Координатно пробивной пресс – новости и статьи
Самой первой и одной из главных операций в листообработке является раскрой листа. Один из видов оборудования для раскроя – это координатно-пробивные прессы. Данный вид станков приобрёл в настоящее время наибольшее распространение благодаря своей универсальности. Современные системы ЧПУ и программное обеспечение позволяют изготовить практически любое изделие из листа всего за несколько минут. Время на подготовку производства минимальное. Это позволяет брать выгодные срочные заказы и выполнять их в кротчайшие сроки.
Координатно пробивные прессы отлично зарекомендовали себя в таких областях как энергомашиностроение, приборостроение и в производстве бытовой техники. Один такой станок может заменить целый прессово-штамповочный участок. Вырубка контура, пробивка отверстий, формовка различных элементов производится на одном станке за одну установку. Отсутствуют межоперационные переходы и перемещения между станками. Человеческий фактор сведён к минимуму, так как изделие целиком делается машиной, человек выступает только в роли наладчика и программиста.
Человеческий фактор сведён к минимуму, так как изделие целиком делается машиной, человек выступает только в роли наладчика и программиста.
Точность и качество раскроя определяет точность и качество готовой детали.
Координатно-пробивные прессы производят раскрой листа с высочайшей точностью, превосходя по этому параметру все остальные виды оборудования для раскроя. Точность позиционирования по осям X и Y составляет 0,05 мм и достигается за счёт использования в механизме каретки высококачественных шарико-винтовых передач и сервоприводов известных европейских и японских производителей. Обработка листа на координатно-пробивных прессах механическая, без какого-либо термического воздействия, как на лазерах и плазменных комплексах. Поэтому заготовка не будет коробиться из-за неравномерного нагрева и не потеряет свою форму. Линейные размеры также останутся неизменными. Отличную шероховатость и высокое качество края заготовки, вырубленной механически, по сравнению с термически вырезанной, видно невооружённым глазом.
Скорость перемещения по оси X или Y может достигать 70 метров в минуту. Средняя скорость пробивки большим инструментом размером 50-80 мм будет 1 удар в секунду. При использовании небольшого инструмента – 4 удара в секунду. На общее время обработки листа влияют такие факторы как расположение деталей на листе, длина пути прохождения листа при пробивке одним инструментом, количество замен одного инструмента на другой. Оптимизировав программу раскроя, возможно, добиться значительного увеличения скорости обработки листа.
Форма пробиваемого отверстия определяется инструментом. Самые распространённые виды отверстий – это круг, квадрат и прямоугольник. Прямоугольный инструмент часто применяется для вырубки контура изделия. Скорость вырубки зависит от размера инструмента. Например, стандартным инструментом с размерами 20х4 мм на прессе Ermaksan FPP контур прямоугольной детали размерами 300х600 мм вырубается за 96 ударов, то есть приблизительно за 48 секунд. Если же использовать самый большой прямоугольный инструмент 80х5 мм, то вырубка будет производиться за 24 удара, то есть примерно за 20 секунд.
Кроме круглого, квадратного и прямоугольного инструмента распространён инструмент для вырубки отверстий под электротехнические и крепёжно-запорные элементы. Часто в этих элементах пробивка совмещена с формовкой. Формовка без пробивки также достаточно распространена, с её помощью делают рёбра жёсткости, формуют логотипы и делают маркировку изделия.
По специальному заказу производители могут сделать инструмент практически для любого отверстия или формовки, однако и стоимость данного инструмента может оказаться достаточно большой.
Координатно пробивной пресс гораздо более экологичен по сравнению с лазерными и плазменными станками. При их эксплуатации не требуется наличие мощных вентиляционных установок, так как при механической обработке не образуется ни пыль, ни дым. Весь имеющийся отход металла собирается в специальный контейнер и сдаётся в переработку. На координатно-пробивных прессах при обработке не используется СОЖ, поэтому они даже более экологичны, чем фрезерные и токарные станки.
