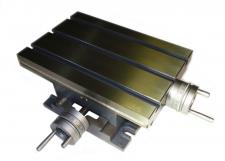
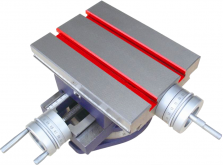
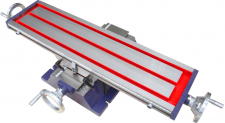
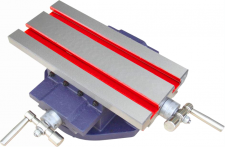
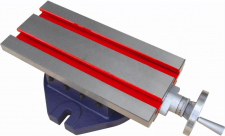
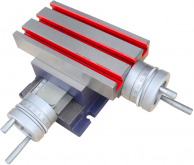
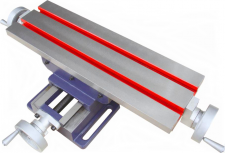
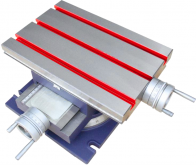
Столы координатные крестовые для фрезерных и сверлильных станков
Столы координатные неповоротные предназначены для использования в качестве дополнительной оснастки преимущественно на универсальных фрезерных, шлифовальных, сверлильных станках.
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
Код товара: 33837
В наличии 1 шт.

Длина стола200 мм
Ширина стола90 мм
Ход по Х100 мм
Ход по Y70 мм
Код товара: 35698
11 245 p
В наличии 15 шт.

Ширина стола140 мм
Длина стола312 мм
Ход по Х203 мм
Ход по Y125 мм
Масса17 кг
Код товара: 36219
10 530 p
В наличии 22 шт.

Ширина стола100 мм
Длина стола185 мм
Ход по Х80 мм
Ход по Y50 мм
Масса11 кг
Код товара: 35699
13 260 p
В наличии 18 шт.
 Ширина стола155 мм
Ширина стола155 ммДлина стола475 мм
Ход по Х330 мм
Ход по Y150 мм
Масса24 кг
Код товара: 36222
20 930 p
В наличии 12 шт.

Длина стола225 мм
Ход по Х130 мм
Ход по Y120 мм
Масса16 кг
Код товара: 35702
16 055 p
Нет в наличии

Масса4 кг
Код товара: 10811

Ширина стола140 мм
Длина стола300 мм
Ход по Х200 мм
Ход по Y125 мм
Масса17 кг
Код товара: 36224
35 295 p
В наличии 27 шт.

Масса48 кг
Код товара: 36221
17 030 p
В наличии 3 шт.
Ширина стола220 мм
Длина стола330 мм
Ход по Х210 мм
Ход по Y116 мм
Масса17 кг
Код товара: 29612
В наличии 21 шт.
Ширина стола175 мм
Длина стола225 мм
Ход по Х105 мм
Ход по Y90 мм
Масса16 кг
Код товара: 34485
В наличии 19 шт.

Регулируемый наклонный стол
Код товара: 29611
В наличии 1 шт.
Ширина стола180 мм
Ход по Х280 мм
Ход по Y175 мм
Масса45 кг
Код товара: 29609
Ширина стола140 мм
Длина стола300 мм
Ход по Х180 мм
Ход по Y100 мм
Масса17 кг
Код товара: 29616
Ширина стола140 мм
Длина стола300 мм
Ход по Х180 мм
Масса13 кг
Код товара: 11390
В наличии 1 шт.

Ширина стола210 мм
Длина стола730 мм
Ход по Х480 мм
Ход по Y210 мм
Масса84 кг
Код товара: 11171
Масса22 кг
Код товара: 29608
В наличии 9 шт.
Ширина стола100 мм
Длина стола185 мм
Ход по Х80 мм
Ход по Y50 мм
Масса11 кг
Код товара: 36220
14 755 p
Нет в наличии

Ширина стола175 мм
Длина стола225 мм
Ход по Х126 мм
Ход по Y120 мм
Масса16 кг
Код товара: 29610
В наличии 17 шт.
Ширина стола156 мм
Длина стола473 мм
Ход по Х270 мм
Ход по Y120 мм
Масса26 кг
Код товара: 29613
В наличии 6 шт.
Ширина стола220 мм
Длина стола330 мм
Ход по Х190 мм
Ход по Y100 мм
Масса28 кг
Код товара: 36223
24 050 p
В наличии 11 шт.

