Разновидности токарных резцов
Токарный резец — это самый универсальный и распространенный металлорежущий инструмент. С его помощью можно обрабатывать разные виды поверхностей и нарезать резьбу, долбить, строгать и т. д. Именно резец придает форму будущей детали и от него зависит качество ее обработки!
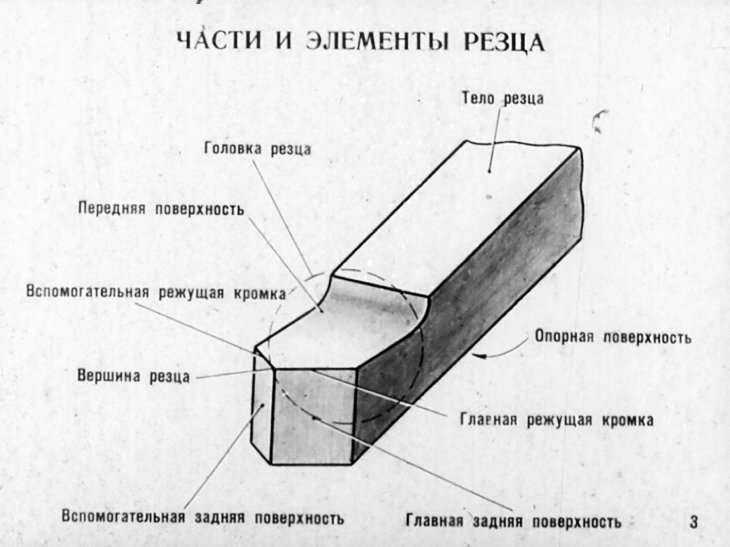
Конструкция токарного резцаОсновным инструментом токарной обработки принято считать токарный резец. Среди его конструктивных особенностей выделяют:
- Рабочую головку (пластину). Именно она соприкасается с обрабатываемым металлом (изделием) и производит его обработку.
- Державку (стержень). Служит для надежного крепления инструмента в резцедержателях.
Головка образована несколькими плоскостями, на стыке которых находятся режущие кромки. Они могут иметь разные углы заточки, влияющие на продолжительность работы без переточки, нагрев, чистоту обработки, усилие и т. д. Выбор угла зависит от типа обработки и характеристик материала будущей детали.
Стержень или державка в поперечном сечении всегда представляют собой прямоугольник или квадрат.
Конструкция токарного резца
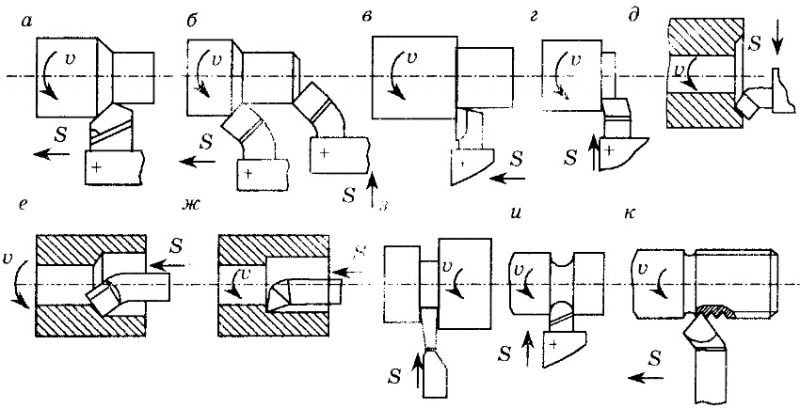
Главная режущая кромка может по-разному располагаться к державке. Это влияет на виды резцов, которые могут быть:
- прямыми — у них ось проекции головки и стержня с любого ракурса представляет собой прямую линию,
- отогнутыми — рабочая головка «отгибается» в сторону, что заметно по изогнутой оси проекции в верхнем плане,
- изогнутыми — в боковом виде заметно, что ось проекции детали изогнута,
- оттянутыми — их главные особенности в том, что головки немного уже державок и не совпадают с ними по осям (но бывают модели с одинаковой симметрией).
Разновидности резцов по конструкции
Классификация резцов для токарной обработкиВсе токарные резцы классифицируются в соответствии с действующим ГОСТ 18879-73. Этот государственный стандарт разделяет резцы по отдельным категориям:
- Цельные.
 Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).
Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99). - С напаиваемой твердосплавной пластиной. Из-за оптимальных показателей себестоимости и надежности этот вид инструментов является самым распространенным.
- Со сменной пластиной. Режущая часть изготавливается из металла, имеющего высокие характеристики прочности и твердости. Этот вид резцов наименее востребован в токарной обработке.
 Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).
Изготавливаются из одного вида металла. Наиболее распространенной является легированная стать (в нее добавляют определенные элементы). Может иметь разные характеристики, в зависимости от целей использования. Гораздо реже используется высокоуглеродистая или инструментальная сталь (ГОСТ 1435-99).Основные понятия, касающиеся работы токарного резца, и его главные углы
Еще одна разновидность классификации токарных резцов — по направлению подачи. Она подразделяется на два типа:
- Левые. Подача идет строго слева направо. Чтобы определить этот тип, достаточно положить сверху на резец левую руку. Кромка будет располагаться под большим пальцем.