Для работы плазменным и лазерным комплексам требуется газ – кислород или азот, а для CO2 требуется ещё и специальный лазерный газ. Расход этих газов достаточно большой и измеряется десятками кубометров в смену. Координатно-пробивному прессу не требуется газ, что выгодно выделяет его среди оборудования для раскроя. Специалисты могут возразить – для работы координатно-пробивного пресса нужен пробивной инструмент, который гораздо дороже газа. Да, действительно, инструмент стоит дороже, но и приобретается он на длительное время. При правильной эксплуатации и настройке стойкость одного набора инструмента до переточки составляет 15-20 тысяч ударов, а это, если взять как пример прямоугольный инструмент 80х5, более километра вырубленного контура. Набор инструмента выдерживает 5-7 переточек. Отсюда легко рассчитать, что общая стойкость инструмента около 100 тысяч ударов. Внушительная цифра, не правда ли? Кроме этого многие производители уже давно предлагают разборный инструмент, в котором при сильном износе, когда переточки уже невозможны, заменяется только нижняя, рубящая часть пуансона и матрица, а остальные детали не заменяются. Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ.
Если произвести расчёт расхода газа в лазерах и плазме и стоимости инструмента для координатно-пробивного пресса, то мы увидим, что расходы на инструмент ниже, чем расходы на газ.
Основное и главное ограничение в выборе координатно-пробивного пресса – это толщина металла. Максимальная толщина чёрной стали, которую может пробить станок – 6 мм, однако производители не рекомендуют производить пробивку металла толще 4 мм.
Если же толщина металла не превышает 4 мм, сами изделия имеют большое количество отверстий и ли сложный контур без криволинейных переходов, то координатно пробивной пресс – это идеальное решение для любого производства, будь то крупный завод или небольшая фирма.
Координатно-пробивной пресс серии MP с ЧПУ
Главная » Координатно-пробивной пресс » Координатно-пробивной пресс серии MP с ЧПУ
Функциональные особенности:
- Данные пресса предназначены для операций вырубки, пробивки и формовки с высокой производительностью и точностью на деталях из металлического листа.

- Пресса оснащены современными системами ЧПУ (Siemens или FANUC), имеют силовые гидравлические системы, выполненные по европейским стандартам.
- Конструкция содержит инструментальный барабан с быстрой сменой пробивочного инструмента и скоростные сервоприводы перемещения листа с высокоточными шариковинтовыми направляющими.
- Наиболее эффективны на производствах с большой номенклатурой деталей и имеющих высокую степень автоматизации.
- Среди потребителей этого оборудования – производители металлической мебели, строительных и рекламных конструкций, оборудования для торговли и хранения продуктов, предприятия электротехнической, электронной, автомобильной и других отраслей промышленности.

Схема расположения инструментальных станций в револьверном барабане:
| Тип станции | 40 станций | 32 станции | 24 станции | Диаметры инструмента, мм |
A | 20 | 16 | 12 | 3 — 12. |
B | 16 | 12 | 8 | 12.7 — 31.75 |
C* | 2 | 2 | 2 | 31.75 — 50.8 |
D | 2 | 2 | 2 | 50.8 — 88.9** |
