| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0. 7 – 4,16 7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемыхпитчевыхрезьб | 37 |
| Число нарезаемыхрезьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Регулировка подшипников шпиндельных узлов резьбонарезных токарных станков 16к20
При эксплуатации металлорежущего станка изнашиваются поверхности трущихся деталей, в результате возникают увеличенные зазоры в сопряженных парах и ухудшаются эксплуатационные характеристики станка.
При регулировке узлов и механизмов станка следует избегать их излишней разборки, особенно таких узлов, которые обеспечивают высокую точность станка (например, шпиндельные узлы). Регулировку станка должен выполнять высококвалифицированный слесарь.
Регулировка шпиндельных узлов. На рис. 97 изображен шпиндельный узел токарно-винторезного станка модели 16К20. Передней опорой шпинделя служит конический двухрядный роликоподшипник 6 с малым углом конуса у внутреннего кольца и буртом на наружном кольце. Задний конец шпинделя опирается на конический однорядный роликоподшипник 2 с малым углом конуса и автоматическим устранением зазоров.
Для того чтобы вынуть полукольца, необходимо снять с переднего конца шпинделя детали, прикрывающие полукольца, отвернуть гайки 4 и 5 и сдвинуть с места внутреннее кольцо подшипника. Зазоры в заднем подшипнике выбираются автоматически с помощью пружин 9, упирающихся в шайбу 3. Предварительное сжатие пружин осуществляют навинчиванием гайки 1 на резьбовой конец шпинделя. Гайка через стакан 10 смещает Внутреннее кольцо подшипника до упора в буртик, одновременно сжимая пружины. Регулировку подшипникового узла проверяют путем повторного нагружения шпинделя и измерения его смещения. При необходимости регулировку повторяют.
Зазоры в заднем подшипнике выбираются автоматически с помощью пружин 9, упирающихся в шайбу 3. Предварительное сжатие пружин осуществляют навинчиванием гайки 1 на резьбовой конец шпинделя. Гайка через стакан 10 смещает Внутреннее кольцо подшипника до упора в буртик, одновременно сжимая пружины. Регулировку подшипникового узла проверяют путем повторного нагружения шпинделя и измерения его смещения. При необходимости регулировку повторяют.
Рис. 97. Шпиндельный узел токарно-винторезного станка модели 16К20 На рис. 98 показан шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г. Радиальными опорами шпинделя 12 служат подшипники скольжения 4 и 10. Осевые нагрузки воспринимают упорные шарикоподшипники 3 и 7. Подшипники скольжения имеют конусные внутренние поверхности, которыми они сопрягаются с шейками шпинделя. Зазор в сопряженных парах устраняют осевым перемещением подшипников скольжения.
Перемещение переднего подшипника производят вращением двух гаек 9 и 11, одну из которых завинчивают, а другую в это время освобождают. После регулировки подшипника обе гайки завинчивают.
После регулировки подшипника обе гайки завинчивают.
Рис. 98. Шпиндельный узел привода изделия резьбофрезерного станка модели 5Б63Г
Регулировку заднего подшипника скольжения производят тоже с помощью двух гаек 2 и 5. При необходимости уменьшения зазора подшипника в сопряженной паре освобождают сначала гайку 2, а затем отвинчивают на требуемую величину гайку 5 на подшипнике. После этого вращением гайки 2 сдвигают подшипник вправо до упора гайки 5 в корпус 8. Гайкой 2 одновременно регулируют и силу затяжки упорных шарикоподшипников. После регулировки обе гайки фиксируют стопорными винтами 1 и 6.
Качество регулирования подшипников шпинделей проверяют по температуре нагрева подшипников при работе станка с максимальной частотой вращения шпинделя на холостом ходу. Быстрый нагрев подшипника указывает на чрезмерный натяг при регулировании.
|
Диаметр обработки над станиной, мм |
400 |
|
Диаметр обработки над суппортом, мм |
220 |
|
Расстояние между центрам |
1000 / 1500 |
|
Класс точности по ГОСТ 8-82 |
Н |
|
Размер внутреннего конуса в шпинделе |
Морзе 6 М80* |
|
Конец шпинделя по ГОСТ 12593-72 |
6К |
|
Диаметр сквозного отверстия в шпинделе, мм |
55 |
|
Максимальная масса заготовки, закрепленной в патроне, кг |
300 |
Максимальная масса детали, закрепленной в центрах, кг |
1 300 |
|
Максимальная масса заготовки, закрепленной в патроне, кг |
23 |
|
Число ступеней частот обратного вращения шпинделя |
12 |
|
Пределы частот прямого вращения шпинделя, мин-1 |
12,5 – 2 000 |
|
Пределы частот обратного вращения шпинделя, мин-1 |
19 – 2 420 |
|
Число ступеней рабочих подач – продольных |
42 |
|
Число ступеней рабочих подач – поперечных |
42 |
|
Пределы рабочих подач – продольных, мм/об |
0. |
|
Пределы рабочих подач – поперечных, мм/об |
0,035-2,08 |
|
Число нарезаемых метрических резьб |
45 |
|
Число нарезаемых дюймовых резьб |
28 |
Число нарезаемых модульных резьб |
38 |
|
Число нарезаемых питчевых резьб |
37 |
|
Число нарезаемых резьб – архимедовой спирали |
5 |
|
Наибольший крутящий момент, кНм |
2 |
|
Наибольшее перемещение пиноли, мм |
200 |
|
Поперечное смещение корпуса, мм |
±15 |
|
Наибольшее сечение резца, мм |
25 |
|
Мощность электродвигателя главного привода |
10 кВт |
|
Мощность электродвигателя привода быстрых перемещений суппорта, кВт |
0,75 или 1. |
|
Мощность насоса охлаждения, кВт |
0,12 |
|
Габаритные размеры станка (Д х Ш х В), мм |
2 812 / 3 200 х 1 166 х 1 324 |
|
Масса станка, кг |
2 835 |
 7 – 4,16
7 – 4,16 1
1| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2 420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0. 7 — 4,16 7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
16К20 – универсальный токарно-винторезный станок
16К20 — универсальный токарный станок
Токарно-винторезный станок 16К20 предназначен для выполнения широкого спектра токарных работ с деталями наиболее типичных размеров: обтачивания, расточки цилиндрических и конических поверхностей, сверления, зенкерования и т. п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
Массово станок 16К20 производился на Московском станкостроительном заводе «Красный пролетарий» им.А.И.Ефремова с 1971 по 1988 год. Изначально он пришёл на смену уже устаревшему тогда агрегату 1К62. Первая экспериментальная партия была выпущена в 1971 году. В 1972 году токарно-винторезный станок был удостоен золотой медали на промышленной ярмарке в Лейпциге. А к концу 1973 года агрегат вышел в массовое производство.
За эти годы токарный станок 16К20 стал самым распространённым токарно-винторезным станком сначала в СССР, а позже на территории СНГ и сопредельных государств. Позже его заменили на новый универсальный агрегат МК056, который по праву стал его приемником.
Особенности станка 16К20 и принцип работы:
- Жесткая станина, выполненная в коробчатой форме, стоит на основании монолитного типа, она снабжена шлифованными калеными направляющими;
- Детали, подвергаемые токарной обработке, крепятся в патроне либо в центрах;
- Стабильность фиксации резца в агрегате обеспечивается особой конструкцией его держателя;
- Шпиндель установлен на подшипниках качения прецизионной группы;
- Безопасность использования оборудования гарантируется комплексом блокировочных и ограждающих механизмов;
- Простота установления показателя передвижения поперечных и резцовых салазок при эксплуатации обеспечена линейками (масштабными), которые оснащаются визирами;
- На фартуке установки имеется качественное устройство отключения подачи суппорта.


В конструкции токарного станка 16К20 шпиндель устанавливается на специальные прецизионные подшипники качения, которые требуют регулировки в процессе эксплуатации. Благодаря такой конструкции обеспечивается требуемая жесткость, а так же высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 имеет класс точности Н, которая будет обеспечиваться даже в режиме ударных нагрузок.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″).
Включение, отключение, реверс и торможение шпинделя при работе станка выполняются без остановки электродвигателя за счёт фрикционной муфты, которая управляется двумя сблокированными рукоятками, имеющими три положения:
- Нейтральное положение — торможение шпинделя ленточным тормозом, отключение от входного вала;
- Правое положение — реверс шпинделя, работа в обратном направлении;
- Левое положение — шпиндель работает в прямом направлении;
При этом двигатель вращается в одном направлении не останавливаясь.
С помощью правой рукоятки на шпиндельной бабке станка механизм коробки скоростей позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. А в каждом диапазоне левой рукояткой можно выбрать одну из шести скоростей, благодаря чему шпиндель получает 4 х 6 = 24 скорости, две из которых — 500 и 630 об/мин. — повторяются.
Выходной вал коробки скоростей токарного станка соединен с коробкой подач с помощью сменных зубчатых колес, что позволяет перемещать суппорт в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьбы. А для того, чтобы без проблем нарезать точную резьбу конструкция имеет непосредственное соединение ходового винта с входным валом коробки подач.
Суппорт станка 16К20 имеет масштабные линейки с визирами, помогающими определить величину перемещения резцовых и поперечных салазок при работе. При этом удачная конструкция резцедержателя улучшает стабильность фиксации.
Фартук 16К20 имеет специальный механизм выключения подачи суппорта — падающий червяк. Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Применение на производстве
На сегодняшний день токарно-винторезный станок 16К20 по своим характеристикам относится среднему классу. Диаметр заготовки над станиной — Ø 400 мм, РМЦ — 710, 1000, 1400, 2000 мм. Для обработки прутка в шпинделе предусмотрено сквозное отверстие Ø 52 мм (максимальный диаметр прутка Ø 50 мм).
Применяется модель, как правило, в ремонтных и инструментальных производственных цехах, либо на единичном и мелкосерийном производстве, обычно при выполнении чистовых и полу-чистовых работ.
Виды выполняемых станком 16К20 работ и операций:
- обтачивание
- растачивание
- сверление
- зенкерование
- развертывание
- подрезка торцов
- нарезание резьб
Основные преимущества универсального токарного станка 16К20 — это надежность, выносливость, отличная производительность, точность обработки, простота обслуживания. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Мощность токарного станка 16к20
16К20 – токарно-винторезный станок, предназначенный для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой.
