Особенности координатного стола для станка – metmaStanki.ru
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
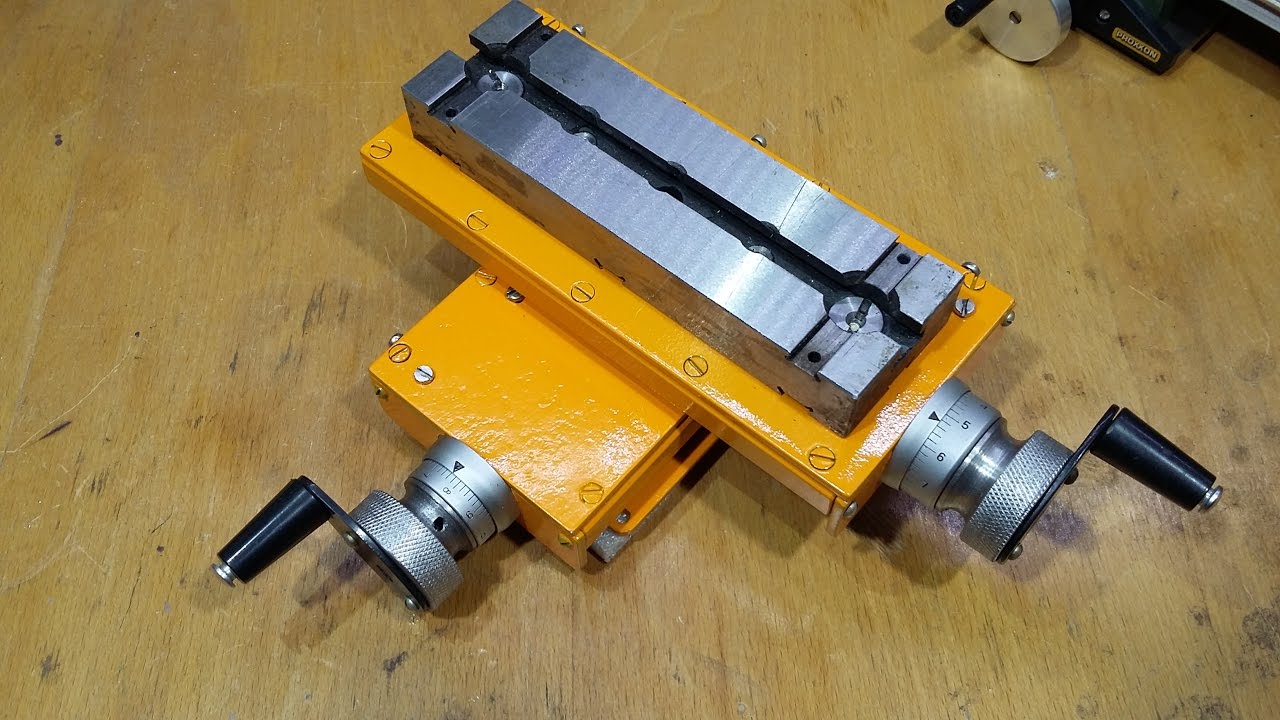
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Самодельный координатный столПриводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.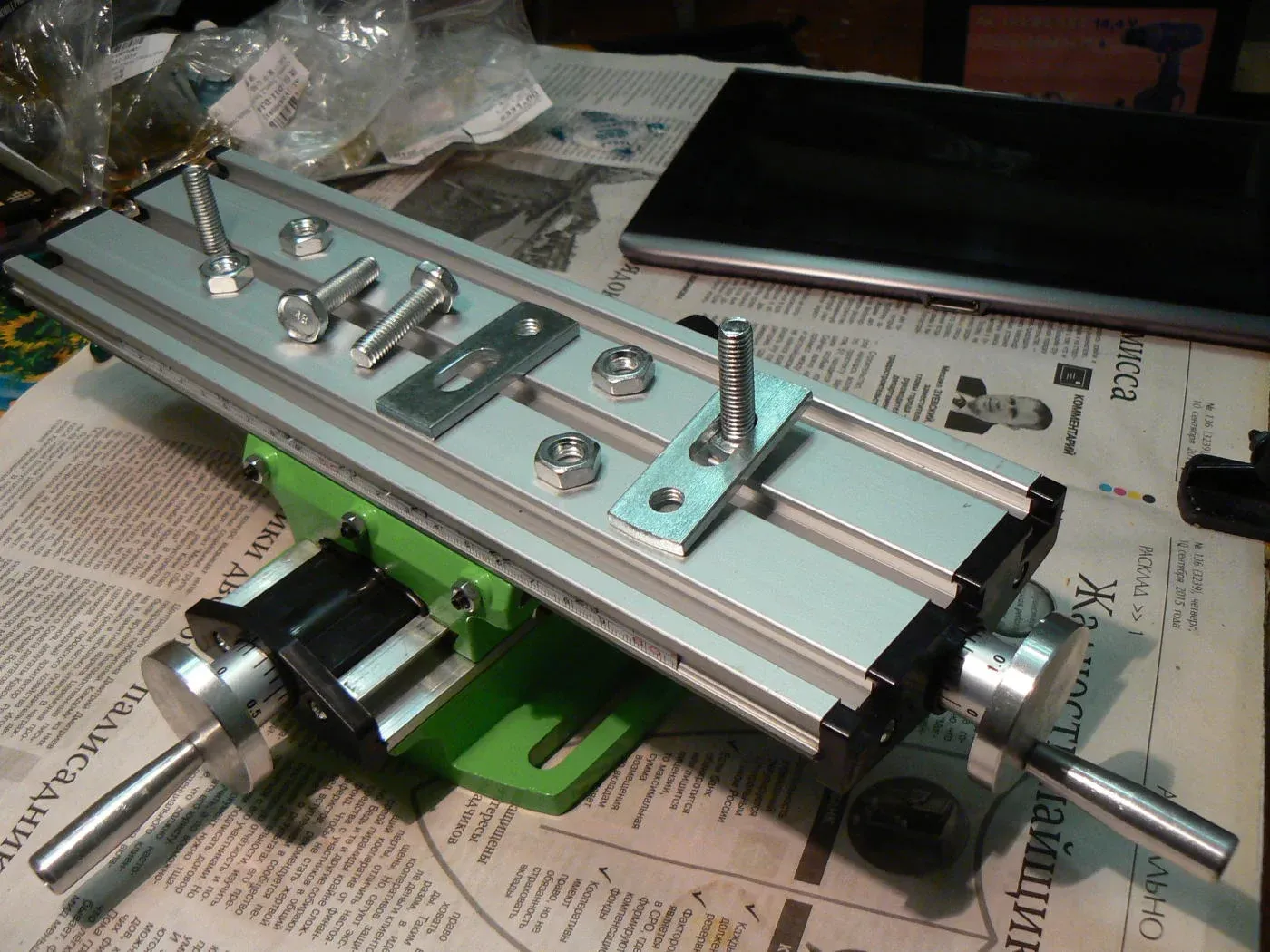