| *- в 3-х осевых — неповоротный инструмент, в 4-х осевых — поворотный.** — возможно увеличение до 114,3 мм (дополнительная опция) | ||||
 7
7Координатно-пробивные пресса серии MP с ЧПУ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 вес детали
вес детали 35
35 1
1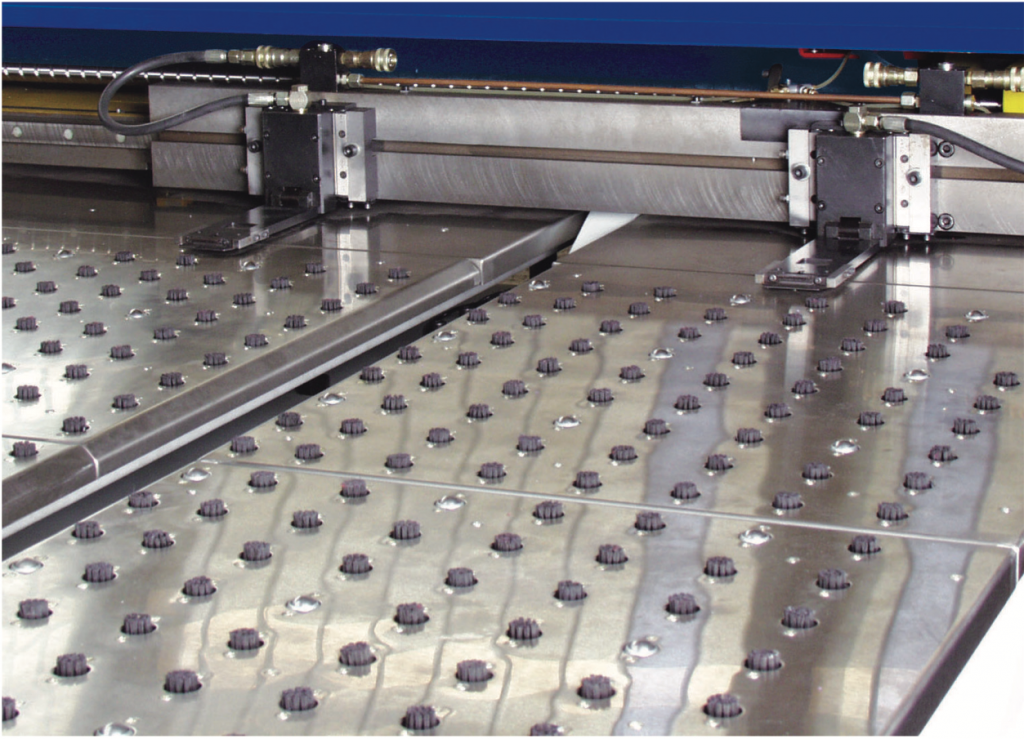
 6
6
Купить координатно-пробивной пресс серии MP с ЧПУ Вы можете в компании ОДО «БМТ-компани».
Смотрите также: гидроабразивная резка, токарный станок.
Что такое перфорация с ЧПУ
Готовы ли вы побить рекорды благодаря своему опыту в области штамповки листового металла и вырубки?
В любом конкретном проекте по изготовлению металла используются различные инструменты и методы, и штамповка с ЧПУ является одной из лучших.
Узнайте больше о том, что такое перфорация с ЧПУ, как она работает и какую пользу она может вам принести.
Что такое штамповка с ЧПУ?Штамповочные станки с ЧПУ для штамповки с числовым программным управлением. Это типичный листовой металл в производственном процессе. Пуансон с ЧПУ для листового металла может легко штамповать металлические детали.
Пробивные прессы с ЧПУ представляют собой электромеханические устройства, которые перемещают инструменты и создают шаблоны из программного файла с использованием входных данных компьютерного программирования. Эти станки доступны с одной головкой и направляющей для инструментов или с многофункциональной револьверной головкой.
Как работает программирование ЧПУ?Программирование пробивного пресса основано на нескольких ключевых факторах.
Требуемый шаблон предоставляется либо в формате файла 2D DXF, либо в формате DWG, либо в формате 3D в файле автоматизированного проектирования (CAD). Затем эти данные используются на этапе автоматизированного производства (CAM) цикла, чтобы выбрать лучший инструмент для работы и изготовить плоский компонент из листового металла.
Гнездо с ЧПУ поможет выбрать наилучшее расположение для размера листового металла.
Затем листовой металл перемещается штамповочным станком с ЧПУ, чтобы точно разместить его под штамповочным ползунком, что позволяет пробивать и создавать требуемый дизайн. Некоторые машины могут двигаться только в одном или двух направлениях, в то время как другие могут двигаться во всех трех осях.
Что может создать штамповка с ЧПУ? Количество материалов, которые можно использовать в станках с ЧПУ, бесконечно; все из нержавеющей стали, алюминия, латуни, дерева, пластика и многого другого можно перфорировать. Идеальный диапазон толщины, которую можно обрабатывать, составляет от 0,5 мм до 6 мм; таким образом, любой материал, попадающий в этот диапазон, может быть пробит на штамповочном прессе с ЧПУ.
Идеальный диапазон толщины, которую можно обрабатывать, составляет от 0,5 мм до 6 мм; таким образом, любой материал, попадающий в этот диапазон, может быть пробит на штамповочном прессе с ЧПУ.
Отверстие может быть разным: оно может быть простым, например, прямоугольником или кругом, а может иметь особую или особую форму, соответствующую определенному рисунку выреза.
Компоненты сложной формы из листового металла могут быть созданы с использованием комбинации отдельных ударов и перекрывающихся геометрий.
Некоторые усовершенствованные станки могут нарезать резьбу, загибать крошечные язычки и пробивать срезанные края, не оставляя следов инструмента, что делает их чрезвычайно производительными в рамках продолжительности цикла обработки детали.
Программа ЧПУ представляет собой набор инструкций для управления станком для создания заданной геометрии компонента.
Каковы преимущества штамповки с ЧПУ? Повышение производительности После того, как проект выбран и построен, его можно использовать снова и снова, повышая производительность за счет избавления от технических и трудоемких ручных операций.
Этот процесс также быстр благодаря автоматизации и воспроизводимости; независимо от сложности конструкции время изготовления сокращается. Точность поддерживается, и станки с ЧПУ часто используются для самых сложных и точных аспектов обработки.
ЭффективностьШтамповочные станки с ЧПУ работают быстро и точно, производя меньше отходов. Когда внутренний датчик качества, который имеется во многих машинах, обнаруживает дефект, машина прекращает штамповку, чтобы предотвратить дальнейшие потери.
Безопасный и экономичныйПоскольку количество отходов сведено к минимуму, в долгосрочной перспективе экономятся деньги, поскольку сырье не выбрасывается. Кроме того, поскольку весь процесс автоматизирован, оператор находится в безопасности при работе в безопасной среде.
Что следует помнить при проектировании Размеры отверстий в идеале не должны быть меньше, чем размер листового металла, который пробивает ЧПУ.
Погружные формы, изготовленные из основного листового металла без резьбы, могут помочь вам сэкономить деньги на резьбовых вставках, если компонент будет окрашиваться. Эти элементы, также известные как выдавленные отверстия, затем могут быть автоматически нарезаны резьбой с помощью нарезного инструмента на штамповочном прессе с ЧПУ.
Полезные инструментыКластерные инструменты позволяют еще больше сэкономить на работе с листовым металлом за счет сокращения времени пробивки отверстий на станке с ЧПУ. Инструмент может включать в себя большое количество отдельных пуансонов, что позволяет пробивать тысячи отверстий каждую минуту.
При изготовлении перфорированных элементов, таких как вентиляционные зоны, решетки динамиков, светодиодные панели или осветительные приборы, эти инструменты с ЧПУ могут быть особенно полезны.
Названия деталей, уровни выпуска, названия клиентов и продуктов могут использоваться для идентификации деталей с помощью инструментов для гравировки. При изготовлении листового металла для клиента они обычно хотят иметь возможность найти элемент на своем складе или в производстве.
При изготовлении листового металла для клиента они обычно хотят иметь возможность найти элемент на своем складе или в производстве.
Гравировка с ЧПУ может быть удобным решением для идентификации деталей из листового металла, которые используются в полевых условиях для запасных частей и обслуживания. Любые изменения информации, требуемой заказчиком в номере детали, могут быть просто перепрограммированы при использовании штамповочного пресса с ЧПУ для выполнения этой гравировки.
Какие типы станков с ЧПУ существуют? Токарные и токарные станки с ЧПУСпособность вращать материалы в процессе обработки — это то, что отличает этот тип станков с ЧПУ.
Режущие инструменты этих станков подаются линейным движением по периметру вращающейся прутковой заготовки. Это исключает материал до тех пор, пока не будет достигнут требуемый диаметр.
Фрезерные станки с ЧПУ Фрезерные станки с ЧПУ отличаются своей способностью вращать режущие инструменты, удерживая заготовку или блок материала в неподвижном состоянии.
Они могут фрезеровать различные формы, включая неглубокие, плоские поверхности или глубокие полости, такие как пазы и резьба.
Лазерные станки с ЧПУ и трубчатые лазерные станкиОстроконечный фрезер с высокосфокусированным лазерным лучом используется в лазерных станках с ЧПУ для точной резки или травления объектов. Лазер нагревает материал, заставляя его плавиться и вырезая в нем отверстие.
Материал обычно имеет форму листа, и лазерный луч движется по нему вперед и назад, создавая точный разрез.
Использование пробивных прессов с ЧПУ для повышения общей эффективностиИспользование оператора пробивного пресса с ЧПУ для управления и настройки этих электрических прессов поможет вам в полной мере воспользоваться преимуществами этих машин.
Вы можете выполнять больше проектных задач быстрее и эффективнее, используя штамповочный пресс с ЧПУ.