Станок производился с 1973 года на Московском станкостроительном заводе «Красный пролетарий». С 1976—1991 г. ОАО «ГЗСУ» был в составе Московского производственного объединения «Красный Пролетарий». И часть узлов на «Красный пролетарий» поставлял ОАО «Гомельский завод станочных узлов». После банкротства завода «Красный пролетарий», ОАО «ГЗСУ» стал выпускать аналогичный станок под маркой ГС526У, который сейчас является максимально приближенным аналогом станка 16к20 [1] . Основной универсальный токарно-винторезный станок машиностроения. Станок являлся одним из самых массовых универсальных станков в СССР. Сейчас станок также широко используется в странах постсоветского пространства [2] .
С 1976—1991 г. ОАО «ГЗСУ» был в составе Московского производственного объединения «Красный Пролетарий». И часть узлов на «Красный пролетарий» поставлял ОАО «Гомельский завод станочных узлов». После банкротства завода «Красный пролетарий», ОАО «ГЗСУ» стал выпускать аналогичный станок под маркой ГС526У, который сейчас является максимально приближенным аналогом станка 16к20 [1] . Основной универсальный токарно-винторезный станок машиностроения. Станок являлся одним из самых массовых универсальных станков в СССР. Сейчас станок также широко используется в странах постсоветского пространства [2] .
Обозначение модели 16К20,где 1-группа; 6-тип; 200 мм от оси шпинделя до направляющих станины.
Станок снят с производства в конце 1980 годов. Завод “Красный пролетарий” представил более современную модель, которая пришла на смену станку 16к20, это был станок МК6056. [3]
Токарно-винторезный станок 16К20 – пожалуй, самый распространённый на территории бывшего СССР станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Токарно-винторезный станок 16К20 по предназначен для обработки цилиндрических, конических и сложных поверхностей – как внутренних, так и наружных, а так же для нарезания резьбы. Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Буквенно-цифирный индекс токарно-винторезного станка 16К20 обозначает следующее: цифра 1 – это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (220мм). Наличие буквы «П» в конце индекса обозначает повышенную точность. В этом случает обозначение станка выглядит так: 16К20 П.
| Технические характеристики станка 16К20 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1 300 |
Число ступеней вращения шпинделя, шт. | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 – 2 000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 – 2 420 |
| Число ступеней рабочих подач – продольных | 42 |
| Число ступеней рабочих подач – поперечных | 42 |
| Пределы рабочих подач – продольных, мм/об | 0.7 – 4,16 |
| Пределы рабочих подач – поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб – архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1. 1 1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 812 / 3 200 х 1 166 х 1 324 |
| Масса станка, кг | 3 035 |
Токарно-винторезный станок 16К20 сегодня
Токарно-винторезный станок 16К20 выпускался на московском заводе “Красный пролетарий”, который на сегодняшний день прекратил своё существование. Вместе с тем, станки этой конструкции выпускали и другие заводы бывшего СССР. Некоторые из них работают и сегодня, выпуская усовершенствованные варианты токарного станка 16К20. Они оснащаются современными высококачественными комплектующими и надёжной электрикой.
Новый токарно-винторезный станок 16К20
Сейчас выпускается токарно-винторезный станок 16К20 в следующей комплектации.
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Прямые аналоги токарно-винторезного станка 16К20
Описание универсального токарного станка 16к20: назначение, устройство, технические характеристики. Принцип действия, правила эксплуатации и наладка станка.
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).

Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*10 3 . Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10 3 . Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.

Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 10 3 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя.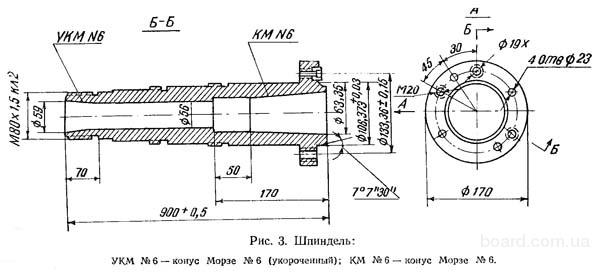 Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.

Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр
20А).

Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
|
НОВОСТИ29.03.2010 Новый партнер Новый партнер РСЗ СтанкоЦентр – ООО «ПромИнструмент», – официальный представитель маркировочного оборудования Gravurem. 26.03.2010 Сайт РСЗ СтанкоЦентр stankoff.su – новый сайт РСЗ СтанкоЦентр |
Один шпиндель, два шпинделя, три шпинделя, еще?
По-видимому, существует бесконечное количество вариантов оснащения фрезерных и токарных станков, включая токарно-фрезерные и токарно-фрезерные станки. Но один из основных способов различать станки – это подсчет шпинделей.
Токарный станок Index MS одновременно обрабатывает шесть независимых шпинделей (здесь показаны три). Шпиндели вращаются в барабане, поэтому каждая станция атакует деталь по очереди, создавая сложные формы за секунды.(Предоставлено Index Corp.)На токарных станках первичный шпиндель удерживает деталь, и обычно их бывает больше одного. На фрезерных станках шпиндель удерживает режущий инструмент, а у большинства станков есть только один. Какие компромиссы привели к этому выбору, и меняются ли они?
Когда дело доходит до токарных станков, вероятно, есть только три ситуации, в которых конфигурация с одним шпинделем является правильным выбором. Первый простой: детали, которые можно собрать с одного конца. Но, по словам Филипа Джадта, инженера по приложениям в Absolute Machine Tools Inc., Лорейн, Огайо, проблема в том, что таких частей не так много. Таким образом, эти станки становятся трудоемкими, если пользователи вынуждены повторно зажимать детали, требующие механической обработки с обеих сторон. Это указывает на вторую причину покупки одношпиндельного станка: бюджет.
Токарные шпиндели и экономия
Джадт сказал, что обычно он находит одношпиндельные токарные станки в небольших магазинах. «Они выполняют опцию 10 части, а затем помещают ее в другую машину, которая выполняет опцию 20. Может быть, это идет на другую машину, которая выполняет оп 30 и так далее.Но, добавил он, разница в цене между одношпиндельным и многошпиндельным токарными станками «больше не так велика, особенно с учетом затрат на рабочую силу».
В конце концов, простое добавление вспомогательного шпинделя дает возможность обрабатывать все шесть сторон детали, не обращаясь с ней. (Вспомогательный шпиндель захватывает деталь перед обрезкой и удерживает ее для последующей обработки.) И если детали требуют поперечного сверления или других неповоротных сложностей, аргумент в пользу новых многофункциональных токарных станков становится убедительным.
Как сказал Джадт: «Мои двухшпиндельные станки стоят намного меньше, чем два, три или четыре одношпиндельных станка и вертикальный обрабатывающий центр». Это сравнение не является несправедливым, потому что двухшпиндель LICO, о котором он упоминает, не просто имеет вспомогательный шпиндель, который удерживает деталь для обработки «другого конца». Он также оснащен тремя или четырьмя независимо программируемыми поперечными суппортами, установленными вокруг главного шпинделя, и револьверной головкой с приводными инструментами для бокового сверления и фрезерования.
«У вас может быть пять независимо задействованных инструментов, когда деталь удерживается в основном шпинделе, а затем отрезать ее и переместить на вспомогательный шпиндель, а затем задействовать по одному инструменту за раз», – пояснил Джадт.Это ускоряет работу со сложными деталями.
Станок Okuma MULTUS оснащен настоящим фрезерным шпинделем на шарнирной оси B для полной пятиосевой обработки. Револьверная станция может использоваться как задняя бабка, как показано здесь. (Предоставлено Okuma America Corp.)Общая тенденция в производстве – отделка деталей за одну настройку и минимальное обслуживание, ласково называемое «одно-и-готово». По словам Дэвида Фишера, специалиста по токарным изделиям в Okuma America Corp., стремление к массовой настройке является ключевой причиной., Шарлотта, Северная Каролина. «Номера деталей, которые использовались десять лет назад, теперь действуют в лучшем случае на год», – сказал он. «Происходят постоянные изменения конструкции и постоянные обновления. Поэтому все больше и больше клиентов хотят адаптировать машины ». В результате, по словам Фишера, растет популярность токарных станков с вспомогательным шпинделем, револьверными головками по оси Y, а также многоцелевых станков, таких как Okuma MULTUS.
Фишер сказал, что несколько лет назад общее практическое правило диктовало многофункциональный токарный станок только в том случае, если фрезерование ограничивалось примерно 20 процентами общего времени обработки.Теперь револьверные головки токарных станков обеспечивают гораздо большую мощность и крутящий момент для приводного инструмента, так что сочетание фрезерования и токарной обработки 50-50 является разумным. На таких станках, как MULTUS или Index G220, деталь также может быть призматической, при этом обрезка является единственной операцией токарной обработки. Это потому, что эти станки оснащены «настоящим» фрезерным шпинделем на шарнирно-сочлененной головке (ось B) для полной пятиосевой способности.
Как сказал Рафаэль Энгель, менеджер по разработке приложений для Index Corp., Ноблсвилл, Индиана, зубчатые колеса и держатели, необходимые для привода нескольких инструментов в револьверной головке, приводят к более низким скоростям и меньшему крутящему моменту, чем у сравнительно компактных мотор-шпинделей.Index G220 может похвастаться фрезерным шпинделем с осью B с интерфейсом HSK 63, который обеспечивает мощность до 17 кВт и крутящий момент 90 Нм при скоростях до 12 000 об / мин. (Опция HSK 40 рассчитана на 11 кВт, 30 Нм и 18 000 об / мин.) Сравните это с приводным инструментом в револьверной головке, который максимален на 6 кВт, 18 Нм и 7200 об / мин. Эти многоцелевые станки также имеют большие инструментальные магазины для автоматической смены инструмента.
Фишер хорошо выразил это, когда сказал, что «токарный станок и обрабатывающий центр не принесут больших жертв» на токарно-фрезерном станке, таком как MULTUS или G220.Фактически, с учетом скорости съема материала шпинделей оси B и скорости и эффективности подачи прутка многофункциональный токарный станок часто является лучшим решением для многих мелких фрезерованных деталей.
Насколько он должен быть маленьким? Index G220 имеет диаметр стержня 90 мм, больший G420 – до 120 мм, а Okuma MULTUS – до 4 дюймов (101,6 мм). При необходимости эти станки также могут выполнять токарную обработку и фрезеровку более крупных деталей, которые не загружаются через устройство подачи прутков. Фишер также указал, что револьверная головка имеет больше ограничений по размеру и проблем с помехами, чем шарнирно-сочлененная фрезерная головка.