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.

Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачиДополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.

Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров.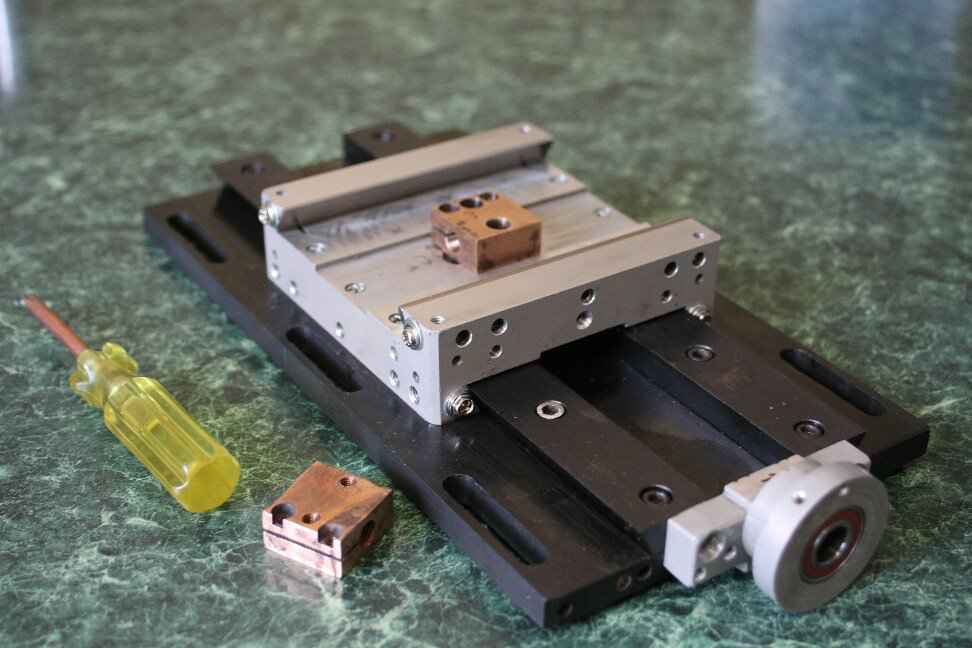 Прямой привод характеризуется высокими показателями торможения и разгона.
Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Видео по теме: Самодельный координатный столик
Столы для станков в Санкт-Петербурге: 1186-товаров: бесплатная доставка, скидка-65% [перейти]
Партнерская программаПомощь
Санкт-Петербург
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Здоровье и красотаЗдоровье и красота
Продукты и напиткиПродукты и напитки
Детские товарыДетские товары
Текстиль и кожаТекстиль и кожа
ЭлектротехникаЭлектротехника
Дом и садДом и сад
Мебель и интерьерМебель и интерьер
ПромышленностьПромышленность
Вода, газ и теплоВода, газ и тепло
Все категории
ВходИзбранное
Опорный стенд для фрезерного стола 98600W JET 98600H
ПОДРОБНЕЕПравый удлинитель стола для MLT100 Makita JM27000068
В МАГАЗИН16 748
Крестовинный стол для сверлильных станков PROMA G-5757
ПОДРОБНЕЕПластиковая защита для кулачков монтажного стола 1850 и 1885IT Trommelberg A3
ПОДРОБНЕЕ-19%
-21%
-19%
-51%
9 800
20125
Поворотный стол, 100 мм, 3 паза, наклоняемый, Альта Тулз, оснастка для станка Тип: Оснастка для
В МАГАЗИН-53%
7 027
15000
Стол для резки под 45 градусов УШМ 125 мм, станок столик Slider слайдер заусовщик, приспособление болгарки плитки кафеля края стыки угол
В МАГАЗИН19 238
Крестовинный стол для сверлильных станков PROMA KRS-475
ПОДРОБНЕЕ49 800
Поворотный стол для фрезерных станков JET 464816
ПОДРОБНЕЕ16 200
Стол дополнительный для станка BATTIPAV Vip 290 Вес нетто: 9. 000
000
25 210
Стол крестовинный KRS-475 для сверлильных станков PROMA 25005758 merchantCountBpg2: 0, cashback:
ПОДРОБНЕЕ-29%
2 350
3306
BOS Настольный, станок-держатель пялец в комплектации с рамой Лайт (Диван-стол) 016-45BOS
ПОДРОБНЕЕмагнитныеповоротныеделительныевакуумные с чпукорвет фрезерных21 770
Стол крестовинный G-5757 для сверлильных станков PROMA 25005757 merchantCountBpg2: 0, cashback: 25,
ПОДРОБНЕЕ30 656
Лазерный гравер ATOMSTACK A5 Pro, станок с ЧПУ с фиксированным фокусом и защитой глаз для рабочего стола сделай сам, 40 Вт
ПОДРОБНЕЕ-40%
908
1514
Универсальный алюминиевый фрезерный стол RT0700C, вставная пластина, обрезной станок, флип-плата для деревообрабатывающих скамейков, фрезерная
ПОДРОБНЕЕ30 815
Камик Стол производственный сб (каркас и столешница из н. с.aisi 430) 2000*800*850 6 опор. Тип: стол
с.aisi 430) 2000*800*850 6 опор. Тип: стол
13 920
Устройство фрезерное MD-01 для многофункциональных деревообрабатывающих станков белмаш MD-01
ПОДРОБНЕЕ33 300
Станок плиткорез 1500Вт, Корвет-466M, ф250х25,4х2,6, h=50, рез 620 мм, стол 700х468мм, 53кг
ПОДРОБНЕЕ15 500
Станок–стол Master-Ski для подготовки лыж Тип: профиль, стол, Производитель: Master-Ski,
ПОДРОБНЕЕ88 910
Делительный стол с трехкулачковым патроном Optimum RTE165 Тип: стол, Производитель: Optimum,
ПОДРОБНЕЕ32 163
Стол 2-х координатный поворотный PROMA Krs-330r Тип: стол, Производитель: Proma, Назначение:
ПОДРОБНЕЕ12 173
Стол SKRAB 25501 Тип: стол, Производитель: SKRAB, Назначение: сверлильные станки, фрезерные станки
ПОДРОБНЕЕ8 161 260
GWEIKE Лазерный станок GWEIKE LF3015GCR со сменными столами для резки листов и труб Материал
ПОДРОБНЕЕСтанок для вышивания Серёга-Мастер Универсальный (стол+диван) с клипсами Тип: станок,
ПОДРОБНЕЕСтанок для вышивания Серёга-Мастер Универсальный (стол+диван) – Декор Тип: станок, Производитель:
ПОДРОБНЕЕ27 817
LEITZ WK 462-2-37/500 Пила дисковая для торцовки и заусовки полых профилей сверху диаметр 550 мм для станков Elu, Wegoma, Rapid, Pressta Eisele, Schirmer
ПОДРОБНЕЕ26 787
LEITZ WK 462-2-36/420 Пила дисковая для торцовки и заусовки полых профилей сверху диаметр 420 мм для станков Rapid, Haffner, Wegoma, Ulmia
ПОДРОБНЕЕ56 715
Плоский термопресс Grafalex XY-300 с выдвижным столом Производитель: Grafalex, Тип постпечатного
ПОДРОБНЕЕJET Опорный стенд для фрезерного стола 98600W Производитель: JET
ПОДРОБНЕЕДвойное отверстие Фрезерный стол Тип: стол
ПОДРОБНЕЕСтол рабочий для сверлильного станка корвет 47 Назначение: сверлильные станки
ПОДРОБНЕЕ14 530
Вертикальный суппорт для токарного станка, стол, Альта Тулз, фрезерное приспособление
ПОДРОБНЕЕ31 200
Стол фрезерный JET 98600W 686х407 мм Тип: стол, Производитель: JET, Ширина: 8 мм
ПОДРОБНЕЕ208 320
CNIC Стол поворотный горизонтальный круглый d320мм (ТS-320A) Тип: стол, Производитель: CNIC,
ПОДРОБНЕЕРама стола для строгального станка корвет 101
ПОДРОБНЕЕКронштейн стола подающего для станков JT-2 410/225 Назначение: рейсмусовые станки, Материал: чугун
ПОДРОБНЕЕ20 310
Станок для пристрелки Allen Shottrax Производитель: Allen
ПОДРОБНЕЕОграничитель угловой дорожки, деревообрабатывающий Т-образный паз, скользящий стопор, ограничитель переворота под углом для столов для фрезерных станков
ПОДРОБНЕЕАлюминиевая вставная пластина фрезерного стола и подъемник машины, со скользящим защитным кожухом и угловым упором, для верстаков для обрезки деревянных фрезерных станков
ПОДРОБНЕЕСтол для горизонтального фрезерования Тип: стол, Тип поворотного стола: горизонтальный
ПОДРОБНЕЕ31 879
Стол 2-х координатный поворотный PROMA KRS-330R Тип: стол, Производитель: Proma
ПОДРОБНЕЕПодъемник для фрезерного станка с деревянным основанием, с алюминиевой вставной пластиной для фрезерного стола, для двигателей диаметром 65 мм, деревообрабатывающие гравировальные инструменты
ПОДРОБНЕЕ12 790
ЗУБР СРЦ-200 800 Вт настольный распиловочный станок Мощность (Вт): 800 Вт, Мощность (л.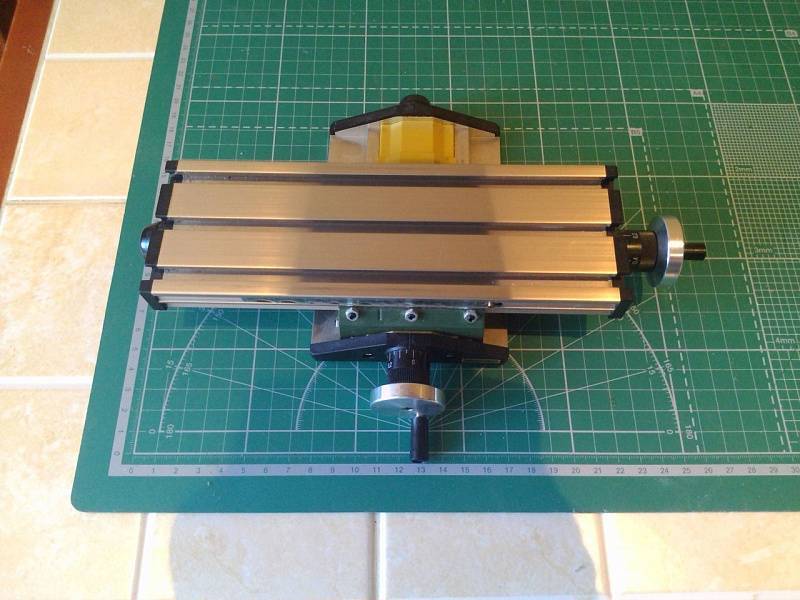 с.): 1.09
с.): 1.09
Стол рабочий для станка сверлильного ЗУБР ЗСС-450 Производитель: ЗУБР
ПОДРОБНЕЕЛапка на электропакетный переключатель вращения стола NORDBERG CT-D-7100008 Производитель:
ПОДРОБНЕЕФрезерный стол из алюминиевого сплава, вставная пластина, обрезной станок, Тип: стол
ПОДРОБНЕЕ-40%
5 933
9888
7-дюймовый Профессиональный сверхпрочный Столярный станок для деревообработки, инструмент для зажима, зажим для стола, зажим для кровати
ПОДРОБНЕЕ-52%
2 824
5883
Алюминиевый фрезерный стол, пластина для вставки фрезерного станка по дереву
ПОДРОБНЕЕ-65%
695
1987
вставная пластина для фрезерного стола,для деревообрабатывающего гравировального станка Тип: центр,
ПОДРОБНЕЕ-20%
3 034
3793
Тиски HRC58-62 высокоточные с тиски, стол для фрезерного станка с ЧПУ, 2 дюйма Тип: тиски, Тип
ПОДРОБНЕЕ57 193
Горизонтально-вертикальный поворотный стол для фрезерного станка TSL250-6 HV-10 Тип: стол, Тип
ПОДРОБНЕЕСтол подачи для фуговально-рейсмусового станка энкор Корвет 24 Тип: стол, Производитель: Энкор
ПОДРОБНЕЕ55 852
PROMA PM-300t Стол магнитный Тип: стол, Производитель: Proma
ПОДРОБНЕЕКомпакт SX-2232MP ручной стол для шелкографии 230х320 мм (А4) Вес: 10кг
ПОДРОБНЕЕ40 352