- Правые. В этом случае подача осуществляется справа налево. Для определения типа нужно, соответственно, положить сверху на резец правую руку. Большой палец должен лечь на режущую кромку!
 Кромка будет располагаться под большим пальцем.
Кромка будет располагаться под большим пальцем.Также резцы отличаются по видам производимых работ. Они бывают:
- для производства обдирочной (черновой или грубой) обработки,
- для получистовых работ (точность выше, чем у черновой),
- для чистовой токарной обработки,
- для мелких (детальных или тонких) операций.
Поделиться в социальных сетях
виды (упорный, прямой, отогнутый), маркировка
Резцов для токарных работ много. Один из простых — проходной. Работает с цилиндрическими и коническими деталями. Ими можно торцевать и снимать фаску.
Содержание:
- 1 Виды и назначение
- 1.1 Прямой
- 1.2 Отогнутые
- 1.3 Упорные
- 1.4 Сборные
- 2 Основные размеры и особенности геометрии резца
- 3 Маркировка и производители
- 4 Критерии выбора
- 4. 1 Госстандарты на инструмент
- 4.2 Основные режимы резания
- 4.
- 5 Правила работы с инструментом и способы заточки резцов
 1 Госстандарты на инструмент
1 Госстандарты на инструментВиды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Читайте также: как выглядят резцы токарные алмазные для токарного станка
Прямой
Используют для резки конических и цилиндрических деталей.
Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Читайте также: резцы токарные
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Основные размеры и особенности геометрии резца
Высота, мм | Ширина, мм | Длина, мм |
|---|---|---|
16 | 10 | 110 |
20 | 12 | 120 |
25 | 16 | 140 |
25 | 20 | 170 |
32 | 25 | 170 |
40 | 25 | 200 |
40 | 32 | 240 |
40 | 40 | 240 |
50 | 40 | 240 |
50 | 50 | 240 |
Передняя поверхность скошена — для удаления продуктов резания.
Маркировка и производители
Маркировку наносят сбоку. Она указывает марку твердого сплава или быстрореза. Надпись: Т15К6. Литера Т — карбид титана. Цифра 15 — процент карбида титана, К6 — шесть процентов кобальта.
У быстрорезов после Р — процент вольфрама. Ф — ванадий, М — молибден.
Производители:
- Свердловский инструментальный завод (СИЗ).
- Ижевский инструментальный завод (ИИЗ).
- Храпуновский инструментальный завод (ХИЗ).
- ООО «Мелитополь инструмент».
- ООО «ЦЗЫГУН — Твердосплав».
- ARNO FREDERICHS AFC — Германия.
Критерии выбора
Тип резца и марку указывают в техпроцессе на обработку детали.
Госстандарты на инструмент
- Проходные упорные быстрорежущие — ГОСТ 18870-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18879-73.
- Проходные отогнутые быстрорежущие — ГОСТ 18868-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18877-73.
- Проходные прямые быстрорежущие ГОСТ — 18869-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18878-73.
- Сборные резцы ГОСТ — 26611-85.

Читайте также: токарный ТВ-4, обзор.
Основные режимы резания
Резцы черновой резки запрещено применять в чистовых работах и наоборот.
Сначала делают предварительную работу: снимается до 5–8 миллиметров в несколько проходов. Чистовая — для соблюдения точных размеров детали. Толщина среза — десятые и сотые доли миллиметра. Режимы обработки задаются в технологической карте.
Правила работы с инструментом и способы заточки резцов
Надо ясно представлять, для каких резец целей, режимы его работы. Важна стоимость инструмента.
Главное — стойкость резца, зависящая от материала его лезвия и углов заточки. Резцы со сменными пластинами имеют лучшие характеристики, но при выходе из строя пластинки она снимается и меняется целиком.
Быстрорежущие и напаянные резцы удобнее, т. к. износ ведет только к переточке. Форму режущей кромки можно задать любую. Резец надо точно выставить по главной оси станка в перпендикулярном и параллельном направлениях.
Режущая кромка ставится напротив оси вращения. Для подстройки высоты нужны пластины из мягкой стали разной толщины, их подкладывают под основание резца. Важна жесткая фиксация резца прижимными болтами.
На наждаке ставятся круги из электрокорунда и карбида кремния. Первый — для стали, второй — для твердого сплава. Сначала точится задняя поверхность, потом передняя. Доводку делают в местах их прилегания к режущей кромке.
Доводка — на станке с малым биением. Круг применяют эльборовый или алмазный. Чем чище доведена режущая кромка, тем выше стойкость.
Проходные резцы — самый ходовой токарный инструмент.
 youtube.com/embed/rNNdRK-3ahI” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/rNNdRK-3ahI” frameborder=”0″ allowfullscreen=”allowfullscreen”> Поделиться в социальных сетях
Turn with Right Tool
Новейшие на рынке отрезные и врезно-токарные инструменты позволяют станочникам выполнять несколько операций на токарном станке без ущерба для производительности инструмента и частой смены инструмента.