Index называет свой вспомогательный шпиндель «противошпинделем», чтобы подчеркнуть тот факт, что оба шпинделя имеют одинаковый крутящий момент, мощность и размер. «Вспомогательные шпиндели обычно немного слабее основного», – сказал Энгель. Index также называет свои двухшпиндельные станки «одношпиндельными» станками, поскольку они предлагают другой подход к многошпиндельным станкам. Он не предлагает по-настоящему одношпиндельный станок в США
.Джадт сказал, что команда Absolute называет многошпиндельный станок LICO винторезным станком с ЧПУ, что, вероятно, помогает объяснить его возможности старожилам из нас.Наконец, Fischer из Okuma сказал, что теперь на его токарных станках револьверного типа и на MULTUS можно выполнять зубофрезерование и зуборезку.
Программное обеспечение CAD / CAM помогает определить, какая конфигурация шпинделя наиболее эффективна, и помогает предотвратить столкновения. (Предоставлено компанией Methods Machine Tools)«Зубообрабатывающее нарезание обычно выполняется на другом станке и часто отправляется для обработки в другое место», – заметил он. «При отправке запчастей легко потерять контроль над производственным графиком, и это может быстро превратиться в кошмар.Имея такую возможность на машине, мы сохраняем контроль ».
Токарная обработка больших объемов
Третья ситуация, в которой одношпиндельный токарный станок может быть лучшим, – это обработка больших объемов деталей. В таком случае специальный набор относительно недорогих одношпиндельных станков, каждый из которых оптимизирован для определенной операции, мог бы сбалансировать ситуацию, чтобы время цикла соответствовало. Например, две машины, выполняющие 30-секундную операцию 1, плюс третья машина, выполняющая 15-секундную операцию 2. Точно так же операции фрезерования могут выполняться отдельными станками, а затем роботы могут передавать детали между всеми устройствами.Фактически, это будет означать одновременную работу трех, четырех или более шпинделей.
Однако, утверждал Фишер, при таком подходе необходимо учитывать стоимость инструмента. «Для каждой машины необходимо приспособление, которое может включать поворотные столы для фрезерных операций», – заметил он. А если конструкция детали изменится, возможно, все это придется изменить, увеличив расход.
В отличие от этого, многофункциональный токарный станок потребует всего два набора кулачков патрона, и даже их, возможно, не придется менять с изменением конструкции.Кроме того, автоматизация в этом подходе так же проста, как использование устройства подачи прутка и перемещение руки главного шпинделя от детали к вспомогательному шпинделю.
Index предлагает уникальную альтернативу для деталей большого объема: токарные станки серии MS с шестью или восемью (в зависимости от модели) независимыми шпинделями оси Z во вращающемся барабане, а также одним или двумя контршпинделями, которые в данном контексте они называют «Синхронные шпиндели». Моментный двигатель вращает шпиндельный барабан из одного положения в другое за 0,4 секунды (каждые 60 ° для шести шпинделя и каждые 45 ° для восьмишпинделя), где он точно фиксируется на месте с помощью муфты Хирта.Два независимых поперечных суппорта оси X обслуживают каждый шпиндель, каждый с фиксированным или приводным инструментом.
В общем, цех будет выполнять одну и ту же операцию в каждом положении шпинделя и перемещать шпиндель к следующему набору инструментов для другой операции и так далее, пока не будет завершена передняя сторона. Затем синхронный шпиндель захватил бы деталь, инструмент в этом положении шпинделя отрубил бы ее, а затем станок выполнял бы конечную работу.
В большинстве конфигураций шпиндели синхронизатора могут поворачиваться, обеспечивая возможность применения до шести инструментов на тыльной стороне детали.Также есть возможность добавить поворотную ось Y к поперечным салазкам осей X / Z. Система управления может интерполировать это движение вместе с вращением шпинделя (ось C) и линейным движением X для получения линейного движения Y к плоскостям станка и другим функциям.
Энгель объяснил, что балансировка объема работы для каждой позиции шпинделя является ключевым моментом для увеличения производительности. «Если одно положение шпинделя занимает 30 секунд, а все остальные положения шпинделя – три секунды, время цикла для этой детали составляет 30 секунд.Цель состоит в том, чтобы иметь одинаковое время цикла для каждой позиции шпинделя. Это возможно только теоретически, но мы часто укладываемся в пределах нескольких процентов ».
Новый UNISIG B850 отличается современными концепциями зубчатых колес и силовой передачи и обладает мощностью 166 л.с. как в головке, так и в головке инструмента для глубокого сверления никелевых сплавов и углеродистой стали. (Предоставлено UNISIG)Фактически, среднее время полного цикла обработки сложных деталей в этой установке составляет всего от 3,5 до 40 секунд. Для относительно простых деталей станки с двумя синхронными шпинделями могут удвоить производительность следующим образом: выполните первую операцию с деталями 1 и 2 в положениях шпинделя 1 и 2, затем вторую операцию в положениях шпинделя 3 и 4 и так далее.И наоборот, если деталь слишком сложна для выполнения на одной машине, обычно подают пруток на первую машину, а затем робот загружает частично готовые детали, выходящие из этой машины, во вторую машину. Хотя время переналадки любой из этих конфигураций довольно короткое, с учетом их стоимости экономическое обоснование зависит от потребности в высокой производительности.
CAD / CAM a Vital Tool
Engel от Index настоятельно рекомендует использовать пакет CAD / CAM для предотвращения столкновений и оптимизации резки.
CAD / CAMтакже может быть полезен при выборе правильной конфигурации станка, – сказал Серджио Тондато, менеджер по продукции линии Накамура-Томе из компании Methods Machine Tools Inc., Садбери, Массачусетс. «Мы регулярно моделируем работу детали на разных станках и сравниваем время цикла. Например, какова продукция на двухшпиндельной или одинарной револьверной головке? Двойная башня? Три башни? И так далее. Требуемый объем детали и такие соображения, как принадлежность к семейству аналогичных деталей, помогают выбрать лучшую машину.”
Однако Тондато сказал, что постпроцессор в большинстве пакетов CAM не так точен в отношении времени цикла, поэтому Methods сотрудничает с CAMplete в этой области. Помимо точной проверки времени цикла, программное обеспечение CAMplete также выполняет проверку столкновений и упрощает изменение конфигурации инструмента. Компания Methods настолько увлечена своими преимуществами, что включает в себя токарную фрезу CAMplete TurnMill со всеми ее токарными станками с несколькими револьверными головками Nakamura-Tome, а это эксклюзивное решение для Methods. CAMplete только что выпустил TurnMill V9, в котором есть улучшенные возможности 3D-просмотра, улучшения моделирования и обновленная поддержка постобработки.
Многошпиндельное фрезерование
Для больших деталей и большинства отливок и поковок лучше всего подходят обрабатывающие центры. И, как мы уже говорили вначале, подавляющее большинство этих станков имеет только один шпиндель. Как объяснил Фишер из Index, «для обработки нескольких инструментов на фрезе вы обычно используете многосверловую головку от такой компании, как Zagar. Станок загружал эту головку, чтобы просверлить круг под болт с шестью отверстиями, а затем заменить ее на обычный держатель инструмента ».
Горизонтальный PCI METEOR оснащен двумя полностью независимыми шпинделями и может обрабатывать две разные детали одновременно, что на 30 процентов меньше, чем у двух одношпиндельных станков.Так почему же растет интерес к горизонтальным многошпиндельным обрабатывающим центрам? Почему их предлагают несколько поставщиков высоких технологий? В этот список входят SW North America, New Hudson, Mich., И PCI-SCEMM, который распространяется в Северной Америке компанией Absolute Machine Tools.
Согласно расчетам SW, двухшпиндель потребляет на 36 процентов меньше электроэнергии, чем одношпиндель, при той же мощности, а четырехшпиндель потребляет на 52 процента меньше. Но президент и руководитель службы безопасности Джим Кэмпбелл сказал, что это даже не отображается в электронной таблице покупателя в США.S. В США большим преимуществом многошпинделя является максимизация производительности при заданной площади пола. SW считает, что двухшпиндель занимает на 33 процента меньше места, чем одношпиндель, при той же производительности, в то время как четырехшпиндель занимает на 66 процентов меньше. Кэмпбелл сказал, что для обработки алюминия двухшпиндельный станок компании обычно заменяет три одношпиндельных станка «из-за конструкции наших приспособлений и устройств смены инструмента, а также всех перемещений, которые станок может выполнять одновременно. Так что для парня, у которого есть работа, но нет места на полу и он не может найти людей, это идеальная ситуация.”
Макс Поле, менеджер по работе с ключевыми клиентами PCI-SCEMM, добавил, что его двухшпиндельный станок стоит на 30 процентов меньше, чем два одношпиндельных станка. Так что цифры убедительны с нескольких точек зрения.
Мультишпиндели являются центральным элементом фирменного стиля SW, и Кэмпбелл сказал, что на данный момент компания продает только одношпиндели для больших батарейных отсеков, новый рынок для всех. «Благодаря линейным приводам этот станок будет производить намного больше, чем обычный одношпиндельный станок», – добавил Кэмпбелл.«И эти детали требуют большого количества перемещений, что проще для одношпинделя, чем для двухшпинделя».
Он также отметил, что, хотя рынок США не решался выйти за рамки двухшпинделя, «в этом году мы продаем много четырехшпинделя. Теперь, когда все больше людей видят, на что способен двухшпиндель, некоторые приходят к выводу, что они могут удвоить свою производительность с помощью четырехшпинделя ».
SW производит многошпиндельные HMC, такие как этот твин W02. (Предоставлено SW)Устойчивость к работе многошпиндельных обрабатывающих центров обусловлена, по крайней мере, частично, опасениями по поводу настройки и тем фактом, что наличие большего количества шпинделей, естественно, будет оказывать большее усилие на рабочий стол и приспособления, чем при традиционной обработке.Последнее решается с помощью продуманной конструкции машины, и Кэмпбелл сказал, что предполагаемая сложность настройки – «скорее воспринимаемая проблема, чем реальная проблема. И даже если на это уйдет немного времени, к тому времени, когда станки будут работать, они будут производить больше, чем на одношпинделе ».
