принцип работы и характеристики, распространенные неисправности
Трансформаторы применяются для ручной и некоторых разновидностей промышленной сварки. Это приборы, которые преобразуют ток от городской электросети в подходящий для сварочного устройства.
Сварочный трансформатор уменьшает напряжение и обеспечивает стабильное функционирование такого прибора.
- Особенности конструкции
- Самодельные трансформаторы
- Характеристики и виды
- Принцип работы
- Распространенные неисправности
Особенности конструкции
Работа трансформатора для сварки основывается на плавном уменьшении показателей напряжений до 60−90 В, а также в увеличении мощности электротока до 40−600 А.
Данный процесс базируется на принципе всем известной электромагнитной индукции: коэффициент преобразования определяется разницей в числе витков вторичной и первичной обмотки, а регулировка рассеивания магнитного поля посредством перемещения элементов устройства дает возможность настраивать напряжение на выходе.
Электроток, который проходит по магнитопроводу, формирует напряжение во всех витках установленной катушки. На выходе оно складывается в оптимальный показатель.
Трансформатор для сварки обладает довольно простой конструкцией, потому некоторые умельцы изготавливают устройство для домашнего применения своими руками:
- Магнитопровод (сердечник) включает в свой состав несколько пластин из стали, которые друг от друга изолированы. Для «самопального» оборудования можно взять пластинки, сделанные из электротехнической стали. Достать материал можно из старой техники.
- На магнитопроводе находятся обмотки. Первичная обмотка в любом случае будет единственной, все другие — вторичные.
- Регулировка напряжения на выходе осуществляется посредством перемещения специального винта, который проходит через обмотку и сердечник, а также перемещения подвижных обмоток.
- Корпус обеспечивает защиту оборудования от внешних воздействий.

- Добавляются дополнительные детали (колесики для транспортировки, ручки, вентиляция).

Самодельные трансформаторы
В устройствах, сделанных самостоятельно, первичная обмотка делается из специального медного кабеля, а для изготовления вторичной применяется сварочный кабель многожильного типа.
На «самопальном» оборудовании обмотки выводятся на обычные медные клеммы, заводские же модели оснащены специальными переключателями.
Конкретная схема устройства находится в прямой зависимости от вида сердечника и материалов, которые есть в наличии у мастера.
В более сложных вариантах устанавливается сразу несколько преобразователей. Кроме этого, в конструкцию могут добавляться электронные элементы.
Характеристики и виды
Назначение прибора определяет его конструктивные особенности:
- Показателей мощности промышленного оборудования хватает для того, чтобы обеспечить сразу несколько рабочих мест. Как правило, это сложные многопостные устройства.
- Для бытовых нужд применяется однопостный инструмент.
 Как правило, это сложные многопостные устройства.
Как правило, это сложные многопостные устройства.По типу конструкции трансформаторы делятся на:
- Модели, имеющие номинальное рассеивание магнитного поля. Такое оборудование состоит из регулировочного дросселя и самого трансформатора.
- Приборы с повышенным магнитным рассеиванием отличаются сложной конструкцией, состоящей из стабилизатора, конденсатора, обмоток и иных частей.
- Тиристорные приборы — относительно новая разновидность сварочного оборудования, которое состоит из тиристорного регулятора фазы и силового трансформатора. Эти аппараты весят гораздо меньше, нежели другие разновидности.
Принцип работы
Сварочные трансформаторы характеризуются универсальным принципом функционирования, но характеристики и конструкция конкретной установки находятся в прямой зависимости от ее назначения.
Прибор для сварки точечным методом на выходе должен давать электроток в 5−10 кА (для моделей малой мощности) и 500 кА (для более мощного оборудования).
Оборудование, предназначенное для контактной сварки, обладает повышенным коэффициентом преобразования, а прерывающие приборы — высокой надежностью и не простым устройством, иначе сварка будет не очень качественной.
При покупке или самостоятельном изготовлении сварочного трансформатора следует обращать внимание на следующие критерии:
- Показатель напряжения электросети — от данного значения зависит число фаз работы установки.
- Номинальный электроток — у моделей для бытового использования этот показатель не превышает 100А.
- Обширный диапазон регулирования тока сварки дает возможность пользоваться разными электродами.
- Показатель номинального напряжения при работе — выходное напряжение. Для обыкновенной дуговой сварки вполне достаточно значения от 40 до 70 В.
- Выходная и потребляемая мощности дают возможность произвести расчет КПД. Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
 Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.
Чем выше данный показатель, тем продуктивнее будет функционировать оборудование.Распространенные неисправности
Как самодельное, так и приобретенное оборудование может стать неисправным из-за большого количества причин. Зачастую отремонтировать инструмент можно собственноручно. Исключением считаются лишь промышленные устройства со сложной конструкцией.
- Самой распространенной неполадкой считается замыкание между деталями оборудования, что может приводить к его выключению. Для того чтобы решить проблему, прибор нужно разобрать и поменять неисправную деталь.
- Другая распространенная неисправность — слишком сильный нагрев. Перегрев обуславливается установкой электротока больше рекомендованного значения.
- Сильный гул может свидетельствовать о том, что в корпусе разболтались гайки или винты. Чтобы починить трансформатор, его нужно разобрать и тщательно осмотреть и при необходимости подтянуть соединения.

Устройство сварочного трансформатора характеризуется простотой, а само оборудование — общедоступностью и надежностью. Оно очень популярно среди домашних мастеров, ведь с его помощью можно с легкостью скрепить тонкие металлические листы и сделать любой ремонт деталей из металлических сплавов.
Сварочный трансформатор – устройство, принцип работы и виды
Содержание страницы
- 1 Устройство сварочного трансформатора
- 2 Принцип работы сварочного трансформатора
- 3 Холостой ход
- 4 Схема сварочного трансформатора и ее модификации
- 5 Расчет сварочного трансформатора
- 6 Отличия и разновидности оборудования
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
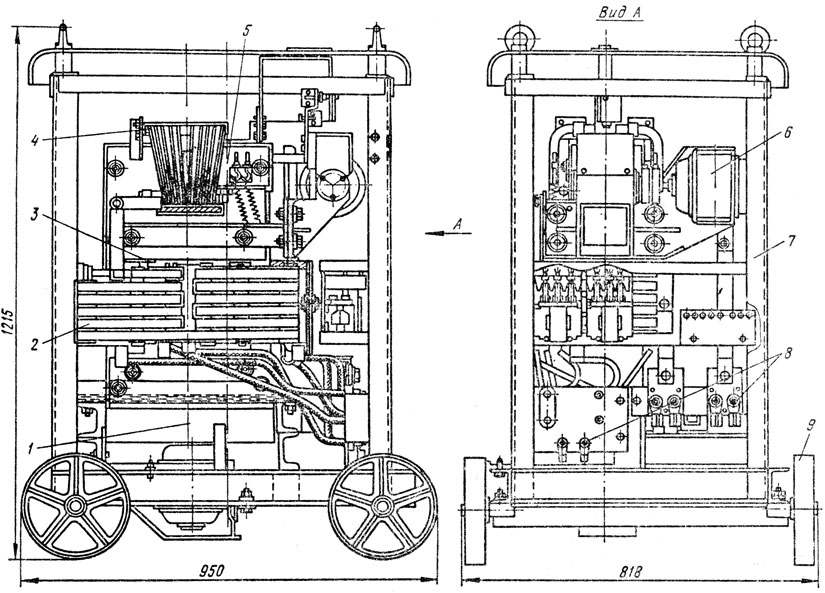
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.

Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.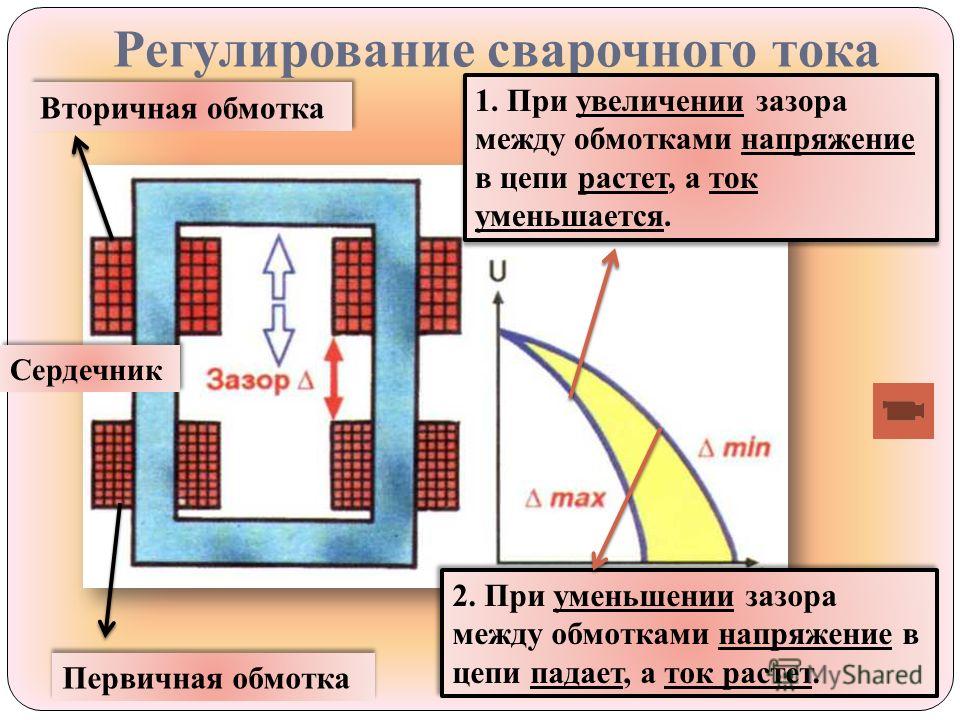
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
[PDF] Проектирование и конструкция машины для электродуговой сварки
Проектирование и конструкция электрической дуговой сварочной машины
II
Table of Content Заглавное лицо
1.4
Принцип действия трансформатора
1.5
Эквивалентная схема машины
III
ГЛАВА 2 2.0
Обзор литературы
2,1
Дизайн трансформатора
2,2
Дизайн катушки
2,3
Основной дизайн
2,4
Спецификация для дизайна
3.0
2,4
. Для дизайна
4,0
2
4.
3.1
Ламинирование
3. 2
2
Каркас трансформатора
3.3
Медные катушки
3.4
Изоляционные материалы
3,5
Методология
3,6
Условия тестирования и эксплуатации
3,7
Условия работы
3,8
Заключение
3,9
Рекомендация
IV
. СПИСОК
ГЛАВСКИЙ ГЛАВСКИЙ. Машина специально разработана для промышленной и сельскохозяйственной сварки. Он питается только от источника переменного тока для всех сварочных работ.
Агрегат предназначен для работы от однофазного источника переменного тока 240 В и в основном представляет собой трансформаторный агрегат. Он способен работать от 25-амперной розетки для большей части своего выходного диапазона. Ток, потребляемый от сети, может превышать 25 ампер, поэтому устройство должно быть оснащено вводом предохранителя на 30 А, как и те, которые предусмотрены для электрических плит, обогревателей и т. д. Это соединение должно быть выполнено на мертвой стороне цепи на 30 А.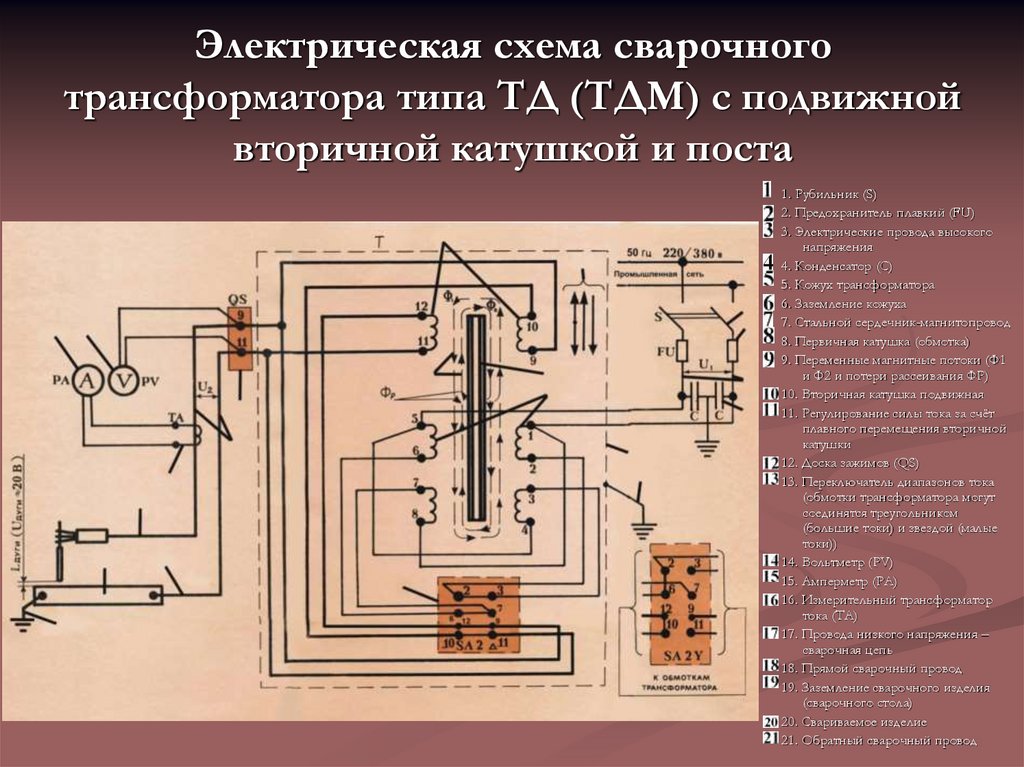 Цепь не должна использоваться совместно с другими приборами. Установка состоит из следующих основных компонентов: однофазный трансформатор (с вторичной обмоткой с переключением ответвлений). Трансформатор представляет собой понижающий трансформатор с разными ответвлениями на H, M и L; сварочные вольфрамовые кабели.
Цепь не должна использоваться совместно с другими приборами. Установка состоит из следующих основных компонентов: однофазный трансформатор (с вторичной обмоткой с переключением ответвлений). Трансформатор представляет собой понижающий трансформатор с разными ответвлениями на H, M и L; сварочные вольфрамовые кабели.
v
