Особенности конструкций сверл разного назначения — Режущий инструмент
Особенности конструкций сверл разного назначения
Сверла, оснащенные твердым сплавом. Для повышения скорости резания сверла оснащают твердыми сплавами. Существуют разные конструкции твердосплавных сверл: монолитные твердосплавные сверла, сверла с припаянными твердосплавными коронками, сверла с напаянными пластинами твердого сплава с прямыми, косыми и винтовыми стружечными канавками и сверла с механическим креплением многогранных неперетачиваемых пластин
Только монолитные твердосплавные сверла и сверла с твердосплавными коронками (рис. 1.24, а) по конструкции похожи на спиральные быстрорежущие сверла. Остальные конструкции имеют ряд особенностей. Угол наклона стружечной канавки по пластине твердого сплава меньше, чем но корпусу, у всех сверл, за исключением сверл с прямыми и косыми канавками (рис. 1.24, б, в) Это вызвано невозможностью получения большого со по пластине, так как пластина тонкая и врезается в корпус по оси
Прочность твердого сплава низкая, поэтому конструкция должна быть более жесткой: у твердосплавных сверл по сравнению с быстрорежущими меньше объем канавки, больше диаметр сердцевины корпуса, меньше длина рабочей части, а для сверл специального назначения длина рабочей части равна глубине сверления плюс два диаметра сверла.
Наибольшее распространение получили сверла с винтовыми стружечными канавками, они лучше отводят стружку и обеспечивают большую глубину сверления, особенно сверла с ω=60° (см. рис. 1.24, в) Твердосплавные сверла хорошо зарекомендовали себя при обработке чугуна и других хрупких материалов. При сверлении стали работа сверл неустойчива, из-за повышенной хрупкости твердого сплава при недостаточной жесткости корпусов сверла часто ломаются.
При скоростном сверлении чугуна, стали и других материаюв хорошо зарекомендовали себя сверла с твердосплавными многогранными неперетачиваемыми пластинами. Жесткость корпусов таких сверл высокая (рис. 1.24, г)
Найти самые качественный сверла можно на сайте komkatalog.ru , здесь представлены каталог металлургических компаний и там же вы сможете ознакомиться с вакансиями и отзывами http://komkatalog.ru/catalog/metallurgicheskie-kompanii/
Сверла для глубокого сверления. Стандартные спиральные сверла с ω=30° применяются для сверления 0тверстий глубиной до пяти диаметров, при большей глубине сверления они плохо выводят стружку. Если канавка переполняется стружкой, то ухудшаются обработанная поверхность и доступ СОЖ в зону резания, резко понижается стойкость
При сверлении отверстий небольшого диаметра и невысокой точности хорошо зарекомендовали себя сверла с крутой винтовой спиралью (ω=60°, рис. 1.25, сверла с внутренним подводом СОЖ из полости патрона или шпинделя станка но каналам в теле сверла (рис. 1.25, а) или по трубкам, впаянным в спинки перьев (рис. 1.25, в) Остальные параметры конструкции сверл с внутренним подводом СОЖ не отличаются от стандартных, только стоимость их значительно больше. Однако при сверлении глубоких отверстий эти сверла экономичнее, так как работают без периодических выводов и имеют стойкость в десятки раз большую, чем стандартные.
Сверла с крутой винтовой спиралью отличаются от стандартных формой канавки и дополнительной заточкой передней поверхности для образования необходимой величины передних углов (см. рис. 1.25, в)
Эти сверла хорошо выводят стружку, работают без выводов, обеспечивая нормальную стойкость даже при подводе СОЖ поливом.
Для сверления сквозных отверстий диаметром более 70 мм выпускаются сверла для кольцевого сверления (рис, 1.26, а) Корпус такого сверла представляет собой трубу 4, в торце которой установлены ножи 1 с. параметрами прорезного резца, вырезающие в сплошном материале кольцевую канавку, оставляя центральный стержень 2, который можно использовать как заготовку для других деталей. Ножи могут быть быстрорежущими или твердосплавными, с напаянными, приклеенными и механически закрепляемыми пластинами. По сравнению со сплошным сверлением уменьшаются мощность и работа резания. Для направления
Для сверления отверстий повышенной точносж с малым уводом оси используют ружейные (рис. 1.26, б) и пушечные (рис. 1.26, в) сверла Это сверла одностороннего резания с одной угловой кромкой а+b (см. рис. 1.26, б) или с одной прямой режущей кромкой 7, расположенной выше поперечной оси на 0,2—0,5 мм и дальше продольной оси на 0,5—0,8 мм (см. рис. 1.26, в) В процессе работы силы резания поджимают сверла цилиндрическими спинками 3 к обработанной части отверстия, в результате чего создается хорошее направление. На круглошлифованных ленточках шириной f=0,5 мм вдоль вспомогательной режущей кромки 6, параллельной оси сверла, трение минимальное. Вспомогательная кромка зачищает и калибрует отверстие, а ленточка позволяет длительное время сохранять неизменнным диаметр сверла. Канал 4 у ружейного сверла (см. рис. 1.26, б) служит для подвода СОЖ, которая охлаждает зону резания и вымывает стружку по каналу 5. Рабочая часть 1 ружейного и пушечного сверла делается из быстрорежущей стали или оснащается твердым сплавом, а стебель (хвостовик) 2 — из конструкционной стали. Остальные особенности конструкции сверл показаны на рисунках.
Вспомогательная кромка зачищает и калибрует отверстие, а ленточка позволяет длительное время сохранять неизменнным диаметр сверла. Канал 4 у ружейного сверла (см. рис. 1.26, б) служит для подвода СОЖ, которая охлаждает зону резания и вымывает стружку по каналу 5. Рабочая часть 1 ружейного и пушечного сверла делается из быстрорежущей стали или оснащается твердым сплавом, а стебель (хвостовик) 2 — из конструкционной стали. Остальные особенности конструкции сверл показаны на рисунках.
Кроме однокромочных сверл, для сверления точных глубоких отверстий применяют более производительные специальные многокромочные сверла, например, эжекторные (рис. 1.26, г), особенностью работы которых, как и всех сверл для обработки точных глубоких отверстий, является вращение заготовки при невращающемся сверле или вращение заготовки и
Контрольные вопросы:
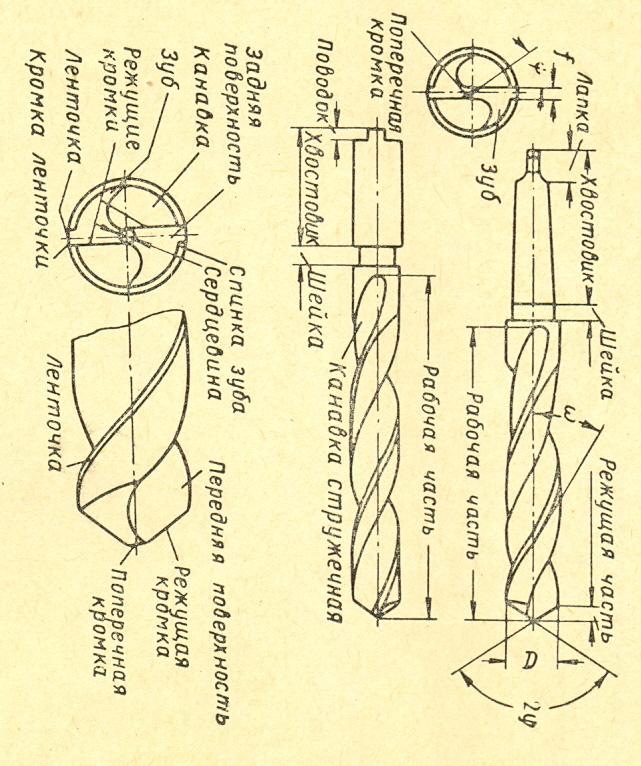
- Назначение, технологические возможности и элементы конструкции спирального сверла.
- Изменение геометрических параметров спирального сверла вдоль режущих кромок.
- Особенности конструкции твердосплавных сверл, сверл для глубокого и кольцевого сверления
Смотрите также
КОНСТРУКЦИЯ СБОРНОГО СВЕРЛА ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | Опубликовать статью ВАК, elibrary (НЭБ)
Чернышов М.
О. 1, Киреев В.В.2, Киреева Т.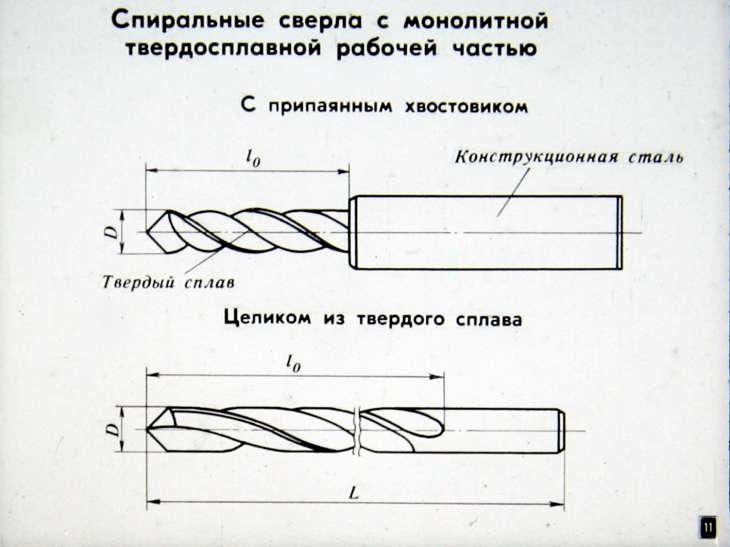 С.3
С.31ORCID: 0000-0001-8297-9993, Кандидат технических наук,
2ORCID: 0000-0003-2285-1036, Кандидат технических наук,
Тюменский индустриальный университет
3ORCID: 0000-0001-7135-3274, инженер-конструктор, Тюменские моторостроители
КОНСТРУКЦИЯ СБОРНОГО СВЕРЛА ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ
Аннотация
Приведены результаты расчета напряженно-деформированного состояния в сменных режущих пластинах сборных сверл, с применением метода конечных элементов. Показано влияние конструктивных параметров сменных режущих пластин, схем их базирования, крепления на напряжения и деформации, возникающие в пластинах при резании. Представлено конструкторское решение для изготовления корпусных деталей с использованием разработанной и запатентованной конструкции сборного сверла, которая обеспечивает расширение технологических возможностей за счет применение прогрессивного метода «плунжерного» сверления.
Ключевые слова: плунжерное сверление, твердый сплав, сборные сверла.
Chernyshov M.O.1, Kireev V.V.2, Kireeva T.S.3
1ORCID: 0000-0001-8297-9993, PhD in Engineering,
2ORCID: 0000-0003-2285-1036, PhD in Engineering,
Tyumen industrial University
3ORCID: 0000-0001-7135-3274, Design Engineer, Tyumen engine builders
CONSTRUCTIONS PREFABRICATED DRILL FOR PROCESSING OF BODY PARTS
Abstract
The results of calculation of stress-strain state in the indexable inserts drill teams, using the finite element method. The influence of the design parameters of interchangeable inserts, schemes of their home, fixing on the stresses and strains that occur in the plates during cutting.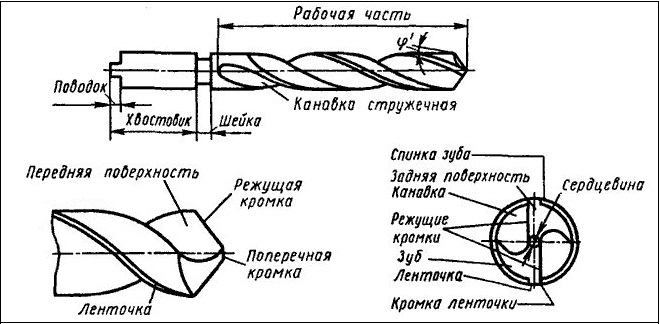 Presented design solution for the manufacture of body parts using the developed and patented modular drills, which ensures enhancement of technological capabilities through the use of progressive method of “plunger” drilling.
Presented design solution for the manufacture of body parts using the developed and patented modular drills, which ensures enhancement of technological capabilities through the use of progressive method of “plunger” drilling.
Keywords: plunge drilling, hard alloy, drill teams.
В условиях современной рыночной экономики невозможно добиться снижения затрат в условиях высокой конкуренции без модернизации производства за счет использования современных технологий, оборудования и инструментов [1, С. 5]. Наиболее распространённой причиной недостаточной для функционирования конкурентоспособного производства эффективности механической обработки на предприятиях становится низкая стойкость металлорежущего инструмента. Причина этой проблемы зачастую связана с отсутствием знаний новейших технологий применения и возможностей сборных режущих инструментов оснащенных режущими пластинами из инструментальных твердых сплавов.