В большинстве случаев эти многошпиндельные фрезы используют все шпиндели для выполнения одной и той же операции с несколькими деталями одновременно. Точно так же, пояснил Поле, «шпиндели обычно устанавливаются на одной каретке с одной независимой осью, которой обычно является Z.Но как на таком станке обработать две очень точные детали, если невозможно ввести точную компенсацию с обеих сторон? »
Для PCI ответ заключался в том, чтобы сделать каждый шпиндель независимым по осям X, Y и Z. Это обеспечило точную компенсацию и высокую точность на каждом шпинделе, а также возможность каждого шпинделя одновременно обрабатывать разные области одной и той же детали. Примеры применения сдвоенных шпинделей к одной и той же детали включают обработку правой и левой стороны больших деталей шасси, таких как поворотные кулаки, и обработку большого поддона для аккумуляторной батареи, что, по словам Пола, привело к сокращению времени цикла почти на 40 процентов по сравнению с одиночным шпинделем. шпиндельное решение.
Благодаря концепции PCI «две машины в одной» можно обрабатывать совершенно разные детали одновременно. Полет сказал, что клиенты начинают двигаться к этому инновационному решению, и PCI уже продала линейку двухшпиндельных станков, в которых корпус коробки передач изготавливается на одном шпинделе, а другой шпиндель обрабатывает корпус сцепления.
БОКОВАЯ РУКА: Легкое бурение глубоких скважин
Независимо от того, насколько хорош токарный станок или обрабатывающий центр, сверление глубоких отверстий может быть чрезвычайно сложной задачей, настолько сложной, что UNISIG, Menomonee Falls, Wis., имеет надежные машины для построения бизнеса специально для этого приложения. Генеральный директор Энтони Феттиг сказал, что большая часть бизнеса его компании сосредоточена на станках, которые просверливают отверстия с отношением длины к диаметру от 20: 1 до 200: 1, но они могут быть подходящими и для меньших соотношений, если допускаются допуски на диаметр отверстия и прямолинейность. , и отделка поверхности плотные.
Еще один фактор, по словам Феттига, – это «терпимость к разочарованию». При ручном сверлении на обрабатывающем центре обычно ломаются сверла, или вырезаются отверстия слишком большого размера, или они довольно сильно смещаются, и вы действительно не знаете, почему.Так что надежность процесса и требуемое качество ствола побуждают некоторых людей к глубокому бурению. Наши станки предназначены для процесса глубокого бурения и, как правило, позволяют делать отверстия гораздо более высокого качества. И они будут делать это каждый раз, тысячи раз подряд. Машина вмешается, если в процессе что-то пойдет не так ».
UNISIG достигает этого с помощью комбинации специализированных конфигураций станка, специализированного инструментария и, конечно же, ноу-хау в области применения.Ключевым методом обработки отверстий большего диаметра (20-200 мм) является использование инструментов BTA. (BTA – это аббревиатура от Boring and Trepanning Association.) С помощью оснастки BTA станок продувает охлаждающую жидкость под высоким давлением вокруг внешней части инструмента, и стружка проходит через центр инструмента и обратно через бурильную трубу и шпиндель станка. Этот подход в пять-семь раз быстрее, чем gundrilling, но требует большей мощности.
UNISIG также справляется с глубокими скважинами с использованием нескольких шпинделей, когда это необходимо.Феттиг сказал, что UNISIG спрашивает клиентов об ожидаемых объемах и геометрии деталей, а затем пытается «сбалансировать общую эффективность и удобство переналадки и использования оборудования».
Феттиг выделил три общие категории применения: «Очень сложные детали с большим количеством отверстий в одной и той же детали, и в этом случае вы проектируете станок так, чтобы на детали было задействовано как можно больше шпинделей, чтобы максимально использовать ее». Примером может служить теплообменник с 5000 отверстиями.
«Другой крайностью будут идентичные, простые детали, которым просто нужно много одного и того же шпинделя, выполняющего одно и то же», – сказал он.Примером могут служить идентичные валы трансмиссии, каждый из которых требует просверливания 14-миллиметрового отверстия в центре. В этом случае UNISIG может использовать четыре шпинделя для обработки четырех деталей в каждом цикле.
Третий случай, золотая середина, по словам Феттига, довольно распространен, когда требуются последовательные операции в одной и той же части. Например, трансмиссионный вал со ступенчатым отверстием (фактически два глубоких отверстия, концентричные друг другу). В этом случае Fettig может порекомендовать двухшпиндельный станок с независимой подачей, при котором каждый шпиндель последовательно ударяет по детали, или двухшпиндель, на котором деталь перемещается от шпинделя к шпинделю.Феттиг добавил, что несколько лет назад UNISIG обычно поставляла шестишпиндельные станки, но сегодня наблюдается тенденция размещать робота между несколькими двухшпиндельными станками с использованием более производительных инструментов.
«Это обеспечивает большую гибкость и очень высокую степень использования шпинделя, потому что время переналадки на двухшпиндельном станке очень короткое, и станки могут реконфигурироваться для работы с заготовками различной длины и диаметра», – сказал он. «И робот достаточно быстр, чтобы не отставать от двухшпиндельного станка.”
фрезерный станок токарный
Китай прецизионный токарный станок по алюминию токарный токарный станок с ЧПУ
Китай прецизионный токарный станок по алюминию токарный станок с ЧПУ деталь Подробнее о токарном токарном станке в Китае токарно-токарный станок с точным фрезерованием алюминия токарный станок с ЧПУ PartDong Guan Weldo Precision Machining Co. Ltd.
Chat OnlineФрезерные станки и токарные станкиIn The Loupe
22 февраля 2018 · Большинство современных производственных центров имеют как фрезерные станки, так и токарные станки.Каждый станок следует одному и тому же принципу обработки, известному как субтрактивная обработка, где вы
Chat OnlineТокарно-фрезерная обработка
Оборудование, используемое для токарной и фрезерной обработки, состоит из станков советского производства типа 16K20 1M63 1M63, а также станков с ЧПУ и немецких станков. – машины NEF320 520 производства Gildemester. Советские фрезерные станки имеют размеры стола на детали до 400 350 300 мм. Возможности обработки станков с ЧПУ в зависимости от сложности деталей указаны в
Chat OnlineСкорости резанияLittleMachineShop
Фрезерование Сверление Развертывание Верхняя скорость вращения регулируется в соответствии со скоростью подачи токарного мини-станка (0.004 / об.) Глубина резания 0,040 и срок службы инструмента 180 минут. Материал
Чат ОнлайнТокарный станок Типы операций Токарный станок Режущий инструмент
Токарный станок – это станок, который вращает деталь на оси, чтобы выполнять различные операции, такие как резка торцевой накатки, деформация накатки и многое другое. Прядение металла с термическим напылением Токарная обработка дерева и металлообработка – обычные операции, выполняемые на токарном станке. Можно
в чате онлайнОбработка с ЧПУ более доступна, чем вы думаете
Станки с ЧПУбывают разных вариаций.В зависимости от архитектуры и возможностей их машин типичное количество машин в час различается. Типичная скорость 3-осевого фрезерного станка с ЧПУ (без учета заработной платы оператора) составляет 40 в час. К этому следует добавить заработную плату оператора станка, которая обычно составляет около 35 в час.
Chat OnlineТокарно-фрезерная обработка
Токарно-фрезерное оборудование состоит из станков советского производства типа 16K20 1M63 1M63, а также станков с ЧПУ и немецких станков NEF320 520 от Gildemester.Советские фрезерные станки имеют размеры стола на детали до 400 350 300 мм. Производительность станков с ЧПУ в зависимости от сложности деталей находится в
Chat OnlineПодержанные токарные станки на продажу в Миннесоте США Machinio
Подержанные токарные станки на продажу в Миннесоте США. Монарх Хардиндж Леблонд Хаас Дусан и Мазак. Найдите центры с ЧПУ и токарные станки с вертикальной револьверной головкой на Machinio.
Chat OnlineВ чем разница между токарным и фрезерным станками
Токарные и фрезерные станки – идеальные товарищи по мастерской, их объединяет общий интерес к формованию и резке предметов, но они никогда не наступают друг на друга.. Токарный станок против фрезерного станка, как они работают. Самая большая разница между этими двумя машинами заключается в их технике. Токарные станки вращают материал, с которым вы работаете, с помощью режущего инструмента, который остается неподвижным.
Chat OnlineВ чем разница между токарным и фрезерным станками
Токарные и фрезерные станки – идеальные товарищи по мастерской, у них общий интерес к формованию и резке вещей, но они никогда не наступают друг на друга .. Токарный станок vs фрезерный станок, как они работают.Самая большая разница между этими двумя станками
Chat OnlineФрезерный станок с ЧПУ Фрезерный станок с ЧПУ Сделано в США CAMaster
16 июля 2015 · Фрезерный станок – это инструмент с вращающейся фрезой, который используется для обработки деталей машин очень точной формы и размеров . Заготовка подается в станок под углом к оси инструмента. Фрезерование может выполняться с помощью ряда различных инструментов, включая фрезерный станок, фрезерный станок с ЧПУ или обрабатывающий центр. Многоцелевые станки
Chat OnlineТокарно-фрезерная обработка
Оборудование, используемое для токарной и фрезерной обработки, состоит из станков советского производства типа 16K20 1M63 1M63, а также станков с ЧПУ и станков NEF320 520 немецкого производства от Gildemester.Советские фрезерные станки имеют размеры стола на детали до 400 350 300 мм. Производительность станков с ЧПУ
Chat OnlineТокарно-фрезерная дрель ComboSears
Универсальная концевая фреза OSCARBIDE 3 “R8 со сменным хвостовиком, 90 градусов, 5 зубцов с 5-ю твердосплавными вставками Tpg322 Токарно-фрезерный станок. Продается iShopDirect CNC Mini Lathe YWY 200W. Инструмент DIY Деревообработка Токарный станок по дереву Фрезерный станок Шлифовальные полировальные бусины Drill
Chat OnlineВ чем разница между токарным и фрезерным станками
Фрезерные станки являются экспертами в области сверления, растачивания, резки, формирования правки и закругления кромок.Они обеспечивают большую гибкость в выборе материала. Подобно токарному станку, фрезерный станок представляет собой домкрат
Chat OnlineТокарные станкиДеревообрабатывающие инструментыThe Home Depot
настольные фрезерные станки стационарные токарные станки настольные токарные станки. Сопутствующие товары. Миниатюрный токарный станок по дереву 12-1 / 2 дюйма с переменной скоростью Мощный и простой в использовании Delta 12-1 / 2 Мощный и простой в использовании токарный станок Delta 12-1 / 2 дюйма Midi-Lathe с переменной скоростью токарного станка по дереву с регулируемой скоростью 1 Двигатель HP с 1725 об / мин и электронной регулируемой скоростью для работы в широком диапазоне
Чат ОнлайнЧто такое токарный станок История деталей и принцип работы
Токарный станок обычно используется в металлообработке, металлообработке, токарной обработке, деревообработке, обработке стекла.Различные операции, которые он может выполнять, включают следующее: шлифование, резание, накатку, сверление и деформацию инструментов, которые используются для создания объектов, обладающих симметрией относительно оси вращения.