Столкнувшись с операциями по отрезке или обработке канавок и точению, оператор обычно не использует инструмент, специально предназначенный для этой работы. Чтобы отделить заготовку, заготовку или другую заготовку от исходной заготовки, слесарь, вероятно, выберет паяный инструмент или сменную пластину, не предназначенную для отрезания. Когда нарезание канавок и точение сочетаются, оператор может попытаться сделать и то, и другое с помощью сменной пластины, предназначенной только для точения или только для нарезания канавок.
Использование режущего инструмента для выполнения задачи, отличной от той, для которой он предназначен, может быть обычной практикой, позволяющей избежать смены инструмента между токарными операциями, но это снижает производительность инструмента.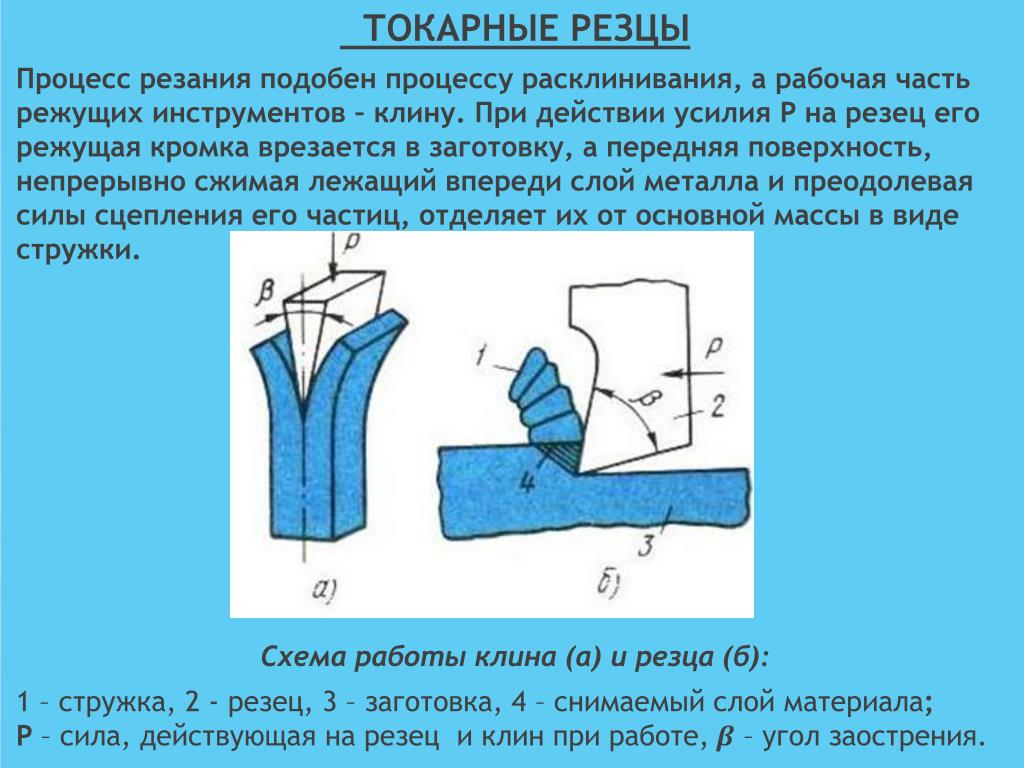 Производители инструментов разработали сменные пластины, специально предназначенные для отрезных и токарно-врезных пластин, способных как нарезать канавки, так и точить. Когда эти инструменты используются надлежащим образом, результаты превосходят все, что возможно с помощью подручных средств.
Производители инструментов разработали сменные пластины, специально предназначенные для отрезных и токарно-врезных пластин, способных как нарезать канавки, так и точить. Когда эти инструменты используются надлежащим образом, результаты превосходят все, что возможно с помощью подручных средств.
Инструменты для резки
Операции по резке на токарном станке не так просты, как может показаться. Они требуют узкоспециализированных, тщательно спроектированных инструментов. Сменные отрезные инструменты были разработаны для эффективного и точного отделения деталей от более крупных заготовок или для отделения идентичных деталей друг от друга. Эти инструменты можно использовать вместо отдельной операции распиловки или с загрузчиками.
Выбор инструмента правильной ширины является ключом к успешной операции резки. Чтобы обеспечить достаточную стабильность, большинство отрезных вставок имеют ширину не менее 0,062 дюйма. Более узкая вставка расходует меньше материала и может даже позволить производить несколько больше деталей на стержень. Однако, если ширина вставки уменьшена, ширина его опорное лезвие также должно быть уменьшено, потому что лезвие всегда должно быть уже, чем вставка для зазора.К сожалению, по мере того, как лезвие сужается, оно становится менее жестким.Поэтому важно выбрать вставку и держатель достаточно широкими, чтобы предложить достаточная жесткость, не обязательно самый узкий доступный инструмент.
Однако, если ширина вставки уменьшена, ширина его опорное лезвие также должно быть уменьшено, потому что лезвие всегда должно быть уже, чем вставка для зазора.К сожалению, по мере того, как лезвие сужается, оно становится менее жестким.Поэтому важно выбрать вставку и держатель достаточно широкими, чтобы предложить достаточная жесткость, не обязательно самый узкий доступный инструмент.