Так, на предприятии ПАО “Тюменские моторостроители”, при изготовлении детали «Корпус катушки шлипсовой», как представлено на рисунке №1, возникла проблема обработки направляющих пазов. Для обработки этой детали использовались цельные фрезы из быстрорежущей стали на пониженных скоростях резания. В итоге такая операция имела значительную трудоемкость, что существенно влияло на себестоимость производства детали. Применение же цельных твердосплавных фрез также не эффективно из-за высокой стоимости такого инструмента.
Рис. 1 – Корпус катушки шлипсовой
Для решения данной проблемы был проведён анализ и модернизация существующего технологического процесса обработки детали, так для обработки пазов корпуса было решено применить новую эффективную технологию «плунжерного сверления». Плунжерное сверление это метод, значительно повышающий производительность черновой металлообработки пазов, карманов, отверстий и выборок, путем повторяющихся осевых проходов сверла. Применение такого метода черновой металлообработки позволяет повысить производительность и эффективность использования мощности оборудования, кроме того метод «плунжерного сверления» обладает более низкими требованиями к жесткости шпинделя станка, в отличие от других сборных инструментов, так как направление основного усилия резания совпадает с осью шпинделя станка.
На данный момент предприятия, применяющие при изготовлении деталей методом «плунжерного сверления», как правило, используют сборный инструмент известных зарубежных фирм, таких как: Sandvik Coromant, Mitsubishi, Walter, Iscar и др. Учитывая состояние хозяйственной деятельности страны на сегодня, можно сделать вывод о необходимости импортозамещения в сфере производства оборудования и инструмента предприятий.
Основываясь на результатах, полученных при проведении анализа технологического процесса обработки детали, был произведен поиск патентов по аналогам инструментов для обработки отверстий и спроектировано сборное сверло со сменными режущими пластинами специальной формы, которое позволяет применить схему плунжерного сверления. В работах [1, С. 84-85], [2, С.19] приведены результаты исследований напряжений и деформаций сменных режущих пластин. А также, сформулированы следующие требования, к проектируемым сборным, режущим инструментам высокой работоспособности и сменным режущим пластинам повышенной прочности: увеличение угла ε – угла при вершине сменной режущей пластины; реализация при закреплении сменной режущей пластины в корпусе режущего инструмента гарантированного прижима по упорным боковым граням и опорной поверхности.
Рис. 2 – Плунжерное сверление при изготовлении направляющих пазов корпуса катушки шлипсовой
Основываясь на полученных требованиях к конструкции сборного сверла предназначенного для обработки пазов корпуса повысить его работоспособность, за счет разработки режущей пластины специальной формы [3, С.15]. Такая форма разработанной режущей пластины выполнена на основе равносторонней трехгранной режущей пластины (ε=60°), отличается тем, что угол при вершине ε (ε =100°) увеличен. Пластина имеет вспомогательную и главную режущие кромки, выполненные соответственно в виде дуги и прямой.
Новая конструкция сборного сверла, оснащенного сменными режущими пластинами [4, С.1], изображенная на рисунке 3, отличается тем, что при закреплении а) периферийной пластины и б) центральной пластины направление силы, возникающей в процессе резания Rxz, совпадает с направлением силы, возникающей при закреплении пластины P. Инструмент имеет такую схему крепления режущих пластин в угловой паз гнезда под пластину в корпусе инструмента, при которой крепление осуществляется по двум боковым граням режущих пластин, так чтобы одна из них приходилась на вспомогательную режущую кромку.
Инструмент имеет такую схему крепления режущих пластин в угловой паз гнезда под пластину в корпусе инструмента, при которой крепление осуществляется по двум боковым граням режущих пластин, так чтобы одна из них приходилась на вспомогательную режущую кромку.
Рис. 3 – Схематичное изображение базирования, нагружения и закрепления режущих пластин новой формы:
а – периферийной и б – центральной в корпусе сборного сверла
Сравнение между режущими пластинами сверла по ГОСТ 27724-88 (ε=80º) и пластинами новой формы, осуществлялось посредством проведения расчета напряжений с применением метода конечно-элементного анализа, при подаче на режущую кромку удельной нагрузкой Pi при условии черновой обработки, при этом обрабатываемый материал – сталь 35ХМЛ, а материал сменных режущих пластин – твердый сплав ВК8. Для расчета напряжений и коэффициента запаса прочности режущих элементов были определены силы резания; удельные нагрузки; построены, конечно-элементные трехмерные модели сменных режущих твердосплавных пластин сборных сверл.
Итоги эксперимента и расчета показаны на рис.10 в виде картин изолиний главных напряжений растяжения σ1. Исследование прочности новой режущей пластины показало, что увеличение угла при условии увеличения угла при вершине ε и реализации схемы базирования и крепления пластины в угловой паз корпуса инструмента по двум боковым поверхностям пластин так, чтобы одна из этих поверхностей приходилась на вспомогательную режущую кромку обеспечивает снижение зоны опасных растягивающих напряжений σ1, а значит и опасную зону предполагаемого и наиболее вероятного разрушения, где коэффициент запаса прочности меньше предельного значения по сравнению со стандартной трехгранной пластиной для сборных сверл по ГОСТ 27724-88.
Такая специальная форма режущей пластины, которая выполненна на основе равносторонней трехгранной фигуры, позволяет сбалансировать силы резания, возникающие в процессе металлообработки, и повышает производительность изготовления отверстий сборным инструментом, за счет реализации схемы постепенного ввода в работу режущих кромок сменной многогранной пластины.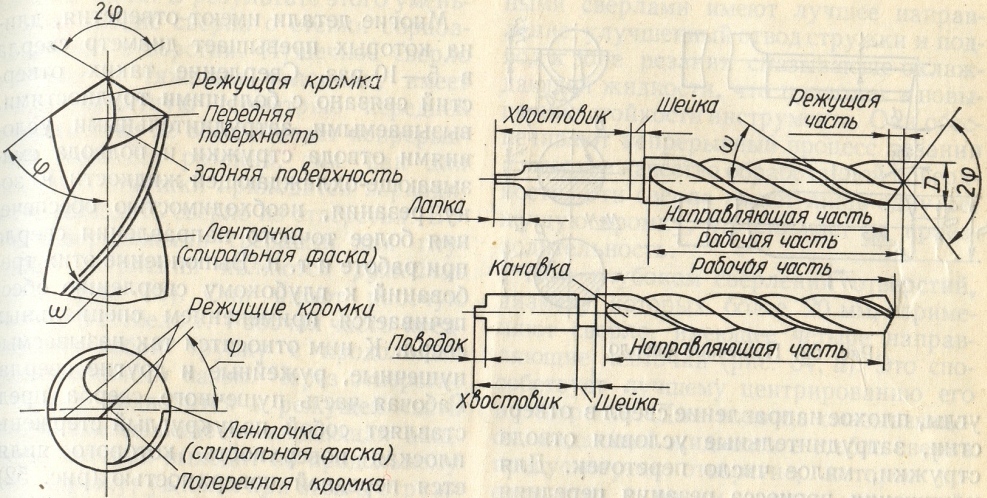 Эта схема осуществляется за счет нестандартной формы режущей пластины, которая имеет вспомогательную и главную режущие кромки, выполненные в виде дуги и прямой соответственно. При этом, участок режущей кромки в виде дуги вписан в четверть длины стороны трехгранной фигуры, с радиусом криволинейной режущей кромки равной 1/3 длины стороны многогранника.
Эта схема осуществляется за счет нестандартной формы режущей пластины, которая имеет вспомогательную и главную режущие кромки, выполненные в виде дуги и прямой соответственно. При этом, участок режущей кромки в виде дуги вписан в четверть длины стороны трехгранной фигуры, с радиусом криволинейной режущей кромки равной 1/3 длины стороны многогранника.
Рис. 4 – Изображение распределения опасных растягивающих напряжений σ1 в режущих лезвиях периферийной сменных режущих пластинах сборного сверла:
а, в – по ГОСТ 27724-88; б, г – новая форма сменной режущей пластины
Новая конструкция сборного сверла со сменными режущими пластинами повышенной прочности и применение высокоэффективного метода «плунжерного сверления» позволило сократить количество применяемого для обработки детали оборудования, так как штучное время на выполнение операции сократилось на 68%, кроме того, годовые затраты на операцию и трудоемкость операции снизились на 54% и 67% соответственно.
Рис. 5 – Предлагаемое сборное сверло высокой работоспособности.
Таким образом, снизить издержки и повысить конкурентоспособность производства можно при повышении эффективности механической обработки пазов в корпусных деталях, за счет применения новых конструкций сборных сверл со сменными режущими пластинами специальной формы, что позволит значительно снизить трудоемкость изготовления детали, так как штучное время на изготовление корпуса и количество станков снизятся. При создании такого инструмента следует взять за основу следующие рекомендации:
1) Базирование и крепление пластины, а также её форма, должны минимизировать значения опасных напряжений растяжения σ1 на режущей кромке;
2) Чтобы повысить надежность крепления режущей пластины в корпусе сборного инструмента, инструментальные системы таких инструментов необходимо проектировать таким образом, чтобы усилие, возникающие при закреплении пластины, совпало по направлению с результирующей силой, возникающей в процессе резания;
3) С целью увеличения производительности обработки корпусных деталей, снижения трудоемкости их изготовления и себестоимости следует применять прогрессивную и высокоэффективную схему плунжерного сверления.
Список литературы / References
- Артамонов, Е.В. Расчет и проектирование сменных режущих пластин и сборных инструментов / Е.В. Артамонов, Т.Е. Помигалова, М.Х. Утешев – Тюмень: ТюмГНГУ, 2011 – 152 с.
- Артамонов Е.В. Повышение работоспособности сменных режущих пластин сборных инструментов / Е.В. Артамонов, М.О. Чернышов, Т.Е. Помигалова, Д.В. Васильев // СТИН – 2014. – №7 – 19-21 с.
- Артамонов Е.В. Повышение работоспособности сборных сверл со сменными режущими пластинами/ Е.В. Артамонов, М.О. Чернышов, Т.Е. Помигалова // СТИН – 2016. – №10 – 14-17 с.
- Пат. № 2539255 Российская федерация, МПК В23В 51/00. Сборное сверло с режущими пластинами / Е.В. Артамонов, М.С. Остапенко, М.О. Чернышов; заявитель и патентообладатель Тюменский государственный нефтегазовый университет (RU). – № 2013155436; заявл. 12.2013; опубл. 20.01.2015 ; Бюл. № 2.
Список литературы на английском языке / References in English
- Artamonov E.V. Raschet I proectirovanie smennih resjushih plastin I sbornih instrumentov [Calculation and design of interchangeable inserts, and assorted tools] / E.V. Artamonov, T.E. Pomigalova, M.H. Uteshev – Tyumen: TSOGU, 2011 – 152 p. [in Russian]
- Artamonov E.V. Povishenie rabotosposobnosti smennih resjushih plastin sbornih instrumentov [Improving performance indexable inserts assorted tools] / E.V. Artamonov, M.O. Chernyshov, T.E. Pomigalova, D.V. Vasilyev // STIN – 2014. – №7 – 9-21 p. [in Russian]
- Artamonov E.V. Povishenie rabotosposobnosti sbornih sverl so smennimi resjushimi plastinami [Increasing efficiency of modular drills with indexable inserts] / E.V. Artamonov, M.O. Chernyshov, T.E. Pomigalova // STIN – 2016. – №10 – 14-17 p. [in Russian]
- Pat. Number 2539255 Russian Federation, IPC V23V 51/00. Sbornoe sverlo s resjushimi plastinami [Prefabricated drill with cutting inserts] / EV Artamonov, MS Ostapenko, MO Chernyshov; the applicant and the patentee Tyumen State Oil and Gas University (RU).
 – № 2013155436; appl. 12/12/2013; publ. 01/20/2015; Bull. Number 2. [in Russian]
– № 2013155436; appl. 12/12/2013; publ. 01/20/2015; Bull. Number 2. [in Russian]
 – № 2013155436; appl. 12/12/2013; publ. 01/20/2015; Bull. Number 2. [in Russian]
– № 2013155436; appl. 12/12/2013; publ. 01/20/2015; Bull. Number 2. [in Russian]Сверла спиральные с коническим хвостовиком для труднообрабатываемых материалов. Средняя серия. Конструкция и размеры – РТС-тендер
ГОСТ 20697-75
Группа Г23
МКС 25.100.30
Дата введения 1977-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 27 марта 1975 г. N 783
Ограничение срока действия снято Постановлением Госстандарта СССР от 27.08.82 N 3417
ИЗДАНИЕ с Изменением N 1, утвержденным в августе 1982 г. (ИУС 12-82).
1. Настоящий стандарт распространяется на спиральные сверла из быстрорежущей стали диаметром от 6 до 20 мм, для сверления отверстий в труднообрабатываемых материалах.
