Разновидности токарных резцов
Токарный резец — это самый универсальный и распространенный металлорежущий инструмент. С его помощью можно обрабатывать разные виды поверхностей и нарезать резьбу, долбить, строгать и т. д. Именно резец придает форму будущей детали и от него зависит качество ее обработки!
Конструкция токарного резцаОсновным инструментом токарной обработки принято считать токарный резец. Среди его конструктивных особенностей выделяют:
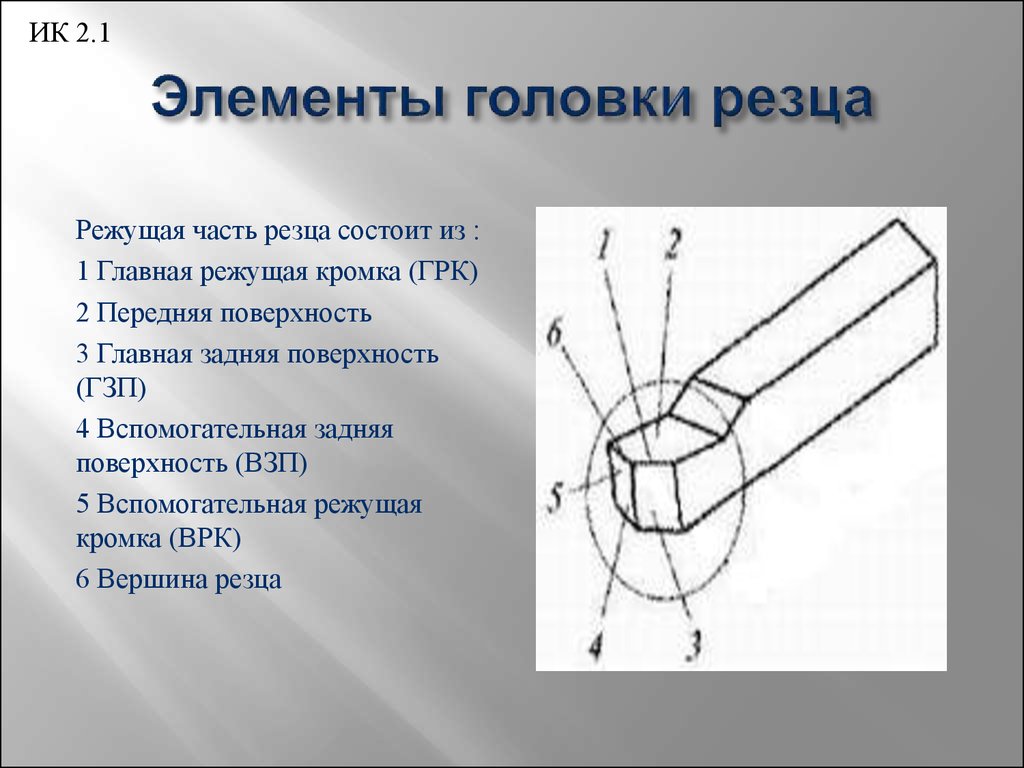
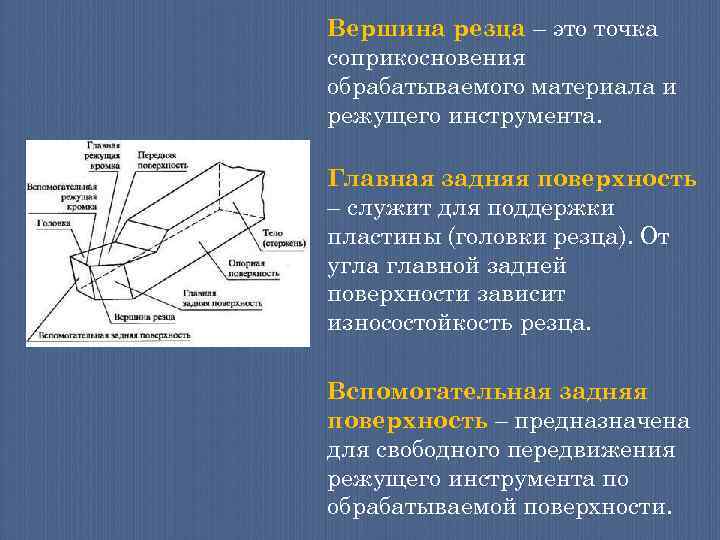
- Рабочую головку (пластину). Именно она соприкасается с обрабатываемым металлом (изделием) и производит его обработку.
- Державку (стержень). Служит для надежного крепления инструмента в резцедержателях.
Головка образована несколькими плоскостями, на стыке которых находятся режущие кромки. Они могут иметь разные углы заточки, влияющие на продолжительность работы без переточки, нагрев, чистоту обработки, усилие и т. д. Выбор угла зависит от типа обработки и характеристик материала будущей детали.
Стержень или державка в поперечном сечении всегда представляют собой прямоугольник или квадрат.
Конструкция токарного резца
Главная режущая кромка может по-разному располагаться к державке. Это влияет на виды резцов, которые могут быть:
- прямыми — у них ось проекции головки и стержня с любого ракурса представляет собой прямую линию,
- отогнутыми — рабочая головка «отгибается» в сторону, что заметно по изогнутой оси проекции в верхнем плане,
- изогнутыми — в боковом виде заметно, что ось проекции детали изогнута,
- оттянутыми — их главные особенности в том, что головки немного уже державок и не совпадают с ними по осям (но бывают модели с одинаковой симметрией).