Ширина стола220 мм
Длина стола330 мм
Ход по Х190 мм
Ход по Y100 мм
Масса28 кг
Код товара: 35700
13 910 p
Нет в наличии

Ширина стола100 мм
Длина стола125 мм
Ход по Х100 мм
Масса3 кг
Код товара: 10950
В наличии 9 шт.
Коробчатый стол для JRD-460
Код товара: 29615
В наличии 8 шт.
Ширина стола240 мм
Длина стола600 мм
Ход по Х400 мм
Ход по Y150 мм
Масса55 кг
Код товара: 29614
В наличии 2 шт.
Ширина стола240 мм
Длина стола425 мм
Ход по Х225 мм
Ход по Y150 мм
Масса48 кг
Код товара: 11391
Масса32 кг
Код товара: 36426
В наличии 5 шт.

Ширина стола120 мм
Длина стола400 мм
Ход по Х220 мм
Ход по Y160 мм
Масса24 кг
Код товара: 11172
Масса49 кг
Код товара: 35709
62 400 p
Нет в наличии

Масса52 кг
Код товара: 1741
Стол для горизонтального фрезерования 230X200X120 мм
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓
Показывать по: 306090
rustan.ru
Координатный стол с тисками из уголка своими руками
Доброго времени суток, уважаемые самоделкины!Эта статья будет интересна всем, у кого есть в мастерской сверлильный станок. Автор канала “Sek Austria” покажет, как он создал координатный столик с тисками, тем самым кардинально увеличив точность сверления и возможности станка.

Стол сделан из стального уголка и шпилек. Так же автор использовал старые планки губок от тисков и прижимной винт.
Инструменты, необходимые для изготовления столика.
1. Сварочный аппарат
2. Сверлильный станок
3. Болгарка с дисками
4. Мелочевка – молоток, щетки и т.д.
Устанавливать приспособление автор планирует на поворотный стол, да и собирать в любом случае нужно на ровной поверхности.


Для этого он уже нарезал заготовки из уголков.


Теперь приступает к сборке основания, его размеры 8Х5 дюймов.

При сборке очень важно проверить прямоугольность всех углов. (Кстати, для таких вещей есть угловые магниты).


Проваривает все углы сваркой.
Повторяет с другой стороны.


Затем тщательно зачищает швы болгаркой с зачистным диском.


Теперь пристраивает полозья для первой подвижной части, или оси. Что бы они скользили свободно, подкладывает кусочек бумажки.
На этих полозьях устанавливает поперечные “рельсы” для второй оси.


Вторая подвижная часть у него готова, для точной сварки приставляет ее на будущее место.


Проваривает первую каретку.
Все отлично скользит, и первая и вторая ось. Убирает верхнюю каретку.

Затем и нижнюю, заодно выбрасывая бумажку.


В основание устанавливает шпильку М12, она будет двигать нижнюю каретку.

Затем на шпильку накручивает две гайки, они будут двигать каретку.


Фиксирует один край шпильки двумя гайками и шайбой.
То же и с другой стороны.

Зажав основание в тисках, приваривает гайки к шпильке.
Устанавливает основание и посередине него ставит планку.
Совместив центр планки с гайками на шпильке сваривает их.
Теперь саму планку – приваривает к каретке.
С верхней кареткой практически такие же действия, только вверх ногами.
Установка планки, совмещение с кареткой.
Сварка. Сначала гайки, затем планка, периодически проверяет подвижность каретки.
Итак, обе подвижные каретки, или координатные оси установлены.