Трансформатор представляет собой однофазный трансформатор с обычным охлаждением, который имеет кожухопластовый сердечник и изолированные обмотки из медных цв. Кроме того, обмотки имеют двойную изоляцию с использованием лакового раствора, что помогает предотвратить короткое замыкание в обмотках. С помощью углового железа и ламинированного сердечника потери в сердечнике, потери в железе в машине сводятся к минимуму. Они также помогают уменьшить гудение в машине. Следовательно, эффективность машины значительно повышается.
1.1
ЦЕЛИ И ЗАДАЧИ
В продолжение огромной потребности и использования железных стержней, металлических стержней и труб, начиная от бытового уровня до промышленного масштаба, машина для дуговой сварки была построена для того, чтобы гарантировать, что скрытый мотив производителей этой продукции (прутков, металлических прутков и труб) их производителями достигается в рамках технического прогресса. С помощью аппарата электродуговой сварки устранена трудность использования железных стержней, стержней и труб в строительных работах. Более того, аппарат для дуговой сварки также внес большой вклад в экономию жизни таким образом, что такие продукты, как станки,
С помощью аппарата электродуговой сварки устранена трудность использования железных стержней, стержней и труб в строительных работах. Более того, аппарат для дуговой сварки также внес большой вклад в экономию жизни таким образом, что такие продукты, как станки,
vi
сельскохозяйственные инструменты, детали машин, детали двигателей и т.д. могут быть восстановлены для использования или восстановлены в рабочем состоянии с помощью сварки с использованием аппарата электродуговой сварки. В этом отношении проблема была решена без возврата к покупке нового.
1.2
ОБЛАСТЬ ПРИМЕНЕНИЯ
Аппарат специально разработан для промышленной и сельскохозяйственной сварки. Питается от однофазной сети 240В 50Гц. Работает от розетки 30А. Во время использования; при переключении отвода вся машина должна быть выключена перед переключением отвода нагрузки при сварке. При низком сварочном токе и из-за изменения источника питания следует использовать более высокий отвод для увеличения сварочного тока. Этот аппарат электродуговой сварки представляет собой сверхмощный сварочный аппарат, способный сваривать все или 12 калибров электродов во время работы. Для резки материала станок должен быть нарезан при максимальном нарезании резьбы, хотя резка не очень эффективна при низком напряжении питания.
