Станок токарно-револьверный 1341 – ЦЕЛИНГИДРОМАШ ТОО
Общие сведения, назначение, область применения
Станок токарно-револьверный универсальный 1341 с горизонтальной осью револьверной головки предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Станок токарно-револьверный 1341Основные характеристики токарно-револьверного станка 1341
- Наибольший диаметр заготовки, обрабатываемой над станиной — Ø 400 мм;
- Наибольший диаметр точения заготовки над верхней частью суппорта — Ø 380 мм;
- Расстояние между центрами — нет;
- Число инструментов в револьверной головке — 16;
- Расстояние от торца шпинделя до револьверной головки — 32.
 .630 мм;
.630 мм; - Наибольшая длина подачи прутка — 150 мм;
- Мощность электродвигателя привода шпинделя — 5,5 кВт;
 .630 мм;
.630 мм;Шпиндель станка 1341 получает 8 скоростей вращения в прямом направлении (60..2000 об/мин) и 2 скорости в обратном направлении (100, 265) через переборные шестерни коробки скоростей. Для управления перебором служат 4 фрикционные муфты типа ЭМ-52, которые управляются автоматически кулачками командоаппарата или с пульта управления станка. Торможение шпинделя осуществляется одновременным включением электромагнитных муфт 1МС и 2МС. Реверсирование шинделя включается реверсированием электродвигателя.
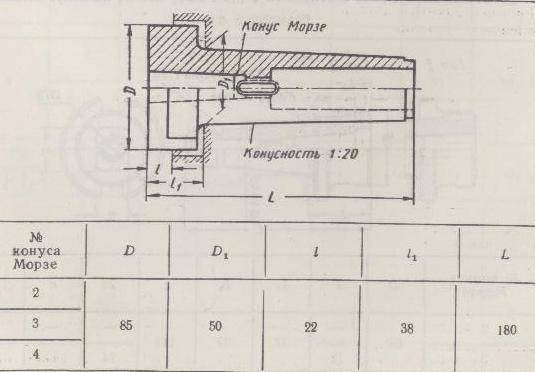
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом:
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Стандартный диаметр токарного трехкулачкового патрона по ГОСТ 2675—80 — Ø 200 и Ø 250 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия в шпинделе — Ø 62 мм;
- Наибольший диаметр обрабатываемого прутка в цанге — Ø 40 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 5;
- Пределы чисел прямых оборотов шпинделя в минуту (8 скоростей) — 60. .2000 об/мин;
- Пределы чисел обратных оборотов шпинделя в минуту (2 скорости) — 100, 265 об/мин;
- Торможение шпинделя двумя фрикционными муфтами.
 .2000 об/мин;
.2000 об/мин;Коробка подач напрямую соединена с шпинделем без промежуточных шестерен гитары. На выходе коробки подач только ходовой вал, ходовой винт отсутствует, поэтому резьба на станке нарезается с помощью специального копировального устройства.
Механизм коробки подач дает возможность получить 16 ступеней продольных подач (10 из которых повторяются) 01..1,6 мм/об и 16 ступеней поперечных (круговых) подач (11 из которых повторяются) 0,03..0,48 мм/об.
Для управления перебором коробки подач служат 2 фрикционные муфты типа ЭМ-32, которые управляются автоматически кулачками командоаппарата или с пульта управления станка.
Принцип работы токарно-револьверного станка 1341
Заготовка с помощью приспособления крепится в шпинделе и совершает вращательное движение B1 со скоростью резания vрез.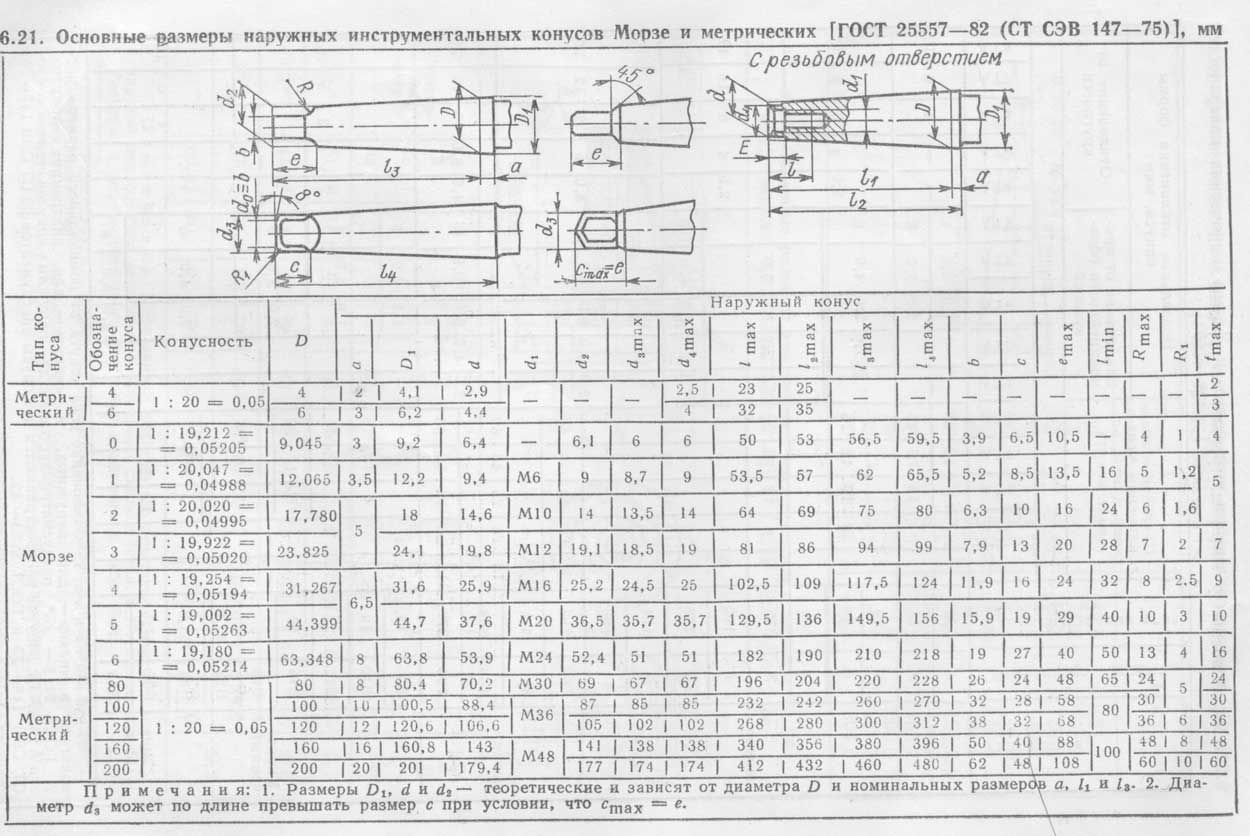
Инструменты, заранее установленные в соответствующих приспособлениях, крепятся в гнёздах револьверной головки и последовательно вступают в работу при поворотах (индексациях) револьверной головки, совершая движения продольной Фs1(П2) или поперечной Фs2 (В2) подачи в соответствии с технологическим процессом обработки детали.