Координатный стол Proxxon KT 70 для фрезерного станка MF 70 подготовленный для ЧПУ Производитель:
ПОДРОБНЕЕ43 949
Поворотный стол для фрезерных станков OS-160 Назначение: фрезерные станки, Поворотный стол: Да
ПОДРОБНЕЕСтанок для подготовки беговых, горных лыж и сноубордов Master Ski Производитель: Master-Ski,
ПОДРОБНЕЕ61 020
Стол 2-х координатный неповоротный 700х180х151мм Тип: стол
ПОДРОБНЕЕ13 000
JET Параллельный упор с расширением стола для 14” деревообрабатывающих ленточнопильных станков
ПОДРОБНЕЕУниверсальный станок для вышивания (стол+диван) с клипсами Серёга-Мастер Тип: станок,
ПОДРОБНЕЕ36 701
Стол координатный наклоняемый поворотный VISPROM KTT-255R Тип: стол, Производитель: VISPROM,
ПОДРОБНЕЕПоршень 6000011 цилиндра стола шиномонтажных станков NORDBERG Тип: поршень, Производитель: Nordberg
ПОДРОБНЕЕСтол подачи для фуговально-рейсмусового станка корвет 24 Тип: стол
ПОДРОБНЕЕДелительный диск для поворотного стола 100 мм Тип: диск
ПОДРОБНЕЕ48 848
Поворотный стол для фрезерных станков Proma OS-160 Тип: стол, Производитель: Proma, Тип
ПОДРОБНЕЕ19 750
Прома Крестовинный стол Proma KRS-475 25005758 Тип: стол, Производитель: Proma
ПОДРОБНЕЕ20 932
Координатный стол 200 х 250, наклоняемый, Альта Тулз, инструмент оснастки для станка Тип: стол,
ПОДРОБНЕЕСтол дополнительный К-15М для пильного станка энкор Корвет 15М Тип: стол, Производитель: Энкор
ПОДРОБНЕЕСтол рабочий К-88 для лобзикового станка энкор Корвет 88 Тип: стол, Производитель: Энкор
ПОДРОБНЕЕ19 800
CUTERAL Стол роликовый для станка 4 Тип: стол
ПОДРОБНЕЕ19 800
CUTERAL Стол роликовый для станка 3 Тип: стол
ПОДРОБНЕЕ1 396 724
Форматно-раскроечный станок CASOLIN ASTRA 500 Подрезная пила: Да, Ход подвижного стола: 3200мм
ПОДРОБНЕЕСтанок для вышивания “Пяльцы с креплением для стола” Klass and Gessmann 264-8 Тип: станок,
ПОДРОБНЕЕ116 363
Стол поворотный наклоняемый CNIC TSK- 6 круглый d150мм Тип: стол, Производитель: CNIC, Назначение:
ПОДРОБНЕЕ63 685
Постоянный магнитный стол PMQC-3040 для станка, механический Тип: стол, Назначение: фрезерные станки
ПОДРОБНЕЕПластина стола для рейсмусового станка MAKITA 2012NB Производитель: Makita, Назначение: рейсмусовые
ПОДРОБНЕЕ48 848
Поворотный стол для фрезерных станков OS-160 Тип: стол, Назначение: фрезерные станки, Поворотный
ПОДРОБНЕЕ57 104
Поворотный стол PROMA OS-160 для фрезерных станков, 25000160 Тип: стол, Производитель: Proma, Тип
ПОДРОБНЕЕКлапан (6000619) пневмораспределительный для стола 4638 NORDBERG CT-Q-1000000 Производитель:
ПОДРОБНЕЕ50 052
Стол двух-координатный неповоротный 400x120x145 мм Cnic BF-16 Тип: стол, Производитель: CNIC,
ПОДРОБНЕЕТ-образный направляющий зажим для деревообрабатывающего желоба, Т-образный зажим фрезерного станка с ЧПУ из высокопрочного алюминиевого сплава
ПОДРОБНЕЕ1 272 261
Фрезерный станок с ЧПУ для нарезания шипа стульев и столов CNC-200
ПОДРОБНЕЕ-19%
3 564
4400
Стол для фрезера с лифтом Makita RP2300. Верстак. Фрезерный стол. Фрезерный станок Производитель:
Верстак. Фрезерный стол. Фрезерный станок Производитель:
-5%
11 595
12205
Стол направляющий для фрезерного станка, 600 мм Тип: стол, Назначение: фрезерные станки
ПОДРОБНЕЕКоординатный стол BG-6300 310мм х 90мм Профи Тип: стол, Назначение: сверлильные станки, Длина: 310
ПОДРОБНЕЕ-26%
1 051
1420