Разновидности резцов по конструкции
Классификация резцов для токарной обработкиВсе токарные резцы классифицируются в соответствии с действующим ГОСТ 18879-73. Этот государственный стандарт разделяет резцы по отдельным категориям:
- Цельные.
 Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).
Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99). - С напаиваемой твердосплавной пластиной. Из-за оптимальных показателей себестоимости и надежности этот вид инструментов является самым распространенным.
- Со сменной пластиной. Режущая часть изготавливается из металла, имеющего высокие характеристики прочности и твердости. Этот вид резцов наименее востребован в токарной обработке.
 Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).
Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).Основные понятия, касающиеся работы токарного резца, и его главные углы
Еще одна разновидность классификации токарных резцов — по направлению подачи. Она подразделяется на два типа:
- Левые. Подача идет строго слева направо. Чтобы определить этот тип, достаточно положить сверху на резец левую руку. Кромка будет располагаться под большим пальцем.
- Правые. В этом случае подача осуществляется справа налево. Для определения типа нужно, соответственно, положить сверху на резец правую руку. Большой палец должен лечь на режущую кромку!
 Кромка будет располагаться под большим пальцем.
Кромка будет располагаться под большим пальцем.Также резцы отличаются по видам производимых работ. Они бывают:
- для производства обдирочной (черновой или грубой) обработки,
- для получистовых работ (точность выше, чем у черновой),
- для чистовой токарной обработки,
- для мелких (детальных или тонких) операций.
Поделиться в социальных сетях
Токарные резцы – презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Презентация на тему «Токарные резцы»
Существует множество параметров классификации резцов всоответствии с действующими ГОСТ. Согласно
конструктивным особенностям выделяют следующие типы
токарных резцов:
1) Монолитные, в которых режущая головка и державка
являются цельной конструкцией;
2) Сборные, в которых на головке выполнена напайка
пластины из быстрорежущего сплава, обеспечивающая
повышенную эффективность обработки — это один из
наиболее распространенных разновидностей инструмента;
3) Сборные, с механически закрепленной пластиной —
пластину на головке фиксирует болт, в такой конфигурации
выполняются резцы с металлокерамическими пластинами;
4) Регулируемые.
В зависимости от качества обработки токарные резцы делятся на
черновые и чистовые.
 Геометрия чернового инструмента
Геометрия чернового инструментаобеспечивает возможность снятия материала большой толщины и
сохранение твердости при сильном нагреве, возникающем при
высокой скорости обработки. Чистовые аналоги имеют другое
назначение, они нужны для работы на низких оборотах для снятия
небольшой толщины материала.
Также выполняется
классификация инструмента
по направлению подачи,
согласно которой выделяют
правые и левые резцы. Под
направлением подачи
подразумевается сторона, с
которой находится основная
режущая кромка инструмента
в момент, когда его головка
обращена к лицевой части
обрабатываемой детали.
Функциональное назначение — один основных параметров классификации данного
инструмента. В соответствии с назначением токарные резцы делятся на:
1) Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей
рабочего инструмента, предназначены для обточки и обработки торцевых частей
заготовок.
2) Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с
поперечной, так и с продольной подачей.
 Применяются для подрезки торцов,
Применяются для подрезки торцов,обточки, формирования деталей конической и цилиндрической формы.
3) Отрезные, они же конавочные (ГОСТ №18874-73) — монтируются на станки с
поперечной подачей. Используются для резки монолитных кусков металла и
протачивания канавок кольцевой формы.
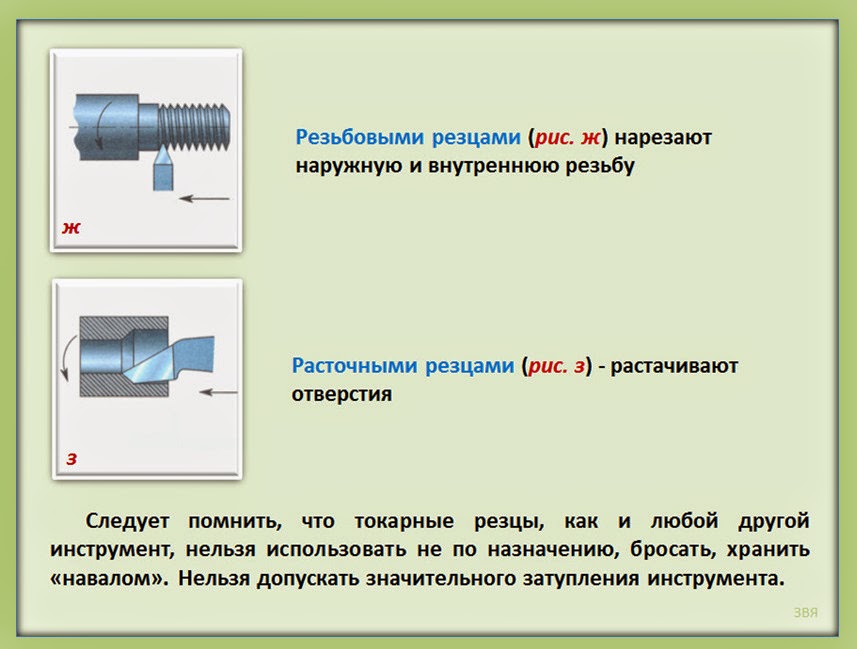
4) Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий
(сквозных и глухих), формирования углублений и выемок.
5) Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и
внутренних фасок.
6) Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического,
дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
5. Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки,можно выделить два основных элемента:
1) Державка, при помощи которой инструмент фиксируется на станке;
2) Рабочая головка, посредством которой выполняется обработка
металла.
3) Рабочую головку инструмента формируют несколько плоскостей, а
материала изготовления заготовки и типа обработки.
 Державка резца
Державка резцаможет быть выполнена в двух вариантах своего поперечного сечения:
квадрат и прямоугольник.
English Русский Правила
Токарные инструменты | Современный механический цех
В токарной обработке используется фиксированная и невращающаяся фреза, поскольку при токарной обработке вместо инструмента вращается заготовка. Токарные инструменты обычно состоят из сменной вставки в корпусе токарного инструмента. Вставка может быть отличительной по ряду признаков, включая форму, материал, покрытие и геометрию. Форма может быть круглой, чтобы максимизировать прочность кромки, ромбовидной, чтобы позволить острию вырезать мелкие детали, квадратной или даже восьмиугольной, чтобы увеличить количество отдельных кромок, которые можно применять по мере того, как одна кромка изнашивается за другой. Материал, как правило, карбид, хотя керамические, металлокерамические или алмазные вставки могут применяться в более сложных условиях. Различные защитные покрытия также помогают этим материалам вставок резаться быстрее и служить дольше.
Почему пластины из CBN без связующего обрабатывают титан быстрее
Новая формула кубического нитрида бора может стать более надежной альтернативой цементированному карбиду, поскольку требования к чистовой обработке становятся все более высокими.
Токарные инструменты: основная литература
Технология режущего инструмента помогает выполнять механическую обработку с минимальными затратами времени
Эти функции могут помочь улучшить стабильность режущего инструмента, стандартизировать производительность резания и продлить срок службы инструмента, позволяя мастерским уверенно работать без присмотра.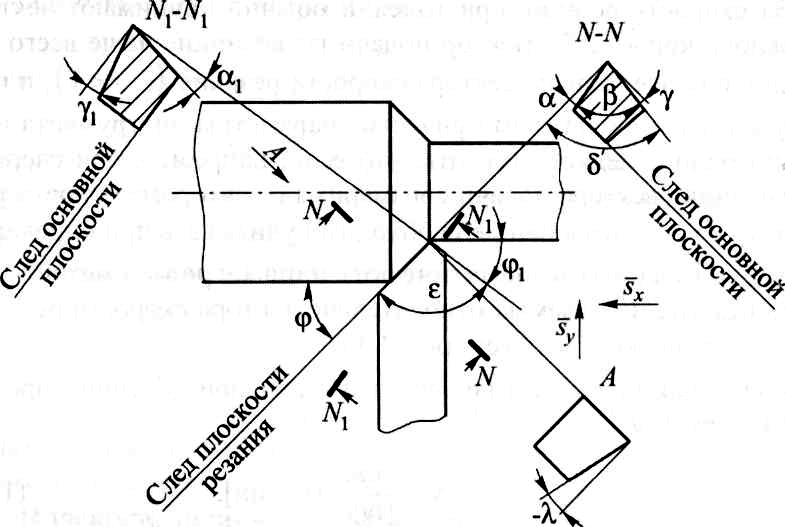
Модулируемая токарная обработка с ЧПУ: как изменение траектории движения инструмента может повысить скорость резания
Исследователи UNCC вводят модуляцию в траекторию инструмента. Стружколомание было целью, но более высокая скорость съема металла является интригующим вторичным эффектом.
Новый процесс токарной обработки позволяет выполнять резку «в обратном направлении»
Методика резки в обоих направлениях на токарном станке с ЧПУ обещает сделать токарную операцию гораздо более продуктивной в некоторых приложениях. Новые типы пластин, управляемые новыми траекториями движения инструмента CAM, являются ключевыми факторами этого развития, но важно реализовать всю многогранную систему как систему.
10 соображений по использованию инструментов для нарезки канавок
Динамика образования и эвакуации стружки делает нарезание канавок при токарной обработке уникальным практически во всех отношениях. Инновационные конструкции пластин и покрытия могут улучшить вашу операцию по нарезанию канавок, но для полного успеха вам следует знать еще кое-что.