2. Сверла должны изготовляться двух типов:
1 – с двумя направляющими ленточками;
2 – с четырьмя направляющими ленточками.
Каждый тип сверл должен изготовляться следующих классов точности:
А – повышенной точности;
В – нормальной точности.
3. Конструкция и размеры сверл должны соответствовать указанным на чертеже и в таблице.
________________
* Для обработки отверстий 11 квалитета.
Размеры, мм | |||||||||||||||||||
Тип 1 | Тип 2 | ||||||||||||||||||
повышенной точности | нормальной | повышенной точности | нормальной точности | Конус Морзе | |||||||||||||||
Обозна- | При- | Обозна- | При- | Обозна- | При- | Обозна- | При- | Но- | Пред. откл. | Но- | Пред. | ||||||||
2302-0731 | 2302-0801 | 2302-0871 | 2302-0941 | 6,00 | 140 | 60 | 65 | 5,64 | 2,3 | 0,25 | |||||||||
2302-0732 | 2302-0802 | 2302-0872 | 2302-0942 | 6,20 |
|
|
| 5,83 |
| ||||||||||
2302-0733 | 2302-0803 | 2302-0873 | 2302-0943 | 6,50 | 6,11 | -0,05 | |||||||||||||
2302-0734 | 2302-0804 | 2302-0874 | 2302-0944 | 6,80 | 6,40 | 2,7 | 0,30 | ||||||||||||
2302-0735 | 2302-0805 | 2302-0875 | 2302-0945 | 7,00 | 150 | 70 | 75 | 6,58 | |||||||||||
2302-0736 | 2302-0806 | 2302-0876 | 2302-0946 | 7,20 | 6,77 | 3,0 | |||||||||||||
2302-0737 | 2302-0807 | 2302-0877 | 2302-0947 | 7,50 | 7,05 | 0,35 | |||||||||||||
2302-0738 | 2302-0808 | 2302-0878 | 2302-0948 | 7,80 | 7,33 | 3,2 | |||||||||||||
2302-0739 | 2302-0809 | 2302-0879 | 2302-0949 | 8,00 | 155 | 75 | 80 | 7,52 | 0,75 | ||||||||||
2302-0741 | 2302-0811 | 2302-0881 | 2302-0951 | 8,20 | 7,71 | 3,4 | |||||||||||||
2302-0742 | 2302-0812 | 2302-0882 | 2302-0952 | 8,50 | 7,99 | 0,40 | |||||||||||||
2302-0743 | 2302-0813 | 2302-0883 | 2302-0953 | 8,80 | 8,27 | 3,6 | +0,18 | ||||||||||||
2302-0744 | 2302-0814 | 2302-0884 | 2302-0954 | 9,00 | 160 | 80 | 85 | 8,46 | |||||||||||
2302-0745 | 2302-0815 | 2302-0885 | 2302-0955 | 9,20 | 8,65 | ||||||||||||||
2302-0746 | 2302-0816 | 2302-0886 | 2302-0956 | 9,50 | 8,93 | 0,45 | |||||||||||||
2302-0747 | 2302-0817 | 2302-0887 | 2302-0957 | 9,80 | 1 | 9,22 | 3,8 | ||||||||||||
2302-0748 | 2302-0818 | 2302-0888 | 2302-0958 | 10,00 | 170 | 90 | 95 | 9,40 | |||||||||||
2302-0749 | 2302-0819 | 2302-0889 | 2302-0959 | 10,20 | 9,60 | -0,06 | |||||||||||||
2302-0751 | 2302-0821 | 2302-0891 | 2302-0961 | 10,50 | 9,90 | 4,1 | |||||||||||||
2302-0752 | 2302-0822 | 2302-0892 | 2302-0962 | 10,80 | 10,20 | ||||||||||||||
2302-0753 | 2302-0823 | 2302-0893 | 2302-0963 | 11,00 | 10,30 | ||||||||||||||
2302-0754 | 2302-0824 | 2302-0894 | 2302-0964 | 11,20 | 175 | 95 | 100 | 10,50 | 0,50 | ||||||||||
2302-0755 | 2302-0825 | 2302-0895 | 2302-0965 | 11,50 | 10,80 | ||||||||||||||
2302-0756 | 2302-0826 | 2302-0896 | 2302-0966 | 11,80 | 11,10 | ||||||||||||||
2302-0757 | 2302-0827 | 2302-0897 | 2302-0967 | 12,00 | 11,30 | 1,00 | 4,5 | ||||||||||||
2302-0758 | 2302-0828 | 2302-0898 | 2302-0968 | 12,20 | 11,50 | ||||||||||||||
2302-0759 | 2302-0829 | 2302-0899 | 2302-0969 | 12,50 | 11,80 | ||||||||||||||
2302-0761 | 2302-0831 | 2302-0901 | 2302-0971 | 12,80 | 180 | 100 | 105 | 12,00 | |||||||||||
2302-0762 | 2302-0832 | 2302-0902 | 2302-0972 | 13,00 | 12,30 | ||||||||||||||
2302-0763 | 2302-0833 | 2302-0903 | 2302-0973 | 13,20 | 12,50 | 4,8 | +0,20 -0,10 | ||||||||||||
2302-0764 | 2302-0834 | 2302-0904 | 2302-0974 | 13,50 | 12,80 | ||||||||||||||
2302-0765 | 2302-0835 | 2302-0905 | 2302-0975 | 13,80 | 190 | 110 | 115 | 13,00 | |||||||||||
2302-0766 | 2302-0836 | 2302-0906 | 2302-0976 | 14,00 | 13,30 | 0,55 | |||||||||||||
2302-0767 | 2302-0837 | 2302-0907 | 2302-0977 | 14,25 | 13,55 | ||||||||||||||
2302-0768 | 2302-0838 | 2302-0908 | 2302-0978 | 14,50 | 215 | 115 | 120 | 13,80 | 5,1 | ||||||||||
2302-0769 | 2302-0839 | 2302-0909 | 2302-0979 | 14,75 | 14,05 | ||||||||||||||
2302-0771 | 2302-0841 | 2302-0911 | 2302-0981 | 15,00 | 14,20 | ||||||||||||||
2302-0772 | 2302-0842 | 2302-0912 | 2302-0982 | 15,25 | 14,45 | ||||||||||||||
2302-0773 | 2302-0843 | 2302-0913 | 2302-0983 | (15,40) | 14,60 | +0,25 -0,10 | |||||||||||||
2302-0774 | 2302-0844 | 2302-0914 | 2302-0984 | 15,50 | 220 | 120 | 125 | 14,70 | 5,3 | 0,60 | |||||||||
2302-0775 | 2302-0845 | 2302-0915 | 2302-0985 | 15,75 | 14,95 | ||||||||||||||
2302-0776 | 2302-0846 | 2302-0916 | 2302-0986 | 16,00 | 15,20 | ||||||||||||||
2302-0777 | 2302-0847 | 2302-0917 | 2302-0987 | 16,25 | 15,50 | ||||||||||||||
2302-0778 | 2302-0848 | 2302-0918 | 2302-0988 | 16,50 | 225 | 125 | 130 | 15,70 | 5,8 | ||||||||||
2302-0779 | 2302-0849 | 2302-0919 | 2302-0989 | 15,75 | 15,95 | ||||||||||||||
2302-0781 | 2302-0851 | 2302-0921 | 2302-0991 | 17,00 | 2 | 16,10 | |||||||||||||
2302-0782 | 2302-0852 | 2302-0922 | 2302-0992 | 17,25 | 16,30 | ||||||||||||||
2302-0783 | 2302-0853 | 2302-0923 | 2302-0993 | (17,40) | 16,40 | 1,25 | +0,30 -0,10 | ||||||||||||
2302-0784 | 2302-0854 | 2302-0924 | 2302-0994 | 17,50 | 230 | 130 | 135 | 16,50 | 6,2 | ||||||||||
2302-0785 | 2302-0855 | 2302-0925 | 2302-0995 | 17,75 | 16,75 | ||||||||||||||
2302-0786 | 2302-0856 | 2302-0926 | 2302-0996 | 18,00 | 17,00 | ||||||||||||||
2302-0787 | 2302-0857 | 2302-0927 | 2302-0997 | 18,25 | 17,20 | ||||||||||||||
2302-0788 | 2302-0858 | 2302-0928 | 2302-0998 | 18,50 | 17,50 | 6,5 | |||||||||||||
2302-0789 | 2302-0859 | 2302-0929 | 2302-0999 | 18,75 | 235 | 135 | 140 | 17,70 | |||||||||||
2302-0791 | 2302-0861 | 2302-0931 | 2302-1001 | 19,00 | 18,00 | ||||||||||||||
2302-0792 | 2302-0862 | 2302-0932 | 2302-1002 | 19,25 | 18,20 | +0,30 | 0,65 | ||||||||||||
2302-0793 | 2302-0863 | 2302-0933 | 2302-1003 | (19,40) | 18,40 | ||||||||||||||
2302-0794 | 2302-0864 | 2302-0934 | 2302-1004 | 19,50 | 240 | 140 | 145 | 18,50 | 6,8 | ||||||||||
2302-0795 | 2302-0865 | 2302-0935 | 2302-1005 | 19,75 | 18,70 | ||||||||||||||
2302-0796 | 2302-0866 | 2302-0936 | 2302-1006 | 20,00 | 18,80 | 1,50 | |||||||||||||

Примечание.![]() Размеры, указанные в скобках, применять не рекомендуется.
Размеры, указанные в скобках, применять не рекомендуется.
Пример условного обозначения сверла диаметром =6 мм, типа 1, повышенной точности:
Сверло 2302-0731 ГОСТ 20697-75
2, 3. (Измененная редакция, Изм. N 1).
4. Центровые отверстия – по ГОСТ 14034-74.
5. Технические требования – по ГОСТ 20698-75.
6. Формы заточки сверл и профиль инструмента для стружечных канавок – по ГОСТ 20694-75.
Допускается заточка сверл без фаски под углом 10° вдоль режущей кромки.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
Сверла спиральные. Часть 2: Сб. ГОСТов. –
М.: ИПК Издательство стандартов, 2003
Конструкция сверл: элементы, размеры и углы заточки.
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.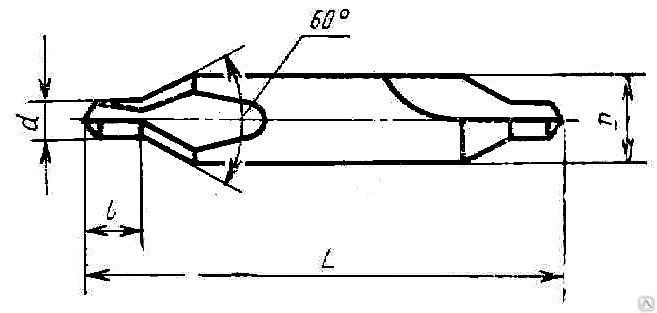 Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
ГОСТ 17276-71 – Сверла спиральные цельные твердосплавные с коническим хвостовиком.
 Конструкция и размеры
Конструкция и размерыГОСТ 17276-71
Группа Г23
2301-2580
МКС 25.100.30
Дата введения 1973-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 17 ноября 1971 г. N 1884
Ограничение срока действия снято Постановлением Госстандарта СССР от 17.11.83 N 5400
ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в ноябре 1983 г., декабре 1986 г. (ИУС 2-84, 2-87).
1. Настоящий стандарт распространяется на спиральные цельные твердосплавные сверла с коническим хвостовиком диаметром от 6 до 12 мм, предназначенные для сверления труднообрабатываемых материалов.
Стандарт полностью соответствует СТ СЭВ 5382-85.
(Измененная редакция, Изм. N 2).
2. Конструкция и основные размеры сверл должны соответствовать указанным на чертеже и в таблице.