Теперь нужно сделать ручки. Для этого сверлит на концах шпилек отверстия.

Затем, слегка расплющив кончик подходящего по длине стержня, забивает его в гайку.
Вставив получившуюся ручку в отверстие шпильки, забивает и вторую гайку.


Обе крутилки на двух осях готовы.


Пора сооружать на верхней каретке тиски. Начинает с уголков, в них уже просверлены отверстия для губок.
Устанавливает неподвижный уголок и приваривает к верхней каретке.
Второй, подвижный уголок, устанавливает на два маленьких, это будут его направляющие.
И приваривает подвижный к направляющим, заодно усиливает крепление неподвижного.
Вот такое крепление для губок получается.

Теперь нужно сделать прижимной винт, автор позаимствовал его у сломанной струбцины.

Надевает на конец винта уголок и гайку, зажимает его в тисках.
Гайку приваривает к винту, оставляя уголок свободно вращаться.
Соединяет при помощи сварки уголок прижимного винта и подвижное крепление губки.
Подвижное крепление губки.

Теперь приваривает гайку прижимного винта к каретке.
Механизм тисков готов!

Подготавливает губки к установке, старую насечку делает глубже при помощи болгарки. Неподвижная губка будет немного специфической формы.
Устанавливает их на свои места и стол полностью готов!
Можно испытывать столик, зажимает деталь отлично. И смещается по двум осям свободно и без люфтов.
Устанавливает приспособление на вот такой сверлильный станок.


Зажимает заготовку и сверлит шесть отверстий. Линии ровные и по вертикали и горизонтали.
Теперь просто в линию на профильной трубе.


Спасибо автору за проделанный труд, и отличную идею для мастеров! Усовершенствования – это всегда хорошо!
Всем хорошего инструмента!
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Координатные столы для станков: сверлильных, фрезерных
Дополнением к металлообрабатывающему станку является координатный стол, соответствующий ГОСТ. Он обеспечивает точную фиксацию и заданное перемещение заготовки во время обработки режущим инструментом. Этим повышается функциональность фрезерных, шлифовальных, сверлильных станков.
 Стол координатный PROXXON-MICROMOT
Стол координатный PROXXON-MICROMOTКлючевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.

Конструкция координатного стола SVT
В технологическом процессе значение имеют характеристики, указанные в мм: подача (поперечная, продольная), ширина паза, шаг между пазами. Для монтажа на оборудование — расстояние между крепежными отверстиями.
Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка. Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.

Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.
Скачать ГОСТ 16163-90 «Столы поворотные делительные координатно-расточных и координатно-шлифовальных станков»
Виды работ
Размещают координатный стол под различные рабочие органы станка:
- сверло;
- фреза;
- шлифовальная головка;
- метчик;
- точечная сварка;
- сканер;
- пробник;
- манипулятор;
- маркер;
- форсунка покраски;
- преобразователь магнитострикционный.
Опции
Рабочая металлическая поверхность плиты, установленной на координатный стол, может снабжаться защитным покрытием (жертвенный пластик) от повреждений режущим инструментом станка.
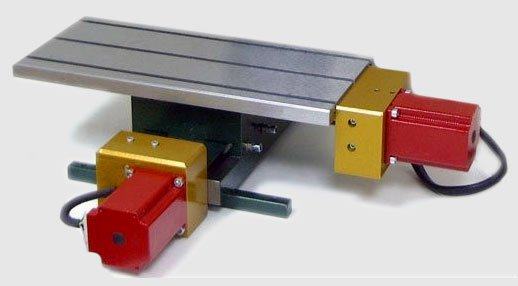
2-х координатный стол с электроприводом
На крестовые столы фрезерного (или другого) станка подводят автоматизированные системы охлаждения, пылеулавливания, удаления газов, смазки, очистки. Станок ЧПУ получает обратную связь от исполнительных органов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru