Конструкция фрез | Фрезы по металлу
Различают цельные, составные и сборные конструкции фрез. Цельные фрезы изготовляют полностью из инструментального материала. У составных фрез режущую часть изготовляют из инструментального материала, а приваренный к ней хвостовик из . К составным относятся также фрезы, у которых зубья – пластины из инструментального материала напаивают на корпус фрезы. У сборных фрез зубья закрепляют в корпусе механически с помощью специальных крепежных элементов. Режущий элемент – зуб – может представлять собой резец с напаянной твердосплавной пластинкой или монолитную пластинку из , или другого инструментального материала.
Цельные и составные
Наиболее компактную конструкцию имеют цельные и составные фрезы. При небольших размерах у них может быть больше зубьев, чем у сборных фрез. Недостатки цельных фрез – повышенный расход инструментального материала; составных с напайными пластинками – невозможность регулирования положения зубьев при износе и трудность восстановления в случае поломки. обычно имеют меньше зубьев, чем цельные и составные; наличие крепежных деталей, удерживающих режущие элементы в корпусе, а следовательно, повышенную трудоемкость изготовления фрез; высокие требования к точности обработки базовых поверхностей, обеспечивающих заданное положение вставных зубьев, и к точности размеров самих зубьев в конструкциях, где смену зубьев выполняют без последующей тонкой регулировки их положения в корпусе фрезы; соответствующие требования к точности твердосплавных пластинок в конструкциях фрез с механически закрепляемыми неперетачиваемыми пластинками.
обычно имеют меньше зубьев, чем цельные и составные; наличие крепежных деталей, удерживающих режущие элементы в корпусе, а следовательно, повышенную трудоемкость изготовления фрез; высокие требования к точности обработки базовых поверхностей, обеспечивающих заданное положение вставных зубьев, и к точности размеров самих зубьев в конструкциях, где смену зубьев выполняют без последующей тонкой регулировки их положения в корпусе фрезы; соответствующие требования к точности твердосплавных пластинок в конструкциях фрез с механически закрепляемыми неперетачиваемыми пластинками.
Эти недостатки уменьшают, разрабатывая новые конструкции фрез повышенной технологичности, у которых упрощена обработка базовых поверхностей, применены компактные элементы крепления зубьев и сделаны другие усовершенствования.
Успехи, достигнутые в технологии изготовления точных по размерам многогранных неперетачиваемых твердосплавных пластинок, открывают перспективы широкого применения фрезерного, токарного и другого инструмента сборных конструкций. Возможность многократного использования корпуса или державки инструмента, простота и быстрота замены изношенных пластинок без снятия инструмента со станка и его последующей под- делают такой инструмент экономичным даже при высоких первоначальных затратах на изготовление корпуса и элементов крепления зубьев.
Возможность многократного использования корпуса или державки инструмента, простота и быстрота замены изношенных пластинок без снятия инструмента со станка и его последующей под- делают такой инструмент экономичным даже при высоких первоначальных затратах на изготовление корпуса и элементов крепления зубьев.
Требования к конструкции фрез
При разработке новых конструкций фрез выполняют следующие основные требования.
- Число зубьев должно быть по возможности большим, так как от него пропорционально зависит минутная подача, т. е. производительность обработки. Вместе с тем зубья-должны быть достаточно прочными, а расстояние между ними, форма и стружечных канавок должны обеспечивать надежное размещение и (последнее особенно важно для , обрабатывающих глубокие пазы). В некоторых случаях, например при образовании сплошной сливной стружки, у концевых фрез переднюю поверхность зубьев делают ступенчатой для дробления стружки. Число, форма зубьев и их размещение (шаг) должны обеспечивать равномерную работу без значительных вибраций.
 Это в ряде случаев достигается изготовлением фрез с неравномерным шагом зубьев. У торцовых фрез для обработки чугуна, когда отвод стружки несложный, применяют сборные конструкции с близким размещением зубьев или с режущими элементами, каждый из которых имеет по два-три зуба.
Это в ряде случаев достигается изготовлением фрез с неравномерным шагом зубьев. У торцовых фрез для обработки чугуна, когда отвод стружки несложный, применяют сборные конструкции с близким размещением зубьев или с режущими элементами, каждый из которых имеет по два-три зуба. - Угол наклона стружечных канавок должен обеспечивать плавную работу фрезы и нужное направление отвода стружки. При фрезеровании труднообрабатываемых материалов хорошие результаты получают, повышая прочность фрезы при уменьшении числа зубьев с одновременным увеличением угла наклона до 35-45°, при этом удается повысить минутную подачу, несмотря на сокращение числа зубьев. Для уменьшения вибраций иногда прибегают к изготовлению с изменяющимся от зуба к вубу углом наклона. Особенно хорошие результаты получают, сочетая этот прием о неравномерным шагом зубьев.
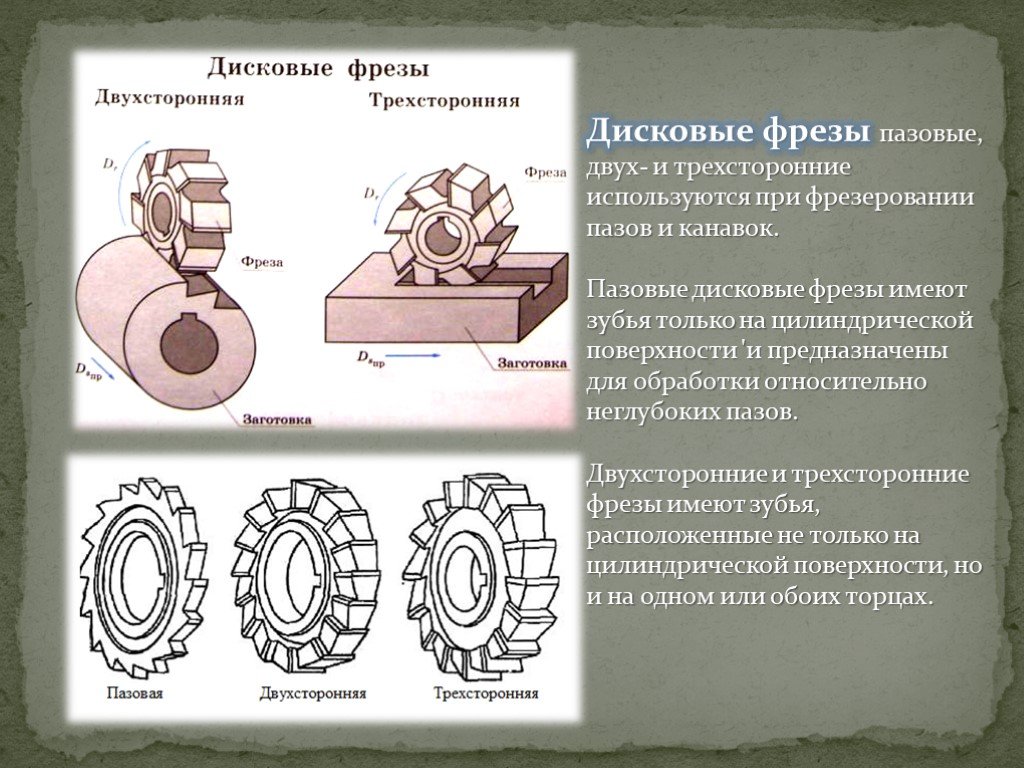
- При снятии больших припусков торцовыми, концевыми и дисковыми фрезами, а также для прорезных и должно быть обеспечено рациональное распределение припуска между зубьями фрезы, обеспечивающее снижение нагрузки на вуб, разделение стружки и надежный ее отвод. Для этого применяют торцовые и дисковые ступенчатые фрезы, дисковые фрезы с разнонаправленными зубьями и зубьями, размещенными в шахматном порядке. У , обрабатывающих глубокие пазы, и отрезных фрез уменьшают число зубьев (в том числе путем стачивания зубьев через один у стандартной фрезы), применяют разнонаправленные зубья, затачивают переходные режущие кромки у четных или нечетных зубьев, делают углубления на боковой поверхности диска фрезы у стружечной канавки («холодильники»).