Размеры детали в продольном или поперечном направлении получаются автоматически благодаря тому, что величина пути перемещения каждого инструмента ограничивается заранее настроенным на размер обработки соответствующим этому инструменту упору. Настройка режимов резания, при которых работает тот или иной инструмент, осуществляется также автоматически за счёт того, что кулачки, расположенные на барабане командоаппарата, соответствующие каждой позиции револьверной головки, воздействуют на электрические переключатели, которые управляют включением соответствующих частот вращения шпинделя и скоростей подачи (электрические переключатели включают соответствующие комбинации электромагнитных муфт в коробке скоростей и коробке подач для получения заданных частот вращения шпинделя и скоростей продольных или поперечных подач).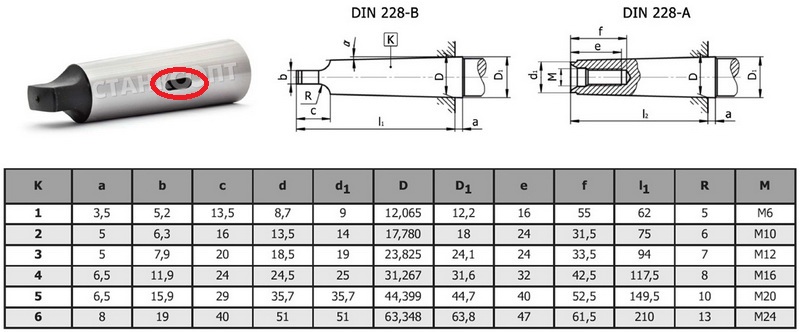
Если деталь обрабатывалась из штучной заготовки, то после полной обработки её снимают со станка вручную, устанавливают новую заготовку, и цикл обработки повторяется.
Если в качестве заготовки используется пруток, то после полной обработки деталь отрезают, револьверную головку поворачивают в начальную позицию (в гнезде револьверной головки установлен упор для заготовки) и перемещают револьверный суппорт к шпиндельной бабке до упора. На пульте управления станка переключателем включают механизм зажима и подачи прутка. Пруток автоматически подаётся до упора и зажимается. Далее цикл обработки повторяется.
Особенности конструкции токарно-револьверного станка 1341
Токарно-револьверный станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым 
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов. Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
В отличие от большинства токарно-револьверных станков станок модели 1341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н.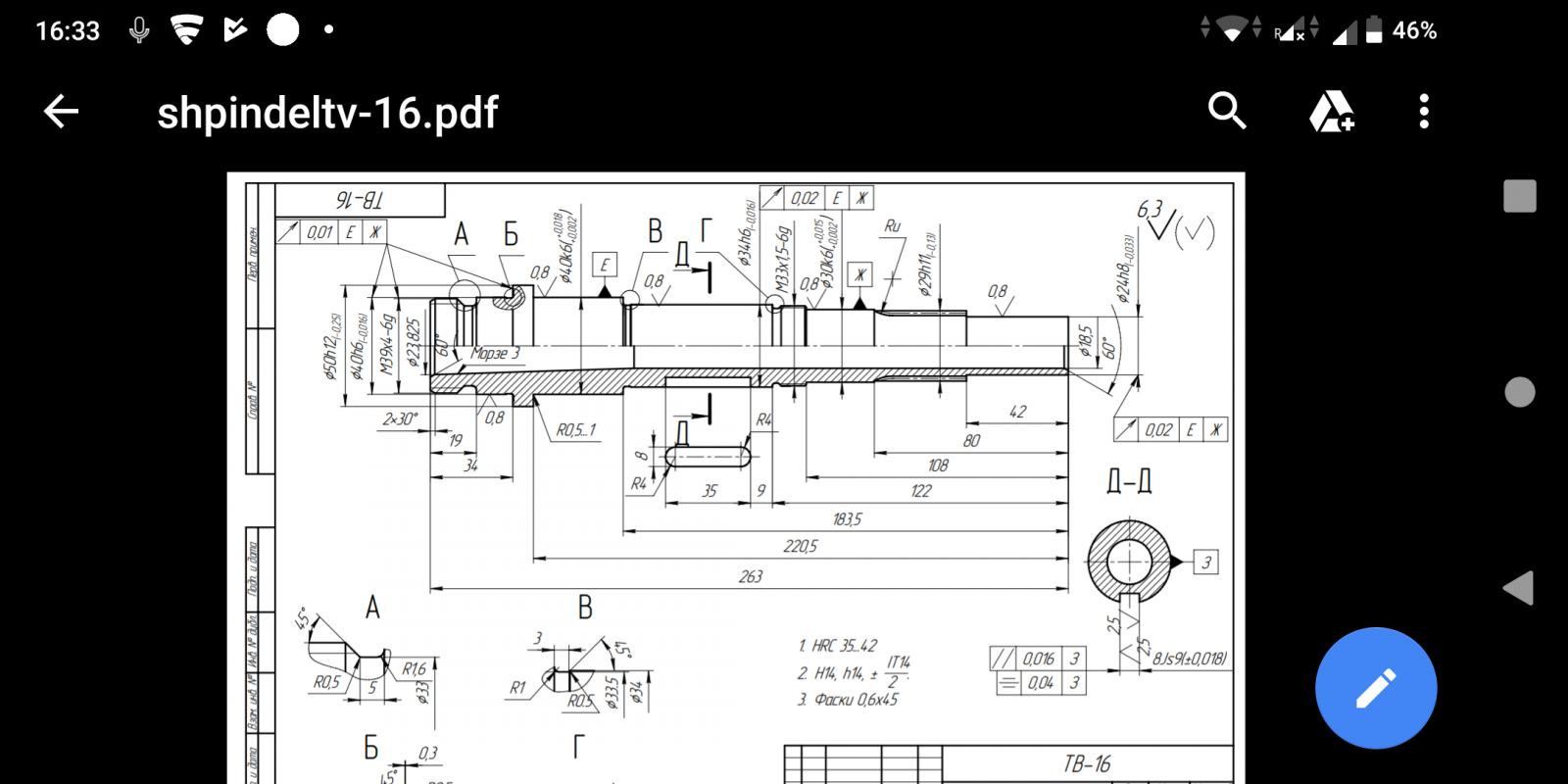
Для уточнения цены обращайтесь по телефону: +7 7172 21 25 37, Галина Алексеевна Карпунова
Горизонтальный токарный станок с цикловым управлением модели C 280 Z
Цена: По запросу
Заказать
Рабочая зона
Высота центров, мм
180
Расстояние между центрами, мм
650
Максимальный диаметр обработки над станиной, мм
360
Максимальный диаметр обработки над суппортом, мм
185
Продольный ход суппорта (ось X), мм
170
Поперечный ход суппорта (ось Z), мм
650
Ширина станины, мм
260
Токарный шпиндель
Конус шпинделя (размер) по стандарту DIN 55027
размер 5
Диаметр отверстия токарного шпинделя, мм
43
Внутренний конус шпинделя
50
Диаметр шпинделя на переднем подшипнике, мм
70
Инструментальный суппорт
Размер державки резца, мм
20 х 20
Подачи
Шаг нарезаемой резьбы (метрическая), мм
0,1 – 400
Шаг нарезаемой резьбы (модульная), модуль, мм