Chat Online10 лучших фрезерных сверлильно-токарных станков в 2020 Обзоры
2 дня назад · С этим станком нет необходимости переносить ваши проекты с одного станка на другой. Вы эффективно справитесь с любыми задачами токарной обработки и сверления на одном станке. Также можно будет настроить эту машину в соответствии с вашими потребностями.
Chat OnlineAmazon dremel lathe
OPHIR Мини-токарный станок по дереву Фрезерный станок DIY Деревообрабатывающий станок с ЧПУ Мини-токарный станок по дереву 100 Вт 24 В. 3.8 из 5 звезд 36. 72.98 72. 98. БЕСПЛАТНАЯ доставка. Больше вариантов покупки 69.98 (2 новых предложения) Мини-токарный станок с ЧПУ 200 Вт DIY Деревообработка Токарный станок по дереву Фрезерный станок Шлифовальные полировальные бусины Сверло Набор вращающихся инструментов. 3,8 из
Чат в ИнтернетеИзготовление токарного станка ФРЕЗЕРНОЕ ПРИЛОЖЕНИЕYouTube
25 октября 2019 · Возможно ли фрезерование на токарном станке Я решил убедить себя и превратить мой токарный станок в фрезерный станок, в котором закреплено навесное оборудование
Чат в ИнтернетеMSC Industrial Supply Co.Tech Essential Mill Machines
Коленные фрезерные станки используются для резки внутреннего или внешнего материала заготовки с помощью вращающейся фрезы. Эти станки используются для фрезерования сверлильных отверстий под шпоночную канавку и операций пазов. Коленные фрезерные станки оснащены рабочим столом с Т-образными пазами, на котором есть три Т-образных паза, используемых для зажима обрабатываемого материала.
Chat OnlineКаковы преимущества вертикального фрезерования Преимущества вертикального фрезерования и
2 марта 2020 г. · Ниже приведены преимущества горизонтального фрезерования Скорость. машины они могут делать несколько разрезов за один раз.Во время торцевания и карманов стружка удаляется быстрее, чем на токарных станках. Производительность
Чат ОнлайнКитай Токарно-фрезерная обработка с ЧПУ (HL
Токарно-фрезерный комплекс с ЧПУ Производитель / поставщик деталей в Китае, предлагающий комплексную обработку для токарной и фрезерной обработки с ЧПУ (HL-CNC0030) Алюминиевый корпус, использованный в судостроении Корпус с прецизионной обработкой с ЧПУ Синий алюминиевый зажим с ЧПУ с прецизионной фрезерной обработкой с ЧПУ и так далее.
Chat OnlineLathingLAGUN Milling Machines
Фрезерно-токарный патрон для многопроцессорного фрезерного станка, позволяющий работать как высокоточный управляемый шпиндель и как высокомощная токарная головка. Поворотно-раздвижной стол с возможностью поворота. Преимущества Устранение провисания (меньше шума, вибрации и т. Д.) При токарных операциях. Более точное позиционирование.
Chat OnlineЧто такое угловое фрезерование Угловые фрезы Как резать
Угловое фрезерование или угловое фрезерование – это операция фрезерования с ЧПУ, которая включает в себя обработку поверхности под углом с помощью угловой фрезы.Сегодня мы познакомимся с основами углового фрезерования и режущего инструмента, что более важно, есть разные способы резки углов на фрезерном станке.
Chat OnlineФрезерный станок с ЧПУ Фрезерный станок с ЧПУ Сделано в США CAMaster
16 июля 2015 · Фрезерный станок – это инструмент с вращающейся фрезой, который используется для обработки деталей машин очень точной формы и размеров. Заготовка подается в станок под углом к оси инструмента. Фрезерование может выполняться с помощью ряда различных инструментов, включая фрезерный станок, фрезерный станок с ЧПУ или обрабатывающий центр.Многоцелевые станки
Chat OnlineФрезерование (обработка) Wikipedia
OverviewChat OnlineВ чем разница между токарным и фрезерным станками
Токарные и фрезерные станки – идеальные товарищи по мастерской, которых объединяет общий интерес к формованию и режут вещи, но они никогда не наступают на территорию друг друга .. Токарный станок против фрезерного станка, как они работают. Самая большая разница между этими двумя машинами заключается в их технике. Токарные станки вращают материал, с которым вы работаете, с помощью режущего инструмента, который остается неподвижным.
Chat OnlineТокарно-фрезерная обработка
Токарно-фрезерное оборудование состоит из станков советского производства типа 16K20 1M63 1M63, а также станков с ЧПУ и немецких станков NEF320 520 от Gildemester. Советские фрезерные станки имеют размеры стола на детали до 400 350 300 мм. Производительность станков с ЧПУ в зависимости от сложности деталей находится в
Chat OnlineTop 10 Best фрезерный сверлильный станок в 2020 Обзоры
2 дня назад · С этим станком вам не нужно будет переносить ваши проекты с машины на машину .Вы эффективно справитесь с любыми задачами токарной обработки и сверления на одном станке. Также можно будет настроить эту машину в соответствии с вашими потребностями.
Онлайн чатГоризонтально VS. Вертикальные фрезерные станки Premier Equipment
14 декабря 2020 г. · Его можно использовать для токарных операций, но не обязательно что-либо симметричное. С помощью правильных команд фрезерные станки могут создавать практически любую нужную вам форму. Общая конструкция машины одинакова как в горизонтальной, так и в вертикальной ориентации.
Chat OnlineФрезерный станок Определение деталей Типы Операции
Фрезерный станок – еще один наиболее важный станок после токарного станка и сверлильного станка. В этом станке многоточечный резак вращается относительно заготовки, и материал удаляется с заготовки соответственно. . В сегодняшней статье вы узнаете об определениях типов деталей и работе фрезерного станка, а также в конце статьи я добавлю загружаемый
Chat OnlineLathe Mill Drill ComboSears
Generic OSCARBIDE 3 “R8 Shank Indexable Концевая фреза 90 градусов 5 канавок с 5 пластинами из карбида Tpg322 Фрезерный токарный станок.Продается iShopDirect. YWY 200W Мини-токарный станок с ЧПУ Станок DIY Деревообработка Токарный станок по дереву Фрезерный станок Шлифовальный полировальный станок Сверло
Чат ОнлайнТокарный станок по бетону My CMS
И те же методы можно использовать для изготовления многих различных видов станков. Его может построить хороший механик из стального лома и бетона, используя только обычные механические инструменты – дрель и несколько небольших сварных швов. Легко трансформируется в сверление, горизонтальное и концевое фрезерование.
Chat OnlineТокарный станок (PDF) Определение Типы деталей Операции
Токарные станки используются в металлообработке, деревообработке, токарной обработке металла, прядении, термическом напылении, обработке стекла и восстановлении деталей.. Различные другие операции, которые вы можете выполнять с помощью токарного станка
Chat OnlineКакие преимущества фрезерования Преимущества вертикального фрезерования и
2 марта 2020 г. · Ниже приведены преимущества горизонтального фрезерования Скорость Лучшее о горизонтальных фрезерных станках заключается в том, что они режут быстрее и в зависимости от используемого фрезерного станка могут выполнять несколько разрезов за один раз. Во время торцевания и карманов стружка удаляется быстрее, чем на токарных станках.Производительность
Chat OnlineMSC Industrial Supply Co. Tech Essential Mill Machines
Коленные фрезерные станки используются для резки внутреннего или внешнего материала заготовки с помощью вращающейся фрезы. торцевание шпоночных пазов и пазов. Коленные фрезерные станки оснащены рабочим столом с Т-образными пазами, на котором есть три Т-образных паза, используемых для зажима обрабатываемого материала.
Онлайн чатИзмените способ поворота: M03 vs M04
Издание от февраля 2008 г.
магазин Talk
Измените способ поворота: M03 против M04
Стив Роуз
Направление шпинделя на токарных станках часто обозначается как M03, по часовой стрелке (CW) и M04 против часовой стрелки (CCW).Конечно, это зависит от того, откуда вы смотрите на шпиндель. Если вы остановитесь не на том конце машины, это может привести к неточной маркировке направления. Более простой и точный метод – думать о прямом и обратном. Когда вы стоите перед машиной, это означает, поворачивается ли деталь к вам или от вас. M03 можно назвать прямым вращением, а M04 – обратным вращением.
Большинство станков сегодня приспособлено для работы исключительно в направлении шпинделя M03.Давайте посмотрим, почему это может быть более полезно для обработки деталей в направлении M04.
Выбор команды M04 позволяет использовать левосторонний револьверный инструмент. Левосторонняя обработка – оптимальный метод по двум причинам.
1. В левой револьверной головке пластина обращена к оператору. Оператору не только легче наблюдать за процессом резания, но и намного быстрее заменять пластину.
2. Другой плюс использования M04 касается сил резания станка.При обработке в направлении M04 силы резания передаются на станину станка, и эта сила называется сжатием. В направлении M03 силы резания отводятся от станины станка. Этот тип силы называется натяжением. Конструкция машины сильнее при сжатии, чем при растяжении. При сжатии силы машины направляются внутрь машины и вниз к земле. Если происходит потеря контроля над силами резания, энергия будет направлена в станок и шлифовать, а не в инструмент.
Я был свидетелем нескольких сбоев станка, которые иллюстрируют это распределение сил в зависимости от направления шпинделя.
Авария # 1: Направление M03: Токарный станок с ЧПУ с патроном 15 дюймов и приводом шпинделя мощностью 40 л.с.
