чтобы компенсировать это, он всегда водил меня на обед и кормил отбивными из баранины, которые я обожаю по сей день. Он был вундеркиндом. Он обучал сестер Иегуди Менухина.
Тогда я обратил внимание на местных музыкальных деятелей. В то время дирижером Симфонического оркестра Сан-Франциско был француз, который только что приехал в город, потому что предыдущий дирижер ушел, и этот дирижер тоже был исторической фигурой.Этим предыдущим дирижером был Альфред Герц, как в Rent-a-Car, он был лысым, как бильярдный шар, и с чудесной распущенной седой бородой. При [президенте Франклине] Рузвельте Герц создал оркестр WPA, и часть их работы заключалась в том, чтобы давать школьные концерты. И что может быть лучше для школьников, чем когда другой школьник выйдет и поиграет? Поэтому он попросил меня присоединиться к ним на некоторых концертах. Я играл концерт Бетховена, второй концерт си-бемоль.
Затем на меня обратил внимание тогдашний дирижер оркестра [Сан-Франциско] француз Пьер Монтё.Дирижеры знали и уважали друг друга; они были друзьями. Они согласились, что мне нужно, как вы бы сказали, «обучение мирового класса». И оба они были хорошими друзьями Артура Шнабеля, одного из великих деятелей музыки 20-го века, который каждые два, три, четыре года приезжал в Сан-Франциско и играл. И Монтё, и Герц связались со Шнабелем, рассказали ему обо мне, и он очень осторожно отказался, сказав, что никогда не принимал никого моложе 16 лет по языковым причинам. Он говорил с большой абстракцией в терминах понятий.Мне было 9.
Так случилось, , весной 38-го он приехал в Сан-Франциско поиграть и пообедал с Герцами. Они затащили меня через подвал, поэтому, когда они открыли дверь столовой, этот ребенок сидел за пианино. Будучи джентльменом, Шнабель смирился с неизбежным, поэтому я играл за него. Я сыграл Сонетто дель Петрарка Листа, третий, и я сыграл каденцию из Концерта си-бемоль Бетховена. Я не слышал, чтобы это произошло, но он, очевидно, принял меня, потому что пригласил меня присоединиться к нему тем летом в своем доме на озере Комо из всех мест, задолго до того, как туда переехал Джордж Клуни.
[Шнабель] был не только великой фигурой своего времени, но и исторической фигурой. XIX век был в определенном смысле ужасным для музыки. До этого большинство исполнителей были сами композиторами, и у них были свои дары, таланты и высокие стандарты. Но когда начали появляться исполнители без этих качеств, они начали приглушать свои выступления. Они начали соревноваться друг с другом. Как я могу заставить публику уйти от соседского Джо Шмо? Поэтому всякий раз, когда композитор, возможно, писал «играй мягко», они полагали, что добьются большего успеха, если будут играть громко.Итак, они посеяли хаос с музыкой.
В начале 20 века было два человека , которые пришли сюда и восстановили целостность композитора. Один был дирижером по имени Артуро Тосканини, а другой - пианистом по имени Шнабель. Они очистили авгиевы конюшни 19 века, вернули композитору целостность и использовали это в качестве отправной точки для того, что все делают. [Шнабель] научил меня искать эту честность в партитуре. Это был не просто вопрос: «Я так чувствую."Это было запрещено. Вы должны были указать на текст и увидеть его так, как это видел композитор, чтобы оправдать то, что вы делаете, какие бы решения вы ни делали, какие бы решения вы ни принимали, и как это делать. Так исполнитель тогда обрел чувство авторитета. и судимость.
Невероятной чертой Шнабеля был уровень его вдохновения. Всякий раз, когда он касался инструмента - в своей студии у него была небольшая стойка, на которой он играл, а ученик играл на большом концертном рояле - звук, который он извлекал из этой [стойки], был бесконечно красивее.Каждый раз, когда он касался клавиш, это меняло человеческий опыт. Его связь со вселенной вокруг него была поразительной. Итак, он был вдохновляющим учителем.