0,125 – 28
Шаг нарезаемой резьбы (дюймовая), число ниток на 1
56 – 1/4
Шаг нарезаемой диаметральной резьбы, мм
224 – 1
Максимальное количество ниток, шт.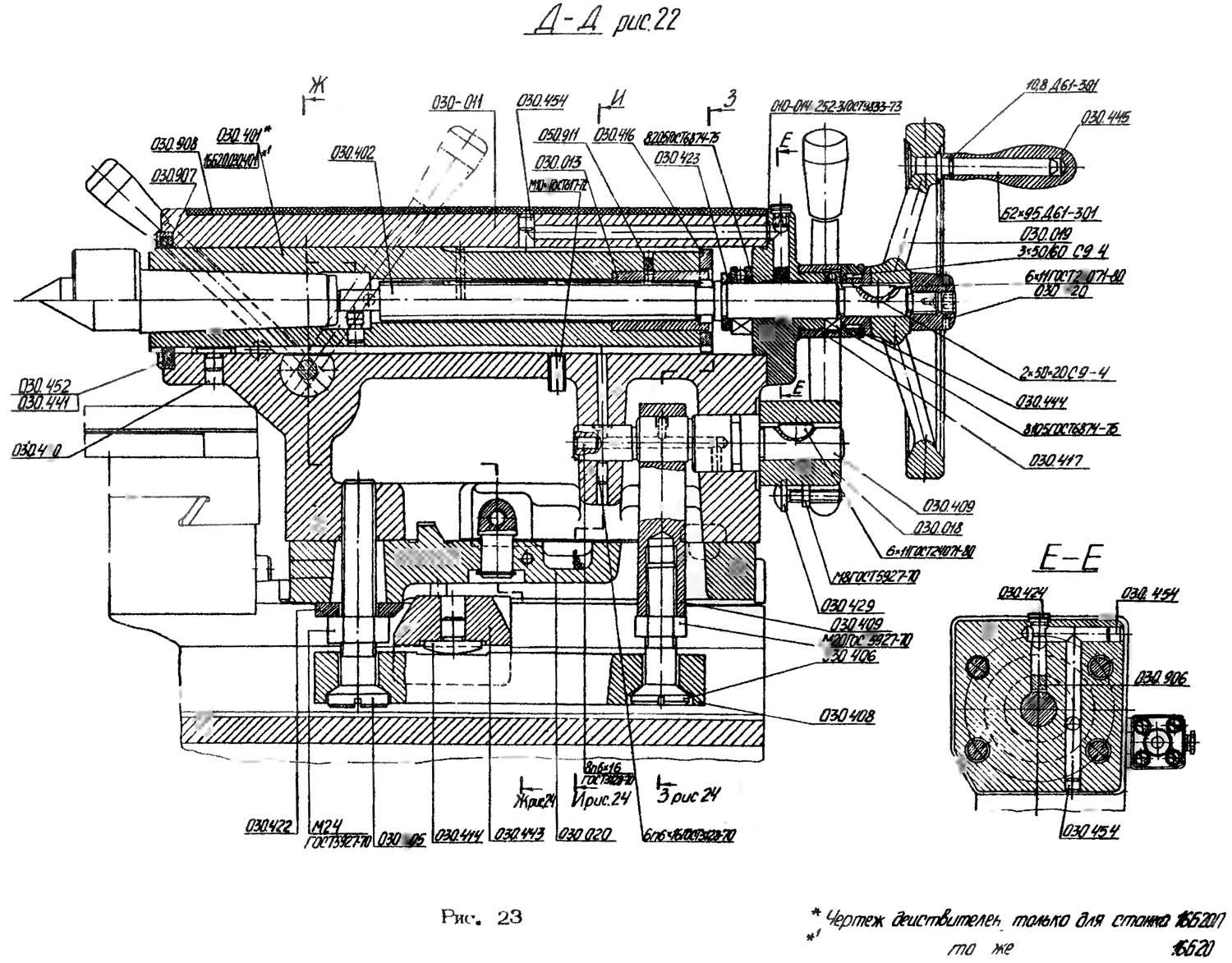
99
Усилие подачи в продольном направлении, N
5.000
Усилие подачи в поперечном направлении, N
5.000
Диапазон подач в продольном и поперечном направлениях, мм/об.
0,001 – 60
Максимальная скорость ускоренной подачи в продольном направлении / в поперечном направлении, м/мин.
6 / 6
Инструментальная система
Тип инструментальной системы
размер B
Задняя бабка
Тип задней бабки
ручная
Ход пиноли, мм
120
Диаметр пиноли задней бабки, мм
50
Внутренний конус пиноли задней бабки по стандарту DIN 228, мм
МТ-3
Привод
Тип привода
с бесступенчатой регулировкой
Количество основных ступеней привода
1
Число оборотов, об/мин
1 – 4.500
Мощность электродвигателя, кВт (пост./30 мин)
7,5/10,0
Прочие характеристики
Номер лакокрасочного покрытия
RAL 7035 (серый) + RAL 7046 (тёмно серый)
Габаритные размеры и масса
Длина, мм
1. 700
700
Ширина, мм
1.450
Высота, мм
1.750
Масса станка, кг
1.6
Скачать каталог в PDF
| Система ЧПУ Siemens SINUMERIK 828D ShopTurn / Manual lathe |
| Шпиндель 1 – 4.500 об/мин, ременный привод |
| Тип конца шпинделя по DIN55027-5 |
| Электродвигатель шпинделя Siemens 7,5/10,0 кВт (пост./30 мин) |
| Электромагнитный тормоз шпинделя, управление с панели оператора |
| Защитный фланец для шпинделя DIN 55027-5 |
| Ручная задняя бабка |
| Инструментальная головка Multifix (размер B), включая 1 сменный держатель токарного резца BD 25120 |
| Переходная втулка с торцовым упором ME 50 / MK 3 для шпинделя |
| Неподвижный центр DIN 806-MK 3 |
| Экран (заднее ограждение рабочей зоны) |
| Раздвижные дверцы с бронированным стеклом |
| Освещение рабочей зоны (люминесцентная лампа) |
| Пылезащищенный и влагонепроницаемый электрический шкаф |
| Выдвижной поддон для сбора стружки |
| Комплект инструмента для установки и обслуживания станка |
| Руководство по эксплуатации, деталировка, электрические схемы |
| Стандартная окраска станка |
- 3-кулачковый или 4-кулачковый ручные токарные патроны Ø160 мм DIN 55027-5
- Комплекты калёных и сырых кулачков
- Переходные фланцы и планшайбы
- Переходная втулка с торцовым упором ME 50/MK 3 для шпинделя
- Ручной патрон для цанг DIN 6341-K32 / 386E, посадочная часть по DIN 55027/5
- Приспособление ручное рычажного типа для цанг
- Комплекты цанг различного типоразмера и комплектности
- Цанги с зажимной головкой, цанги втягивающего типа, цанги ступенчатого типа, заготовки цанг
- Упор быстросменный для полого шпинделя, размер Ø25-31 мм. Для ручных и быстрозажимных приспособлений
- Инструментальные блоки VDI-20 (DIN 69880) для наружной и внутренней обработки.
- Сменные держатели резцов для инструментальной головки Multifix (размер B),
- 4-позиционная револьверная головка Parat, размер 1. Точность поворота 0,005 мм.
- Быстросменные держатели для 4-позиционной револьверной головки Parat
- Втулка конус Морзе МК-1 / MK-2 / MK-3
- Переходная втулка и редукционные втулки
- Вращающиеся и неподвижные упорные центры для задней бабки
- Самозатягивающиеся сверлильные патроны SPIRO
- 4-позиционная револьверная головка MT-3 для задней бабки, диаметр инструмента Ø0-13 мм.
- Нивелировочные элементы, комплект из 10 шт.
 Для ручных и быстрозажимных приспособлений
Для ручных и быстрозажимных приспособленийСделать заявку
Ваше имя *
Телефон *e-mail *
Текст вопросаКонус Морзе (DIN 229) 2 Калибры-пробки конуса шпинделя Морзе
TAC Rockford Измерители конуса шпинделя Морзе предназначены для проверки конусов шпинделя Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
| Продукт | Калибр |
| Тип детали | Конус шпинделя |
| Конус/стандарт | Конус Морзе (DIN 229) |
| Размер конуса | 2 |
| Конус Морзе | MT2 |
| Описание | Конус Морзе | Номер детали | ||||||
|---|---|---|---|---|---|---|---|---|
| Конус Морзе (DIN 229) 0 | МТ0 | 430. 100.М00.000 100.М00.000 | ||||||
| Конус Морзе (DIN 229) 1 | МТ1 | 430.100.М01.000 | ||||||
| Конус Морзе (DIN 229) 2 | МТ2 | 430. 100.М02.000 100.М02.000 | ||||||
| Конус Морзе (DIN 229) 3 | МТ3 | 430.100.М03.000 | ||||||
| Конус Морзе (DIN 229) 4 | МТ4 | 430. 100.М04.000 100.М04.000 | ||||||
| Конус Морзе (DIN 229) 5 | МТ5 | 430.100.М05.000 | ||||||
| Конус Морзе (DIN 229) 6 | МТ6 | 430.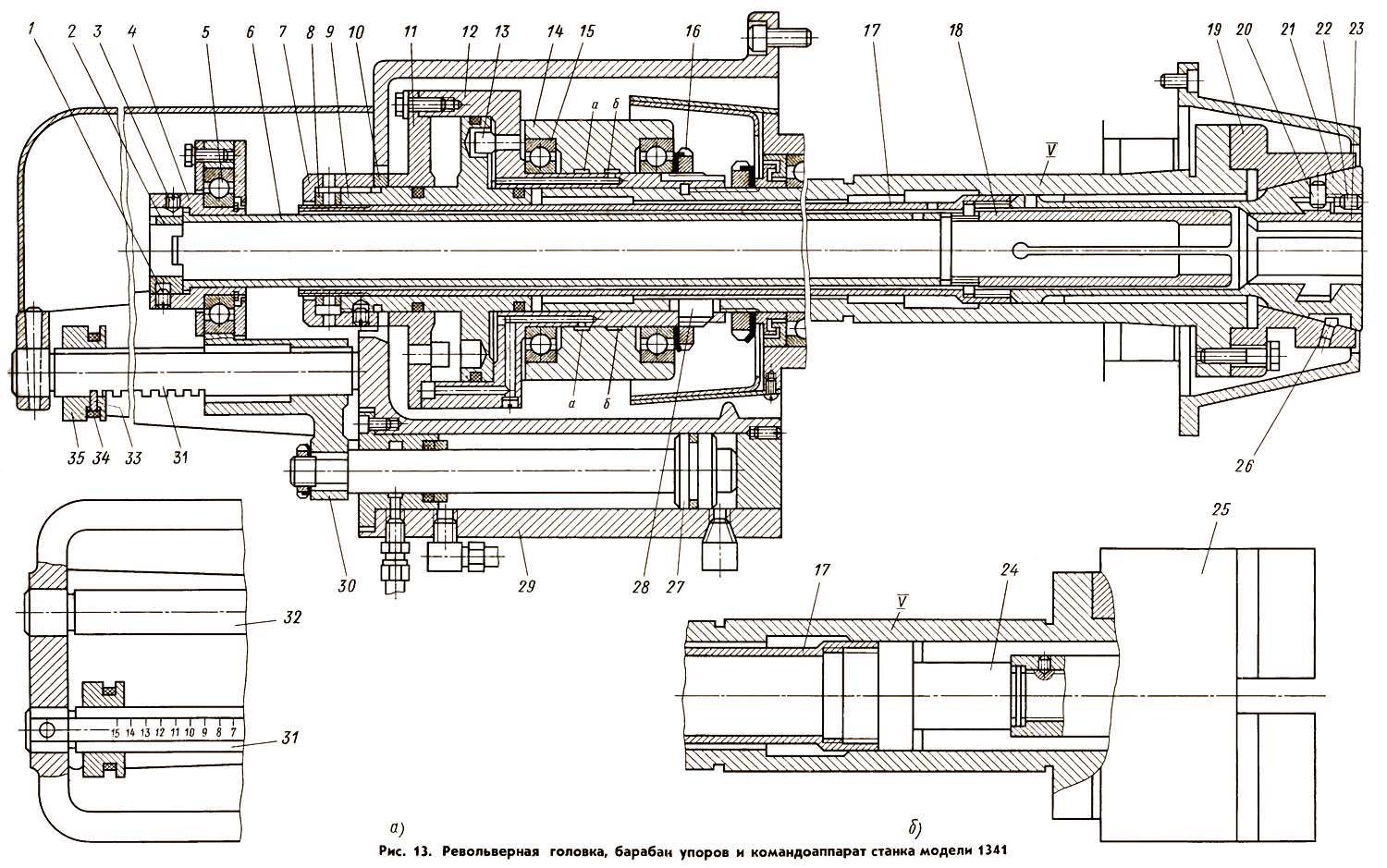 100.М06.000 100.М06.000 |
Для получения дополнительной информации об этом изделии (конус Морзе (DIN 229) 2 калибра-пробки конуса шпинделя Морзе) или других предметах, заполните форму ниже или свяжитесь с нашим офисом напрямую:
Телефон: 815-962-5600
Факс: 815-962-4600
Адрес: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Электронная почта: infο@ΤΑCRοckfοrd.cοm
Датчики конусности шпинделя Морзе
TAC Rockford Датчики конусности шпинделя Морзе предназначены для проверки конусов шпинделя Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено по DIN 229.
Измерители конусности держателя инструмента Морзе
TAC Rockford Измерители конусности держателя инструмента Морзе предназначены для проверки конусности держателя инструмента Морзе. Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Калибры изготовлены из закаленной калибровочной стали и имеют сертификат. Изготовлено в соответствии с DIN 229.
Оправки для измерения биения шпинделя с конусом Морзе
Оправки для измерения биения с конусом Морзе позволяют быстро и легко проверить правильность биения шпинделя для станков с конусом Морзе. В комплект входит гаечный ключ с резьбой для облегчения снятия со шпинделя Морзе. Беседки изготавливаются по стандарту DIN 229.с метрической резьбой. Свяжитесь с нами для получения информации о различных размерах или индивидуальных версиях.
Обзор: Датчики конуса Морзе
HSK-A Держатели конуса Морзе
Доступны для HSK-A 50, 63, 80, 100
Переходники HSK-A
Для инструментов с конусом Морзе с хвостовиком DIN 228-B. Доступно для HSK-A 50, 63, 80, 100.
Калибры-пробки шпинделя с крутым конусом
Манометры TAC Rockford используются для контроля конусов шпинделя с крутым конусом в соответствии с CAT, ISO, JIS, DIN и т. д. Доступно для крутого конуса 10 , 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65
д. Доступно для крутого конуса 10 , 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65
Очистители шпинделя Морзе
Датчики конической втулки держателя инструмента
Доступно для крутого конуса CAT/ANSI/DIN/BT/ISO 10, 15, 20, 25, 30, 35 40, 45, 50, 55, 60, 65
Серия 410 Конусметры с циферблатным индикатором
Оба измерительных прибора устанавливаются на ноль с помощью откалиброванного конического калибра-пробки. Когда в калибр-кольца вставляется держатель инструмента HSK, на индикаторе отображаются отклонения диаметров d2 или d3.
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
 lathe.com/models.htm особенно полезен при проверке спецификации конкретной модели Logan. 9Токарные станки Logan 0375 были доступны в версиях 9 дюймов, 10 дюймов, 11 дюймов, 12 дюймов и 14 дюймов (с более поздним 15-дюймовым автоматическим револьверным токарным станком Electri-matic и центральным токарным станком Powermatic). хорошо). С 1940 по 1971 год компания произвела, согласно их записям, около 90 000 токарных станков, проданных под названиями «Логан» и «Уордс», в том числе стандартные типы «Двигатель» (с редуктором и резьбонарезные), а также ряд револьверных и ручных винтов. моделей вместе с рядом полезных аксессуаров.
lathe.com/models.htm особенно полезен при проверке спецификации конкретной модели Logan. 9Токарные станки Logan 0375 были доступны в версиях 9 дюймов, 10 дюймов, 11 дюймов, 12 дюймов и 14 дюймов (с более поздним 15-дюймовым автоматическим револьверным токарным станком Electri-matic и центральным токарным станком Powermatic). хорошо). С 1940 по 1971 год компания произвела, согласно их записям, около 90 000 токарных станков, проданных под названиями «Логан» и «Уордс», в том числе стандартные типы «Двигатель» (с редуктором и резьбонарезные), а также ряд револьверных и ручных винтов. моделей вместе с рядом полезных аксессуаров. 
 Еще одним ключом к положению производителя на рынке является редуктор для резьбонарезного станка, который вместо смазки через масляный картер (и, следовательно, долговременной надежности) нуждался в том, чтобы оператор время от времени брызнул на него маслом из баллончика — хотя это было не так. отличается от ряда конкурирующих моделей, включая 9дюймовые машины South Bend и ранние машины Clausing
Еще одним ключом к положению производителя на рынке является редуктор для резьбонарезного станка, который вместо смазки через масляный картер (и, следовательно, долговременной надежности) нуждался в том, чтобы оператор время от времени брызнул на него маслом из баллончика — хотя это было не так. отличается от ряда конкурирующих моделей, включая 9дюймовые машины South Bend и ранние машины Clausing  249 долларов — в том же году 6-дюймовый токарный станок Atlas/Craftsman стоил 145 долларов, а их 12-дюймовый токарный станок — 260 долларов. Цена оценивается следующим по величине токарным станком Logan, 10-дюймовым, который с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) был значительно дороже – 410 долларов.0415
249 долларов — в том же году 6-дюймовый токарный станок Atlas/Craftsman стоил 145 долларов, а их 12-дюймовый токарный станок — 260 долларов. Цена оценивается следующим по величине токарным станком Logan, 10-дюймовым, который с механической поперечной подачей в стандартной комплектации (но для нарезания резьбы с помощью сменных колес) был значительно дороже – 410 долларов.0415  по крайней мере к 1956 году можно было заказать с различными комбинациями редуктора для нарезки винтов и фартука с механической подачей. Как и South Bend и Boxford, ассортимент разделен на простые группы:
по крайней мере к 1956 году можно было заказать с различными комбинациями редуктора для нарезки винтов и фартука с механической подачей. Как и South Bend и Boxford, ассортимент разделен на простые группы:  Кровать можно было за дополнительную плату заказать огнеупорной.
Кровать можно было за дополнительную плату заказать огнеупорной.  Он чуть не упал навзничь, когда это действительно оказалось так.0375
Он чуть не упал навзничь, когда это действительно оказалось так.0375 Очевидно, это было серьезное обновление, а не простое изменение спецификации.
Очевидно, это было серьезное обновление, а не простое изменение спецификации.  Стандартный клиновидный ремень а расположение шкивов тогда обеспечивало выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновой ремень приводил к шкиву снаружи от подшипника шпинделя левой передней бабки.Модели, предназначенные для настольной установки, также могли установить на одну из простых напольных стоек производителя с чугунными ножками и поддонами для стружки из листовой стали.0375 За исключением увеличения центральной высоты, сборка передней бабки почти идентична той, что использовалась на 9-дюймовой модели. Шпиндель был оснащен конусом Морзе № 3, носовой 25/32, цанговый размер 0,5 дюйма и, как и у всех Логанов того периода, прецизионные шарикоподшипники с предварительным натягом и смазкой — у 10-дюймового 10-дюймового один двухрядный спереди и однорядный подшипник в задней части.Адаптер был поставлен для втулки носовой части шпинделя с конуса Морзе № 3 на № 2.
Стандартный клиновидный ремень а расположение шкивов тогда обеспечивало выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновой ремень приводил к шкиву снаружи от подшипника шпинделя левой передней бабки.Модели, предназначенные для настольной установки, также могли установить на одну из простых напольных стоек производителя с чугунными ножками и поддонами для стружки из листовой стали.0375 За исключением увеличения центральной высоты, сборка передней бабки почти идентична той, что использовалась на 9-дюймовой модели. Шпиндель был оснащен конусом Морзе № 3, носовой 25/32, цанговый размер 0,5 дюйма и, как и у всех Логанов того периода, прецизионные шарикоподшипники с предварительным натягом и смазкой — у 10-дюймового 10-дюймового один двухрядный спереди и однорядный подшипник в задней части.Адаптер был поставлен для втулки носовой части шпинделя с конуса Морзе № 3 на № 2. 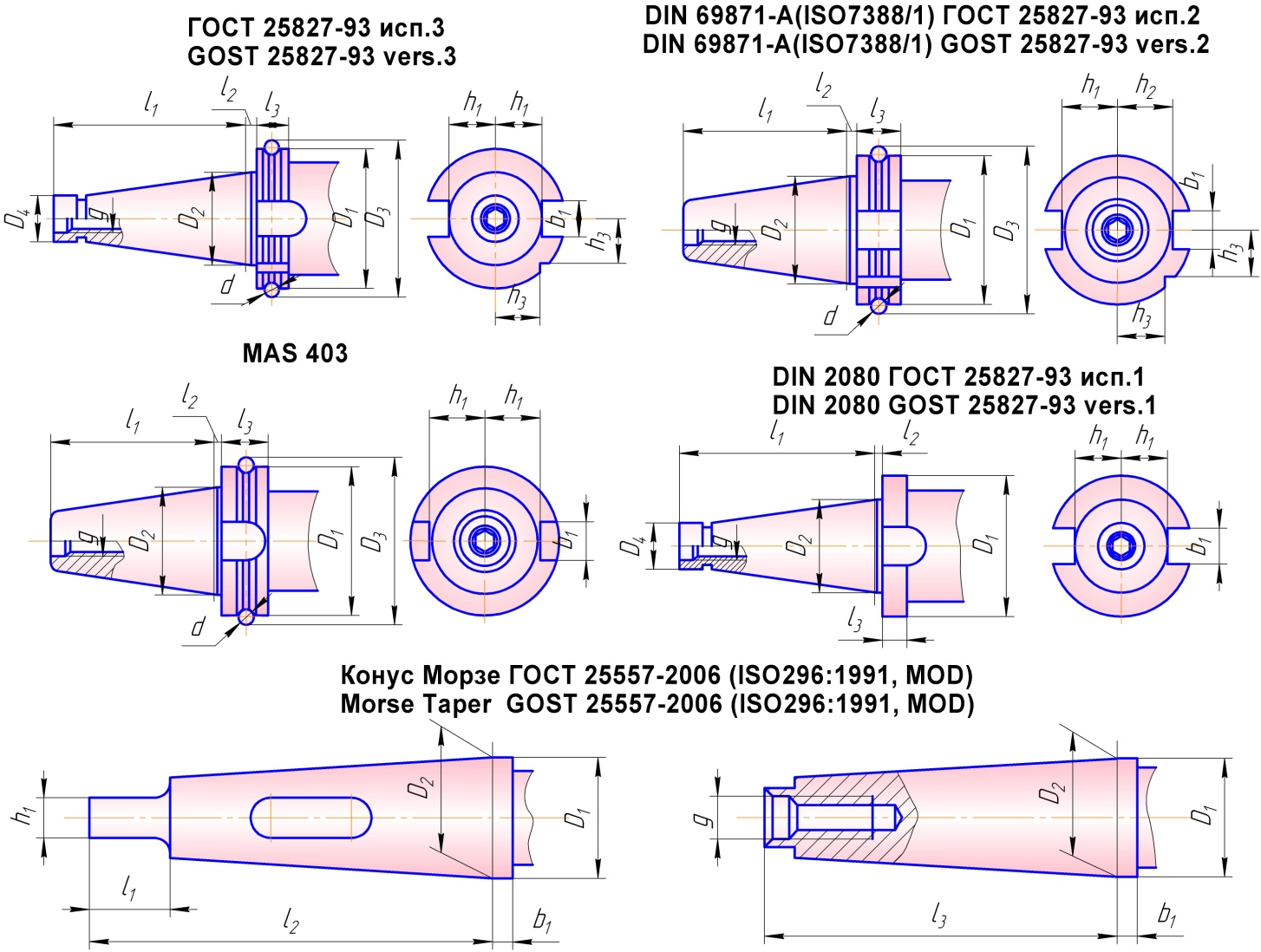 Скорости были не такими, как у 9-дюймового токарного станка, хотя самая низкая и самая высокая скорость каждого из них отличались друг от друга в пределах нескольких об/мин. Простой промежуточный вал с подшипником скольжения, установленный независимо от станка, мог обеспечить двенадцать скоростей, которые на самых первых токарных станках 1941 года составляли 30, 56, 70, 104, 131, 244 на задней передаче и 179., 334, 420, 620, 780 и 1450 об/мин. на открытой скорости. Более поздние токарные станки имели все, кроме немного увеличенной максимальной скорости (что не помогло бы при нарезании резьбы на самой низкой скорости) и были приспособлены для производства 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин 16-ступенчатая версия с понижающей передачей имела несколько иной диапазон, который на токарных станках начала 1950-х гг. 576, 676, 888 и 1230 об/мин. с прямым ременным приводом.
Скорости были не такими, как у 9-дюймового токарного станка, хотя самая низкая и самая высокая скорость каждого из них отличались друг от друга в пределах нескольких об/мин. Простой промежуточный вал с подшипником скольжения, установленный независимо от станка, мог обеспечить двенадцать скоростей, которые на самых первых токарных станках 1941 года составляли 30, 56, 70, 104, 131, 244 на задней передаче и 179., 334, 420, 620, 780 и 1450 об/мин. на открытой скорости. Более поздние токарные станки имели все, кроме немного увеличенной максимальной скорости (что не помогло бы при нарезании резьбы на самой низкой скорости) и были приспособлены для производства 55, 80, 112, 144, 200, 253, 353, 459, 645, 831, 1157 и 1450 об/мин 16-ступенчатая версия с понижающей передачей имела несколько иной диапазон, который на токарных станках начала 1950-х гг. 576, 676, 888 и 1230 об/мин. с прямым ременным приводом. 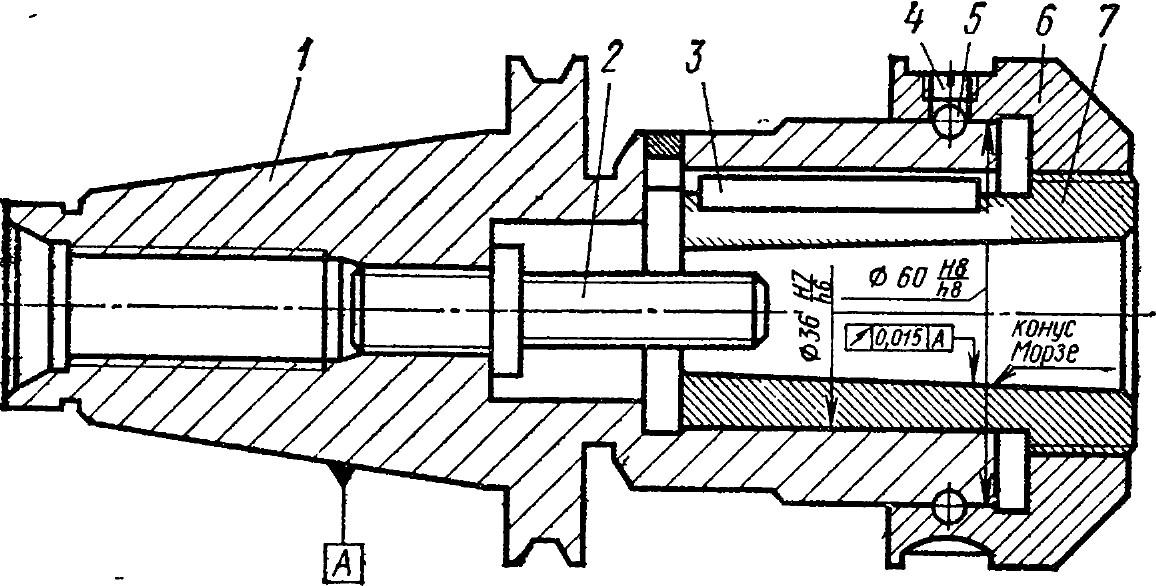
 Однако, честно говоря, последние два были значительно дешевле — 12-дюймовая версия Craftsman стоила всего 260 долларов. в базовой форме или 330 долларов США с редуктором для нарезки винтов. Учитывая выбор сегодня токарного станка Atlas-Craftsman или Logan в аналогичном состоянии, должно быть очевидно, какой из них будет более выгодным в долгосрочной перспективе.