В этом случае оператор не просверлил мягкие губки достаточно глубоко, чтобы выдержать силы резания, прилагаемые программой обработки детали. Деталь вылетела из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы подняли всю башню отливки против направляющих пластин.Отливка башни растрескалась от 40 л.с. Счет за ремонт составлял приблизительно 35 000 долларов, и машина не использовалась в течение девяти недель.
Авария # 2: Направление M04: токарный станок с ЧПУ с патроном 10 дюймов и приводом шпинделя мощностью 25 л.с.
Этот станок, оснащенный системой управления Fanuc, устанавливает опорную точку станка с помощью команды G54. Оператор просто забыл установить правильное значение рабочей смены. Чтобы усугубить эту ошибку, первая деталь работала в режиме ускоренного хода 800 изобр. / Мин.Шпиндель станка работал со скоростью 1550 об / мин в направлении шпинделя M04. Станок зарегистрировал, что передняя часть патрона была рабочей нулевой точкой отсчета. Револьвер врезался в кулачки патрона, полностью выбив кулачки из станка. Травм не было, но столкновение было серьезным.
Результат столкновения? Установочные штифты в башне сломались, и их нужно было заменить. Картридж главного шпинделя нуждался в переустановке, так как он был снесен с истинной средней линии. Эти повреждения, стоимость ремонта которых составила около 1200 долларов, привели к тому, что машина не использовалась на пять дней.
В этих двух примерах много переменных, но я считаю, что простой выбор работы в M04 спас Аварию № 2 от очень дорогостоящей и, возможно, более опасной аварии.
Какие проблемы возникают при использовании направления шпинделя M04? Программист должен проявлять осторожность при выборе M03 для сверления и реверсирования шпинделя на M04 для точения и растачивания. Это может создать дополнительную нагрузку на приводное оборудование шпинделя из-за более частого реверсирования шпинделя.
В противном случае рекомендуется использовать M04 в сочетании с левым инструментом, когда это возможно.Удержание сил резания в станине станка – теперь есть мысль!
Стив Роуз – профессиональный тренер и президент RTSI, Solon, OH. Розалин Роуз предлагает разработку веб-сайтов в Интернете. С ними можно связаться по телефону 440.542.3066; электронное письмо
[email protected];
или в Интернете по адресу
www.rosetraining.com.
Авторское право Rose Training Systems Inc., 2008 г.
Как вы думаете?
Повысит ли информация в этой статье эффективность или сэкономит время, деньги или усилия? Сообщите нам по электронной почте с нашего веб-сайта по адресу
www.ToolingandProduction.com или отправьте электронное письмо редактору по адресу
[email protected].
Станок токарно-винторезный 16К20 – СТК, ООО
Станок токарно-винторезный 16К20Станок 16К20 – станок токарно-винторезного типа, предназначается для выполнения различных работ направления точения: расточки поверхностей конической и цилиндрической форм, их шлифования, а также нарезания внутренней дюймовой, питчевой, метрической. и модульные потоки.Он также используется для расширения и зенкования.
Отклонение от цилиндричности составляет 7 мк, от прямолинейности – 16 мк, конусности на длине 300 мм – 20 мк.
Станок оборудован специальным приводом, предназначенным для быстрых перемещений суппорта, а также механической фрикционной муфтой. Направляющие станины станка закалены, задняя бабка оснащена системой аэростатической разгрузки.
На данный момент машина снята с производства.
| Характеристика | Значение |
|---|---|
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| – над кроватью | 400 |
| – над суппортом | 220 |
| Наибольшая длина обрабатываемой заготовки, мм | 750-1500 |
| Класс точности по ГОСТ 8-82 | H |
| Размер внутреннего конуса в шпинделе, M | Морзе 6 M80 * |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М * |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62 * |
| Наибольшая масса устанавливаемого препарата, – кг | |
| – закреплен в бобышке | 300 |
| – закреплено в центрах | 1300 |
| Число шагов частот вращения шпинделя | |
| – прямой | 12,5-2000 |
| – обратный | 19-2420 |
| Пределы частот вращения шпинделя, мин | |
| Число ступеней рабочей подачи: | |
| – продольный | 0.07-4.16 |
| – крест | 0,035–2,08 |
| Пределы рабочих подач, мм / об | |
| Количество нарезной резьбы, шт .: | |
| – метрическая | 45, 53 * |
| – дюйм | 28, 57 * |
| – модульная | 38 |
| – питчевый | 37 |
| – Спираль Архимеда | 5 |
| Пределы шагов нарезанной резьбы: | |
| – дюйм, количество витков на дюйм | 24… 1.625 |
| – метрическая, мм | 0,5-192 |
| – модульная, модульная | 0,5… 48 |
| – питчевый, смола | 96. 1 |
| – Спираль Архимеда, дюйм | 3/8 дюйма, 7/16 дюйма |
| – Спираль Архимеда, мм | 8, 10, 12 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольший ход цапфы, мм | 200 |
| Поперечное смещение корпуса, мм | ± -15 |
| Наибольшее сечение фрезы, мм | 25 |
| Габаритные размеры станка, мм | |
| – длина | 2812 |
| – ширина | 1166 |
| – высота | 1324 |
| Масса станка, – | 2140 |
| Мощность электродвигателя привода главного движения, кВт | 10 |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0.75 или 1,1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Масса станка, – | 2140 |
| Масса станка, – | 2140 |
фрезерный станок с ЧПУ Planet lingkaran
(DOC) TEKNIK CNC MODUL TEORI Muhammad Kahfi
TEKNIK CNC TEORI CNC 30/34 TEKNIK CNC TEORI CNC 31/34 Penentuan variabel lingkaran I dan K (pada mesin I dan K) (pada mesin cnc milling) pada pemrograman gerak melingkar dengan sudut lingkaran yang kurang dari 90 ° umumnya dilakukan dengan tiga metode yaitu 1.
Онлайн чатРуководство по настройке станка с ЧПУ для новичков 2019 Настройка станка с ЧПУ
Руководство по настройке станка с ЧПУ для новичков 2019 Готовый станок с ЧПУ настроен для запуска детали. На этапе настройки мы получаем все станки с ЧПУ, готовые к запуску детали. Нам нужно убедиться, что в устройстве смены инструмента есть все необходимые инструменты, загружена нужная программа gcode и в целом машина готова к работе. Pro Shop Technique Таблицы настройки ЧПУ
Chat OnlineBlackBox Система управления движениемOpenBuilds Part Store
Добро пожаловать в будущее в области управления станками с ЧПУ.Наша универсальная система управления движением OpenBuilds BlackBox, работающая по принципу “включай и работай”, революционизирует ЧПУ. Фрезерные станки с ЧПУ Станки плазменной резки Лазерные станки или любые другие станки с ЧПУ BlackBox справится с этой задачей благодаря множеству вариантов подключения.
Chat OnlinePlanet CNC • Просмотр темыCNC Mill зависает / останавливается случайным образом
12 апреля 2017 · Re CNC Mill зависает / останавливается случайным образом в середине цикла службой поддержки »Среда, 30 ноября 2016 г. 10 43 утра Все симптомы, которые вы описали ранее, указывают на проблемы, вызванные
Chat OnlineCNC Electronics and Wiring
CNC Electronics and Wiring.Это руководство сделает вас экспертом по подключению электроники ЧПУ с использованием параллельной коммутационной платы, стандартных шаговых двигателей и драйверов шаговых двигателей. Большинство руководств на этом сайте созданы в ответ на трудности, которые, как я вижу, у пользователей возникают с механическими конструктивными размерами машин и электроникой.
Чат ОнлайнPlanet CNCCNC USB-контроллеры
Фрезерование. Превращение. Плазменная резка. Лазерная резка. Пенная резка. 3D печать. Другое использование. Узнайте больше об аппаратном обеспечении и многом другомПользователи NEW TNG Список основных руководств PlanetCNC TNG. Новое в программном обеспечении PlanetCNC TNG Не волнуйтесь, здесь вы найдете список руководств, которые объясняют, как начать использовать программу PlanetCNC TNG как самую быструю.
Онлайн-чатРуководство по фрезерованию с ЧПУ pdfCNC Manual
Руководство оператора макроса Fanuc 30iAB-66264EN. 136 страниц. Fanuc Laser C1000iA Руководство оператора B-70254EN
Chat Online2020 Самые крутые проекты маршрутизаторов с ЧПУ All3DP
Эта статья бесплатна для вас и не зависит от постороннего влияния.Чтобы сохранить это, мы финансируем это через рекламу и ссылки для покупок. Если вы совершаете покупку по ссылке для покупок, мы можем получать комиссию.
Chat Online10 лучших мини-фрезерных станков в ноябре 2020 г.
10 декабря 2020 г. · Концевая фреза – это разновидность фрезы, которая соединяется со шпинделем фрезерного станка. Концевые фрезы бывают разных форм и размеров для выполнения различных режущих функций. Например, у некоторых есть огромные инструменты для удаления большего количества материала
Chat OnlineSoftware DriverChina Desktop CNC Hobby CNC Mini CNC
USB-руководство по установке программного обеспечения с ЧПУ – ChinaCNCzone Некоторые из наших мини-фрезерных станков с ЧПУ можно подключить к нашему компьютеру с помощью USB-ЧПУ Интерфейс, такой как серия ЧПУ 3040 и серия ЧПУ 6040.Для этого необходимо установить специальное программное обеспечение ЧПУ USB. Это Учебное пособие по установке программного обеспечения USB ЧПУ. system ont.download
Chat OnlineУправление фрезерными станками с ЧПУ с помощью Blender с помощью nCNC v0.6.3 Добавить
19 ноября 2020 г. · Позволяет управлять станком с ЧПУ и генерировать G-код для фрезерования. manahter пишет G-код и операции управления ЧПУ В настоящее время преобразовывать можно только кривые (также будут разработаны для 3D-объектов). Этот модуль был протестирован с GRBL v1.1CNC 3018. Этот модуль
Chat OnlineКалькулятор скорости фрезерования и подачи
При фрезеровании материал удаляется путем подачи заготовки во вращающийся режущий инструмент с острыми зубьями, например концевую или торцевую фрезу.В расчетах используется желаемый диаметр инструмента, число зубьев, скорость резания и подача резания, которые следует выбирать в зависимости от конкретных условий резания, включая материал заготовки и материал инструмента.
Чат ОнлайнЯРА-АВТОМАТИЗАЦИЯ. Системы профессиональной автоматизации.