Чертеж. Конструкция и основные размеры сверл
мм | ||||||||
Исполнение 1 | Исполнение 2 | |||||||
Обозначение сверл | Приме- | Обозначение сверл | Приме- | Испол- | Испол- | |||
2301-2581 | 2301-2781 | 6,0 | 40 | 42 | 36 | |||
2301-2582 | 2301-2782 | 6,1 | ||||||
2301-2583 | 2301-2783 | 6,2 | ||||||
2301-2584 | 2301-2784 | 6,3 | ||||||
2301-2585 | 2301-2785 | 6,4 | 120 | 42 | 45 | 38 | ||
2301-2586 | 2301-2786 | 6,5 | ||||||
2301-2587 | 2301-2787 | 6,6 | ||||||
2301-2588 | 2301-2788 | 6,7 | ||||||
2301-2589 | 2301-2789 | 6,8 | ||||||
2301-2590 | 2301-2790 | 6,9 | ||||||
2301-2591 | 2301-2791 | 7,0 | ||||||
2301-2592 | 2301-2792 | 7,1 | 125 | 45 | 50 | 42 | ||
2301-2593 | 2301-2793 | 7,2 | ||||||
2301-2594 | 2301-2794 | 7,3 | ||||||
2301-2595 | 2301-2795 | 7,4 | ||||||
2301-2596 | 2301-2796 | 7,5 | ||||||
2301-2597 | 2301-2797 | 7,6 | ||||||
2301-2598 | 2301-2798 | 7,7 | ||||||
2301-2599 | 2301-2799 | 7,8 | ||||||
2301-2600 | 2301-2800 | 7,9 | ||||||
2301-2601 | 2301-2801 | 8,0 | 130 | 52 | 55 | 48 | ||
2301-2602 | 2301-2802 | 8,1 | ||||||
2301-2603 | 2301-2803 | 8,2 | ||||||
2301-2604 | 2301-2804 | 8,3 | ||||||
2301-2605 | 2301-2805 | 8,4 | ||||||
2301-2606 | 2301-2806 | 8,5 | ||||||
2301-2607 | 2301-2807 | 8,6 | ||||||
2301-2608 | 2301-2808 | 8,7 | ||||||
2301-2609 | 2301-2809 | 8,8 | ||||||
2301-2610 | 2301-2810 | 8,9 | 135 | 55 | 60 | 50 | ||
2301-2611 | 2301-2811 | 9,0 | ||||||
2301-2612 | 2301-2812 | 9,1 | ||||||
2301-2613 | 2301-2813 | 9,2 | ||||||
2301-2614 | 2301-2814 | 9,3 | ||||||
2301-2615 | 2301-2815 | 9,4 | ||||||
2301-2616 | 2301-2816 | 9,5 | ||||||
2301-2617 | 2301-2817 | 9,6 | ||||||
2301-2618 | 2301-2818 | 9,7 | ||||||
2301-2619 | 2301-2819 | 9,8 | ||||||
2301-2620 | 2301-2820 | 9,9 | ||||||
2301-2621 | 2301-2821 | 10,0 | 140 | 60 | 65 | 55 | ||
2301-2622 | 2301-2822 | 10,1 | ||||||
2301-2623 | 2301-2823 | 10,2 | ||||||
2301-2624 | 2301-2824 | 10,3 | ||||||
2301-2625 | 2301-2825 | 10,4 | ||||||
2301-2626 | 2301-2826 | 10,5 | ||||||
2301-2627 | 2301-2827 | 10,6 | ||||||
2301-2628 | 2301-2828 | 10,7 | ||||||
2301-2629 | 2301-2829 | 10,8 | ||||||
2301-2630 | 2301-2830 | 10,9 | ||||||
2301-2631 | 2301-2831 | 11,0 | ||||||
2301-2632 | 2301-2832 | 11,1 | ||||||
2301-2633 | 2301-2833 | 11,2 | 145 | 65 | 70 | 60 | ||
2301-2634 | 2301-2834 | 11,3 | ||||||
2301-2635 | 2301-2835 | 11,4 | ||||||
2301-2636 | 2301-2836 | 11,5 | ||||||
2301-2637 | 2301-2837 | 11,6 | ||||||
2301-2638 | 2301-2838 | 11,7 | ||||||
2301-2639 | 2301-2839 | 11,8 | ||||||
2301-2640 | 2301-2840 | 11,9 | 150 | 70 | 75 | 65 | ||
2301-2641 | 2301-2841 | 12,0 | ||||||
Пример условного обозначения сверла диаметром 10 мм, нормальной точности, исполнения 1, из твердого сплава марки ВК8, с коническим хвостовиком:
Сверло 2301-2621 ВК8 ГОСТ 17276-71
То же, исполнения 2:
Сверло 2301-2821 ВК8 ГОСТ 17276-71
Пример условного обозначения сверла диаметром 10 мм, повышенной точности, исполнения 1, из твердого сплава марки ВК8, с коническим хвостовиком:
Сверло 2301-2621 Т ВК8 ГОСТ 17276-71
То же, исполнения 2:
Сверло 2301-2821 Т ВК8 ГОСТ 17276-71
(Измененная редакция, Изм. N 1).
N 1).
3. Конструкция и размеры сверл указаны в приложении.
4. Геометрические параметры сверл приведены в приложении к ГОСТ 17274-71.
5. Технические требования – по ГОСТ 17277-71.
ПРИЛОЖЕНИЕ (рекомендуемое). КОНСТРУКЦИЯ И РАЗМЕРЫ СВЕРЛ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Конструкция и размеры сверл указаны на чертеже и в таблице.
Чертеж. Конструкция и размеры сверл
Размеры в мм | ||||||||||||||
Испол- | Испол- | Номин. | Пред. | Номин. | Пред. откл. | Номин. | Пред. откл. |
|
| |||||
6,00 | 40 | 42 | 36 | 5,3 | 2,1 | 5,5 | 3,8 | |||||||
6,10 | 5,4 | 5,6 | ||||||||||||
6,20 | 5,5 | |||||||||||||
6,30 | 120 | 42 | 45 | 38 | 5,6 | 2,2 | 5,7 | 4,0 | 0,36 | |||||
6,40 | 5,7 | 5,8 | ||||||||||||
6,50 | 5,8 | 5,9 | +0,30 | 34° | ||||||||||
6,60 | 5,9 | 2,3 | 6,0 | 4,15 | ||||||||||
6,70 | 6,0 | 6,1 | 0,37 | |||||||||||
6,80 | 6,1 | 6,2 | ||||||||||||
6,90 | 6,2 | 2,4 | 6,3 | 4,30 | ||||||||||
7,00 | 6,3 | +0,15 | 6,4 | |||||||||||
7,10 | 125 | 45 | 50 | 42 | 6,4 | 2,5 | 6,5 | 4,50 | 0,38 | |||||
7,20 | 6,5 | 6,6 | ||||||||||||
7,30 | 6,6 | 6,7 | ||||||||||||
7,40 | 77,5 | 6,7 | 2,6 | 6,8 | -0,30 | 4,70 | ||||||||
7,50 | 6,8 | 6,9 | ||||||||||||
7,60 | 6,9 | |||||||||||||
7,70 | 7,0 | 2,7 | 7,0 | 4,85 | ||||||||||
7,80 | 7,1 | 7,1 | ||||||||||||
7,90 | 7,2 | 7,2 | ||||||||||||
8,00 | 130 | 52 | 55 | 48 | 7,3 | 2,8 | 7,3 | 5,00 | 35° | |||||
8,10 | 7,4 | 7,4 | 0,40 | |||||||||||
8,20 | 7,5 | 7,5 | ||||||||||||
8,30 | 7,6 | 2,9 | 7,6 | 5,20 | ||||||||||
8,40 | 7,7 | 7,7 | ||||||||||||
8,50 | 7,8 | 7,8 | ||||||||||||
8,60 | 7,9 | 3,0 | +0,18 -0,10 |
| 5,40 | 0,42 | ||||||||
8,70 | 8,0 | |||||||||||||
8,80 | 8,1 | 8,0 | ||||||||||||
8,90 | 135 | 55 | 60 | 50 | 8,2 | 3,1 | 8,2 | 5,60 | ||||||
9,00 | 8,3 | 0,45 | ||||||||||||
9,10 | 8,4 | 3,2 | 8,3 | 5,75 | ||||||||||
9,20 | 8,5 | 8,4 | ||||||||||||
9,30 | 8,6 | 8,5 | 0,46 | |||||||||||
9,40 | 8,7 | 3,3 | 8,6 | 6,00 | ||||||||||
9,50 | 8,8 | 8,7 | ||||||||||||
9,60 | 8,9 | 8,8 | ||||||||||||
9,70 | 9,0 | 3,4 | 8,9 | 6,10 | 0,48 | |||||||||
9,80 | 9,1 | 9,0 | ||||||||||||
9,90 | 9,2 | 9,1 | ||||||||||||
10,00 | 140 | 60 | 65 | 55 | 9,3 | 3,5 | 9,2 | 6,30 | ||||||
10,10 | 9,4 | 9,3 | ||||||||||||
10,20 | 9,5 | 9,4 | 0,5 | |||||||||||
10,30 | 9,6 | 3,6 | 9,5 | 6,50 | 36° | |||||||||
10,40 | 9,7 | +0,18 | 9,6 | -0,35 | +0,50 | |||||||||
10,50 | 9,8 | 9,7 | ||||||||||||
10,60 | 9,9 | 3,7 | 9,8 | |||||||||||
10,70 | 10,0 | 9,9 | 6,70 | 0,53 | ||||||||||
10,80 | 10,1 | 10,0 | ||||||||||||
10,90 | 10,2 | 3,8 | 10,1 | |||||||||||
11,00 | 10,3 | 10,2 | ||||||||||||
11,10 | 10,4 | 10,3 | 7,0 | |||||||||||
11,20 | 145 | 65 | 70 | 60 | 10,5 | 3,9 | 10,4 | 0,55 | ||||||
11,30 | 10,6 | 10,5 | ||||||||||||
11,40 | 10,7 | 10,6 | ||||||||||||
11,50 | 10,8 | 4,0 | 10,7 | |||||||||||
11,60 | 10,9 | 10,8 | ||||||||||||
11,70 | 11,0 | 10,9 | 7,4 | 0,6 | ||||||||||
11,80 | 11,1 | 4,2 | 11,0 | |||||||||||
11,90 | 150 | 70 | 75 | 65 | 11,2 | 11,1 | ||||||||
12,00 | 11,3 | 11,2 | ||||||||||||
Примечания:
1. Размеры , , , даны у начала сверла.
Размеры , , , даны у начала сверла.
2. Ширину пера и ширину ленточки измеряют перпендикулярно к направлению винтовой канавки.
2. Сверла исполнения 1 имеют подъем сердцевины (равномерное увеличение диаметра сердцевин к хвостовику) 2 мм на 100 мм длины. Сверла исполнения 2 не имеют подъема сердцевины.
3. Элементы конструкции и размеры, указанные в стандарте и повторенные на чертежах и в таблицах приложения, являются обязательными.
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
инженер поможет – Современные конструкции фрез и сверл
Конструкции фрез
Итак, отталкиваясь от конструкций фрез и условий работы этими фрезами, можно отметить, что достаточно широко применяются в их изготовлении минералокерамика. Безусловно, нельзя забывать, что высокопроизводительными твердыми сплавами, сверхтвердыми материалами (СТМ) также можно оснащать фрезы при изготовлении.
Несмотря на недостаток – пониженная прочность на изгиб и хрупкость, твердые сплавы все равно применяются, так как имеют ряд достоинств в процессе фрезерования. Твердые сплавы способствуют :
– благоприятной форме стружке, которая имеет малую толщину и длину;
– прерывистостью процесса резания;
– высокой жесткости и виброустойчивости при резании.
Недостатки фрезерования вполне объяснимы и очевидны. Достаточно затруднительный процесс стружкоудаления, если работа ведется концевыми, дисковыми и пазовыми фрезами. Да и, как пример, сборные фрезы имеют высокие требованию к осевым и радиальным биениям, следовательно, это способствует высокой стоимости изготовления.
Для того, чтобы устранить эти и другие недостатки, применяются новые марки материалов и твердых сплавов.
Например, если говорить о торцевых фрезах. Основное направление использования СМП заключается в:
– креплении пластин, а именно, на корпусе, либо на составных частях корпуса;
– использовании вкладышей, которые имеют две-три базы под пластины;
– использовании механизмов, которые регулируют положения режущих кромок.
– использовании тангенциального расположения пластин относительно корпуса.
Концевые твердосплавные фрезы с современной конструкцией имеют повышенную гибкость, обладают эксцентричным профилем, благодаря чему обеспечивается прочность кромки. Такие фрезы являются также универсальными и производительными, легко восстанавливаемыми, что означает возможность применения в разных сферах.
Если говорить о фрезерных головках, то, безусловно, новые решения успешно воплощены в жизнь.
Так, новые конические фрезерные головки из твердого сплава обладают рядом конструкционных особенностей, такими как: углы спирали 20/30°, переменный шаг, центральная подача СОЖ – все это позволяет уменьшить вибрацию при резании. А такие конструкционные особенности как: большое количество зубьев и короткий конус – позволяют обрабатывать титан и жаропрочные материалы.
Далее, мы поговорим о сверлах.
Конструкции сверл
Твердые сплавы повышают производительность сверл, однако, являются нечасто применяемыми. Причинами служат – неблагоприятные условия работы при сверлении, а именно:
– не жесткое крепление сверл;
– большие осевые нагрузки;
– большая ширина срезаемой стружки;
– опасность появления вибраций;
– малое число оборотов и недостаточная мощность, жесткость и точность, которыми обладает сверлильный станок.