Однако, честно говоря, последние два были значительно дешевле — 12-дюймовая версия Craftsman стоила всего 260 долларов. в базовой форме или 330 долларов США с редуктором для нарезки винтов. Учитывая выбор сегодня токарного станка Atlas-Craftsman или Logan в аналогичном состоянии, должно быть очевидно, какой из них будет более выгодным в долгосрочной перспективе.  Эта модель поставлялась с 12-скоростным промежуточным валом на резиновых опорах, который имеет автоматическую муфту для снятия натяжения ремня, когда передняя бабка-защитная крышка
Эта модель поставлялась с 12-скоростным промежуточным валом на резиновых опорах, который имеет автоматическую муфту для снятия натяжения ремня, когда передняя бабка-защитная крышка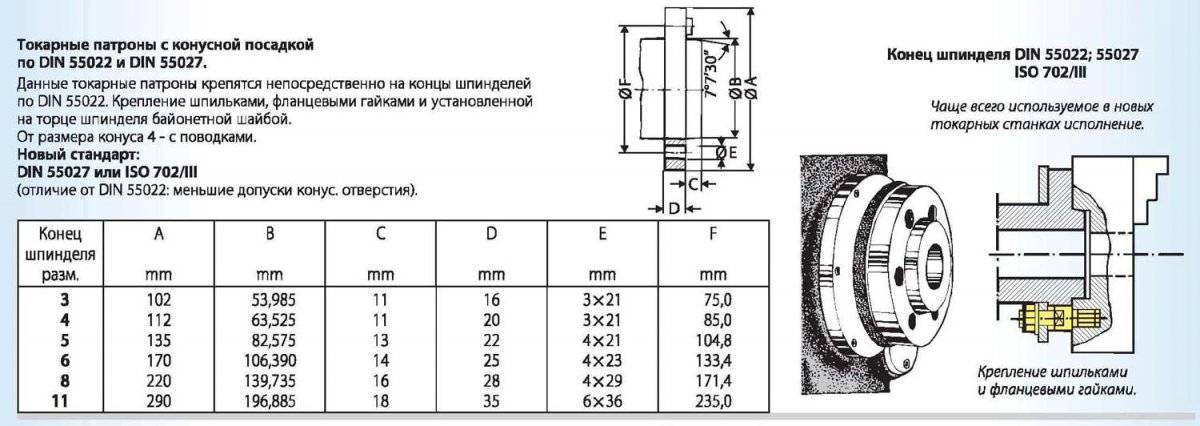

 Первый ремень, от двухступенчатого шкива двигателя, был расположен по типу Южного изгиба с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив на первом валу. Стандартный клиновидный ремень и шкив затем обеспечивали выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновидный ремень передал привод на шкив, расположенный снаружи подшипника шпинделя левой передней бабки.
Первый ремень, от двухступенчатого шкива двигателя, был расположен по типу Южного изгиба с двухступенчатым клиновидным шкивом на двигателе, передающим мощность через клиновидный ремень на двухступенчатый плоский шкив на первом валу. Стандартный клиновидный ремень и шкив затем обеспечивали выбор из 4 (довольно близких) передаточных чисел к верхнему промежуточному валу, а оттуда двойной клиновидный ремень передал привод на шкив, расположенный снаружи подшипника шпинделя левой передней бабки. 
 , 470, 535, 885, 1020, 1230 и 1430 об/мин. Для моделей кабинетов был указан несколько иной диапазон: 38, 53, 69, 96, 82, 112, 148 и 205 об/мин. на задней передаче и 228, 318, 414, 490, 576, 676, 888 и 1230 об/мин. в прямом приводе.
, 470, 535, 885, 1020, 1230 и 1430 об/мин. Для моделей кабинетов был указан несколько иной диапазон: 38, 53, 69, 96, 82, 112, 148 и 205 об/мин. на задней передаче и 228, 318, 414, 490, 576, 676, 888 и 1230 об/мин. в прямом приводе. 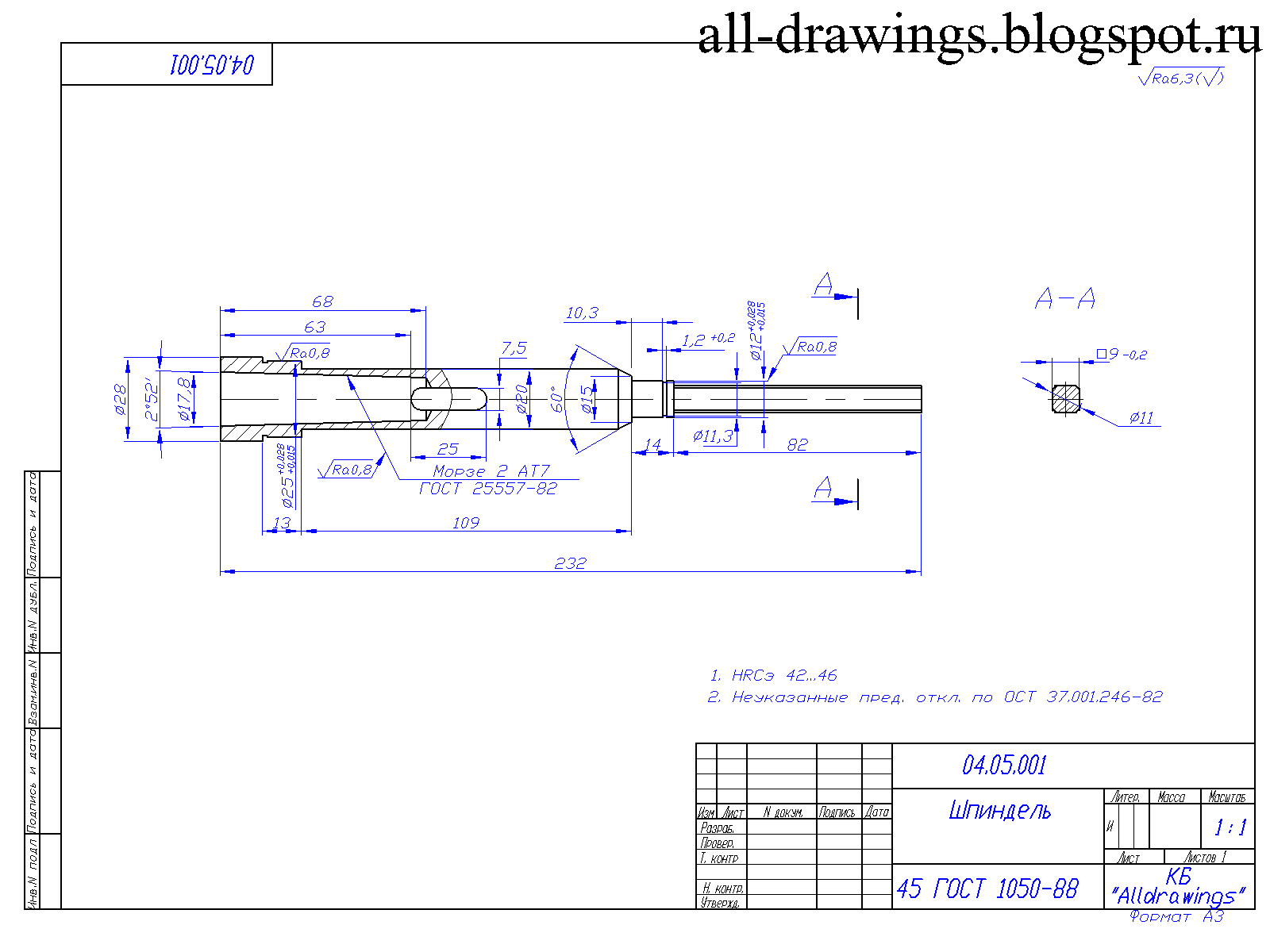