- Форма режущего клина должна обеспечивать наименьшее сопротивление резанию при сохранении достаточной прочности и стойкости инструмента. Следует стремиться к использованию инструмента с положительным передним углом; при больших силах резания добиться достаточной прочности инструмента, применяя двойную форму передней поверхности с узкой фаской и отрицательным передним углом у главной режущей кромки и положительным передним углом на остальной передней поверхности, а также применяя положительный . В случаях, когда это допускается , следует применять торцовые фрезы с малыми углами в плане и с переходной режущей кромкой.
- При высоких требованиях к шероховатости обработанной поверхности и к точности размеров должна быть обеспечена высокая размерная стойкость инструмента за счет применения фрез (торцовых, дисковых) с зачистной режущей кромкой и фрез с регулируемым расстоянием между режущими кромками (для дисковых трехсторонних фрез при обработке пазов).
- Особое внимание должно быть уделено выбору способа установки и закрепления фрезы, обеспечивающему минимальное биение зубьев, высокую прочность, жесткость и возможность быстрой замены фрез, особенно на станках с числовым програм-ным управлением (ЧПУ).
 Это в ряде случаев достигается изготовлением фрез с неравномерным шагом зубьев. У торцовых фрез для обработки чугуна, когда отвод стружки несложный, применяют сборные конструкции с близким размещением зубьев или с режущими элементами, каждый из которых имеет по два-три зуба.
Это в ряде случаев достигается изготовлением фрез с неравномерным шагом зубьев. У торцовых фрез для обработки чугуна, когда отвод стружки несложный, применяют сборные конструкции с близким размещением зубьев или с режущими элементами, каждый из которых имеет по два-три зуба. Для этого применяют торцовые и дисковые ступенчатые фрезы, дисковые фрезы с разнонаправленными зубьями и зубьями, размещенными в шахматном порядке. У , обрабатывающих глубокие пазы, и отрезных фрез уменьшают число зубьев (в том числе путем стачивания зубьев через один у стандартной фрезы), применяют разнонаправленные зубья, затачивают переходные режущие кромки у четных или нечетных зубьев, делают углубления на боковой поверхности диска фрезы у стружечной канавки («холодильники»).
Для этого применяют торцовые и дисковые ступенчатые фрезы, дисковые фрезы с разнонаправленными зубьями и зубьями, размещенными в шахматном порядке. У , обрабатывающих глубокие пазы, и отрезных фрез уменьшают число зубьев (в том числе путем стачивания зубьев через один у стандартной фрезы), применяют разнонаправленные зубья, затачивают переходные режущие кромки у четных или нечетных зубьев, делают углубления на боковой поверхности диска фрезы у стружечной канавки («холодильники»).
Похожие материалы
Концевые фрезы – конструкция и технические особенности
Это статья-справочник. Здесь перечислены основные понятия и определения конструкции концевых фрез, а также технические особенности.
Читайте также: Финансовая помощь от наших партнеров
Конструкция концевых фрез
Режущая кромка прямого типа (прямолинейная режущая кромка) –режущая кромка, представляющая собой прямую линию, проходящую под углом к оси фрезы. В отличие от режущей кромки спирального или винтового типа, обработанная поверхность, образуемая прямолинейной режущей кромкой, не является плоской.
В отличие от режущей кромки спирального или винтового типа, обработанная поверхность, образуемая прямолинейной режущей кромкой, не является плоской.
Осевое биение – разница между минимальным и максимальным показаниями индикатора (микрометра), установленного по наружному диаметру фрезы на её режущей части, при её вращении.
A — диаметр фрезыB — диаметр хвостовика
C — Длина режущей части
D — Общая длина
Подточка углов — короткий скошенный участок, расположенный в месте схождения торцевой и цилиндрической поверхностей фрезы. Выполняется для усиления фрезы и во избежание излома выступающих острых углов режущих кромок.
Стружколомы – выступы и впадины особой формы на передней поверхности, заставляющие стружку свиваться и обламываться.
Расщепители стружки – выемки в виде желобков и зазубрин, расположенные по периферии концевой фрезы кукурузного типа, выполненные с целью получения более узкой стружки. Применимы для черновой обработки.
Применимы для черновой обработки.
Диаметр сердцевины – диаметр цилиндра (или конуса, для конусных фрез), образуемого касательными в точках наибольшей глубины стружкоотводящих канавок.