Я работал с ним 10 лет. Кто бы ни подумал, что образование музыканта должно быть эквивалентом гуманитарных наук - четыре года бакалавриата, два года магистра - полная чушь. Он учил совсем не так, как другие учителя, и я принял это по-своему. У него была небольшая горстка студентов, и он попросил, чтобы все студенты присутствовали на всех уроках.Если было пять учеников, вы выучили в пять раз больше репертуара. И вы видели, как все мы сталкивались с одними и теми же проблемами. Это дало вам обзор, и вы начали понимать, что, как законы физики, так и законы музыки в некотором роде. Многое связано с отношениями между музыкой и математикой, которые я считаю сравнительно поверхностными. Настоящая связь между музыкой и физикой. Музыка - это движение. Музыка проходит во времени из точки А в точку Б. И поскольку это движение, она подчиняется всем законам, которые управляют движением.
В то же время, , музыка бросает вызов одной из великих сил на планете - силе гравитации. Идет ли он вверх или тихое бормотание - это движение. Перед музыкальным произведением гравитация - король или королева. Кусок начинается, и вы бросаете вызов гравитации. Когда все кончено, сила тяжести снова берет верх.
10 дней назад я дирижировал камерным оркестром в Германии, а концертмейстером был ученик великого венгерского скрипача по имени Шандор Вег.Венгры великолепны как народ, но в музыке они выдающиеся. И Вег сказал своим оркестрам: «Нет ничего необычного в том, чтобы услышать, как струна играет красивый звук, получить красивую песню, но это редко, когда вы слышите, как [музыканты] говорят на скрипке». И это одно из главных отличий, которые у вас есть сегодня. Эти дети на удивление хорошо играют на своих инструментах. Уровень посредственности постоянно повышается. Но Вег сказал, что редко можно услышать, как они говорят на скрипке. Когда они пишут музыку, это похоже на людей, которые выучили язык фонетически.Они говорят на нем отлично, но не имеют ни малейшего представления о том, что говорят. Вот что мне помог Шнабель. Он научил меня говорить.
Он также учил иначе в том смысле, что всякий раз, когда вы играли пьесу, он рассказывал вам все, что знал о ней. Следовательно, он не услышит его два раза подряд. Вам нужно было его усвоить. Используйте то, что вы хотите использовать, не используйте то, что вы не хотите использовать. Так что, возможно, вы сможете вернуть ту же вещь через год или два.Но в основном приходилось каждый раз играть во что-то новое. И это действительно расстраивает моих детей, потому что они хотят, чтобы их вели шаг за шагом.
Хотя я проработал со Шнабелем 10 лет, мне удалось охватить лишь небольшую часть репертуара. Он выгнал меня через 10 лет, потому что я стал ленивым. Я выучивал музыкальное произведение и вместо того, чтобы сталкиваться с проблемами и пытаться найти ответы для себя, я выучивал ноты и говорил: «Ну что ж, на следующей неделе на уроке мне будет изложена правда. .Он осознал это и сказал мне: «Ты должен пойти и сделать свои собственные ошибки и вести свои собственные битвы с помощью музыки».
С этого начался весь мой процесс обучения . Это двоякое. Вы должны освоить инструмент; он должен стать продолжением вас самих - это не посторонний объект, на который вы играете. И второе - обучение. Самое главное, чему может научить учитель, - это тому, как учиться, а не передавать свои личные предрассудки, но что вы принимаете во внимание, делая свой выбор и решения?
Самый лучший учитель , который у меня был с тех пор, как преподает Шнабель.Это процесс диагностики и назначения. Вы должны диагностировать, что не так, что не так, и немедленно выписать рецепт. [Фокальная дистония] действительно помогла моему обучению, потому что я не мог сесть и продемонстрировать. Мне нужно было найти слова, которые заменили бы это. Мне нужно было найти язык. И это сделало меня более точным и требовательным учителем, выражающим эти эфемеры словами.
Когда я впервые начал дирижировать , мне стало очень не по себе. Я чувствовал, что моя фанни развевалась на ветру.Я сел. Я все еще сажусь, когда дирижирую. Благодаря этому я становлюсь частью группы и лучше общаюсь с ними. И оркестр потрясающий. Вы говорите о командах, таких как [Балтиморские] Вороны - это 11 парней, которым вы должны сказать, куда идти, где блокировать. Попробуйте это с 90 людьми, когда одни дуют через отверстие, некоторые дуют в инструмент с помощью одной трости, другие дуют в инструмент с двумя язычками, третьи дуют в медные трубки с мундштуками разного размера. И вы должны заставить их играть одновременно.У вас есть люди с кетгутом и конским волосом. Это чудесная группа. Отличный оркестр, ничего подобного в жизни нет.
.