Универсальная пластина для фрезерного станка Назначение: фрезерные станки
ПОДРОБНЕЕ41 300
Станок фрезерный Корвет-82 Производитель: Энкор
ПОДРОБНЕЕ48 351
Поворотный стол для фрезерных станков Proma OS-250 Производитель: Proma, Назначение: фрезерные
ПОДРОБНЕЕ3 539 250
Станок плазменной резки Ilmaksan Производитель: ILMAKSAN, Выполняемые функции: резка, Вид: станок
ПОДРОБНЕЕКоординатный стол многофункциональный с тремя Т-образными канавками E0206 Тип: стол, Высота: 80 мм,
ПОДРОБНЕЕ55 000
Подставка под тяжёлые станки ALZMETALL 750x700x840 Тип: подставка, Ширина: 700 мм, Высота: 840 мм
ПОДРОБНЕЕ34 621
Сотовый стол для LaserPro GCC Spirit
ПОДРОБНЕЕПоворотный наклоняемый стол технореал 75 мм (4 паза) Производитель: ТехноРеал, Высота: 60 мм,
ПОДРОБНЕЕсотовый стол для лазерного станка/300x300x22mm для лазерной машины для СО2 Тип: стол, Длина: 300
ПОДРОБНЕЕ2 384 857
MetalTec 1530B (1500W) оптоволоконный лазерный станок для резки металла Материал обработки: металл,
ПОДРОБНЕЕ-10%
3 177
3530
Многофункциональный деревообрабатывающий режущий мини-стол/машина для резки своими руками/настольная электрическая пила/домашняя пила для дерева
ПОДРОБНЕЕКлапан (6000619) пневмораспределительный для стола NORDBERG 4638 CT-Q-1000000 (NORDBERG)
ПОДРОБНЕЕАлюминиевая вставная пластина фрезерного стола и подъемник машины, со скользящим защитным кожухом и угловым упором, для верстаков для обрезки деревянных фрезерных станков
ПОДРОБНЕЕ29 507
Белмаш KRS-225R стол координатный поворотный Visprom 100009 Тип: стол, Производитель: BELMASH
ПОДРОБНЕЕСкладывающийся дополнительный рабочий стол для распиловочного станка ВПК ВЖИК-350 Тип: стол
ПОДРОБНЕЕ24 852
Стол 2-х координатный неповоротный KRS-330 Тип: стол, Производитель: Proma
ПОДРОБНЕЕДелительный диск для поворотного стола 100 мм Тип: диск
ПОДРОБНЕЕ2 страница из 16
ПромышленностьСтанки и оборудование металлообрабатывающиеКомплектующие и запчасти для станковСтолы для станков
3D-печать или мельница — MAXcomputer GmbH
- Обзор 3D
- 3D-печать или мельница
Продукты > 3D-Print Mill Scan
KOSY и nccad готовы к обоим
Дата: сентябрь 2018 г.
Print or Mill
900 22
- Возможны оба действия!
Подробнее см. в разделе Print Mill Scan …..
Основные мысли о системе
Волна энтузиазма вызвала 3D-печать, подобную технической революции. Мы тоже были вдохновлены и попробовали это. Технология замечательная, но, пожалуйста, будем реалистами:
Все напечатать не получится, как и все перемолоть. Однако эти две процедуры очень хорошо дополняют друг друга.
Последствия, которые мы нарисовали: Более 20 лет мы производим координатные столы, оснащенные мотор-шпинделями, которые превращаются в фрезерные станки с ЧПУ. Почему бы не модернизировать координатный стол экструдером, чтобы он стал 3D-принтером!
 Благодаря согласованным движениям координатного стола генерируются трехмерные тела. Конечно, выдавливание — не единственный способ изготовления пластиковых деталей, но самый простой. Точность и качество поверхности можно улучшить литьем под давлением или технологией глубокой вытяжки, и это занимает меньше времени, становится возможным серийное производство. Однако для изготовления необходимых форм и инструментов вам понадобится фрезерный станок. Это всего лишь пример того, как печать может быть одним из различных вариантов.