Державки токарных станков для отворачивания
Подумайте об «автоматической обработке», и образ в вашем уме, вероятно, будет сложным — то есть какой-то процесс обработки, который зависит от автоматизации больше, чем обычный процесс обработки. Но должна ли работа без присмотра включать в себя эту сложность? Вместо того, чтобы требовать автоматизации, предоставление оператору возможности отойти от станка может быть просто вопросом устранения источников беспокойства, которые удерживают этого оператора.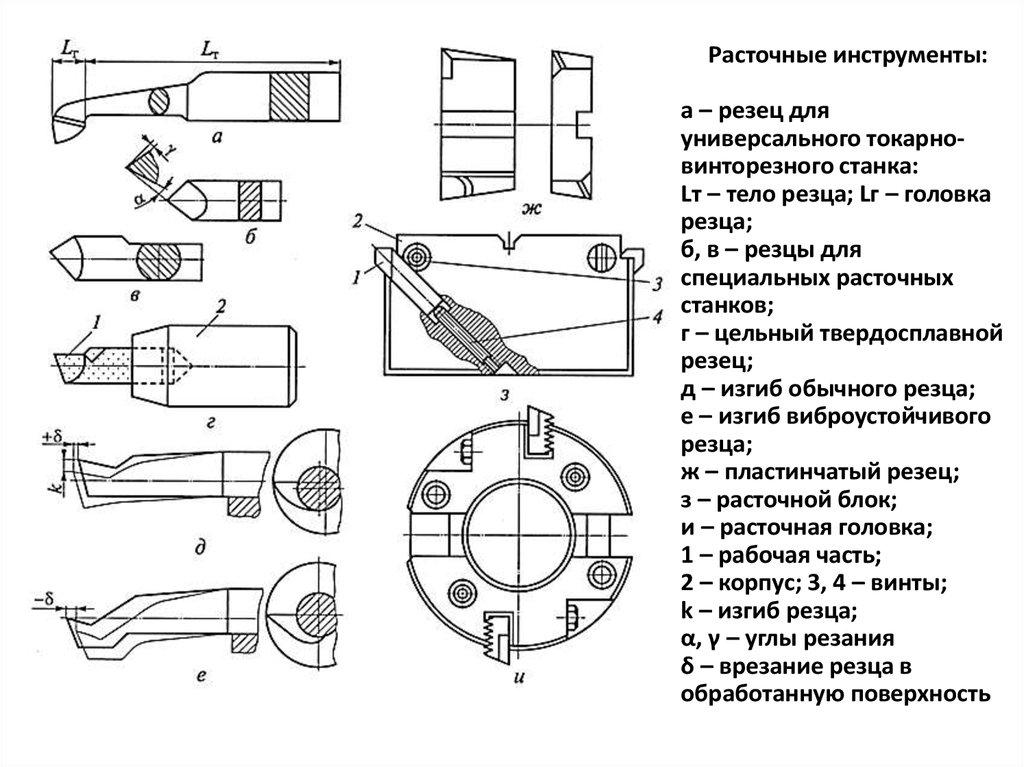
ПОСЛЕДНИЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ Новости и обновления ПОСМОТРЕТЬ ВСЕ ТОКАРНЫЕ ИНСТРУМЕНТЫ СТАТЬИ
Вставки Sumitomo для нарезки канавок обходят помехи
Токарные инструменты Sandvik Coromant позволяют выполнять токарную обработку по оси Y
Tungaloy расширяет ассортимент пластин для нарезания резьбы
Sumitomo предлагает быстросменную систему и стружколом для механической обработки швейцарского типа
Walter представляет новую геометрию токарных пластин
Tungaloy добавляет стружколом к линейке пластин с PVD-покрытием
Tungaloy расширяет линейку инструментов для токарной обработки левосторонними пластинами
Керамический токарный сплав предлагает альтернативу PcBN
Walter представляет новые сплавы пластин для токарной обработки стали
Токарная пластина из кермета обеспечивает максимальную точность размеров
Выбор сплава твердого сплава: руководство
Ceratizit предлагает пластины, оптимизированные для токарной обработки стали
ПОСМОТРЕТЬ ВСЕ СТАТЬИ О ТОКАРНЫХ ИНСТРУМЕНТАХ
Часто задаваемые вопросы: токарные инструменты
Что поворачивается?
Токарная обработка — это процесс удаления материала с наружного диаметра вращающейся заготовки на токарных станках. Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Одноточечные инструменты срезают металл с заготовки (в идеале) на короткие, четкие, легко перерабатываемые стружки.
Источник: Обработка 101: Что такое токарная обработка?
Как затачивать токарные инструменты?
Ранние токарные инструменты представляли собой цельные прямоугольные детали из быстрорежущей стали с передним и задним углами на одном конце. Когда инструмент затуплялся, машинисты затачивали его на шлифовальном станке для повторного использования. Инструменты из быстрорежущей стали по-прежнему широко используются на старых токарных станках, но более популярными стали инструменты из карбида, особенно в виде паяных однолезвийных инструментов. Карбид обладает лучшей износостойкостью и твердостью, что приводит к повышению производительности и срока службы инструмента, но он дороже и требует опыта для повторной заточки.
Источник: Обработка 101: Что такое токарная обработка?
Что такое подача и скорость резания?
Токарная обработка представляет собой сочетание линейного (инструмент) и вращательного (заготовка) движения. Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Таким образом, скорость резания определяется как расстояние вращения (записывается как sfm — поверхностные футы в минуту — или smm — квадратные метры в минуту — пройденные за одну минуту точкой на поверхности детали). Скорость подачи (записывается в дюймах или миллиметрах за оборот) — это линейное расстояние, которое инструмент проходит вдоль или поперек поверхности заготовки. Подача также иногда выражается как линейное расстояние, которое инструмент проходит за одну минуту (дюймы/мин или мм/мин).
Требования к скорости подачи зависят от цели операции. Например, при черновой обработке высокие подачи обычно лучше подходят для максимального съема металла, но требуют высокой жесткости детали и мощности станка. В то же время чистовая токарная обработка может замедлить скорость подачи для получения шероховатости поверхности, указанной на чертеже детали.
Источник: Обработка 101: Что такое токарная обработка?
Что скучно?
Растачивание в основном используется для чистовой обработки больших отверстий с керном в отливках или отверстий в поковках.
Источник: Обработка 101: Что такое токарная обработка?
Что такое шпиндель?