Посетите нашу страницу об услугах штамповки с ЧПУ, которые помогут вам начать работу.
Револьверно-пробивные прессы в металлообработке: руководство на 2020 год
Статья пересмотрена 26 августа 2022 г. что делает его третьим местом EVS с такой передовой технологией изготовления металла. Что делает этот штамповочный пресс настолько более совершенным, чем машины прошлого, что EVS захочет инвестировать сотни тысяч долларов в такое обновление?В значительной степени решение об обновлении стоимостью в сотни тысяч долларов связано с типом энергии, которую эта новая машина использует для работы. Тремя основными источниками питания револьверных пробивных прессов являются механический, гидравлический и сервоэлектрический , а наш новый пробивной пресс использует сервоэлектрическую энергию, наиболее эффективный из источников. Сегодня мы рассмотрим каждый тип, чтобы продемонстрировать, почему машины с сервоэлектрическим приводом являются лучшими из всех.
Механическая мощность Механические штамповочные прессы наименее распространены в настоящее время. Механическая мощность использует систему сцепления и тормоза, которая приводит в действие маховик, который, в свою очередь, приводит в действие рычаг Pitman , старейший тип технологии револьверного пробивного пресса, который используется до сих пор.
Механическая мощность использует систему сцепления и тормоза, которая приводит в действие маховик, который, в свою очередь, приводит в действие рычаг Pitman , старейший тип технологии револьверного пробивного пресса, который используется до сих пор.
Механические машины обеспечивают точность, а также экономию труда и энергии. Кроме того, они довольно малы и занимают относительно мало места в ограниченном пространстве цеха. Однако они, как правило, не так рентабельны, как другие типы перфораторов, и не так эффективны, как новые варианты с сервоэлектрическим приводом.
Гидравлический привод Револьверно-пробивные прессы с гидравлическим приводом сильно отличаются от тех, которые работают на механическом приводе. Нет ни двигателей, вращающих маховик, ни сцеплений, приводящих в действие манипулятор. Вместо этого он просто использует гидравлический цилиндр для пробивки, который поддерживается различным оборудованием, что делает пробивку очень точной. Однако гидравлические прессы могут быть большими, в зависимости от выбранного. Это одна из причин, по которой сервоэлектрические прессы, несмотря на то, что они значительно дороже гидравлических, считаются отличным вложением средств для тех, кто может позволить себе добавить их в свой парк машин. Даже для крупнейших производителей металлоконструкций площадь всегда будет в цене и считается ценной недвижимостью для компании.
Однако гидравлические прессы могут быть большими, в зависимости от выбранного. Это одна из причин, по которой сервоэлектрические прессы, несмотря на то, что они значительно дороже гидравлических, считаются отличным вложением средств для тех, кто может позволить себе добавить их в свой парк машин. Даже для крупнейших производителей металлоконструкций площадь всегда будет в цене и считается ценной недвижимостью для компании.
Гидравлические машины точны и выполняют свою работу. Они являются наиболее распространенным типом штамповочных прессов, используемых в настоящее время. Однако они не считаются эффективными, особенно по сравнению с машинами с сервоэлектрическим приводом. Кроме того, существуют проблемы с повторяемостью из-за нагрева и охлаждения гидравлической жидкости (для поддержания постоянной температуры необходимо использовать охладитель, что делает его энергозатратным), а также с надежностью. Они также требуют частой замены масла для поддержания гидравлики в рабочем состоянии, что может быть дорогостоящим обслуживанием.
Ищете услуги по прецизионному изготовлению и механической обработке листового металла?
Наш новый револьверно-пробивной пресс Amada 2510NT использует один сервопривод переменного тока для питания манипулятора Pitman, который управляет операцией штамповки машины, а не пневматической или гидравлической силой. Электродвигатель машины оснащен энкодером, который позволяет ему точно вращаться в соответствии с заданной «программой», что делает его более эффективным,
Поскольку он использует меньше энергии , он дешевле в эксплуатации. На самом деле, он потребляет всего 4,5 кВт при самых высоких скоростях работы; это примерно в 3-4 раза меньше, чем у обычной гидравлической машины. Даже его энергопотребление в режиме ожидания низкое — самое низкое из всех подобных машин Amada.