Чаще всего сверла из твердых сплавов используют для сверления: чугуна, цветных металлов, мрамора, кирпича, пластмассы. Для сверления стали, обычно, не используются ввиду того, что режущие кромки очень быстро выкрашиваются.
Применение таких совершенствований, как внутреннее охлаждения и др., позволяет наблюдать неплохие результаты при процессе сверления сталей и сплавов.
Чтобы повысить прочность и жесткость сверл, сокращают длину рабочей части сверла. Также, для повышения тех же свойств можно увеличить диаметр сердцевины.
В последнее время часто применяются сверла с механическим креплением СМП. Для того, чтобы повысить надежность сверл, в корпусе выполняют отверстия, которые подводят СОЖ в зону резания непосредственно.
Для того, чтобы повысить надежность сверл, в корпусе выполняют отверстия, которые подводят СОЖ в зону резания непосредственно.
Твердосплавные сверла и фрезы, если говорить в общем, достаточно часто применяются, ввиду своей твердости и прочности. Если раньше научные разработки были направлены на увеличение стойкости режущего инструмента , то сейчас осовремененные тенденции стремятся к повышению точности обработки, что особенно актуально при изготовлении деталей из дорогих материалов.
Конструкция и эксплуатация горных сверел
Практическое занятие №3
Тема. Конструкция и эксплуатация горных сверел
Цель занятия. Ознакомить студентов с конструкцией и эксплуатацией сверел.
Оснащение занятия: для занятия необходимо иметь чертежи, модели механизмов,
презентации на тему: «Горнопроходческие машины и механизмы».
План практического занятия.
Назначение и область применения сверл.
Технические параметры сверл.
Правила эксплуатации сверл.
1. Общие сведения
Сверлом называется машина вращательного действия, предназначенная для бурения шпуров. Все применяемые в угольной промышленности сверла по виду энергии подразделяют на электрические, пневматические и гидравлические. Наибольшее распространение получили электрические сверла. По массе и способу применения сверла подразделяют на ручные массой до 25 кг и колонковые массой до 130 кг, устанавливаемые при работе на специальные поддерживающие устройства — колонки или манипуляторы.
Ручные сверла используют для бурения шпуров по углю и мягким породам с f≤4. Работа этими сверлами осуществляется непосредственно с рук или с легких поддерживающих устройств.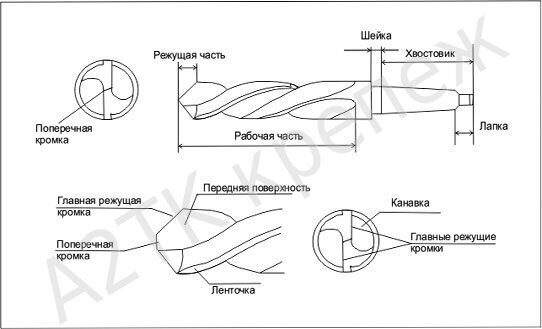 Колонковые сверла применяют для бурения шпуров в породах крепостью f = 410.
Колонковые сверла применяют для бурения шпуров в породах крепостью f = 410.
Промышленностью выпускаются электросверла ЭР-14Д-2М, ЭР18Д-2МЭРП18Д-2М, СРП-2 мощностью до 1,9 кВт, частотой вращения в секунду до 12,5 и колонковые ЭБГП-1, СЭК-1 мощностью до 4,8 кВт, частотой вращения в секунду до 5,08. Разрушение горной породы производится спиральными слоями за счет постоянного сообщения буровому инструменту осевого усилия подачи и крутящего момента. В качестве привода используется асинхронный электродвигатель трехфазного тока с короткозамкнутым ротором, вращение от которого к шпинделю передается через двухскоростной редуктор на глубину до 2,2 м. Изменением направления вращения шпинделя производится удаление из шпуров бурового шлама.
2. Ручные сверла
В настоящее время серийно выпускаются промышленностью ручные электросверла типа СЭР-19М, ЭР14Д-2м, ЭР18Д-2 и электросверла с принудительной подачей ЭРП18Д-2м. Мощность электродвигателей ручных электросверл 1-1,4кВт, масса 16,5-24,5кг.
В шахтах, опасных по внезапным выбросам угля и газа, а также с суфлярными выделениями для бурения шпуров по углю применяются ручные пневматические сверла СР-3, СР-3М, СИР-13. Масса пневматических сверл равна 15,8-16,5 кг, мощность на шпинделе 3,5 л.с.
Колонковые электросверла выпускаются трех типов: СЭК-1, ЭБГ, ЭГБП-1. Мощность двигателя 2-3,4 кВт, масса 115-130 кг, частота вращения шпинделя 102-140 об/мин. В качестве установочных приспособлений служат манипуляторы МН-2, МБИ-5, которые закрепляются на корпусе погрузочной машины, а на них устанавливаются колонковые сверла.
Ручные и колонковые средства бурения используются только в тех случаях, когда технически затруднено или экономически нецелесообразно использование бурильных установок.
Конструкцию ручного сверла рассмотрим на примере наиболее распространенного электросверла СЭР-19М (рис. 3.1). Сверло состоит из электродвигателя 1, редуктора 2, шпинделя 3, вентилятора 4, выключателя 5 и кабельного ввода. Статор электродвигателя запрессован в ребристый корпус сверла, выполненный из алюминиевого сплава. Колпак 6 вентилятора, редуктор и кабельный ввод соединены с корпусом болтами.
Кабельный ввод содержит резиновый патрубок, служащий для уплотнения кабеля и предохранения его от излома. Рукоятки корпуса сверла, колпак вентилятора и внутренняя поверхность крышки камеры выключателя покрыты полихлорвиниловым пластиком.
Сверла ЭР14Д-2М и ЭР18Д-2М по конструкции и назначению аналогичны сверлу СЭР-19М. Они отличаются главным образом мощностью двигателя, конструкцией редуктора, который может быть одно- или двухступенчатым, а также планетарным.
В качестве двигателя в ручных электросверлах применяется асинхронный двигатель трехфазного тока с короткозамкнутым ротором. Двигатель имеет взрывобезопасное исполнение и по условиям безопасности работает при напряжении 127В. Включение и выключение двигателя сверла осуществляются однофазным выключателем, смонтированным в корпусе. Рычаг управления выключателем расположен в правой рукоятке сверла. Электросверла питаются от пускового агрегата АП-4 с применением пятижильной искробезопасной схемы, заземляются они с помощью соответствующей жилы кабеля, которая присоединяется к корпусу сверла.
Электросверло ЭРП18Д-2М предназначено для бурения по углю и породам с коэффициентом крепости f<.6 и в отличие от других сверл имеет механическую подачу, которая осуществляется стальным тросом, навиваемым на установленный на корпусе редуктора барабан. Конец троса крюком закрепляют за распорную стойку, устанавливаемую в забое. Механизм подачи включается рукояткой фрикциона, расположенного на валу барабана, и обеспечивает усилие подачи до 3 кН, а скорость подачи —до 0,6 м/мин.
Ручные пневматические сверла.
По принципу действия и назначению в основном аналогичны электрическим, но их применяются в условиях, где электрические сверла использовать затруднительно или невозможно по условиям безопасности.
Сверло СРЗ предназначена для бурения без промывки и состоит из корпуса, двигателя, редуктора и крышки, соединенных стяжными болтами. В корпусе сверла расположены лопастной двигатель, пусковое устройство и глушитель шума. Редуктор представляет собой двухступенчатую планетарную передачу. Пуск двигателя сверла осуществляется нажатием на курок пускового устройства, встроенного в рукоятку сверла. Сверло СРЗМ отличается от сверла СРЗ только конструкцией шпинделя, который содержит устройство, служащее для боковой подачи промывочной жидкости в канал пустотелой буровой штанги. Сверло СРП 13-750 отличается от сверла СРЗМ устройством редуктора, наличием кронштейна для крепления на пневмоподдержке, позволяющей применять сверло для бурения шпуров в породах до f=6. С учетом повышенного момента сверла СРЗ и СРЗМ предназначены также для бурения дезагационных скважин диаметром до 250 мм с применением шнекоштанг диаметром 120 мм. Большинство деталей и узлов пневмосверл унифицированы. Сверла удобны и безопасны в работе. Однако по условиям безопасности работа высокомоментных сверл СРЗ и СРЗМ при давлении воздуха более 0,4 МПа не допускается.
Таблица 1. Характеристики ручных сверл
Показатели
Электрические сверла
Пневматические сверла
Гидравлические сверла
ЭР
14Д2М
СЭР
19М
ЭР
18Д2М
ЭРП
18Д2М
СР3-1м
СР3Б-1м
“Гном”
Мощность двигателя, кВт
1.0
1.2
1.4
1.4
1. 9
9
1.9
7.3
Напряжение сети, В
127
127
127
127
–
–
–
Частота вращения шпинделя, об/мин
860
340-700
640
300
315
750
700
Крутящий момент на шпинделе, Н·м
108
250,
120
203
408
716
716
40,7-101
Диаметр шпуров, мм
36-43
36-43
36-43
36-43
36-43
36-43
36-43
Масса, кг
16,5
18.0
18.0
24,5
13.5
13.0
8,5
Давление сжатого воз- духа или масла, МПа
–
–
–
–
0,4
0,4
10
Рекомендуемая мак- симальная крепость по шкале М.М. Про- тодьяконова
4
4
4
4
4-5
4-5
до 6
3. Колонковые сверла
Колонковые сверла применяются для вращательного бурения шпуров по породе с коэффициентом крепости до 10 и имеют дифференциально-винтовую или гидравлическую подачу шпинделя на забой. Двигатель может быть электрическим, пневматическим и гидравлическим. В настоящее время в промышленности применяют только электрические колонковые сверла. Колонковое сверло с гидравлической подачей ЭБГП-1 (рис. 3.2) состоит из электродвигателя 1, редуктора 2, гидропривода 3, двух гидроцилиндров 4 продольной подачи, траверсы 5 с патроном 6, в котором установлена буровая штанга 7 с резцом. Гидроцилиндры жестко скреплены с корпусом электродвигателя цапфами 8. Штоки гидроцилиндров соединены с траверсой и могут перемещать ее coвместно со шпинделем 9 вперед или назад на длину до 900 мм. Бурение может осуществляться на глубину 2,2 м.
Гидроцилиндры жестко скреплены с корпусом электродвигателя цапфами 8. Штоки гидроцилиндров соединены с траверсой и могут перемещать ее coвместно со шпинделем 9 вперед или назад на длину до 900 мм. Бурение может осуществляться на глубину 2,2 м.
ЭБГП-1
Номинальная мощность, кВт . . . 3,5
Частота вращения шпинделя, с-1 . . 5,25/2,83
Скорость подачи инструмента, мм/об 0,5—5,0
Максимальное усилие подачи, кН . . 15
Максимальная глубина бурения, м 2,2
Основные размеры, мм:
длина (без штанги) 1680
ширина 400
высота . 410
Масса без штанги, кг ….. 130
Вращение от электродвигателя / (рис. 3.2, б) к шпинделю 9 передается через зубчатые передачи двухскоростного редуктора 2. Шпиндель соединен с зубчатым колесом, приводящим его во вращение, шлицами с возможностью продольного перемещения. (Переключение частоты вращения шпинделя осуществляется рукояткой 10’В момент остановки электродвигателя. Изменение направления вращения шпинделя производится реверсированием электродвигателя.
Привод шестеренного насоса 11 от электродвигателя через цилиндрическую пару шестерен. Патрон 6 с механизмом перехвата штанги размещен внутри траверсы 5 |
На внутренней поверхности полого шпинделя 9 выполнена левая резьба, в которую ввинчен упор 12, жестко соединенный с задним концом штанги, где закреплено осевое промывочное устройство 13,, служащее для подачи промывочной жидкости в канал бура и по нему в шпур.
Штанга проходит через отверстие в патроне, выполненное по форме ее поперечного сечения. -При помощи зубчатых полумуфт 14 и 15 патрон 6 может быть соединен со шпинделем 9 ц будет вращаться вместе с ним или при помощи многодискового фрикциона 16 Сможет быть соединен с корпусом траверсы 5 и, следовательно, будет затормаживаться.
При подаче шпинделя вперед буровая штанга упирается в забой, корпус траверсы вместе с полумуфтой 14 смещается относительно патрона вперед и сцепляется с полумуфтой 15, которая выходит из зацепления с корпусом траверсы, так как при этом многодисковый фрикцион разжимается. При сообщении шпинделю вращения буровая штанга вращается и внедряется в породу, упор вращается при этом совместно со шпинделем и воспринимает осевую нагрузку. После бурения на глубину 850 — 900 мм траверсу и шпиндель отводят назад — в исходное положение. При этом корпус траверсы и полумуфта 14 смещаются относительно шпинделя назад, патрон расцепляется со шпинделем и сцепляется с корпусом траверсы посредством многодискового фрикциона 16 и затормаживается. Зажатие фрикциона осуществляется пружиной (на схеме не показана). Шпиндель, продолжая вращаться, навинчивается на упор 12 и перемещается назад, а невращающаяся штанга остается в шпуре. После отвода траверсы со шпинделем в исходное (заднее) положение цикл повторяется.