Шпиндель на токарном станке с ременным или прямым приводом. Как правило, шпиндели с ременным приводом представляют собой более старую технологию. Они ускоряются и замедляются с меньшей скоростью, чем шпиндели с прямым приводом, что означает, что время цикла может быть больше. Если вы точите детали малого диаметра, время, необходимое для разгона шпинделя с 0 до 6000 об/мин, имеет большое значение. Фактически, для достижения этой скорости может потребоваться в два раза больше времени, чем при использовании шпинделя с прямым приводом.
При использовании шпинделей с ременным приводом может возникать небольшая неточность позиционирования, поскольку ремень между приводом и датчиками положения создает запаздывание. Со встроенными шпинделями с прямым приводом это не так. Разгон вверх и вниз с помощью шпинделя с прямым приводом происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Разгон вверх и вниз с помощью шпинделя с прямым приводом происходит с высокой скоростью, и точность позиционирования также высока, что является значительным преимуществом при использовании перемещения по оси C на станках с приводным инструментом.
Источник: Покупка токарного станка: шпиндели и задние бабки
Какова функция задней бабки на токарном станке?
Встроенная задняя бабка с числовым программным управлением может быть полезной функцией для автоматизированных процессов. Полностью программируемая задняя бабка обеспечивает большую жесткость и термическую стабильность. Однако отливка задней бабки увеличивает вес машины.
Существует два основных типа программируемых задних бабок — с сервоприводом и с гидравлическим приводом. Задние бабки с сервоприводом удобны, но их вес может быть ограничен. Как правило, гидравлическая задняя бабка имеет выдвижную пиноль с ходом 6 дюймов. Перо также можно удлинить, чтобы поддерживать тяжелую заготовку, и сделать это с большим усилием, чем может применить задняя бабка с сервоприводом.
Источник: Покупка токарного станка: шпиндели и задние бабки
Поставщики токарных инструментов
Сузить по категории токарных инструментов
- Расточные инструменты для токарных станков
- Расточные инструменты
- Инструменты для снятия фаски
- Инструменты для полировки (валик)
- Инструменты для протяжки
- Зенковки/зенковки
- Отрезные инструменты/насадки
- Инструменты для нарезки канавок
- Инструменты для хонингования и притирки
- Зуборезные инструменты
- Сверла
- Сверлильные патроны
- Сверлильные втулки
- Алмазный инструмент
- Оправки (для фрез)
- Развертки
- Пилы
- Инструменты для бритья
- Инструментальные материалы, карбиды
- Инструментальные материалы, керамика
- Инструментальные системы, модульные и/или быстросменные
- Державки
- Системы хранения и обработки инструментов
- Услуги по ремонту инструментов, нанесению покрытий и обработке
- Устройство предварительной настройки инструмента
- Оборудование для кондиционирования инструмента
- Системы контроля состояния инструмента
- Заготовки для инструментов
- Нажмите Драйверы и вложения
- Шлицевые вставки
- Прорезные пилы
- Зубчатый инструмент
- Торцевые токарные станки
- Токарные станки, отрезные
- Токарные станки с циклическим управлением (полу-ЧПУ или «обучаемые»)
- Токарные станки с ручным управлением
- Токарно-фрезерные станки с ЧПУ
- Токарные центры, горизонтальные, ЧПУ
- Токарные центры, перевернутая вертикаль, ЧПУ
- Токарные центры, двухшпиндельный/двухревольверный
- Токарные центры, вертикальные, с ЧПУ
- Инструментальные материалы, керамика
- Инструментальные материалы, карбиды
Живые инструменты часто рассматриваются как нишевое решение, но есть ряд различных процессов, которые улучшаются за счет внедрения живых инструментов.
#Основы
Эли Пласкетт Старший помощник редактора, Modern Machine Shop
Многонаправленное точение с новой концепцией точения
AddMultiTurn от Tungaloy обеспечивает гибкость для токарной обработки внешнего диаметра, торца и профиля в нескольких направлениях, включая метод токарной обработки с высокой подачей (вытягиванием), что позволяет использовать траектории, которые поворачиваются в направлении, противоположном обычному токарному процессу, с более высокими подачами.
Новая токарная система Kennametal имеет восемь режущих кромок на пластину
Утверждается, что токарная система Fix8 от Kennametal повышает производительность тяжелых токарных операций, обеспечивая при этом самые низкие затраты на кромку и снижение сил резания до 15%.
Настольный токарный станок Palmgren выполняет самые разные операции
Новый настольный токарный станок Palmgren размером 9 дюймов × 20 дюймов изготовлен из тяжелого чугуна и, как сообщается, имеет плавную передачу мощности, прецизионную тягу и шарикоподшипники в передней бабке и шпинделе, а также закаленные и шлифованные направляющие.
Увеличитель скорости приводного инструмента способствует сокращению затрат на гравировку
Используя ускоритель Heimatec, предоставленный Platinum Tooling, компания Kurt Machining смогла добиться девятикратной экономии затрат на проект по гравировке алюминия 6060.
#кейс
Новые сплавы для токарной обработки с покрытием от Sumitomo
Eastec 2021: новые сплавы изготовлены из термостойкого цементированного карбида, который, по утверждению Sumitomo, обладает превосходной твердостью и прочностью при высоких температурах.
Обработка 101: Что такое токарная обработка?
Токарная обработка использует токарный станок для удаления материала снаружи вращающейся заготовки, в то время как расточка делает то же самое изнутри вращающейся заготовки.