Хотя конструкции державок для отрезных пластин варьируются от производителя к производителю, существуют два основных типа — цельный хвостовик и лезвие (рис. 1). Тип держателя с цельным хвостовиком представляет собой небольшую вариацию стандартного держателя. Он имеет стандартный хвостовик с гнездом для вставки на одном конце для удержания вставки. Держатель может иметь завинчивающийся верхний зажим или пружинное зажимное устройство. Стиль с цельным хвостовиком более жесткий, чем стиль с лезвием. Однако диаметр детали, которую можно отрезать с помощью цельного хвостовика, ограничен тем, какая часть ее головки была снята для зазора. Стиль лезвия – менее дорогой, более универсальный держатель. Обычно в нем используется зажим с усилием пружины, и он помещается в блок инструментов, который крепится к станку. Держатели лезвийного типа могут быть выполнены в виде инструментов с двумя концами, что вдвое увеличивает срок службы лезвия.
Стиль лезвия – менее дорогой, более универсальный держатель. Обычно в нем используется зажим с усилием пружины, и он помещается в блок инструментов, который крепится к станку. Держатели лезвийного типа могут быть выполнены в виде инструментов с двумя концами, что вдвое увеличивает срок службы лезвия.
Базовая форма отрезной пластины не сильно меняется от производителя к производителю, но дизайн пластин зависит от типа зажима держателя. В отличие от большинства токарных пластин, в которых используются привинчиваемые верхние зажимы, в отрезных пластинах используется пружинный зажим. Наиболее распространенным типом является самоблокирующаяся односторонняя пластина, но в настоящее время на рынке представлены такие варианты, как двухсторонние пластины и пластины со сквозным подводом СОЖ.
Производители пластин разработали широкий ассортимент сплавов почти для всех материалов, используемых при отрезании. В то время как пластины из карбида с покрытием и без покрытия являются наиболее популярными сплавами, передовые технологии позволили использовать керметы во все большем количестве операций по отрезке. Твердосплавные пластины с многослойным покрытием и металлокерамические пластины с высоким содержанием азота были разработаны специально для отрезания и обработки канавок.
Твердосплавные пластины с многослойным покрытием и металлокерамические пластины с высоким содержанием азота были разработаны специально для отрезания и обработки канавок.
Рис. 1: Держатели пластин с лезвием и цельным хвостовиком для отрезания.
Погружные инструменты
Внедрение погружных инструментов позволило пользователям выполнять несколько задач без необходимости менять инструменты между операциями или пытаться обойтись инструментом, предназначенным только для одна из задач. В дополнение к нарезанию канавок и токарной обработке плунжерно-токарные инструменты предназначены для обратного точения, торцовки и торцевой обработки канавок.
Когда токарно-погружной инструмент используется в приложении, для которого ранее требовалось два или три обычных инструмента, необходимо изменить траектории инструмента, глубину резания (DOC) и скорость подачи. Однако, поскольку один инструмент может выполнять несколько операций, эти инструменты обладают многими преимуществами по сравнению с обычными инструментами. Инструментальное пространство на револьверной головке доступно для специальных инструментов. Инвентарь в наборе инструментов уменьшен, а время установки сохранено. При токарной обработке этими инструментами достигается лучшее качество поверхности, поскольку пластина действует как зачистная лыска.
Инструментальное пространство на револьверной головке доступно для специальных инструментов. Инвентарь в наборе инструментов уменьшен, а время установки сохранено. При токарной обработке этими инструментами достигается лучшее качество поверхности, поскольку пластина действует как зачистная лыска.
Конструкции держателей для токарно-погружных пластин варьируются от производителя к производителю, но большинство из них представляют собой типы с цельным хвостовиком и каким-либо завинчивающимся верхним зажимом. Одна конструкция включает зажимную поверхность в форме буквы «V» сверху и снизу для центрирования пластины и обеспечения более жесткого зажима. Это позволяет инструменту обрабатывать в трех направлениях. При точении токарно-погружными инструментами держатели спроектированы таким образом, чтобы отклоняться на небольшую величину, обеспечивая зазор, который снижает силы резания.
Геометрия пластин отличается не только конструкцией держателя. Доступны односторонние, двухсторонние, с полным радиусом переднего конца, с передним углом наклона и с торцевыми канавками. Хотя каждая геометрия предназначена для определенной операции, такой как создание закругленных канавок или глубоких канавок, все они имеют возможность врезания и поворота. Поэтому требуется меньше инструментов по сравнению с обычными методами.
Хотя каждая геометрия предназначена для определенной операции, такой как создание закругленных канавок или глубоких канавок, все они имеют возможность врезания и поворота. Поэтому требуется меньше инструментов по сравнению с обычными методами.
Сплавы пластин для обработки канавок и токарной обработки аналогичны используемым для отрезания. Твердосплавные пластины с покрытием являются наиболее популярными, также доступны твердосплавные пластины с многослойным покрытием. Сплавы из кермета также подходят для врезных и токарных операций.