Подрезка – место входа канавочной фрезы или шлифовальной головки при проточке канавок концевой фрезы во время её изготовления.
Режущая кромка – непосредственно режущая часть зуба. Представляет собой пересечение двух хорошо обработанных поверхностей под заданным углом, обычно, не превышающим 90 градусов.
Угол наклона режущей кромки – угол между осью фрезы и режущей кромкой.
Фреза с переменным окружным шагом зуба – фреза, сконструированная особым образом с целью уменьшения вибрации и дребезга в процессе резания. Эффект основан на том, что при таком расположении зубьев не происходит наложения гармоник колебаний зубьев друг на друга.
Угол в плане (иногда угол входа, угол атаки) – чем ближе этот угол к 90 градусам, тем выше ударная нагрузка на инструмент.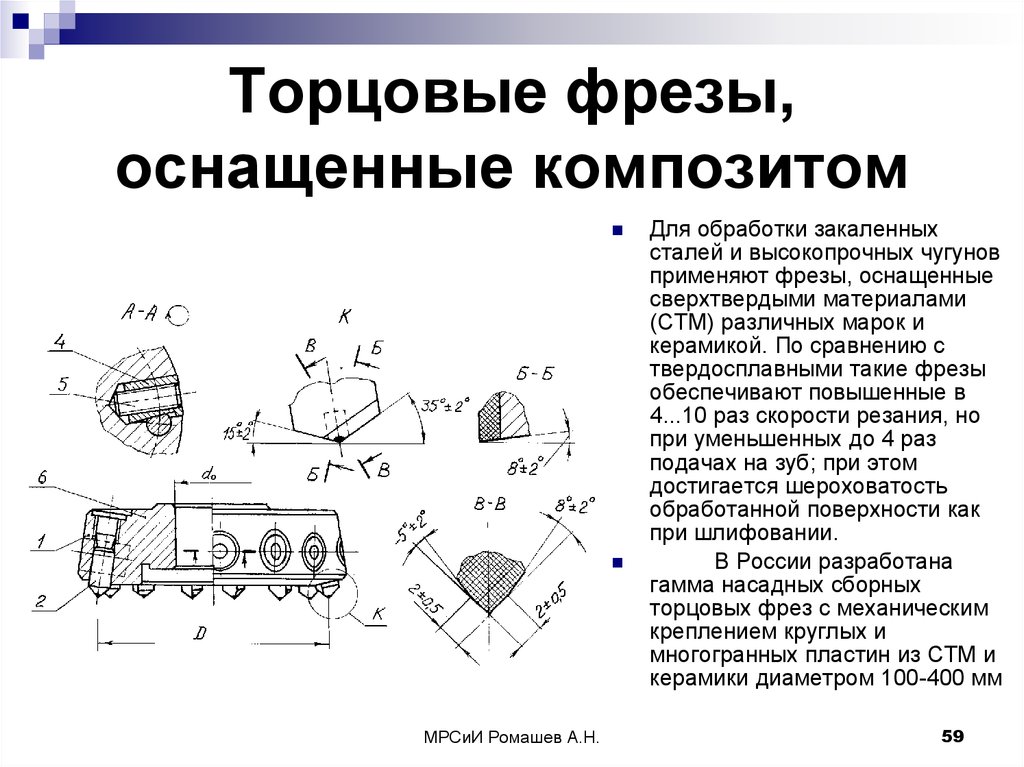
Радиус закругления в основании стружечной канавки — радиус там же, где измеряется диаметр сердцевины.
Стружечная канавка – канал-впадина в теле фрезы в промежутке между зубьями, обеспечивающий вывод стружки наружу и используемый для заточки инструмента. Число стружечных канавок напрямую соответствует числу зубьев, что, в свою очередь, определяет скорость подачи.
Длина стружечной канавки – длина канавки или проточки. Часто неверно используется в значении «длина режущей части».
Хвостовик – часть фрезы, служащая для зажима в патроне станка и передающая режущей части фрезы вращательное движение от шпинделя.
Прямой хвостовик – цилиндрический хвостовик с канавками или проточками или без них. Очень распространенное решение у твердосплавных концевых фрез.