После окончания бурения шпура траверсу отводят в исходное (заднее) положение, шпинделю сообщают левое (обратное) вращение. При этом шпиндель навинчивается на упор 12 и вытягивает штангу из шпура. Направление подачи шпинделя вперед или назад изменяется переключением золотника рукояткой 17 путем ее подачи соответственно вперед или назад. Усилие подачи, развиваемое гидроцилиндрами, в пределах от нуля до 15 кН регулируется той же рукояткой 17 путем вращения ее относительно продольной оси и изменения за счет этого степени затяжки пружины клапана, встроенного в золотник. Возможность регулирования усилия подачи в широких пределах позволяет увеличить машинную скорость бурения и уменьшить поломки резцов при бурении по неоднородным породам.
4. Буровой инструмент сверл
Инструмент сверла состоит из штанги и съемного резца. Штанги изготовляют из витой, шестигранной и круглой пустотелой буровой стали. Основными частями штанги являются головка с гнездом для хвостовика резца; стержень и хвостовик, которым штанга вставляется в шпиндель сверла. Круглые и шестигранные буровые штанги применяют при бурении с интенсивной промывкой, требующей значительного расхода жидкости.
Основными частями штанги являются головка с гнездом для хвостовика резца; стержень и хвостовик, которым штанга вставляется в шпиндель сверла. Круглые и шестигранные буровые штанги применяют при бурении с интенсивной промывкой, требующей значительного расхода жидкости.
При бурении с увлажнением используют штанги из пустотелой витой стали. Буровая мелочь при этом выдается шнеком штанги, а промывочная жидкость подается в количестве, необходимом для пылеподавления и охлаждения резца — 2,5 — 3 л на 1 м шпура.
Штанги применяют различной длины в зависимости от глубины бурения. При бурении по породам обычно используют комплект буров. Бурение начинают коротким забурником длиной 1000—1200 мм, который после забуривания заменяют длинным буром. При бурении сверлом ЭБГП-1 применяют одну штангу длиною 2,5—2,7 м.
Резцы в настоящее время используют только съемные, армированные пластинками из твердых сплавов. Различают резцы породные (рис. 3.3, а) и угольные (рис. 3.3,6). Как угольный, так и породный резец состоит из перьев 1, корпуса 2, хвостовика 3 и двух пластинок 4 твердого сплава. Для подачи промывочной жидкости к забою шпура резцы снабжены соответствующими каналами.
Резец характеризуется углами: заостроения γ; задним α; резания δ = α + γ; передним β; между главными режущими кромками φ; между вспомогательными режущими кромками ψ; диаметрами— наружным D и рассечки d. Главные и вспомогательные режущие кромки являются рабочими и разрушают уголь и породу. Угол заострения γ зависит от крепости буримой породы. Чем меньше угол заострения, тем острее перо и тем легче резец внедряется в породу, однако прочность его при этом уменьшается.
Породные резцы в сравнении с угольными имеют более короткие, но прочные перья и изготовляются с конусностью боковых граней не более 1°, что необходимо для получения гладкого цилиндрического шпура. Резцы с большей конусностью боковых граней образуют в шпуре «нарезку». Армируют резцы пластинками твердого сплава ВК6В и ВК8В, имеющими в зависимости от конструкции резцов различные формы.
Резцы с большей конусностью боковых граней образуют в шпуре «нарезку». Армируют резцы пластинками твердого сплава ВК6В и ВК8В, имеющими в зависимости от конструкции резцов различные формы.
При круглых и шестигранных штангах хвостовик резца изготовляют в виде втулки с конусным отверстием, при пустотелых витых штангах соединение резца со штангой выполняют конусно-кулачковым. При этом кулачки могут быть расположены или на. торце штанги, или на торце тыльной части корпуса резца. В последнем случае соединение является более прочным.
При бурении ручными сверлами без промывки применяют резцы с конусно-клиновым хвостовиком (рис. 3.3,6). Во избежание выпадения из гнезда штанги резец шплинтуют.
При бурении по мягким углям рекомендуются резцы с передним положительным углом, при бурении по абразивным породам с f = 610 — резцы с отрицательным передним углом до 20°. В остальных случаях следует использовать резцы с нулевым передним углом.
Затупление резца определяется состоянием режущей кромки. Нормально допустимым затуплением резца считается такое, при котором режущая кромка лезвия будет иметь площадку шириной не более 0,5—0,8 мм для ручных и 1,5—2 мм для колонковых сверл.
5. Эксплуатация сверл
Для обеспечения безаварийной работы сверл и получения высокой производительности бурения необходимо соблюдать правила эксплуатации.
Перед спуском сверла в шахту проверяют: состояние изоляции, работу вентилятора и температуру нагрева корпуса, исправность и надежность работы выключателя, смазку подшипников двигателя и редуктора, подсоединение кабеля к сверлу и штепсельной вилке, заземление. Особое внимание уделяют проверке взрывобезопасности сверла. Перед включением сверла в забое необходимо внимательно осмотреть рабочее место, проверить действие вентиляции и исправность кабеля. Перед бурением сверло опробуют вхолостую. Бурить следует только острыми резцами. Работа тупым резцом ведет к перегрузке двигателя сверла и требует больших усилий подачи. Для предотвращения заклинивания штанги и перегрузки двигателя при бурении необходимо следить, чтобы ось бура совпадала с осью шпура.
Работа тупым резцом ведет к перегрузке двигателя сверла и требует больших усилий подачи. Для предотвращения заклинивания штанги и перегрузки двигателя при бурении необходимо следить, чтобы ось бура совпадала с осью шпура.
На производительность сверла исключительно большое влияние оказывает правильность выбора режима бурения. Рациональным считают такой режим, при котором обеспечиваются высокая машинная скорость бурения, малые энергозатраты, низкий износ инструмента и незначительное пылеобразование. Основные параметры режима вращательного бурения — частота вращения инструмента, удельная подача, производительность удаления буровой мелочи от забоя шпура.
При достаточно эффективной очистке шпура машинная скорость бурения полностью определяется основными параметрами режима: v = sn, где v — скорость бурения, мм/мин; s —удельная подача, мм/об; п — частота вращения бура, мин-1. Таким образом, для достижения высокой скорости бурения частоту вращения и удельную подачу желательно увеличивать.
Следовательно, выбор рациональных параметров режима бурения заключается в определении допустимых значений этих величин. С учетом опыта бурения шпуров в производственных условиях и результатов исследований для колонковых сверл рекомендуются следующие параметры режима.
Крепость пород f . . . 4—6 6—8 8—10 10—12
Частота вращения бура,
мин-1 300—500 250—350 150—250 75—150
Удельная подача, мм/об 3—4 2—3 1,2—2 0,8—1,2
При этом меньшие значения частоты вращения следует принимать при бурении по абразивным породам, большие — при бурении по малоабразивным породам. Большие удельные подачи допустимы для резцов с отрицательным передним углом, меньшие — для резцов с нулевым передним углом.
При бурении ручными сверлами удельная подача определяется усилием, развиваемым бурильщиком, частота вращения— допустимой вибрацией.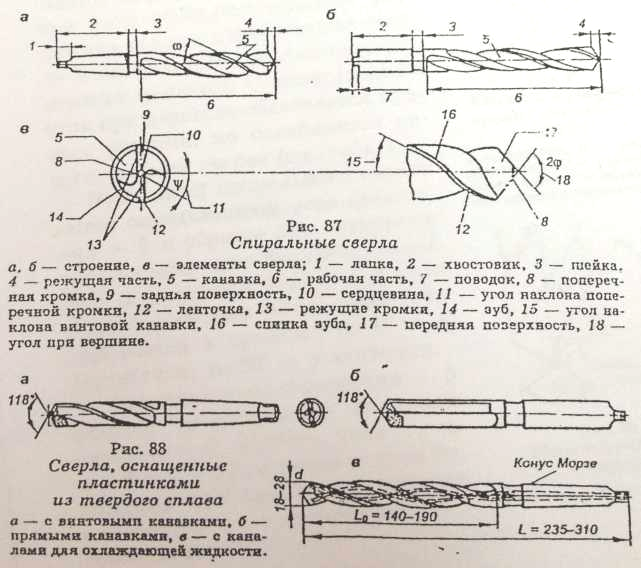
Выпускаемые промышленностью сверла являются достаточно надежными и удобными в работе. Большинство неполадок сверл возникает из-за неправильной их эксплуатации и неудовлетворительного технического обслуживания. Поэтому для обеспечения высокопроизводительной работы сверла, наряду с соблюдением правил его эксплуатации, необходимо правильное техническое обслуживание, которое заключается в своевременной и качественной смазке, а также в соблюдении графика планово-предупредительного ремонта (ППР).
Контрольные задания для самостоятельной работе студента.
1. Назначение и область применения сверл.
2. Технические параметры сверл.
3. Конструкция сверл.
4. Правила эксплуатации сверл.
Рекомендуемая литература
1. Скоробогатов С.В., Куколь В.В. Горнопроходческие и строительные машины. Учебник для техникумов. М., Недра, 1985, -262 с.
2. Малевич Н.А. Горнопроходческие машины и комплексы. Учебное пособие для вузов. М.: Недра, 1980, 384 с.
3. Кирсанов А.Н., Зиненко В.П., Кардыш В.Г. Буровые машины и механизмы. М., Недра, 1981.-448 с.
4. Михайлов Ю.И. Кантович Л.И. Горные машины и комплексы. М.: Недра, 1975,-425с.
О нас | ДРЕЛЬ КОНСТРУКЦИЯ
СВЕРЛО КОНСТРУКЦИЯ / ド リ ル デ ザ イ ン
林 裕 輔 と 安西 葉子 に よ る デ ザ イ ン ス タ ジ オ. 2001 年 設立. プ ロ ダ ク ト デ ザ イ ン を 中心 に, グ ラ フ ィ ッ ク · パ ッ ケ ー ジ · 空間 デ ザ イ ン な ど, カ テ ゴ リ ー を 超 え て デ ザ イ ン と デ ィ レ ク シ ョ ン を 行 う.