#Основы
Просмотреть все статьи о токарных инструментах
Типы токарно-режущих инструментов | Sacher CNC
Для изготовления токарных деталей режущий инструмент устанавливается на токарный станок (деревянный/ручной/ЧПУ). Они перемещаются вдоль оси станка, и их траектория определяет окончательную форму заготовки. Существует несколько токарных станков без ЧПУ, и каждый тип имеет уникальные функции и конструкции, которые определяют операции резки и полевые приложения, поддерживаемые токарным станком. Поэтому выбор правильного режущего инструмента требует глубоких знаний. В этой статье представлены популярные токарные инструменты, их конструкция, функции и области применения. Давайте приступим к делу.
Давайте приступим к делу.
Четыре категории типов токарных инструментов
Многие типы режущих инструментов, используемых на токарных станках или станках с ЧПУ, можно разделить на четыре основные категории: материал, работа, конструкция и направление подачи. Ниже приведены различные токарные инструменты, относящиеся к каждой категории.
Класс 1: Режущие инструменты на основе токарных материалов.
Многие материалы подходят для изготовления инструментов, используемых на токарных станках, каждый из которых обладает уникальными свойствами. Поэтому каждый режущий инструмент имеет свойства, основанные на механических свойствах материала. Ниже приведены типичные токарно-режущие инструменты в зависимости от используемого материала.
Инструмент: Быстрорежущая сталь (HSS)
Быстрорежущая сталь содержит такие элементы, как вольфрам, углерод, ванадий и хром. Режущие инструменты из этого материала известны своей исключительной твердостью, долговечностью и износостойкостью/термостойкостью. Кроме того, они имеют высокие скорости, подходящие для черновой и получистовой обработки.
Кроме того, они имеют высокие скорости, подходящие для черновой и получистовой обработки.
Твердосплавные инструменты:
Твердосплавные инструменты
Твердосплавные токарные инструменты твердые и хрупкие. Поэтому они совместимы практически со всеми материалами. Однако они дороги, что ограничивает их использование в производстве деталей.
Алмазный инструмент:
Алмазный
Токарные инструменты из алмазов прочны. Поэтому они подходят для обработки всех материалов. Однако, как и твердосплавные инструменты, они дороги, что ограничивает их промышленное применение.
Обычные инструменты из нитрида бора:
Кубический нитрид бора
Следующим по твердости является кубический нитрид бора. Они прочны, износостойки, подходят для черновой и прерывистой обработки, особенно при обработке чугуна.
Класс 2: Режущие инструменты токарных станков, зависящие от операции
Токарные инструменты также классифицируются в соответствии с операциями механической обработки. Ниже приведены типичные инструменты, используемые в каждом процессе токарной обработки.
Ниже приведены типичные инструменты, используемые в каждом процессе токарной обработки.
– Токарный инструмент: токарные инструменты удаляют материал вдоль заготовки. Это приводит к уменьшению диаметра заготовки. Существует два типа:
– Инструменты для чернового точения: Инструменты для чернового точения — это инструменты для удаления большого количества материала с заготовки за один проход. Вот почему их часто используют для создания аккуратных форм или для подготовки поверхностей к последующим отделочным операциям.
– Чистовые токарные инструменты: чистовые токарные инструменты используются для удаления небольшого количества материала с заготовки для получения гладкой обработанной поверхности.
– Инструмент для снятия фаски: эти токарные инструменты подходят для снятия фаски или создания фасок на кромках. Токарные инструменты также идеально подходят для снятия фаски. Однако они должны располагаться под прямым углом к заготовке. Кроме того, они устаревают при большом угле скоса.
– Инструменты для нарезания резьбы: инструменты для нарезания резьбы помогают создавать спиральные рисунки резьбы на цилиндрических деталях. Обычно угол их угла зависит от предполагаемого угла резьбы. Кроме того, на шаг влияет сечение инструмента.
– Инструменты для отделки: инструменты для отделки используют боковые режущие кромки для удаления тонких слоев материала и получения гладкой поверхности.
– Методы формования инструментов: формовочный инструмент сочетает в себе токарные инструменты и инструменты для обработки канавок для создания сложных форм за один проход. В то время как токарные инструменты могут выполнять ту же работу, формовочные инструменты идеальны, поскольку они повышают точность и сокращают время цикла.
– Инструмент для обработки канавок: эти инструменты используются для обработки канавок в деталях с цилиндрическими поверхностями. Несколько форм канавок зависят от формы токарного станка. Распространены V-образные и квадратные фрезы.
– Расточная оправка; тупой инструмент: расточная оправка – это режущий инструмент, характеризующийся расточной оправкой с режущим инструментом на конце. Поэтому его используют для механической обработки и увеличения диаметра отверстий.
– Инструмент для ухода: инструменты для накатки имеют два или более металлических ролика с рельефным рисунком. Они часто используются для создания углублений в заготовках для повышения их адгезии.
Класс 3: Структурные режущие инструменты для токарных станков
По своей конструкции токарные инструменты в основном делятся на три типа. Это:
Отдельные инструменты
Они изготавливаются из цельного куска материала и имеют определенную форму, размер и геометрию. Поэтому они являются наиболее часто используемыми токарными инструментами из-за их скорости и долговечности.
Режущие инструменты для сварочных станков
Инструмент для сварочных станков: головки и хвостовики этих инструментов изготовлены из различных материалов и соединены друг с другом сваркой. Обычно борта изготавливаются из такого материала, как карбид, известного своей прочностью и долговечностью, тогда как корпус может быть изготовлен из разных металлов. Из-за различий в материалах они обеспечивают меньшую режущую способность, чем монолитные инструменты.