Linux CNC Planet CNC WinCNC CNCD Управление старыми аналоговыми сервоприводами с входом -10 В Управление сервоприводами и шаговыми приводами с помощью STEP / DIR Модернизация станка с ЧПУ 6R13 с 4-ой осью Модернизация токарного станка с ЧПУ 16K20 Модернизация станка с ЧПУ Biesse rover 16 Модернизация станка с ЧПУ
Chat OnlineMilling> Консультации по Planet CNC
Oct 07 2019 · 532 039 активных участников 3 437 посетителей онлайн Зарегистрироваться бесплатно Войти
Chat Online(DOC) TEKNIK CNC MODUL TEORI Muhammad Kahfi
TEKNIK CNC TEKNIK CNC 30/34 TEKNIK CNC TEORI CNC 31/34 Penentuan variabel lingkaran I dan K (pada mesin cnc токарная обработка) atau I dan J (pada mesin cnc filling) pada pemrograman gerak melingkar dengan sudut lingkaran yang kurang dari 90 ° umumdenga dilak yaitu 1.
Chat OnlineCNC Routing Machinery
CFL / CNC – это серия станков, разработанных для обработки контуров и шлифования элементов кресел и крупногабаритных деревянных деталей. Траектория фрезерования создается благодаря ЧПУ, способному интерполировать положение каретки с рабочим положением каждого обрабатывающего агрегата.
Chat OnlineCNC Millingsummaryplanet
CNC Milling. Рекомендации. Этот ресурс предоставит всю конкретную техническую информацию, необходимую для этого модуля.Соответствующую справочную информацию можно найти в Gain J. 1996 Engineering Workshop Practices Thomas Nelson Australia Ltd. Южный Мельбурн
Онлайн-чатFanuc Operator Manuals User GuidesCNC Manual
Fanuc Operator Manuals Инструкция по эксплуатации и Руководство пользователя Fanuc Operator. У нас есть 40 руководств по эксплуатации Fanuc, которые можно бесплатно загрузить в формате PDF.
Онлайн-чатПерсональный плазменный стол с ЧПУ CrossFire Langmuir Systems
Ультра доступный персональный плазменный стол с ЧПУ, который изменит ваш способ проектирования и изготовления.Закажите сейчас только 1495. Цена указана за комплектный станок с ЧПУ. Плазменный резак и дополнительные принадлежности доступны при оформлении заказа. Доставка 99,95 Фиксированная ставка Доставка на
Chat OnlineФрезерные станки для продажи Heavy Duty Asset Plant
Независимо от того, занимаетесь ли вы токарно-фрезерно-сверлильной шлифовкой или пилением, STEELMASTER INDUSTRIAL Engineering and Metalworking Machines Tools найдет подходящий инструмент для ваших требований. У нас есть отличный выбор высококачественных фрезерных станков на любой вкус.Наш ассортимент включает универсальные сверхмощные станки с револьверной головкой и фрезерные станки с ЧПУ.
Chat OnlineCNC Routing Machinery
CFL / CNC – это серия станков, разработанных для обработки контуров и шлифования элементов кресел и крупногабаритных деревянных деталей. Траектория фрезерования создается благодаря ЧПУ, способному интерполировать положение каретки с рабочим положением каждого обрабатывающего агрегата.
Чат в сетиЧПУ меняетПять удивительных нововведений в ЧПУ
27 июня 2016 · BoXZY.Обработка с ЧПУ и 3D-печать – это в некотором смысле две стороны одной медали. Хотя оба процесса используются для создания новых моделей или деталей, обработка с ЧПУ является вычитающим процессом (т. Е. Удаляется материал для создания детали), тогда как 3D-печать является аддитивным процессом (т. Е. Добавляется материал для создания детали). У этих двух методов есть разные сильные стороны при обработке с ЧПУ.
Chat OnlineСтанок с ЧПУ DIY планирует и инструкции по сборке Craftsmanspace
– DIYLILCNC Project 3-осевой фрезерный станок с ЧПУ.Проект DIYLILCNC – это бесплатный набор планов с открытым исходным кодом для недорогого полнофункционального 3-осевого фрезерного станка с ЧПУ, который может быть построен человеком с базовыми навыками в магазине и доступом к инструментам. Устройства ЧПУ используются для изготовления физических объектов с высокой степенью точности.
Интернет-чатPelajaran CNC SMK Kelas XI CNC Milling
Gerak melingkar adalah gerakan 2 sumbu mesin CNC atau lebih yang secara simultan bergerak bersamasama baik XY XZ maupun YZ berarak melingkanteni.Gerakan melingkar menghasilkan kontur radius. Kontur radius dibagi menjadi 2 macam yaitu
Chat OnlineРуководства по примерам программирования Mazak Руководства пользователяCNC
Руководства по примерам программирования Mazak Руководство по эксплуатации и руководство пользователя для примеров программирования Mazak. У нас есть 2 руководства по примерам программирования Mazak, которые можно бесплатно загрузить в формате PDF.
Чат онлайнMengenal Proses Mesin MillingAlat Uji
Proses milling adalah suatu proses permesinan yang pada umumnya menghasilkan bentukan bidang datar bidang datar yang terbentuk dari pergerakan berja kerja kerja kerja kerja kerja proses kerjada kerja kerja kerjada kerjada kerjada kerja proses kerjada kerjada kerja proses kerjada kerja proses kerjada kerja kerja proses kerja kerjada kerja proses kerja kerjada kerja kerja kerja proses kerjada kerja kerja kerja kerja kerja proses kerja kerja kerja proses kerjada kerja proses kerjad dimana kerja kerja kerja proses kerjad dimana penn веретено dengan benda kerja yang tercekam pada meja mesin.. Mesin milling juga bisa dikolaborasikan suatu alat bantu atau
Chat OnlineBlackBox Система управления движением Магазин запчастей OpenBuilds
Добро пожаловать в будущее в области управления станками с ЧПУ. Наша универсальная система управления движением OpenBuilds BlackBox, работающая по принципу “включай и работай”, революционизирует ЧПУ. Фрезерные станки с ЧПУ Станки плазменной резки Лазерные станки или любые другие станки с ЧПУ BlackBox справится с этой задачей благодаря множеству вариантов подключения.
Онлайн чатPlanetCNCMilling с TNGYouTube
4 апреля 2018 г. · Я сделал эту часть с помощью бесплатной версии программного обеспечения DeskProto CAM.Это очень просто и предлагает множество возможностей даже в бесплатной версии. Я смог сделать эту часть за несколько минут без какой-либо подготовки. Я сделал
Chat OnlineAmazon.ca Комплект с ЧПУ
DIY Mini 3018 PRO Фрезерный станок 3 Axis GRBL Control CNC Router Kit Гравировка ПВХ PCB пластиковый акриловый фрезерный станок по дереву Гравировальный станок CNC3018 Pro 30x18x4,5 см ER11 Цанга с автономным ручным управлением (3018 Pro Offline Controller)
Chat OnlineОт SketchUp до CNC FabricationInstructables
В этой серии видеороликов показано, как перейти от CAD к CAM для изготовления изделия с ЧПУ.Мы будем использовать следующие инструменты: SketchUp для CAD CamBam для CAM Mach4 для чтения gcode / управления ЧПУ и фрезерный станок с ЧПУ (greenBull от BuildYourCNC) для изготовления деталей. Во время этого руководства имейте в виду, что конкретные аппаратные / программные инструменты, материалы и применение этих инструкций будут отличаться
Чат ОнлайнФрезерование> Консультации по Planet CNC
7 октября 2019 г. · 532 039 активных участников 3 437 посетителей онлайн Зарегистрироваться бесплатно Login
Chat OnlineСкачать драйвер контроллера USB cnc бесплатно (Windows)
Скачать драйвер контроллера usb cnc бесплатно.Загрузка системных утилит Контроллер CNC USB от planet-cnc и многие другие программы доступны для мгновенной и бесплатной загрузки.
Chat OnlineCNC Milling Manual pdfCNC Manual
Fanuc 30iA Macro Compiler Operator Manual B-66264EN. 136 страниц. Fanuc Laser C1000iA Руководство оператора B-70254EN
Chat OnlineDongguan Mihong Mechanical Hardware Co. Ltd.CNC
Dongguan Mihong Mechanical Hardware Co. Ltd. Эксперты в области производства и экспорта станков с ЧПУ Поворотный стол с ЧПУ и еще 355 продуктов.Проверенный поставщик CN Gold на Alibaba.
Chat OnlineMillingPlanet CNCCNC USB-контроллеры
Planet CNC USB-программное обеспечение поддерживает все методы компенсации резца для обычных фрезерных операций и расширенные алгоритмы интерполяции, которые позволяют выполнять трехмерное фрезерование сложных деталей. Он также работает с файлами Gerber и NC-Drill. Программное обеспечение поддерживает G-код ведущих программ CAM на рынке.
Chat OnlineПолное руководство по программному обеспечению ЧПУ 2020 21 Типы
Независимо от того, используете ли вы обычный фрезерный станок с ЧПУ, токарный станок или 3D-принтер, вот как выглядит основной рабочий процесс программного обеспечения CAD CAM Рабочий процесс программного обеспечения CADCAM От чертежа CAD до GCode и Часть В этом рабочем процессе вы используете следующие типы программного обеспечения ЧПУ Программное обеспечение САПР, используемое для проектирования деталей.Выходными данными САПР являются чертежи и
Чат ОнлайнCNC Millingsummaryplanet
CNC Milling. Рекомендации. Этот ресурс предоставит всю конкретную техническую информацию, необходимую для этого модуля. Соответствующую справочную информацию можно найти в Gain J. 1996 Engineering Workshop Practices Thomas Nelson Australia Ltd. Южный Мельбурн
Chat OnlineОборудование
Производство оснащено универсальным и специализированным технологическим оборудованием:MESSER установка плазменной или газовой резки листовой металл.Он способен точно и качественно разрезать лист толщиной от 0,5 мм до 200 мм.
Трехвалковые листогибочные машины способны изгибать листы толщиной до 16 мм и шириной до 2000 мм, наименьший радиус изгиба составляет 240 мм.
Четырехвалковый листогибочный станок с ЧПУ FACCIN 4HEL (Италия), может использоваться для гибки листовой стали толщиной до 150 мм. Применяется при гибке днища ковшей с одновременным снятием остаточных напряжений.
Фрезерные станки
Станки 654.Рабочая поверхность стола (ШхГ) 630 мм х 1600 мм. Расстояние от торца шпинделя до рабочей поверхности стола от 100 до 750 мм.
Станок 6П83. Рабочая поверхность стола (ШxГ) 1600 мм x 1800 мм. Расстояние от оси до рабочей поверхности стола от 30 до 380 мм. Наибольшая масса заготовки – 300 кг.
Станок 65А60Ф1. Рабочая поверхность стола (ШхГ) 630 мм х 2000 мм. Расстояние от торца шпинделя до рабочей поверхности стола от 125 до 900 мм.
Станок ВМ127М. Рабочая поверхность стола (ШхГ) 400 мм х 1600 мм.
Радиально-сверлильный станок Наибольший диаметр сверления – 50 мм
Токарные станки Станки 16К20 и 1К62. Наибольший диаметр заготовки – 400 мм (над станиной) или 220 мм (над поперечным суппортом суппорта). Расстояние между центрами 1000/1200 мм. Наибольшая длина точения 645/935 мм. Наибольшая масса заготовки составляет 500 кг (для изделия, установленного в патроне) или 1500 кг (для изделия, установленного в центрах).
Станок 163. Наибольший диаметр заготовки составляет 630 мм (над станиной) или 350 мм (над нижней частью суппорта). Расстояние между центрами 2800 мм. Наибольшая длина точения – 2520 мм.
Станок 1А64. Наибольший диаметр заготовки – 800 мм (над станиной) или 480 мм (над поперечным суппортом суппорта). Наибольшая длина обрабатываемого изделия 2800 мм. Наибольшая масса обрабатываемого продукта – 5000 кг.
Координатно-расточной станок
Расстояние от торца шпинделя до рабочей поверхности стола от 50 мм до 575 мм.Наибольший диаметр сверления стали в твердом материале составляет 20 мм. Наибольший диаметр расточки 220 мм. Наибольший диаметр при фрезеровании – 63 мм. Наибольшая масса заготовки – 250 кг.
Станки шлифовальные Станок КУ250 / 750. Максимальный диаметр шлифования 250 мм. Максимальная длина шлифования 750 мм. Расстояние между центрами 750 мм. Наибольшая масса заготовки 120 кг.
Станок 3A227. Работаем с отверстиями диаметром от 20 до 100 мм. Наибольшая длина устанавливаемого изделия 125 мм.Наибольший диаметр изделия – 400 мм (устанавливается на станке без кожуха), 250 мм (устанавливается на станок с кожухом), 320 мм (при шлифовании конических отверстий), 175 мм (в кулачках патрона). . Расстояние от оси шпинделя до зеркала стола 230 мм.
Станок 3Б161. Наибольший диаметр обрабатываемого продукта – 280 мм. Наибольшая длина обрабатываемого изделия 1000 мм.
Станок 3G71. Наибольшие размеры заготовки (ДхШхВ) составляют 630 х 200 х 320 мм.Расстояние от оси шпинделя до зеркала стола от 80 до 445 мм.
Сверлильные станки
Наибольший диаметр сверления 30 мм.
Горизонтально-расточные станки способны обрабатывать корпусные детали массой до 10 000 кг. Размеры стола 1600 х 1800 мм.
Трубогибочный станок
Наибольший внешний диаметр гибочной трубы составляет 63 мм. Наименьший наружный диаметр гибочной трубы – 25 мм. Наибольшая толщина стенки гнутой трубы – 4 мм.Наибольшая длина обрабатываемой детали 2000 мм.
Комплекс сверлильный и наплавочный (мобильный) АВАНТЕХНО Предназначен для наплавки и растачивания отверстий в крупногабаритных узлах и агрегатах диаметром от 65 до 600 мм.
Работы, которые может выполнить наше производство
Раскрой любой прокат
Фрезерование
Механический монтаж (сборка)
Сверление отверстий
Токарная обработка
Зачистка
Сварка
Растачивание отверстий
Гибка листов, в том числе на прессе
Высокочастотный нагрев обработка, объемная закалка деталей
Покраска
Изготовление изделий осуществляется на основании конструкторской документации.
Опытные специалисты КБ компании «ГЕФЕСТ» способны разработать и подготовить конструкторскую документацию на различные виды продукции по образцу или спецификации заказчика. Комплект конструкторской документации включает сборочные чертежи, спецификации, деталировку и др.
Наш конструктор проводит моделирование, анализ моделей и тестирует различные параметры будущего изделия (эргономичность, надежность, технологичность и др.). На основании подготовленной технической документации выполняются все дальнейшие операции по металлообработке.
Клиенты компании «ГЕФЕСТ» ценят нашу надежность.
Потому что наши клиенты всегда получают тот товар, на который рассчитывают, и по качеству изготовления, и по стоимости. Это просто.
5 советов по выбору оптимального диапазона шпинделя
Оптимальный диапазон может повысить производительность шпинделей на металлорежущих станках с ЧПУ.
Независимо от того, используете ли вы фрезерный станок с ЧПУ, на котором шпиндель вращает режущий инструмент, или токарный станок с ЧПУ, в котором шпиндель вращает заготовку, более крупные станки с ЧПУ имеют несколько диапазонов шпинделя.Нижний диапазон шпинделя обеспечивает большую мощность, а более высокий диапазон обеспечивает большую скорость. Для достижения оптимальной производительности критически важно обеспечить выполнение обработки в соответствующем диапазоне частот вращения шпинделя. Вот пять советов по выбору подходящего диапазона:
1) Знайте мощность и скорость вращения своего шпинделя.
Производители станков публикуют характеристики шпинделя в своих руководствах по эксплуатации. Там вы найдете самые низкие и самые высокие обороты для каждого диапазона, а также ожидаемую мощность во всем диапазоне оборотов.
Если вы никогда не изучали эти важные данные, вероятно, время вашего цикла не оптимизировано. Хуже того, вы можете чрезмерно нагружать двигатель шпинделя своего станка или даже останавливать его. Изучение руководства и изучение характеристик шпинделя может помочь вам оптимизировать производительность вашего станка.
2) Знайте, сколько времени нужно, чтобы сменить диапазон шпинделя.
Существует как минимум два типа систем изменения диапазона шпинделя: с приводными двигателями шпинделя с несколькими обмотками и с механическими передачами.
Первый изменяет диапазон электронным способом, изменяя используемые обмотки двигателя. Эти изменения происходят практически мгновенно.
Системы с механическими трансмиссиями обычно имеют прямой привод на максимальном диапазоне и включают трансмиссию на более низких диапазонах. Изменение диапазона может занять несколько секунд, особенно если шпиндель должен остановиться во время процесса.
3) Знайте, как выбрать диапазон шпинделя.
В ЧПУ изменения диапазона шпинделя в некоторой степени прозрачны, потому что скорость шпинделя указывается в об / мин, S-слово, которое определяет скорость, также заставляет станок выбирать соответствующий диапазон шпинделя.Скажем, нижний диапазон машины составляет 20–1500 об / мин, а верхний диапазон – 1501–4000 об / мин. Если вы укажете S-слово S300, машина выберет нижний диапазон. S-слово S2000 заставляет машину выбирать верхний диапазон.
Плохо информированный программист может невольно вызвать две проблемы.
Во-первых, программа может вызывать ненужные изменения диапазона от инструмента к инструменту. В случае механических трансмиссий это увеличит время цикла, но может остаться незамеченным, поскольку проявляется только тогда, когда на замену одних инструментов требуется больше времени, чем для других.Последовательный запуск инструментов, требующих того же диапазона, сокращает время цикла.
Во-вторых, расчет числа оборотов шпинделя для мощной черновой операции может поставить шпиндель на нижний предел диапазона высоких шпинделей, где есть ограниченная мощность. Это создаст чрезмерную нагрузку на систему привода шпинделя или вызовет остановку двигателя шпинделя. Хорошо информированный программист немного снизит скорость шпинделя, выбрав самую высокую скорость в нижнем диапазоне, где имеется достаточная мощность для выполнения операции обработки.
Для токарных центров изменение диапазона шпинделя выполняется с помощью M-кодов, и более высокие диапазоны обычно перекрывают более низкие диапазоны. Для токарного центра с тремя диапазонами шпинделя нижний диапазон может соответствовать M41 и работать от 30 до 1400 об / мин, средний диапазон может соответствовать M42 и работать от 40 до 2800 об / мин, а высокий диапазон может соответствовать M43 и работать от 45-4,500 об. / Мин.
4) Узнайте, как скорость шпинделя может повлиять на время цикла.
Этот пункт относится только к токарным центрам и операциям с постоянной скоростью резания.При постоянной скорости резания ЧПУ будет постоянно выбирать скорость в об / мин на основе скорости, указанной в футах поверхности или метрах в минуту, и диаметре, который обрабатывается в данный момент.
Скорость шпинделя обратно пропорциональна времени, если вы устанавливаете скорость подачи на оборот. Если вы можете удвоить скорость шпинделя, время, необходимое для соответствующей операции обработки, будет сокращено вдвое.
Распространенное практическое правило выбора диапазона шпинделя – черновая обработка в низком диапазоне и чистовая обработка в высоком диапазоне.Хотя это хорошее практическое правило для обеспечения достаточной мощности шпинделя, оно не так хорошо учитывает скорость.
Рассмотрим заготовку диаметром 1 дюйм, которую необходимо подвергнуть черновой и чистовой токарной обработке. Рекомендуемая скорость для чернового инструмента составляет 500 футов в минуту. Даже при самом большом диаметре (1 дюйм) это дает 1910 об / мин (3,82 умноженных на 500, разделенных на 1). Меньшие диаметры потребуют еще более высоких оборотов в минуту. Если программист выберет нижний диапазон на основе практического правила, шпиндель достигнет предела в 1400 об / мин.Операция черновой обработки будет завершена быстрее в более высоком диапазоне, если имеется достаточная мощность.
5) Знайте, когда менять диапазоны шпинделя.
Этот пункт также относится только к токарным центрам и черновым операциям, требующим постоянной скорости резания. Рассмотрим черновую точение вала диаметром 4 дюйма, имеющего несколько диаметров, наименьший из которых составляет 1 дюйм. Скажем, рекомендуемая скорость составляет 800 футов / мин. На 4 дюймах необходимая скорость составляет 764 об / мин. Низкий диапазон обеспечит необходимую мощность.
По мере продолжения черновой обработки диаметр уменьшается, а частота вращения увеличивается.