ア ー ト デ ィ レ ク シ ョ ン, ブ ラ ン デ ィ ン グ デ ザ イ ン, 素材 開 発, 用途 開 発, 技術 開 発 の 協力 な ど, カ タ チ を つ く る 以前 の 段 階 か ら プ ロ ジ ェ ク ト に 参加 す る こ と も 多 く, ク ラ イ ア ン ト と 共 に 新 し い デ ザ イ ン の 可能性 を 広 げ て い る. ま た, 日本 の 高度な 技術 や 素材 を デ ザ イ ン を 通 し て 商品化 し, 世界 へ 向 け て 発 信 す る こ と も 積極 的 に 行 っ て い る. こ れ ま で に, Canon, MUJI, Camper, Mercedes Benz, TIME & СТИЛЬ な ど 国内外 の 様 々 な メ ー カ ー に デ ザ イ ン を 提供、 東京 、 シ ン ガ ポ ー ル 、 ノ 、 パ リ 、 ス ト な ど の 都市 で に い Премия Red Dot Design Award Награда за дизайн 、 * Special Награда за лучший дизайн Награда за дизайн в Азии 、 Награда за лучший дизайн Награда за лучший дизайн 。
–
林 裕 輔 YUSUKE HAYASHI
1975 г. 神奈川 県 生 ま れ。
神奈川 県 生 ま れ。
学習 院 大学 経 済 学 に て 経 済 学 び 、 卒業 後 に デ ン を 学 ぶ。
多 摩 美術 大学講師
藝術 大学講師
安西 葉子 YOKO YASUNISHI
1976 岐阜 県 生 ま れ。
早 稲 田 大学 文学 部 に て 社会学 を 学 び 、 卒業 後 に デ ザ。
グ ッ ド デ ザ イ ン 賞 審査 委員
東京 オ リ ン ピ ッ ク ト ー チ 審査員
–
[КЛИЕНТ]
株式会社 ア ル フ レ ッ ク ス ャ パ ン / ア イ シ ン 精 機 株式会社 / 株式会社 伊 千 呂 /
株式会社 イ ン タ ー オ フ ィ ス / 王子 ホ ー ル デ ィ ン グ ス 株式会社 / カ リ モ ク 家具 株式会社 /
КАМПЕР (ス ペ イ ン / CRASSEVIG (イ タ リ ア) / キ ャ ノ ン 株式会社 / KDDI 株式会社 /
株式会社 タ カ ノ / 株式会社 TAKEO / 株式会社 丹青 社 / 東京 ガ ス 株式会社 / 株式会社 ト ン ボ 鉛筆 /
富士 ゼ ロ ッ ク ス 株式会社 / 株式会社 プ レ ス テ ー ジ ジ ャ (ВРЕМЯ И СТИЛЬ) /
メ ル セ デ ス ・ ン ツ JAPAN / 株式会社 良子 計画 (MUJI) / 株式会社 ラ イ オ ン 事務 器 な ど
–
[НАГРАДА]
Обои * Design Award [2017]
Приз за заслуги перед премией «Дизайн для Азии» [2014
Серебряная награда за дизайн упаковки [2012/2014
Каталог “Плакат” Специальная награда [2013
Номинант на премию German Design Award [2013
Награда Red Dot Design Award за дизайн продукта [2012]
Награда за хороший дизайн [2006/2008/2010/2013/2015
Специальная награда Good Design Award [2008
ПРЕМИЯ ДИЗАЙНА ДИЗАЙНА [2006/2007/2008]
–
[ВЫСТАВКА]
ДУМАЙ НА ОДИН ШАГ, ЧТОБЫ ДОСТИГНУТЬ НЕОЖИДАННОЕ.[Метод вкл. 2014]
Бумага [Meguro Museum Of Art / 2013]
Windsor Department 02 [галерея 5610/2013]
DESIGNTIDE TOKYO TIDE focus [Tokyo Midtown / 2012]
geografia global garden [галерея5610 / 2012]
Виндзорский департамент [галерея Участок / 2011]
Номер с AOI HUBER [галерея5610/2011]
Maison & Objet [париж / 2010-2012]
Бумажно-древесные изделия в продаже [onSundays / 2010]
Сателлит в салоне MILANO [milano / 2010]
БЛОК ДИЗАЙНЕРОВ в МИЛАНЕ [милан / 2009]
100 дизайн ТОКИО [2005/2007]
Разноцветные шнуры [Центр дизайна интерьера / 2003]
–
DRILL DESIGN
DRILL DESIGN начат в 2001 году Юсуке Хаяси и Йоко Ясуниси в Токио, Япония.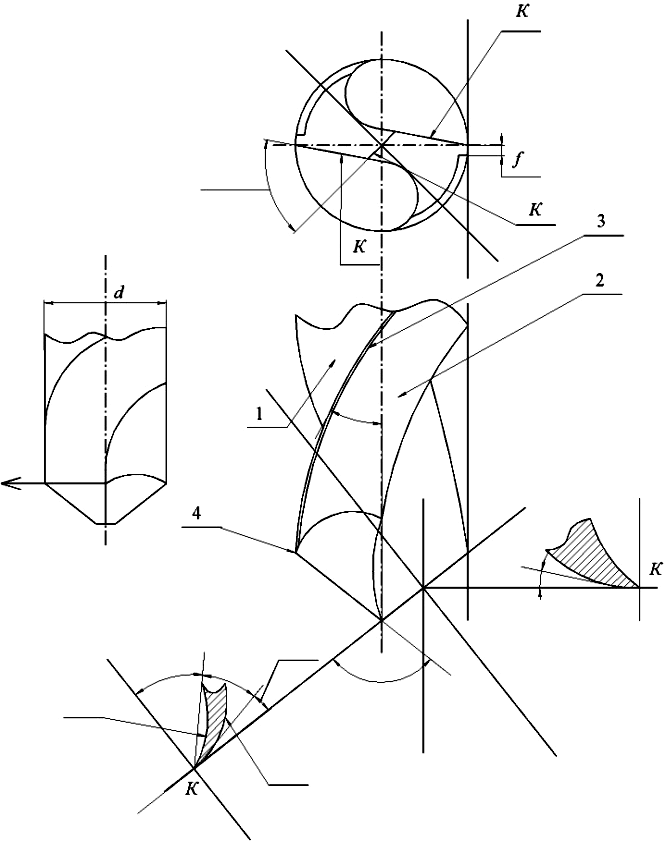 Студия предоставляет индивидуализированные решения и концепции клиентам и обществу с гибкими творениями между продуктом и графическим дизайном.
Студия предоставляет индивидуализированные решения и концепции клиентам и обществу с гибкими творениями между продуктом и графическим дизайном.
Студия разработала для своих клиентов несколько брендов и запустила их в мир. Благодаря партнерам в Японии, которые владеют оригинальными технологиями при использовании высококачественных материалов, Drill Design имеет ценную сеть знающих профессионалов. Студия также предлагает дизайн для таких компаний, как MUJI, CANON, Mercedes, Camper и др.
DRILL DESIGN выставляла свои работы в Токио, Сингапуре, Милане, Париже и Стокгольме.Они были удостоены многих национальных и международных наград, таких как Red Dot Design Award, German Design Award, The Good Design Award in Japan, The Design For Asia Award и The Wallpaper * Design Award.
–
Юсуке Хаяси
Родился в префектуре Канагава в 1975 году.
.
Изучал экономическую географию в университете Гакусюин.
Преподаватель Женского университета Сева
Преподаватель Тамаского художественного университета
Йоко Ясуниши
Родился в префектуре Гифу в 1976 году.
Изучал социологию в университете Васэда.
Преподаватель Женского университета Сева
Член комитета премии Good Design Award
–Визуальный дизайн маршевого оркестра Роберт Странкс
RMS Visual Designs может предоставить визуальный дизайн маршевого оркестра, специально подобранный для вашего размера и уровня сложности. Роберт Странкс лично разработал каждый аспект вашей тренировки с маршевым оркестром. Никаких помощников или писателей-призраков не используется. Он также работает с двумя великими дизайнерами, которые предоставляют Custom Horn Line Visuals и Color Guard Choreography для тех, кому нужен полный пакет визуального дизайна.Гвардия, перкуссия и все остальные элементы шоу всегда полностью интегрированы в дизайн. В последнее время клиенты визуального дизайна просят интегрировать в дизайн шоу как стационарный, так и подвижный реквизит всех форм и размеров. Роберт и его команда имеют возможность использовать реквизит для достижения максимального эффекта и понимают, что реквизит необходимо использовать эффективно, не умаляя при этом других важных элементов шоу оркестра.
Роберт и его команда имеют возможность использовать реквизит для достижения максимального эффекта и понимают, что реквизит необходимо использовать эффективно, не умаляя при этом других важных элементов шоу оркестра.
Роберт специализируется на предоставлении высокоэффективных, легко очищаемых конструкций по отличным ценам.При написании вашего шоу он уделяет пристальное внимание конкретным требованиям вашего индивидуального ансамбля. Независимо от уровня сложности или размера оркестра, он обеспечит высочайшее качество визуального оформления маршевого оркестра для вашей группы. Роберт прислушивается к своим клиентам и использует очень подробную систему, которая гарантирует, что его проекты точно соответствуют вашим целям и потребностям.
Что говорят мои клиенты:
Каждое упражнение с оркестром было фантастическим визуальным представлением музыки, его очень легко преподавать и оно идеально соответствует уровню способностей моих учеников.Роберт оказывает моей группе невероятно профессиональные и своевременные услуги. Не могу дождаться, когда мои ученики выучат еще одно шоу оркестра от RMS.
Отмеченные наградами индивидуальные шоу оркестров
Группы пришли к нам в поисках дизайнера, который смог бы создать отмеченное наградами шоу маршевого оркестра для их программы. Компания RMS Visual Designs предоставила нескольким группам индивидуальные дизайны шоу, которые получили более 2700 высших оценок и множество успешных размещений. Несколько клиентов выиграли государственные и региональные конкурсы, используя шоу его оркестра.
Независимо от размера группы или уровня сложности, он может организовать для вашей группы отмеченное наградами шоу оркестра. Все упражнения разработаны с использованием новейшего программного обеспечения Pyware 3D, что упрощает внедрение как никогда. Мы также поддерживаем новое приложение Ultimate Drill Book вместе с Pyware и будем рады предоставить этот вывод, а также стандартные диаграммы и координаты PDF.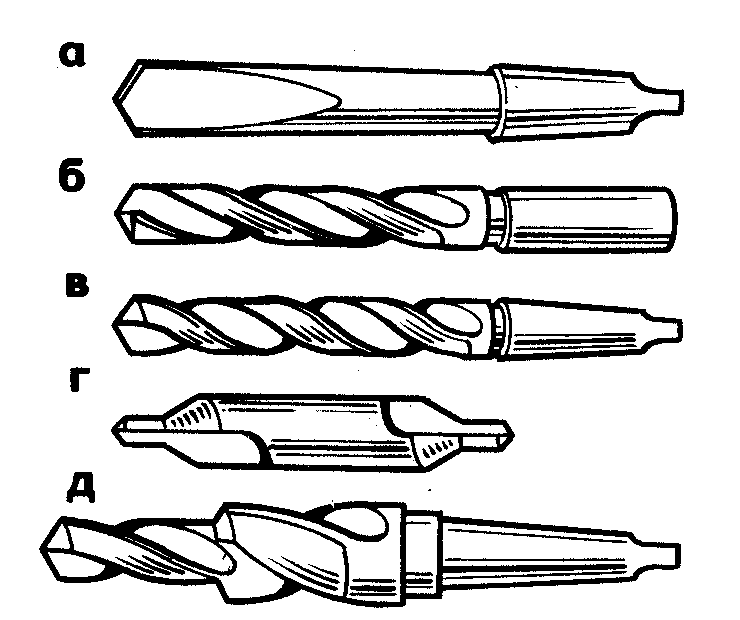 Успех вашей группы всегда в приоритете! Наши шоу-дизайны оркестра воплотят ваше видение в жизнь!
Успех вашей группы всегда в приоритете! Наши шоу-дизайны оркестра воплотят ваше видение в жизнь!
Выставки с профессионально разработанным маршевым оркестром
В RMS Visual Designs Роберт Странкс на протяжении многих лет успешно воплощал в жизнь все мыслимые концепции. Будучи бывшим директором и судьей оркестра, Роберт точно знает, чего следует ожидать от визуального дизайнера оркестра. Вам нужен пунктуальный и профессиональный специалист, который сможет предоставить вам доступное, обучаемое упражнение, которое подойдет для вашей конкретной ситуации и обеспечит своевременную доставку.
Вы можете выбрать свой оркестр для шоу музыки из любого источника!Роберт может создать отличное шоу под любую музыку, которую вы выберете! Он также предлагает помощь в поиске подходящей музыки для выступления вашего оркестра.
Визуальные идеи марширующего оркестра, которые предлагает RMS, написаны лично Робертом Странксом. В RMS Visual Designs мы не полагаемся на какую-либо помощь извне или посторонних авторов для упражнений. Роберт Странкс разработает для вас оригинальную дрель, которая превзойдет ваши ожидания.Он работает в тесном сотрудничестве со всеми своими клиентами, обеспечивая достижение ваших визуальных и дизайнерских целей. Независимо от музыки, ресурсов, размера или сложности, мы можем гарантировать индивидуальный, высокоэффективный дизайн шоу для вашей группы.
JJ Визуальный дизайн – Написание специальных упражнений для марширующих оркестров
“
Нам очень понравилось работать с Джереми Йоргенсоном. Его работы креативны, логичны и доступны. В его дизайне учтен весь музыкальный и визуальный пакет.Он сыграл важную роль на этапах планирования нашего шоу и выполнил упражнение вовремя!
Брайан Стивенс, директор музыкальных коллективов Дублинской средней школы Джерома
«
Работа с таким дизайнером, как Джереми, была радостью.
Джереми Козман, директор музыкальных групп, Hilliard Darby HS
 Он отлично справляется с постановкой на протяжении всего шоу, чтобы наши ученики могли выглядеть и звучать как можно лучше. Его дизайн восхитительно смотрится и очень хорошо сочетается с музыкой. На деловом уровне я очень ценю его четкое общение и профессионализм. Я уже с нетерпением жду нашего следующего выступления!
Он отлично справляется с постановкой на протяжении всего шоу, чтобы наши ученики могли выглядеть и звучать как можно лучше. Его дизайн восхитительно смотрится и очень хорошо сочетается с музыкой. На деловом уровне я очень ценю его четкое общение и профессионализм. Я уже с нетерпением жду нашего следующего выступления!«
Джереми был невероятным помощником в моем обучении.Он профессионален и организован, имеет множество оригинальных и новаторских концепций для групп выступлений в помещении и на открытом воздухе и чрезвычайно привержен группам, с которыми работает. Его сеялка идет в поле без усилий и без ошибок. Мне было приятно работать с Джереми в течение последних нескольких лет, и я не могу рекомендовать его как писателя и консультанта по дизайну.
Энди Доэрти, директор музыкальных коллективов, Делавэр Хейс HS
“
Если вы хотите максимально улучшить визуальный аспект вашей организации, Джереми Йоргенсон – ваше решение.Я имел удовольствие работать с Джереми в течение нескольких лет, и он не стесняется абсолютного профессионала. Джереми вкладывает все, что может, в организацию и очень заботится о том, чтобы программа продолжалась, от проектирования тренировок до консультаций и практической работы с вашей группой. Джереми Йоргенсон – лучший выбор.
Донни Росс, исполнительный директор Capital City Percussion
“
Одна из лучших вещей в работе с Джереми – это то, что он представляет собой редкое сочетание артиста и делового человека.Его шоу креативны, его визуальные пакеты всегда получают положительные отзывы судей, и вы знаете, что у вас все будет вовремя и в рамках бюджета. Он может перенести шоу от концепции к постановке, а затем научить ей ваших детей. И когда он закончит с этим, он сделает ваши фотографии и распечатает их по более выгодной цене, чем кто-либо. Он креативный, универсальный и надежный.
Аарон Гивен, асс. Директор группы, Olentangy Liberty HS
 Никто не ценит ваш доллар лучше.
Никто не ценит ваш доллар лучше.Выбор подходящей конструкции сверла
Если вас попросят назвать общие операции обработки, слесаря-механики и изготовители инструментов, вероятно, ответят различные списки, основанные на опыте.Несмотря на разнообразие, все списки, вероятно, будут включать сверление.
Сверление – это производственный процесс, который используется на протяжении тысячелетий. Его корни восходят к Древнему Египту, когда строители пирамид просверливали отверстия в скалах, чтобы построить массивные конструкции. Ранние методы были грубыми по сегодняшним меркам. Но по мере того, как мир становился все более индустриализированным, развитие обрабатываемых материалов и потребность в большей точности требовали улучшений в технологии сверления.
На некоторых производственных предприятиях, например на станках, где происходит механическая обработка, сверление является неотъемлемой частью производства продукции.В других типах производства, таких как производство продуктов питания, сверление не является неотъемлемой частью производства, но, безусловно, требуется для обслуживания оборудования и оборудования. Таким образом, можно с уверенностью сказать, что обработка отверстий является критически важным процессом во всех типах современного производства.
Сменные твердосплавные наконечники имеют форму, соответствующую форме корпуса сверла. Изображение предоставлено К. Тейт
Сверление в том виде, в каком оно известно большинству, связано с изобретением Стивеном Морсом спирального сверла, которое было запатентовано в 1863 году.Хотя сверла производились веками, его конструкция спирального сверла является наиболее известной и является основой для многих современных буровых инструментов. Это было серьезное изменение. Теперь человек мог сверлить вертикально и по-прежнему откачивать стружку, не перерезая ее.
Спиральное сверло легко узнать по характерным спиральным канавкам или канавкам, которые проходят большую часть его длины. Спиральные канавки вытягивают стружку из отверстия и позволяют СОЖ попасть в рабочую зону. Название произошло от производственного процесса, разработанного Морзе, когда круглые заготовки сверл скручивались после фрезерования канавок.
Спиральные канавки вытягивают стружку из отверстия и позволяют СОЖ попасть в рабочую зону. Название произошло от производственного процесса, разработанного Морзе, когда круглые заготовки сверл скручивались после фрезерования канавок.
Современные спиральные сверла обычно изготавливаются из быстрорежущей стали, но широко распространены спиральные сверла из кобальтового сплава, твердосплавных сплавов и твердосплавных наконечников. Спиральные сверла доступны в бесчисленных размерах, длинах, типах хвостовика и углах при вершине в зависимости от того, образует ли материал заготовки длинную или короткую стружку. Эта разновидность делает спиральное сверло идеальным сверлом в большинстве случаев.
Индекс или замена
Твердосплавные пластины со сменными пластинами кардинально изменили режущие инструменты в середине 20-го века, открыв новые конструкции инструментов и повысив эффективность всех типов операций обработки, включая сверление.
Сверла со сменными пластинами с твердосплавными пластинами стали обычным режущим инструментом, поскольку они обладают рядом преимуществ. Сверла со сменными пластинами имеют скорость проходки в четыре-пять раз больше, чем сверла из быстрорежущей стали, что сокращает время цикла. Твердосплавные пластины также увеличивают срок службы инструмента по сравнению с инструментами из быстрорежущей стали, особенно при резке труднообрабатываемых материалов.
Сменные твердосплавные пластины обеспечивают долгий срок службы, высокую производительность и легкую замену кромок. Изображение предоставлено К. Тейт
Повышенная стойкость инструмента и возможность индексировать или поворачивать пластину без снятия фрезы со станка, что снижает затраты, связанные с заменой режущей кромки.Сверла со сменными пластинами также позволяют конечным пользователям начинать отверстия на неровных поверхностях, где другие типы инструментов могут вызвать затруднения. В отличие от больших свёрл из быстрорежущей стали, для сверл со сменными пластинами требуются направляющие отверстия.
По мере роста популярности сверл со сменными пластинами производители инструментов начали расширять эту технологию, разрабатывая сверла со сменными твердосплавными наконечниками. Сверла со сменными режущими пластинами похожи на сверла со сменными пластинами и обладают многими из тех же преимуществ, таких как повышенная скорость проникновения, длительный срок службы инструмента, низкие требования к техническому обслуживанию и снижение затрат на складские запасы.
Главное отличие в дизайне. Вместо того, чтобы держать несколько твердосплавных пластин в карманах на стальном корпусе, сверла со сменным наконечником принимают один твердосплавный наконечник на конце стального корпуса и напоминают надежное спиральное сверло. Применение сверла со сменным наконечником улучшает размер отверстия и качество обработки по сравнению со сверлом со сменным наконечником.
Изготовление небольших сверл со сменными пластинами со сменными пластинами сложно, потому что они хрупкие, и их размер ограничен. Было время, когда небольшие сверла со сменными пластинами не были доступны.Магазины были вынуждены покупать более дорогие твердосплавные сверла, соглашаться с ограничениями сверл из быстрорежущей стали или прибегать к дополнительным операциям обработки, когда сверла со сменными пластинами необходимого размера не были доступны. Сверла со сменными режущими пластинами устранили этот зазор и обеспечили преимущества сверл со сменными пластинами меньшего диаметра.
Ценовая точка
Стоимость всегда является важным фактором при покупке режущего инструмента, а приобретение сверл со сменными пластинами вместе с необходимым оборудованием может быть дорогостоящим.Когда объем производства невелик, сверла со сменными головками, сверла со сменными пластинами и некоторые спиральные сверла из быстрорежущей стали могут быть не самым экономичным выбором. Перфорированные сверла – идеальное решение при выполнении небольших отверстий диаметром более ½ дюйма.
Плоская форма и прямые канавки перьевого сверла снижают производственные затраты. Изображение предоставлено К. Тейт
Лопаточные сверла, которые напоминают сверла, существовавшие до оригинального спирального сверла, похожи на сверла со сменным наконечником, поскольку они имеют стальной корпус и подходят для сверл из быстрорежущей стали или твердосплавных наконечников.Тем не менее, перфорационные сверла имеют плоское острие с отшлифованными режущими кромками, в то время как твердосплавные сверла со сменным наконечником имеют более сложную форму, аналогичную форме тела сверла с канавками.
Корпуса лопаточных сверл подходят для различных точек сверления, что позволяет одному корпусу сверлить несколько диаметров. Кроме того, они предлагаются с большим выбором длины корпуса, часто недоступной для других стилей сверл.
Я часто сначала обращаюсь к перфорационным сверлам, если мне нужно проделать только небольшое количество отверстий большого диаметра, так как они рентабельны в среде с большим количеством смесей и небольшими объемами, как в нашем магазине.Переливные сверла также просты и хорошо работают на старых ручных станках, а также в обрабатывающих центрах стоимостью в миллион долларов. Эта возможность делает их безопасным выбором при производстве отверстий в дорогих деталях.
Хотя существуют и другие типы сверл, наиболее распространенными являются спиральные сверла, сверла со сменным наконечником, сверла со сменным наконечником и лопаточные сверла. В современном магазине большинство машинных работ можно выполнять одним из этих стилей.
Взгляд студента на проектирование электродрели для непрофессионалов
Этот стильный электроинструмент улучшает пользовательский опыт и улучшает семантику продукта для непрофессиональных пользователей.Сверло разработано Ю-Чунг Чанг для компании Electrolux Городского университета Бирмингема.
Команда разработчиков
Ю-Чунг Чанг
Ю-Чунг Чанг Электролюкс Дрель Ю-Чунг Чанг Разблокировать триггер Ю-Чунг Чанг Сверлит прямо, собирает пыль, показывает глубину Ю-Чунг Чанг Работа со светодиодами Ю-Чунг Чанг Держатель винта Ю-Чунг Чанг Стоя на столе Ю-Чунг Чанг Зарядное устройство Ю-Чунг Чанг Роскошная упаковка Ю-Чунг Чанг Роскошная упаковка Эта электродрель предназначена для непрофессиональных пользователей. Стильная форма дрели призвана улучшить пользовательский опыт и улучшить эмоции.
Стильная форма дрели призвана улучшить пользовательский опыт и улучшить эмоции.
Изделие предназначено для обслуживания, ремонта, ручной работы и других рабочих операций. Пластиковые корпуса изделия изготовлены из формованного полипропилена (ПП).
Пользователь – непрофессиональный пользователь электроинструмента, которому необходимо преодолеть страх перед использованием традиционных электроинструментов. Дрель предназначена для домашнего использования и понравится людям, желающим иметь красивую и качественную технику.
У дрели есть несколько специальных функций, которые делают ее интуитивно понятной и приятной в использовании. Фиксатор спускового крючка работает как совок и линейка для сбора пыли, а также показывает, насколько глубоко вы сверляете. Стильная ручка электродрели дает пользователям прекрасный опыт при изменении скорости или направления вращения сверла. С добавлением внешнего кожуха на поверхность был добавлен матовый слой для комфорта пользователя, предотвращения скольжения и общей эстетики.
Видео: https: // vimeo.com / 229569935
Подробнее об этом проекте x
Drill Design – Perc-Works
Как директор группы, у вас уже есть штат и вы потратили много часов, слушая концерты и музыку следующей осени и зимы. Чтобы воплотить ваши идеи в жизнь, вам нужен дизайнер сверл. Я поговорю с вами и вашими сотрудниками и включу все ваши идеи в дизайн, который демонстрирует группы, которые вы хотите показать, и когда.Я здесь не для того, чтобы рассказывать вам, как развивать ваше шоу. Я здесь, чтобы помочь вам воплотить в жизнь ваши идеи в логичном дизайнерском шоу.
Обладая более чем 35-летним опытом написания музыки и упражнений для многих групп, я понимаю, что ищут судьи и как лучше всего представить вашу программу. Если ваша программа молодая, то мы работаем над тем, чтобы максимально улучшить их звуковые и визуальные характеристики. Нет смысла пытаться выполнить упражнение, которого ученики никогда не смогут сделать, только потому, что оно выглядит круто. Дело не в этом.
Нет смысла пытаться выполнить упражнение, которого ученики никогда не смогут сделать, только потому, что оно выглядит круто. Дело не в этом.
Стоимость проектирования сверла: Цена начинается от 400 долларов США для лент меньшего размера.
В стоимость входит:
- Консультация с директором и персоналом группы.
- Просмотрите каждую песню в том виде, в котором она написана, чтобы убедиться, что вы довольны результатами.
- Все упражнения разработаны на программном обеспечении Pyware.
- Анимационный видеоролик с музыкой будет сопровождать каждый выбор, чтобы показать учащимся. Литой лист, координатные листы для каждого студента и полный дизайн сверла директоров.
- Одна бесплатная версия при изменении номеров.
Самое главное, я буду связываться с вами в течение всего сезона, чтобы вносить любые изменения, которые могут потребоваться в зависимости от успеваемости ученика. Дело в том, чтобы ученики достигли совершенства. Я здесь, чтобы помочь вам туда добраться.
Свяжитесь с нами сегодня!
- Easy Pricing
- Удовлетворение гарантировано
- Отличный продукт для ВСЕХ РАЗМЕРНЫХ ГРУПП
- Многолетний опыт работы с оркестром и барабанщиком
Свяжитесь с нами>
«Лучшее на Бродвее»
«La Fiesta»
Lion King
Mascarade
Pony Express
West Side Story
14
BK Drill Design
203-314-6201
info @ perc-works.com
Ниже приведены рекомендации по проектированию просверленных деталей.
|
 Прежде чем добавлять просверленные отверстия в конструкцию, спросите себя, нужно ли это отверстие и / или можно ли его с достаточной точностью отлить, отлить в форму или проткнуть вместо просверливания.
Прежде чем добавлять просверленные отверстия в конструкцию, спросите себя, нужно ли это отверстие и / или можно ли его с достаточной точностью отлить, отлить в форму или проткнуть вместо просверливания.