Обычно борта изготавливаются из такого материала, как карбид, известного своей прочностью и долговечностью, тогда как корпус может быть изготовлен из разных металлов. Из-за различий в материалах они обеспечивают меньшую режущую способность, чем монолитные инструменты.
Зажимные инструменты для токарных станков
Состав этих режущих инструментов аналогичен сварочным инструментам. Однако вместо сварочного инструмента создается зажимной токарный инструмент путем размещения вставки (то есть режущего инструмента) на руле. Как правило, зажимные токарные инструменты являются гибкими и взаимозаменяемыми. Поэтому их свойства, такие как прочность и долговечность, зависят от типа вкладыша.
Класс 4: Режущие инструменты для токарных станков, классифицируемые по направлению подачи.
В зависимости от направления подачи токарные инструменты в основном делятся на три типа. К ним относятся:
Инструмент в зависимости от направления подачи
Режущие инструменты правостороннего токарного станка удаляют материал при движении справа налево. Они имеют строение, похожее на человеческую руку. Это связано с тем, что правый большой палец указывает в направлении подачи, а передняя режущая кромка находится с левой стороны инструмента.
Они имеют строение, похожее на человеческую руку. Это связано с тем, что правый большой палец указывает в направлении подачи, а передняя режущая кромка находится с левой стороны инструмента.
Режущие инструменты для левосторонних токарных станков
Эти инструменты удаляют материал, двигаясь слева направо. В соответствии с конструкцией руки человека большой палец левой руки указывает в направлении подачи, а основная режущая кромка находится с правой стороны инструмента.
Режущий инструмент для круговых токарных станков
Эти инструменты могут перемещаться слева направо или справа налево, так как не имеют углов поворота и окружностей. Они подходят для обработки там, где требуется гладкая поверхность.
Примечание. Существуют и другие токарные инструменты для различных целей. Было бы полезно, если бы вы поговорили с профессиональным оператором станков с ЧПУ.
Как правильно выбрать токарный инструмент?
Все мы знаем, что для хорошей работы нужны правильные инструменты. Выбор правильного режущего инструмента для токарного станка очень важен для получения точных результатов обработки заготовки. Вот список способов выбрать правильный режущий инструмент для вашего токарного станка:
Выбор правильного режущего инструмента для токарного станка очень важен для получения точных результатов обработки заготовки. Вот список способов выбрать правильный режущий инструмент для вашего токарного станка:
Покрытие инструмента токарного станка
Покрытия — это материалы, используемые снаружи режущих инструментов для улучшения их механических свойств и эстетики. Они также важны, потому что токарные инструменты с покрытием более долговечны, чем инструменты без покрытия. Как и следовало ожидать, существует ряд покрытий, включая нитрид титана (TiN), карбид титана (TiC) и оксид алюминия, каждое из которых имеет свои свойства.
Материал заготовки
Механические свойства заготовки играют огромную роль при выборе правильного режущего инструмента для токарного станка. Самый простой процесс выбора зависит от твердости, так как твердые материалы можно обтачивать только твердыми инструментами или инструментами без покрытия. Это предотвратит сколы инструмента во время обработки.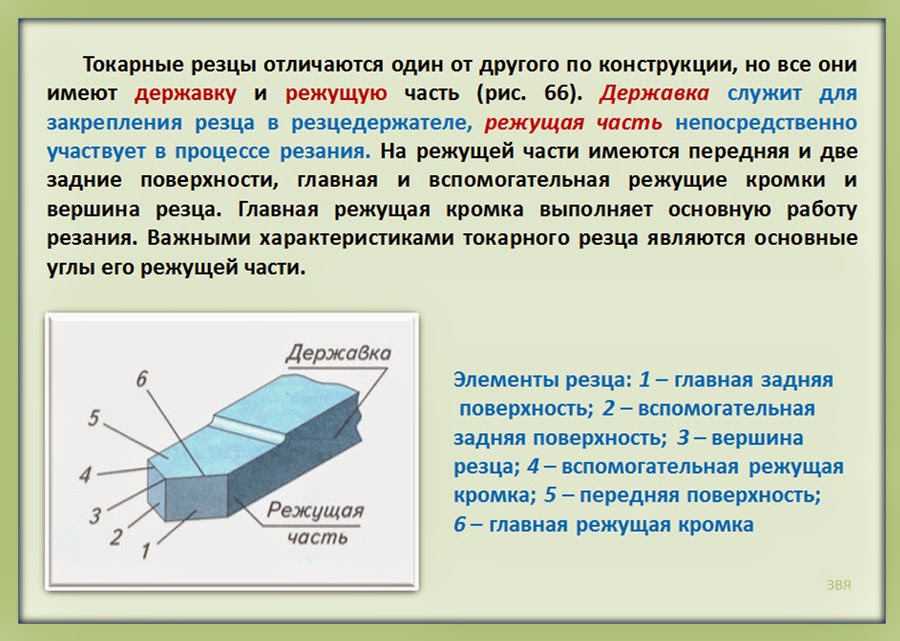 Например, инструменты из алмаза и нитрида бора известны своей прочностью и пригодностью для обработки твердых материалов.
Например, инструменты из алмаза и нитрида бора известны своей прочностью и пригодностью для обработки твердых материалов.