Благодаря согласованным движениям координатного стола генерируются трехмерные тела. Конечно, выдавливание — не единственный способ изготовления пластиковых деталей, но самый простой. Точность и качество поверхности можно улучшить литьем под давлением или технологией глубокой вытяжки, и это занимает меньше времени, становится возможным серийное производство. Однако для изготовления необходимых форм и инструментов вам понадобится фрезерный станок. Это всего лишь пример того, как печать может быть одним из различных вариантов. Для нас экструдер своего рода «печатная головка», возможны и другие типы печатающих головок, но это требует больше усилий. Пожалуйста, не стесняйтесь обращаться к нам, если ваши задачи более сложны.
Для 3D-печати вам нужен файл, описывающий форму тела.Обычно это STL-формат.Если вы хотите сконструировать деталь самостоятельно, вам нужна 3D-CAD-программа, доступная на разных уровнях.И вам нужна CAM-программа , который может рассчитать движения, подходящие для метода печати.
 В полиграфическом секторе его часто называют «Слайсер». Кроме того, вам нужна управляющая и управляющая программа для всей системы, которая, наконец, позволяет производить 3D-деталь.
В полиграфическом секторе его часто называют «Слайсер». Кроме того, вам нужна управляющая и управляющая программа для всей системы, которая, наконец, позволяет производить 3D-деталь. Программное обеспечение играет важную роль в этой системе, оно упрощает использование и управление. Поэтому мы уверены, что в ближайшие годы произойдут большие изменения не только в нашей компании.
Уже некоторое время мы используем STL-файлы и для фрезеровки – Даже здесь два метода производства хорошо сочетаются.
Перейти на печать детали ………….
Собирается на Z-таблицу нашего координатного стола.
В комплект поставки экструдера входит все необходимое
для 3D-печати,
т.е. сам экструдер,
пластиковая проволока, инструкция,
аксессуары, примеры – Вам не придется чинить его самостоятельно.
Подробнее об экструдере …..
Как получить 3D-принтер
Приобретение новой системы
Все наши координатные столы/машины/системы, заказанные с октября 2013 года, готовы к подключению к экструдеру .
Модернизация старых систем
Необходимые изменения несложны и будут произведены даже на месте в качестве услуги модификации (расширение/изменение управления, установка дополнительных кабелей….). KOSY сможет заниматься 3D-печатью.
Магазин 3D-печати …….
Главная | Компания | Приложения | Продукты | Видеоклипы | Магазин | Поддержка | Скачать | Часто задаваемые вопросы | Общая карта сайта
11 способов найти нулевую деталь на вашем станке с ЧПУ
Эта статья была первоначально опубликована в 2016 году и содержала всего 8 способов найти нулевую деталь, и с тех пор она пользуется огромной популярностью. Я обновил его несколькими новыми методами.
Одна из первых вещей, которую вы должны сделать, прежде чем приступить к обработке детали, — это сообщить станку, где находится ноль детали. Ноль детали — это точка отсчета, соответствующая координате 0, 0 на чертеже CAD, который вы использовали для всей своей работы в CAM или для создания G-кода для вашей программы обработки деталей. Это также называется «Нулевая программа», поскольку X0Y0Z0 в программе g-кода является местоположением нулевой части. Между прочим, поиск нулевой части часто называют «прикосновением».
Это также называется «Нулевая программа», поскольку X0Y0Z0 в программе g-кода является местоположением нулевой части. Между прочим, поиск нулевой части часто называют «прикосновением».
Чтобы узнать больше, ознакомьтесь с нашей главой о программировании g-кода в части Zero.
Каждый оператор станков с ЧПУ должен уметь выполнять этот простой шаг, и часто полезно иметь несколько способов его выполнения. Количество затрачиваемых усилий неодинаково для каждого из них, и некоторые лучше подходят для особых случаев, а другие – более общего характера. Понимание всего арсенала методов поможет вам стать более эффективным, выбрав лучший для каждой работы.
Вот несколько методов на выбор:
Способ 1: Используйте краевой искатель
Краевой искатель, безусловно, является наиболее распространенным способом поиска нулевой детали, поэтому мы начнем с него. Чтобы использовать этот метод, поместите деталь во фрезерные тиски или приспособление. Обычно вы собираетесь сделать угловую часть нулевой. Поскольку вы начнете (обычно) с необработанного материала, важно оставить некоторый запас для обработки в вашем чертеже САПР. Таким образом, нулевая часть находится в пространстве, а не на самом деле.
Поскольку вы начнете (обычно) с необработанного материала, важно оставить некоторый запас для обработки в вашем чертеже САПР. Таким образом, нулевая часть находится в пространстве, а не на самом деле.