Этот аппарат электродуговой сварки представляет собой сверхмощный сварочный аппарат, способный сваривать все или 12 калибров электродов во время работы. Для резки материала станок должен быть нарезан при максимальном нарезании резьбы, хотя резка не очень эффективна при низком напряжении питания.
vii
1.3
ПРИНЦИП ДЕЙСТВИЯ ТРАНСФОРМАТОРА
Переменное напряжение, подаваемое на P, пропускает через P переменный ток, и этот ток создает переменный поток в железном сердечнике, средний путь которого показан пунктирной линией D. Если весь поток, создаваемый P, проходит через S, ЭДС, индуцированная в каждом витке, одинакова для P и S. Следовательно, если N1 и N2 будут числом витков на P и S соответственно (см. рис. 2.0). ). Суммарная ЭДС, индуцированная в S
= N2 x ЭДС на виток = N2
Суммарная ЭДС, индуцированная в P
= N1 x ЭДС на виток = N1
Когда вторичная цепь S разомкнута, напряжение на ее клеммах такое же, как ЭДС индуктивности.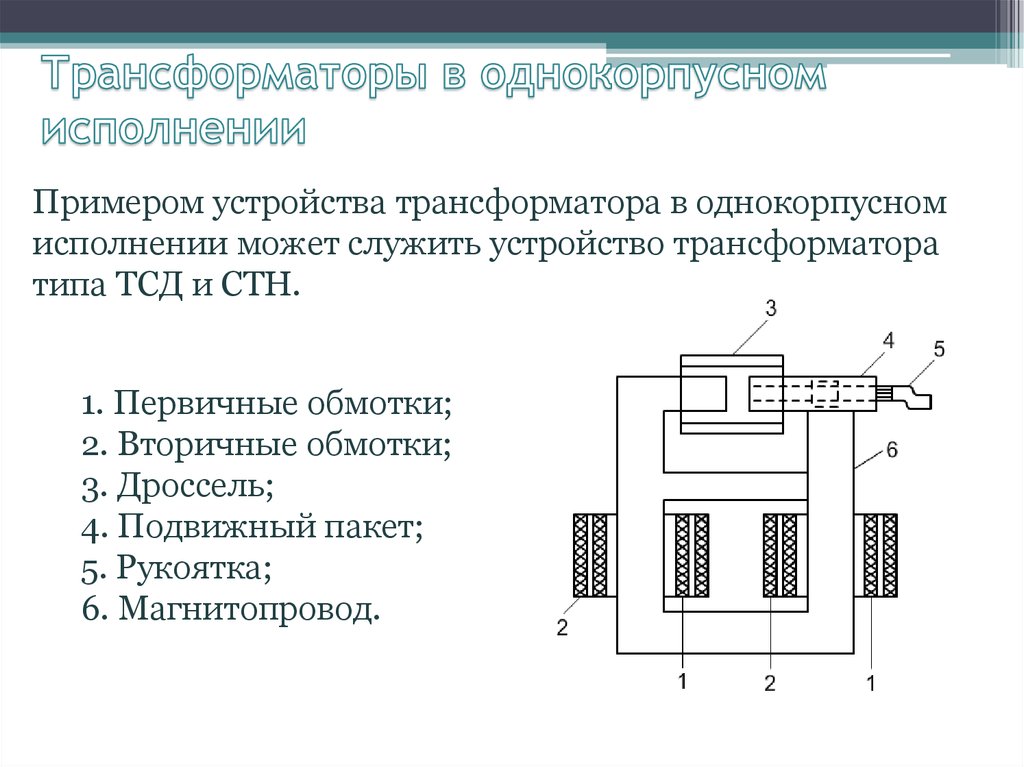 В этом случае первичный ток очень мал, так что приложенное напряжение V1 практически равно и противоположно ЭДС, индуцированной в P, следовательно, V2 = N2 V1 N1
В этом случае первичный ток очень мал, так что приложенное напряжение V1 практически равно и противоположно ЭДС, индуцированной в P, следовательно, V2 = N2 V1 N1
viii
Поскольку КПД трансформатора при полной нагрузке составляет почти 100 процентов, I 1V1 x первичный коэффициент мощности = I2V2 x вторичный коэффициент мощности. Но первичный и вторичный коэффициенты мощности при полной нагрузке почти равны I1 = V2 I2 V10003
– по закону Ленца производит размагничивающий эффект.
Следовательно, поток и ЭДС, индуцированные в первичной обмотке, немного уменьшаются. Но это небольшое изменение может увеличить разницу между приложенным напряжением и ЭДС, индуцированной в первичной обмотке, скажем, с 0,05% до, скажем, 1%, и в этом случае новый первичный ток будет в 20 раз больше тока холостого хода. Таким образом, размагничивающие ампер-витки вторичной обмотки почти нейтрализуются увеличением первичных ампер-витков, а поскольку первичные ампер-витки без нагрузки очень малы по сравнению с ампер-витками при полной нагрузке. – первичные ампер-витки при полной нагрузке = вторичные ампер-витки при полной нагрузке. т. е. I1N2 = I2N2, так что I1 = N2 = V2 I2 N1 V1. Можно видеть, что магнитный поток образует связующее звено между первичным и вторичным токами и что любое изменение вторичного
– первичные ампер-витки при полной нагрузке = вторичные ампер-витки при полной нагрузке. т. е. I1N2 = I2N2, так что I1 = N2 = V2 I2 N1 V1. Можно видеть, что магнитный поток образует связующее звено между первичным и вторичным токами и что любое изменение вторичного
ix
ток сравнивается по небольшому изменению потока и, следовательно, ЭДС, индуцированной в первичной обмотке, что позволяет первичному току изменяться примерно пропорционально току вторичной обмотки. Этот баланс первичных и вторичных ампер-витков является важным соотношением всякий раз, когда происходит действие трансформатора.
1.4
ЭКВИВАЛЕНТНАЯ ЦЕПЬ МАШИНЫ ZP
I1
RP
XP
Io
I1ZP
V1 Input voltage V1
R
Ic
X x
Imag
Fig. 1.4
x
Zs I2
XS
I2
RS
I2ZS
E2
V2
К нагрузке
Рис. 1.4
RP и RS — сопротивления, равные сопротивлению первичной и вторичной обмоток машины.
xi
Аналогично, индуктивное сопротивление XP и XS представляют реактивное сопротивление обмоток из-за потока рассеяния в машине. Индуктивность дросселя X такова, что он принимает реактивный ток, равный току намагничивания (I M) трансформатора. Потери в сердечнике из-за гистерезиса и вихревых токов учитываются резистором R такой величины, что он принимает ток IC, равный составляющей потерь в сердечнике при первичном токе, т. е. IC2R равен потерям в сердечнике фактического трансформатора. Результатом (IM) и IC является IO.
xii
*** ИНСТРУКЦИИ *** Внимательно прочитайте приведенные ниже инструкции. ******************************
КАК ЗАКАЗАТЬ ЭТОТ ПОЛНЫЙ МАТЕРИАЛ Если вы хотите заказать полный комплект материалов (глава с первой по Пять, включая резюме, ссылки, анкеты, предложения (где применимо)) по вышеупомянутой теме, пожалуйста, посетите
www.freeplace.org и нажмите «Заказать» (например, www.freeplace.org/order)
** ****************************
КАК СТАТЬ НАШИМ ПАРТНЕРОМ Чтобы стать нашим партнером, посетите www.![]() freeplace.org и нажмите на партнерство . *********************************
freeplace.org и нажмите на партнерство . *********************************
УСЛОВИЯ ИСПОЛЬЗОВАНИЯ Этот материал предназначен только для академических исследовательских целей. Ни в коем случае не копируйте этот материал слово в слово. Копирование этого материала «Слово в слово» противоречит нашим «Условиям использования». То, что вы заказали этот материал, означает, что вы согласились с Нашими «Условиями использования».
**********************************
xiii
Лучшего недостаточно, лучшее еще впереди! Стремись быть лучшим!!
xiv
RoMan Трансформаторы для контактной сварки | ТиДжей Сноу
T. J. Snow предлагает полную линейку новых и бывших в употреблении трансформаторов RoMan для контактной сварки, которые подходят для ваших задач. Компания RoMan разрабатывает и производит три типа трансформаторов с водяным охлаждением: трансформаторы MFDC, трансформаторы фиксированного типа и трансформаторы машинного типа. Они предназначены для выполнения любых требований к контактной сварке — от небольших точечных сварных швов до крупных выступающих сварных швов, и могут быть интегрированы с любыми системами управления, сварочными горелками или роботизированными системами.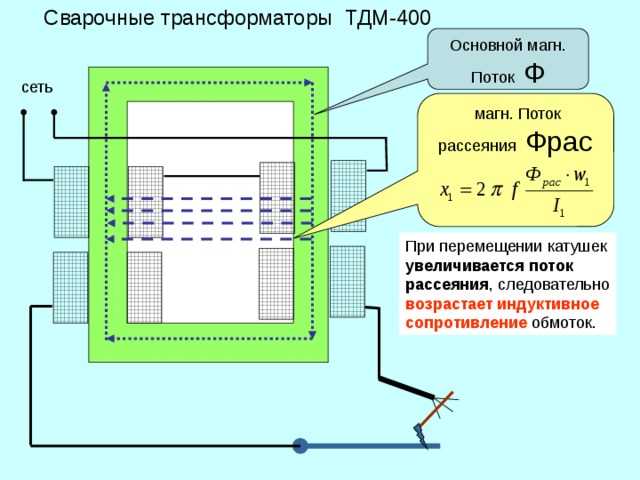
Нажмите, чтобы узнать цену
Трансформаторы MFDC / инверторного типа
Трансформатор MFDC RoMan компактен, надежен и идеально подходит для роботизированных и выступающих/сварных деталей.
- кВА Диапазон: 40–1000 кВА
- Первичное напряжение: 325–800 В
- Диапазон частоты: 400–2500 Гц
- Стандартные модели перечислены ниже. Свяжитесь с нами для получения подробной информации о моделях и напряжениях, не указанных в списке.
Посмотреть модели
Крепление трансформаторного типа
Трансформатор зажимного типа RoMan идеально подходит для многоточечной сварки. Этот гибкий трансформатор с водяным охлаждением легко адаптируется к вашему конкретному применению. Созданный в соответствии со спецификациями RWMA, доступно множество опций и конфигураций.
- .0237
- Комплект вторичных шин
- Заземляющий дроссель
Посмотреть модели
Трансформатор машинного типа
Трансформатор машинного типа RoMan используется в различных областях, таких как точечное, прессовое, шовное, коромысло и многое другое. Этот прочный трансформатор с водяным охлаждением соответствует стандартам RWMA. Трансформатор подключается к сварочному инструменту на верхнем и нижнем колене шинами или ламинированными шунтами.
Этот прочный трансформатор с водяным охлаждением соответствует стандартам RWMA. Трансформатор подключается к сварочному инструменту на верхнем и нижнем колене шинами или ламинированными шунтами.
- кВА Диапазон: 20 – 500 кВА
- Стандартные первичные напряжения:
- 240 В, 60 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
Посмотреть модели
MFDC/Трансформаторы типа инвертора
| КВА. | |||||||
|---|---|---|---|---|---|---|---|
| 40 | TDC-1057 | 340/1200 | 2.23-4.47 | I | 50 | N | |
| 100 | TDC-5583 | 650/1000 | 9 | M | 47,4/21,5 | ТДЦ-1042 ; TDC-1064 | Y |
| 100 | TDC-5618 | 500/1000 | 9.1 | M | 47.4/21.5 | N | |
| 100 | TDC-5748 | 800/1000 | 9 | M | 47. 4/21.5 4/21.5 | N | |
| 160 | TDC-5998 | 650/1000 | 9.0- 13.0 | M | 70/32 | TDC-5610 | Y |
| 160 | TDC-5826 | 500/1000 | 9.0-13.1 | M | 70/32 | N | |
| 160 | TDC-5999 | 800/1000 | 9.0-13.1 | M | 70/32 | N | |
| 160 | TDC-6650 | 650/1000 | 9.0- 13.0 | M | 70/32 | N | |
| 160 | TDC-6827 | 800/1000 | 9.0-13.1 | M | 70/32 | N | |
| 170 | TDC-1070 | 650/1000 | 9.5-13.0 | I | 45/100 | Y | |
| 170 | TDC-1078 | 650/1000 | 9. | M | 45/100 | N | |
| 170 | TDC-5620 | 800/1000 | 9.5-13.1 | M | 45/100 | N | |
| 170 | ТДК-6599 | 325/1000 | 9.5-13.0 | M | 45/100 | N | |
| 225 | TDC-7000 | 650/1000 | 13 | M | 110/50 | N | |
| 225 | TDC-7080 | 500/1000 | 13.1 | M | 110/50 | N | |
| 320 | TDC-5874 | 500/ 1000 | 9.0-13.1 | M | 190/86 | N | |
| 320 | TDC-5876 | 650/1000 | 9.0-13.0 | M | 190/86 | Y | |
| 320 | TDC-6128 | 800/1000 | 9. 1-13.1 1-13.1 | M | 190/86 | N | |
| 320 | TDC-7099 | 500/1000 | 9.0-13.1 | M | 250/114 | N | |
| 320 | TDC-7015 | 650/1000 | 9.0-13.0 | M | 250/114 | N | |
| 320 | TDC-7021 | 800/1000 | 9.09-13.11 | M | 250/114 | N | |
| 400 | TDC-5447 | 500/1000 | 9,0-13,1 | M | 435/198 | N | |
| 400 | TDC-5422 | 650/1000 | 9.5-13.0 | M | 435/198 | N |
ТРАНСФОРМАТОР ПРИСПОСОБЛЕНИЯ
Трансформатор зажимного типа RoMan идеально подходит для многоточечной сварки. Этот гибкий трансформатор с водяным охлаждением легко адаптируется к вашему конкретному применению. Созданный в соответствии со спецификациями RWMA, доступно множество опций и конфигураций.
Этот гибкий трансформатор с водяным охлаждением легко адаптируется к вашему конкретному применению. Созданный в соответствии со спецификациями RWMA, доступно множество опций и конфигураций.
- КВА. Комплект серийных шин
- Заземляющий дроссель
| Модель № | КВА | Volts/ Hertz | Secondary Volts (min – max) | Weight (lbs) | |
|---|---|---|---|---|---|
| F48660A1SALX | 60 | 480 / 60 | 3.58 – 5 | 140 | |
| F48685B1SELX | 85 | 480 / 60 | 5.39 – 7.06 | 185 | Typically in stock |
| F486120J1SELX | 120 | 480 / 60 | 7.16 – 9.06 | 225 | Typically in stock |
| F486150D1SELX | 150 | 480 / 60 | 9. 41 – 11.43 41 – 11.43 | 270 | Typically in stock |
| F486200DL1SELX | 200 | 480 / 60 | 12.63 – 15,5 | 385 | Обычно в складе |
Тип трансформатора типа
Трансформер типа Романа используется в разнообразных приложениях, таких как Spet, нажатие, заемная рука. Этот прочный трансформатор с водяным охлаждением соответствует стандартам RWMA. Трансформатор подключается к сварочному инструменту на верхнем и нижнем колене шинами или ламинированными шунтами.
- . для получения подробной информации о моделях/напряжениях, не указанных в списке.
| Модель № | кВА | Вольт/Гц | Вторичное напряжение (мин.–макс.) | Вес (фунты) | 0326 M44650NB1BNLX | 50 | 440 / 60 | 4 – 7.9 | 339 |
|---|---|---|---|---|---|
| M44675NL1BNLX | 75 | 440 / 60 | 5. 7 – 10 7 – 10 | 372 | |
| M446100NL1BNL | 100 | 440 / 60 | 6.8 – 10 | 389 | |
| M446150PL1BNLX | 150 | 440 / 60 | 6.4 – 11 | 546 | Typically in stock |
| M446200PL1BNLX | 200 | 440 / 60 | 7.45 – 11.28 | 567 | Typically in stock |
| M446200PA1BNL | 200 | 440 / 60 | 7.8 – 12.9 | 650 | |
| M446300VA1BOL | 300 | 440 / 60 | 8.6 – 15.7 | 1085 | |
| M446400U1BPL | 400 | 440 / 60 | 8,8 – 16,9 | 1465 |
Где мой переключатель?
Возможно, вы заметили, что более новые трансформаторы типа RoMan имеют обновленную конструкцию по сравнению с предыдущими моделями.