Требуемый тип токарной операции
Каждая токарная операция требует определенного набора навыков и инструментов. Поэтому убедитесь, что вы выбрали правильный инструмент для операции. Например, токарные инструменты используются для удаления материала вдоль заготовки. Однако они не подходят для формовочных процессов. Еще одно соображение касается направления резки.
Требуемая форма детали
Форма инструмента и детали также должны учитываться при выборе инструмента. Например, при токарных операциях мы можем использовать прямоугольные токарные инструменты, чтобы придать материалу кубическую форму.
Токарный инструмент в сборе
Хотя функции и области применения токарных станков имеют различную конструкцию, все они имеют некоторые стандартные детали. Ниже приведены детали, общие для каждого токарного станка.
Детали токарных станков:
- Сухой – Эта деталь крепится к токарному станку. Это самая толстая часть инструмента, в основном прямоугольная в поперечном сечении.
- Торец — это часть режущего инструмента токарного станка, куда стекает стружка во время токарных операций
- Крыло — это часть, которая противостоит и взаимодействует с заготовка. Он может быть больше или меньше и образует режущую кромку со стороной режущего инструмента.
- Пионер новелла – эта деталь отвечает за режущее действие инструмента. Режущая кромка зависит от инструмента. Например, одноточечный инструмент будет иметь две режущие кромки и может использовать две режущие поверхности.
- Лезвие ножа – это основные и боковые режущие кромки. Его кривизна добавляет прочности, долговечности и возможности делать более плавные разрезы.
- Передний угол — это поверхность инструмента и линия, перпендикулярная корпусу. Он определяет направление потока стружки.
- Боковой задний угол – если смотреть спереди, боковой задний угол представляет собой угол, образованный основным хвостовиком с поверхностью хвостовика, перпендикулярной основанию режущего инструмента. Он предотвращает трение центрального хвостовика о заготовку.
- Окончательный задний угол – если смотреть сбоку, это угол, образованный передней кромкой оправки с линией, перпендикулярной основанию инструмента. Это предотвращает трение меньшей стороны о заготовку.
- Задний передний угол — это угол между торцом и плоскостью, параллельной основанию. Большой передний угол увеличивает остроту, но снижает прочность и наоборот.
- Угол конечной режущей кромки — это угол, образованный последней режущей кромкой с линией, перпендикулярной корпусу инструмента и касательной к вершине. Предотвращает касание инструмента поверхностью заготовки.
- Угол боковой режущей кромки – угол, который образует боковая режущая кромка с линией, параллельной корпусу инструмента. Поэтому он играет жизненно важную роль в силе резания и толщине стружки при токарных операциях.
 Это самая толстая часть инструмента, в основном прямоугольная в поперечном сечении.
Это самая толстая часть инструмента, в основном прямоугольная в поперечном сечении. Он предотвращает трение центрального хвостовика о заготовку.
Он предотвращает трение центрального хвостовика о заготовку.Операции с режущим инструментом – операции для токарных инструментов
Доступные операции режущего инструмента для токарного станка.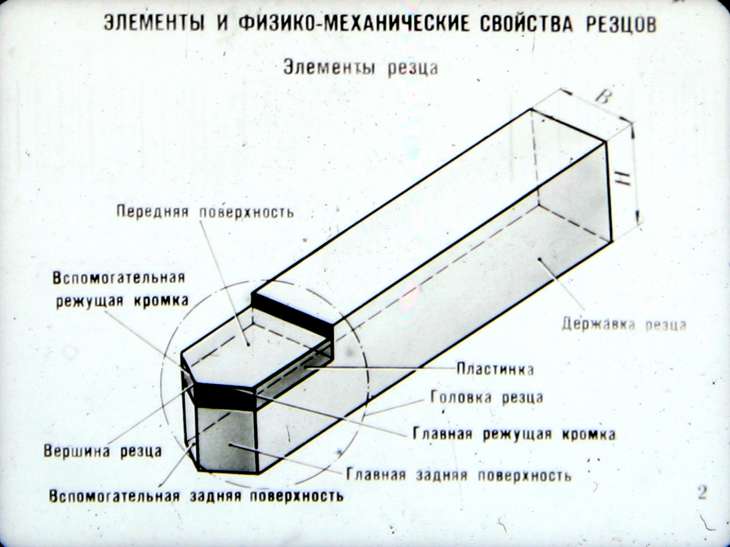 Токарный станок может выполнять различные операции. Ниже приведены наиболее распространенные операции с режущим инструментом, которые можно выполнять на заготовке.
Токарный станок может выполнять различные операции. Ниже приведены наиболее распространенные операции с режущим инструментом, которые можно выполнять на заготовке.
Токарная обработка
Это наиболее распространенная операция обработки режущим инструментом. Он включает в себя создание цилиндрической детали с точной геометрией путем удаления лишнего материала с заготовки. Вообще говоря, эта операция может быть автоматизирована в случае токарной обработки с ЧПУ или вручную, как и в случае других токарных операций.
Операция торцевания
Эта операция резки включает в себя уменьшение длины заготовки для формирования желаемых деталей. Он заключается в том, чтобы с помощью режущего инструмента отрезать кусок перпендикулярно.
Операция снятия фаски
Включает создание скошенной поверхности на цилиндрической кромке заготовки. Он применяется для уменьшения повреждений острых краев.
Накатка
Фрезерование включает использование двух или более металлических роликов для создания рельефных узоров на цилиндрической заготовке.