Хвостовик Велдона (Weldon) – промышленное название особого типа хвостовика с плоской лыской, которая служит для предотвращения проскальзывания хвостовика инструмента в зажимном патроне.
Зуб – выпуклость на теле концевой фрезы с режущей кромкой на ней.
Передняя поверхность – поверхность зуба фрезы, непосредственно находящаяся в контакте с заготовкой.
Отступление (прим. перев.)Существует передняя поверхность зуба (которой фреза врезается в заготовку) и задняя поверхность (противоположная ей). В месте соединения передней и задней поверхности выполняется площадка, параллельная обработанной поверхности (поверхность после прохода фрезы). После площадки для уменьшения трения заднюю поверхность «поднимают» от заготовки, чтобы они не тёрлись друг об друга, вызывая нагрев. Задних поверхностей может быть до 3 шт (в российской практике – обычно 1 или 2). Каждая из них немного скошена одна относительно другой. При заточке фрезы, если задняя поверхность плоская – фрезу точат по задней поверхности, если же затылованная (не одна-две-три плоскости под углом одна к другой, как у острозаточенной, а плавное скругление – спираль Архимеда) – тогда её точат со стороны передней поверхности.
Своеобразная «Площадка» с аналогичными функциями есть и на боковой поверхности фрез и сверл (они схожи конструктивно) – но она у нас называется «Ленточка».
Заточка инструмента (видео)
На видео производится заточка инструмента. Первой обрабатывается торцевая поверхность, в конце – боковая. Сначала выполняется площадка на всех четырех зубцах, далее делается первичная задняя поверхность (срезается задняя часть зуба вместе с площадкой), далее делаются подточки, после чего на боковой поверхности делаются ленточки.
http://www.s-t-group.com/catalog/yg_1_teh_ii.pdf — здесь также очень хорошо расписана подобная техническая информация.
Технические особенности концевых фрез
Обратный конус – режущая часть фрезы выполнена в виде обратного конуса, когда диаметр рабочей части у хвостовика меньше её диаметра у кончика фрезы.
Обнижение, падение профиля – пустое пространство между фрезой и заготовкой, находящееся со стороны спинки зуба.
Угол обнижения/задний угол – угол между задней поверхностью и линией, являющейся продолжением режущей кромки.
- Первичный задний угол – (обычно 5-9 градусов) – угол между первичной задней поверхностью и режущей кромкой.
- Вторичный задний угол – (обычно 14-17 градусов) – по отношению к продолжению режущей кромки.
- Третичный задний угол (опционально) – угол наклона третичной задней поверхности (на этот раз – по отношению ко вторичной поверхности, а не к режущей кромке)
Поднутрение – впадина в торцевой поверхности фрезы, образованная благодаря скосу его поверхностей внутрь. Степень вогнутости зависит от угла поднутрения торцовой режущей кромки.
КОНВЕКС — проекция наружного радиуса зубьев фрезы с радиусной заточкой
Угол поднутрения торцовой режущей кромки – угол, образованный режущей кромкой и плоскостью, перпендикулярной оси фрезы. Целью поднутрения является гарантированное получение плоской поверхности в результате обработки фрезой.
Целью поднутрения является гарантированное получение плоской поверхности в результате обработки фрезой.
Подточка (перемычки) – вспомогательные прорези в теле фрезы, облегчающие выход стружки. То же, что и «канавки» но не сбоку фрезы, а в торце.
Винтовая заточка фрезы – режущая кромка или канавка равномерно вьющаяся вокруг цилиндрической поверхности фрезы в осевом направлении. Нормальное направление вращения спирали – правое.
Угол наклона винтовой канавки – угол, образованный линией, касательной к спирали, и осевой плоскостью.
Радиус стружечной канавки – термин, используемый чтобы подчеркнуть вогнутость и кривизну передней поверхности зуба.
Площадка (ленточка) – узкая плоскость непосредственно за режущей кромкой. На торцевой части – площадка, на цилиндрической — ленточка.
Цилиндрическая (А) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке, не имеющей радиального скоса.
Скошенная (B) – узкий кусочек ленточки на цилиндрической части фрезы, непосредственно примыкающий к режущей кромке с радиальным скосом.