 Был поставлен переходник для втулки носика шпинделя с конуса Морзе № 3 на № 2 для обычной работы.
Был поставлен переходник для втулки носика шпинделя с конуса Морзе № 3 на № 2 для обычной работы. 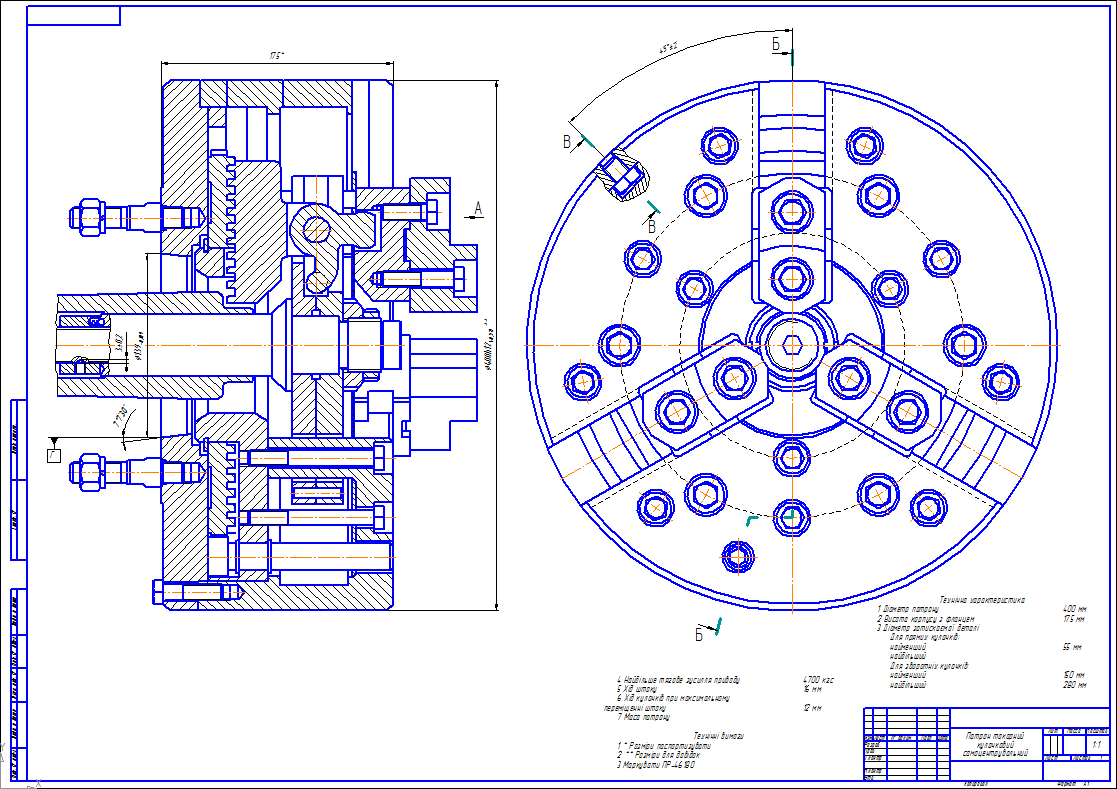
 Система привода была динамически сбалансирована, чтобы обеспечить максимально плавную работу и свести к минимуму передачу следов вибрации на заготовку.
Система привода была динамически сбалансирована, чтобы обеспечить максимально плавную работу и свести к минимуму передачу следов вибрации на заготовку. 
 12-дюймовые и 14-дюймовые токарные станки имели более массивные передние бабки, что соответствовало их гораздо большей грузоподъемности. Прецизионные подшипники были изготовлены компанией New Departure и позволили Logan заявить, что для этих моделей общее биение находится в пределах 0,0005 дюйма и двенадцати дюймов от переднего подшипника.0375 На ранних 10-дюймовых токарных станках было плоское «пружинное кольцо», прорезанное снаружи внешней обоймы, которое просверливалось в отливке передней бабки для упора; крышка с тремя болтами, установленная за отражателем стружки на шпинделе и прижимающая кольцо к передней бабке. Дефлекторы стружки теперь недоступны ни для одного из подшипников, поэтому лучше их не снимать — даже если это кажется необходимым.
12-дюймовые и 14-дюймовые токарные станки имели более массивные передние бабки, что соответствовало их гораздо большей грузоподъемности. Прецизионные подшипники были изготовлены компанией New Departure и позволили Logan заявить, что для этих моделей общее биение находится в пределах 0,0005 дюйма и двенадцати дюймов от переднего подшипника.0375 На ранних 10-дюймовых токарных станках было плоское «пружинное кольцо», прорезанное снаружи внешней обоймы, которое просверливалось в отливке передней бабки для упора; крышка с тремя болтами, установленная за отражателем стружки на шпинделе и прижимающая кольцо к передней бабке. Дефлекторы стружки теперь недоступны ни для одного из подшипников, поэтому лучше их не снимать — даже если это кажется необходимым.