Требования к механической обработке
Состояние токарного станка оказывает непосредственное влияние на характеристики отрезного и токарно-врезного инструмента. Машина должна иметь достаточную жесткость и мощность, чтобы предотвратить вибрацию и дребезжание. Станки с ЧПУ предпочтительнее из-за их точных движений. Крепление должно быть максимально жестким. Загрузчик должен быть в хорошем состоянии, потому что шлепки прутка отрицательно сказываются на сроке службы инструмента. Станок должен обеспечивать обильный непрерывный поток охлаждающей жидкости к режущей кромке пластины. Это особенно важно для операций отключения, при которых выделяется много тепла.
Станок должен обеспечивать обильный непрерывный поток охлаждающей жидкости к режущей кромке пластины. Это особенно важно для операций отключения, при которых выделяется много тепла.
Правильный выбор отрезных и токарно-врезных инструментов также имеет решающее значение. Во-первых, выберите подходящий тип держателя вставки в зависимости от требований к станку и заготовке. Для обрезки общее эмпирическое правило состоит в том, чтобы использовать инструмент, который имеет режущую способность (макс. наружный диаметр) чуть больше диаметра, который необходимо отрезать; другими словами, инструмент с минимально возможным вылетом. Этот выступ лучше регулируется для державки с лезвием, чем для держателя с цельным хвостовиком. Для обработки канавок и токарной обработки выберите державку с максимальной жесткостью и самым большим хвостовиком.
Следующим шагом является выбор ширины пластины и стороны. Для обрезки более узкая вставка расходует меньше материала, но она должна быть достаточно жесткой.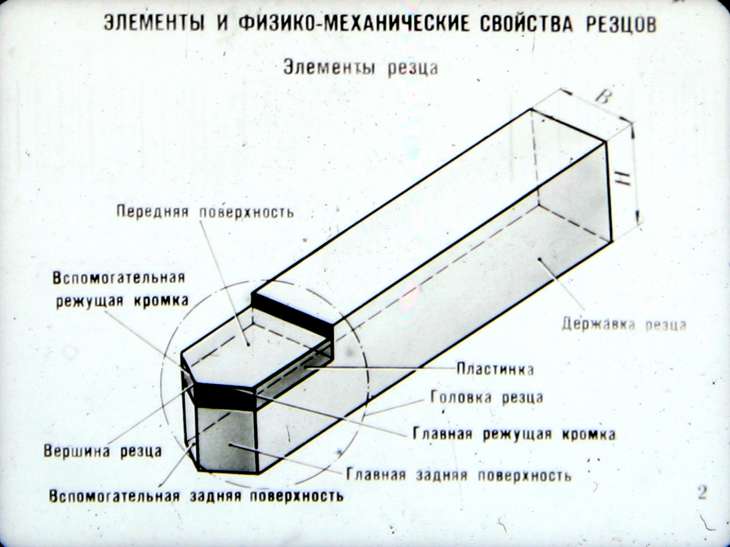 Для нарезания канавок и последующего точения одним и тем же инструментом выберите максимально допустимую ширину пластины. Рука отрезной пластины влияет на срок службы инструмента и качество детали. В большинстве случаев отрезания нейтральная пластина обеспечивает наилучшую стойкость инструмента. Однако вставка с ручным управлением оставит заусенец или утолщение меньшего размера и может исключить вторичные операции. Затем определите подходящий сплав пластины для применения.
Для нарезания канавок и последующего точения одним и тем же инструментом выберите максимально допустимую ширину пластины. Рука отрезной пластины влияет на срок службы инструмента и качество детали. В большинстве случаев отрезания нейтральная пластина обеспечивает наилучшую стойкость инструмента. Однако вставка с ручным управлением оставит заусенец или утолщение меньшего размера и может исключить вторичные операции. Затем определите подходящий сплав пластины для применения.
При установке инструмента убедитесь, что держатель или лезвие перпендикулярны центральной линии заготовки. Для операций обрезки проверьте высоту резания пластины; он должен быть на 0,006–0,008 дюйма выше центра. Если возможно, установите держатель вверх дном, чтобы облегчить удаление стружки.