Глубина резания – длина цилиндрической режущей части, предназначенной для резания (имеющей все необходимые элементы – стружечную канавку, режущую кромку, площадку, переднюю и заднюю поверхности).
Радиальный передний угол – угол, образуемый радиусом, проведенным по нормали к оси фрезы и радиальной передней поверхностью зуба.
Угол – угловое соотношение между передней поверхностью зуба или линией, касательной к передней поверхности зуба, проведенной через заданную точку и контрольной плоскостью.
Угол наклона канавки – угол, образованный плоскостью, проходящей через ось фрезы и линией, совпадающей или касающейся передней поверхности зуба.
Эффективный угол – угол, наиболее сильно влияющий на образование стружки; представляющий собой перпендикуляр к режущей кромке.
Винтовой угол – в большинстве случаев означает то же самое, что и термин «угол наклона винтовой канавки». Означает отклонение передней поверхности зуба по отношению к плоскости, проходящей через ось фрезы.
Отрицательный передний угол – у инструмента с таким углом первоначальный контакт заготовки и зуба инструмента происходит в точке, не находящейся на режущей кромке.
Положительный передний угол – у инструмента с таким углом первоначальный контакт заготовки и инструмента происходит по линии режущей кромки.
Главный задний угол (осевой) – угол между линией, проходящей касательно или совпадающей с задней поверхностью зуба и плоскостью, перпендикулярной оси фрезы.
Осевая задняя поверхность – выборка (подточка) на тыловой части зуба, размер которой измеряется в осевом направлении, между плоскостью, перпендикулярной оси инструмента, проходящей через режущую кромку и задней поверхностью (подточенной). Предотвращает трение задней поверхности о заготовку и тепловыделение.
Предотвращает трение задней поверхности о заготовку и тепловыделение.
Вогнутая задняя поверхность – поверхность, непосредственно за режущей кромкой имеет вогнутую форму. Изготавливается с помощью шлифовального круга, расположенного под углом 90 градусов к оси инструмента.
Выпуклая задняя поверхность – задняя поверхность имеет выпуклую форму (см.ссылку выше). Образуется путем применения I-образного шлифовального круга под углом к оси инструмента.
Подточка углов – необходима только для погружных фрез, а также при переточке инструмента при повреждении или износе углов режущей кромки.
Плоская задняя поверхность – задняя поверхность имеет плоскую форму, на производстве выполняется торцевой частью U-образного шлифовального круга.
Радиальная задняя поверхность – задняя поверхность зуба в радиальном направлении. Может быть измерена индикатором или микрометром в плоскости вращения инструмента по показаниям микрометра на различных углах поворота фрезы.
Тангенциальный главный передний угол – угол, образованный касательной к зубу с вогнутой передней поверхностью зуба, проходящей через режущую кромку, и радиусом, проведенным через ту же точку по плоскости, перпендикулярной оси инструмента.
Источник
Vinyl Cutter Design – Etsy Turkey
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(
1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров.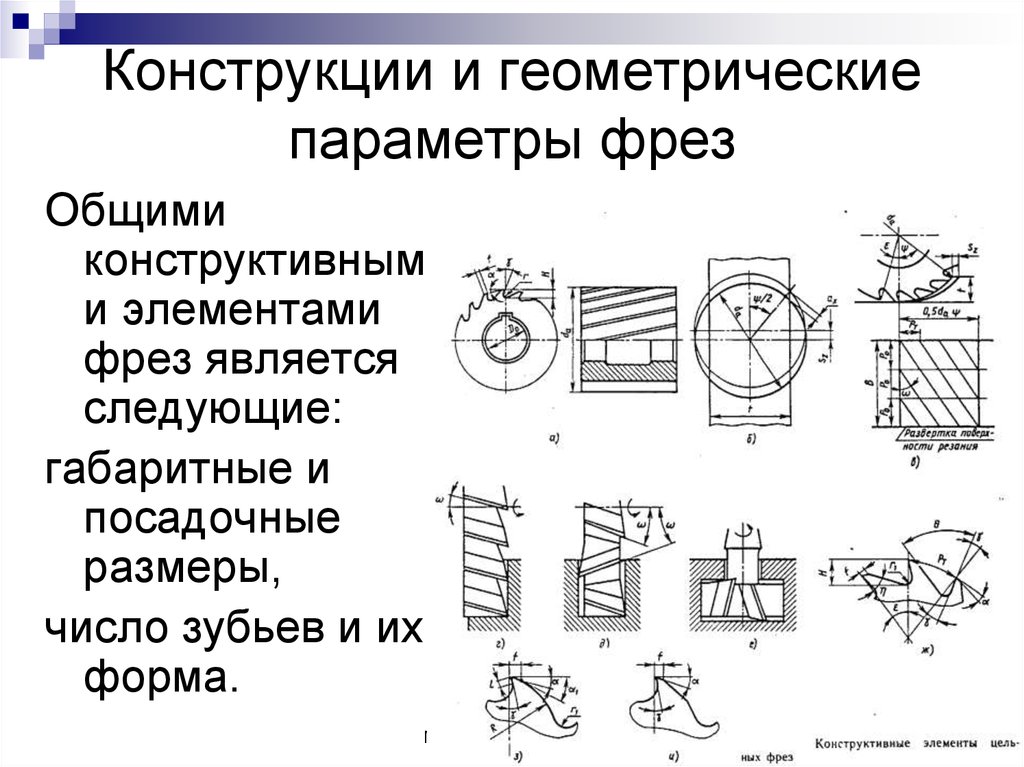 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Class Of Plaque – Cutter – The Sweet Designs Shoppe
Класс зубных налетов – Резак – The Sweet Designs Shoppe Получите БЕСПЛАТНУЮ ДОСТАВКУ, когда вы потратите 100 долларов или больше на адрес доставки в США! Все заказы доставляются из США. Международные перевозки осуществляются по схеме DDU (без уплаты пошлины), покупатели несут ответственность за любые импортные сборы и налоги.
Международные перевозки осуществляются по схеме DDU (без уплаты пошлины), покупатели несут ответственность за любые импортные сборы и налоги.
Формочка для печенья
8,00 $
Артикул: Plaque111 F
Размер Толстый (3-7/8 дюйма в высоту x 4-1/2 дюйма в ширину) Обычный (высота 3-1/4 дюйма, ширина 3-3/4 дюйма) Средний размер (2-3/4 дюйма в высоту x 3-1/4 дюйма в ширину) Маленький (2-3/8 дюйма в высоту x 2-3/4 дюйма в ширину) Мини (высота 1-3/4 дюйма, ширина 2 дюйма) Крошечный (1-1/2 дюйма в высоту x 1-3/4 дюйма в ширину)
Толстый (3-7/8″ в высоту x 4-1/2″ в ширину)Обычный (3-1/4″ в высоту x 3-3/4″ в ширину)Средний размер (2-3/4″ в высоту x 3-1 /4 дюйма в ширину)Маленький (2-3/8 дюйма в высоту x 2-3/4 дюйма в ширину)Мини (1-3/4 дюйма в высоту x 2 дюйма в ширину)Крошечный (1-1/2 дюйма в высоту x 1-3 /4 дюйма в ширину) Количество недозаказ и будет отправлен, как только появится на складе.
ИНФОРМАЦИЯ О ПРОДУКТЕ: Форма формочки для печенья — это только силуэт эскиза (изображения). Линия работы может быть использована в качестве эталона для украшения вашего печенья, когда вы покупаете формочку для печенья.
МАТЕРИАЛЫ И УХОД: Эта формочка для печенья напечатана на 3D-принтере из безопасного для пищевых продуктов PLA. Из-за природы полилактида эта формочка для печенья предназначена ТОЛЬКО ДЛЯ РУЧНОЙ СТИРКИ. Не используйте горячую воду для мытья, не замачивайте резаки и не используйте их для нарезки горячего теста для печенья. Избегайте любого контакта с теплом, иначе ваш резак для печенья растает.
Формочки для печенья PLA могут быть повреждены при неправильном хранении.
РАЗМЕР: Размеры формочек для печенья могут варьироваться от 1/16″ до 1/8″. Все формочки для печенья имеют толщину 4/5 дюйма (21 мм).
ЦВЕТ: Цвет ножей может отличаться.