Для правильного и наиболее эффективного использования отрезных и токарно-врезных инструментов важно правильно определить скорость резания и скорость подачи. В Таблице 1 показаны рекомендуемые скорости и подачи для различных операций отрезания.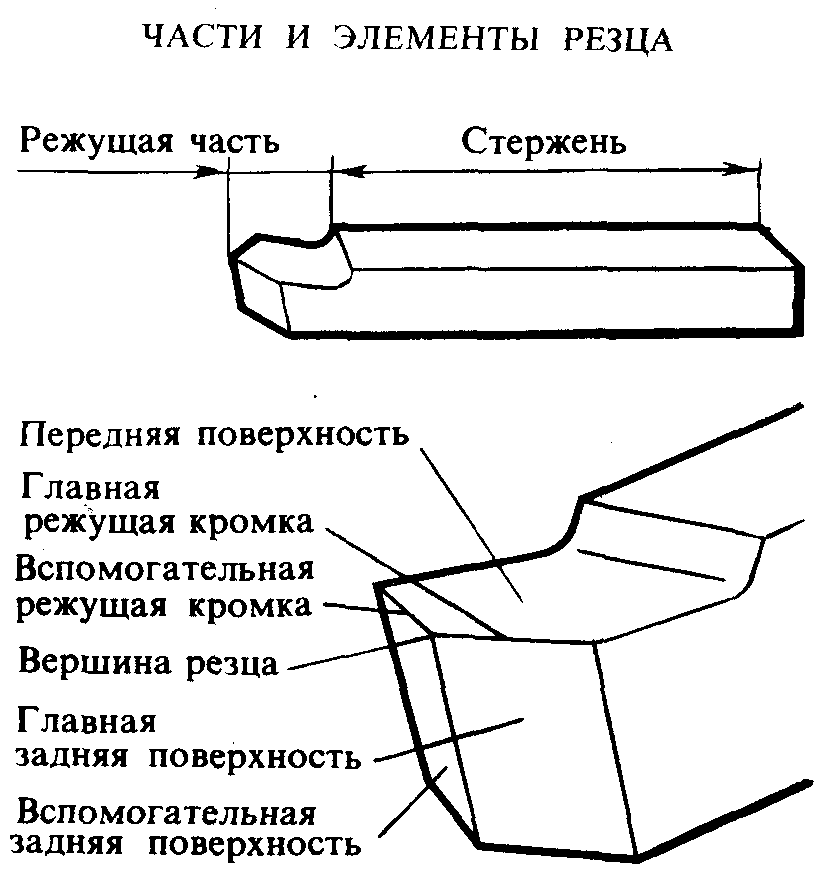 В случае сомнений используйте скорость от 70% до 80% от рекомендованной для токарной обработки и подачу 0,004 дюйма на об/мин. После того, как инструмент прорезал до точки, где диаметр детали равен ширине пластины, уменьшите скорость подачи до 0,002 дюйм/об или меньше.
В случае сомнений используйте скорость от 70% до 80% от рекомендованной для токарной обработки и подачу 0,004 дюйма на об/мин. После того, как инструмент прорезал до точки, где диаметр детали равен ширине пластины, уменьшите скорость подачи до 0,002 дюйм/об или меньше.
Таблица 1: Рекомендации по станку для отрезания со сменными отрезными инструментами.
В Таблице 2 и Таблице 3 рекомендуются скорости и подачи для обработки канавок и токарной обработки токарно-врезными инструментами. Для этих операций важно определить правильную скорость подачи и DOC для используемой пластины и державки. Не превышайте рекомендованную производителем максимальную нагрузку на вставку.
Перед выполнением операции отрезания или врезания и токарной обработки просмотрите траектории инструмента и программирование. При отрезке режьте как можно ближе к патрону и никогда не отрезайте от центра. Убедитесь, что поток охлаждающей жидкости направлен прямо на режущую кромку и поток достаточен. СОЖ, нанесенная как на верхнюю, так и на нижнюю часть режущей пластины, продлевает срок службы инструмента.
СОЖ, нанесенная как на верхнюю, так и на нижнюю часть режущей пластины, продлевает срок службы инструмента.
Таблица 2: Рекомендации по станку для нарезания канавок погружным токарным инструментом.
Таблица 3: Рекомендации по станкам для токарной обработки погружными инструментами.
При отрезании или нарезании канавок и точении будьте осторожны, чтобы не протолкнуть пластину до отказа. Из-за конструкции держателя отказ вставки приведет к повреждению держателя. Очевидно, что замена вставки более рентабельна, чем замена вставки и держателя. При индексации вставки проверьте гнездо для вставки на наличие заусенцев или мусора. Если гнездо для вкладыша повреждено, держатель необходимо индексировать или заменить.
Со всеми последними разработками в области сменных пластин операторы могут запутаться, какой инструмент использовать. Технологические достижения в области сплавов пластин, особенно керметов, сделали сменные пластины более подходящими для операций отрезания и врезания и токарной обработки.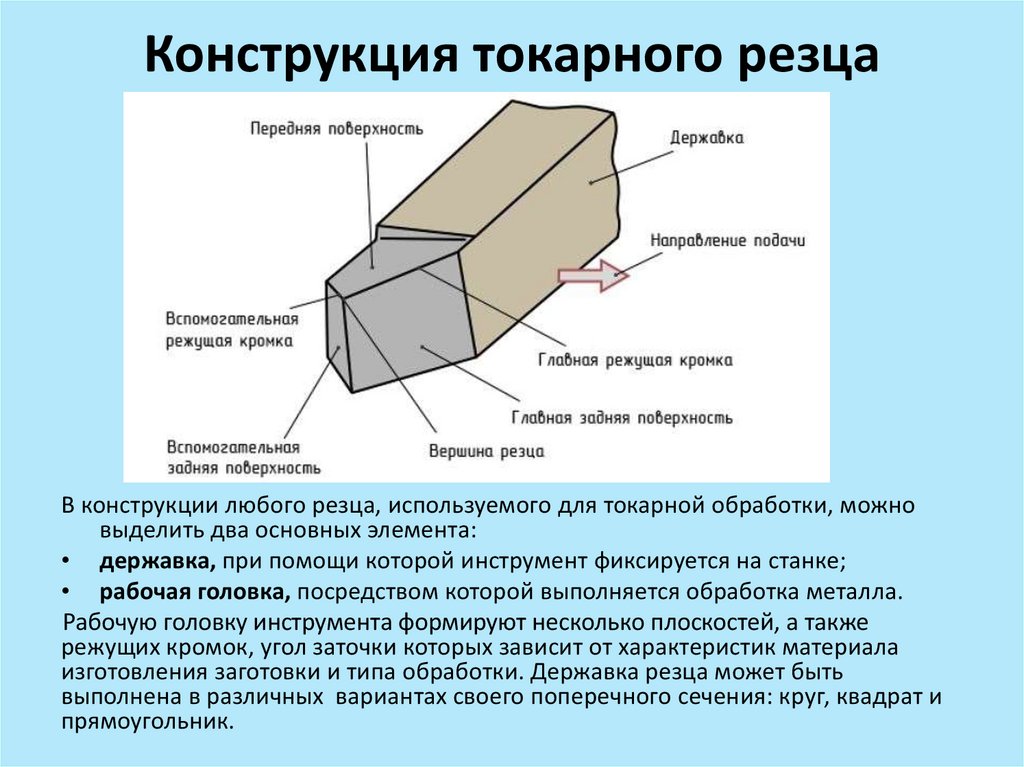 Конструкции пластин позволяют отрезным инструментам использовать преимущества пружинного зажима и погружных инструментов для выполнения различных операций. Эти усовершенствованные сплавы и конструкции сменных пластин не должны смущать операторов, а облегчают их работу и требуют меньше времени.
Конструкции пластин позволяют отрезным инструментам использовать преимущества пружинного зажима и погружных инструментов для выполнения различных операций. Эти усовершенствованные сплавы и конструкции сменных пластин не должны смущать операторов, а облегчают их работу и требуют меньше времени.
Об авторе
Брент Линдси (Brent Lindsey) — инженер по применению в Техническом центре Ceratip компании Kyocera Industrial Ceramics Corp., Mountain Home, Северная Каролина.
Токарные инструменты – держатели инструментов
Главная
О
Продукция
Ваша учетная запись
Запрос каталога
Контакт
Инструменты для протяжки
и держатели
Заготовки для инструментов
Вставки быстрых изменений
Формирование и бритье
ОТКРЫТИЕ ОТКРЫТИЯ
TAPPANG & REAMING
Swiss Tooling
Collets и
Collet Pucks
Tanksh Инструменты
Каталог Max-Bar
6 мм I.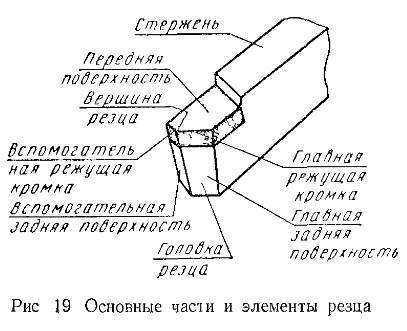
Инструмент для вставок
8 мм I.C. Алмазная вставка
1/2″ Внутренний диаметр Алмазная вставка
Инструмент с треугольной вставкой 3/8″ I.C. (диаметр стержня до 10 мм)
1/2″ I.C. Треугольные пластины (диаметр прутка до 16 мм)
Треугольные пластины 5/8″ I.C. (диаметр прутка до 20 мм)
Профилирование
Обработка торцевых канавок
и Uni-Max
0 Приводной инструмент3
РАЗВЕРНУТЬ ПОЛНОЕ МЕНЮ ПРОДУКТА
Запросите бесплатный каталог по почте
Посмотреть наш каталог в формате PDF
Держатели инструментов
Свернуть все | Расширить все
- Токарная обработка
- Вставка Tangi-Square, роликовая спинка и балансировочный токарный инструмент
- Пластина Tangi-Square, держатели насадок для правостороннего точения
Swiss Tooling / Max-Bar
Свернуть все | Расширить все
- Твердосплавная вставка Swiss Tooling / Max-Bar
- Каталог Max-Bar
- Пластины Max-Bar – рекомендуемые скорости и подачи Серия
- 6 мм IC Алмаз
- Токарные резцы/вставки
- Профилирующие инструменты/вставки
- Инструменты для обработки торцевых канавок / пластины
- Универсальные алмазные бруски/вставки
Серия - 8 мм IC Алмаз
- Токарные резцы/вставки
- Профилирующие инструменты/вставки
- Инструменты/вставки для профилирования 50 градусов
- Серия 50, ромб 1/2 дюйма, внутренний диаметр
- Токарные резцы/вставки
- Профилирующие инструменты/вставки
- Серия 10, треугольный внутренний диаметр 3/8 дюйма
- Токарные резцы/вставки
- Серия 16, треугольный внутренний диаметр 1/2 дюйма
- Токарные резцы/вставки
- Серия 20, треугольный внутренний диаметр 5/8 дюйма
- Токарные резцы/вставки
Компания Somma Tool Company является ведущим производителем токарных инструментов для производства прецизионных токарных деталей и предлагает широкий спектр инструментов, начиная от инструментов с резцами из быстрорежущей стали (HSS) и заканчивая инструментами с твердосплавными пластинами.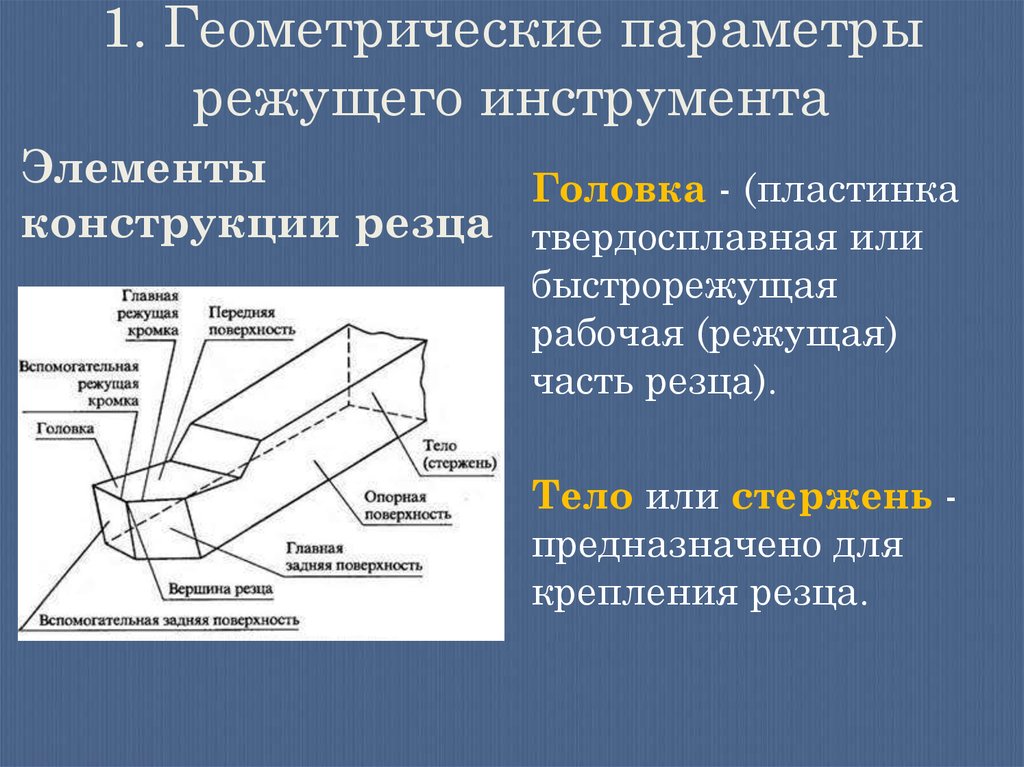 Токарный инструмент Somma с твердосплавными пластинами Tangi-Square — единственная система токарных инструментов, разработанная специально для винтовых станков. Твердосплавная пластина Tangi-Square превосходит все другие пластины, потому что она режет тангенциально, а не радиально. Пластина с четырьмя режущими кромками имеет передний задний угол 10 градусов вместо 5 градусов у треугольных пластин, имеет встроенный стружколом, обеспечивает прямоугольные острые углы и повторяемость в пределах 0,001 дюйма. Нет необходимости в отводе ползуна. потому что более свободное режущее действие устраняет линии прокрутки в большинстве применений.Уникальная конструкция держателя инструмента Somma также позволяет заменять суппорты других стилей режущих инструментов, так что один и тот же токарный инструмент может поставляться с суппортом режущего инструмента из быстрорежущей стали или суппортом с треугольной твердосплавной вставкой, если это необходимо.
Токарный инструмент Somma с твердосплавными пластинами Tangi-Square — единственная система токарных инструментов, разработанная специально для винтовых станков. Твердосплавная пластина Tangi-Square превосходит все другие пластины, потому что она режет тангенциально, а не радиально. Пластина с четырьмя режущими кромками имеет передний задний угол 10 градусов вместо 5 градусов у треугольных пластин, имеет встроенный стружколом, обеспечивает прямоугольные острые углы и повторяемость в пределах 0,001 дюйма. Нет необходимости в отводе ползуна. потому что более свободное режущее действие устраняет линии прокрутки в большинстве применений.Уникальная конструкция держателя инструмента Somma также позволяет заменять суппорты других стилей режущих инструментов, так что один и тот же токарный инструмент может поставляться с суппортом режущего инструмента из быстрорежущей стали или суппортом с треугольной твердосплавной вставкой, если это необходимо.
Somma также производит более традиционный тип «инструментов для токарной обработки ящиков» с роликовой спинкой или твердосплавной спинкой, и этот инструмент можно использовать как для правой, так и для левой руки в качестве токарного инструмента с твердосплавной спинкой, балансировочного токарного инструмента, сверления и Инструмент для снятия фаски, сверление и токарная обработка, опора спинки ролика для револьверной головки, направляющий инструмент, инструмент для колена, инструмент для коробки опоры спинки ролика, опора спинки из твердого сплава для револьверной головки, центрирование и торцевание, плавающий держатель сверла, сверление двух диаметров и инструмент для вставки из карбида.