Искатели краев бывают разных видов, но мы сгруппируем их по механическим и электрическим категориям. Электрические искатели кромок загораются и/или издают звуковой сигнал при соприкосновении с заготовкой. Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкомер касается заготовки. Вот типичный электрический кромкомер:
Электрический кромкомер загорается или издает звуковой сигнал, когда шаровой конец касается детали и замыкает цепь…
Подобные электрические устройства для поиска краев чрезвычайно просты в использовании и относительно дешевы. Если они и страдают от недостатков, так это то, что те, у которых есть подвижные шары для предотвращения повреждений, не очень воспроизводимы, а те, у которых нет подвижных шаров, довольно легко сломать, если вы бежите слишком далеко или слишком быстро и врезаетесь один в свой. часть.
часть.
Механические искатели кромок существуют уже давно. Они работают, вращаясь на довольно низких оборотах (осторожно!), и когда вы слегка проходите край, они «выскакивают». В этом видео от Tormach представлен отличный пример работы одного из этих механических и электронных кромкомеров:
Чтобы использовать искатель кромки, вам просто нужно найти кромку, соответствующую каждой оси, X и Y, и обнулить ЦИ станка, когда вы найдете кромку. Обратите внимание, что при пристрелке необходимо учитывать радиус наконечника!
Способ 2. Используйте 3D-дегустатор
Еще один очень распространенный, но более современный и удобный метод, чем два вышеупомянутых краевых определителя, — использование «3D-дегустатора». 3D-дегустаторы (теперь их часто называют «3D-сенсорами», но оригинальный перевод с немецкого звучит гораздо интереснее!) Впервые были произведены в Германии компанией Haimer, хотя теперь вы можете купить их более дешевые клоны. Попробовав клон, рекомендую придерживаться оригинала. Это больше денег, но гораздо точнее и прочнее.
Это больше денег, но гораздо точнее и прочнее.
Haimer 3D Taster — 395 долларов на Amazon…
Я заплатил больше, когда купил свой — на самом деле намного больше, так как сначала купил дешевый китайский клон, пожалел об этом, а затем купил настоящую вещь, которая продавалась дороже, чем 395 долларов, которые они перечисляют на Amazon. Что вы можете сделать с одним? Что вы не можете сделать? В основном это модные, но чрезвычайно точные и простые в использовании искатели краев. Вы вставляете один в свой шпиндель и используете его, чтобы найти нулевую точку детали, края, углы, откатывание тисков и все виды других общих задач настройки. Причина, по которой вам нужен один, заключается в том, что они быстрее и проще, чем другие методы.
Эти прецизионные измерительные инструменты немецкого производства настолько удобны для стольких задач по наладке, что я постоянно держу один из них в державке и видел, как многие другие операторы ЧПУ делают то же самое.
Чтобы найти нулевую часть, используйте 3D-дегустатор, как искатели краев. Вот видео Tormach для демонстрации:
Вот видео Tormach для демонстрации:
Метод 3: Выберите фиксированное положение на тисках или приспособлении
Это мой любимый метод, поскольку он требует минимум времени и усилий для каждой настройки, хотя и требует небольшой предварительной настройки. один раз.
При использовании двух других методов вы должны находить нулевую деталь каждый раз, когда кладете новую заготовку на станок. С помощью этого метода вы найдете его один раз, потому что он относится к заготовке. Позвольте мне привести пример. Предположим, вы используете угол неподвижной губки ваших станочных тисков:
Используйте угол неподвижной губки ваших фрезерных тисков (обведен красным) в качестве нулевой точки…
Кстати, на этом рисунке также показана визовую остановку я сделал. Один из самых удобных инструментов в моем магазине!
Кстати, если вы используете фиксирующую пластину, вам не составит труда каждый раз ставить тиски на пластину в одно и то же место. Установите эту фиксированную часть челюсти на ноль в качестве рабочего смещения, и вы сможете вернуть ее обратно в любое время очень быстро. На этой фотографии показано, как установить тиски на фиксирующей пластине с помощью всего 3 установочных штифтов:
На этой фотографии показано, как установить тиски на фиксирующей пластине с помощью всего 3 установочных штифтов:
Найдите тиски и установите нулевую часть очень быстро каждый раз с помощью фиксирующей пластины…
Это прекрасная экономия времени, потому что тиски большую часть времени находятся на вашем фрезерном столе. Пока вы проектируете свои детали с идеей, что угол губки тисков представляет собой нулевую часть, вы можете вставить деталь в губки и начать обработку без измерения нуля детали, по крайней мере, без измерения X и Y. Вам нужно только измерить и обнулить если тиски перемещаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют воспроизводимые домашние переключатели. Но с какой бы стороны вы на это ни посмотрели, вы будете устанавливать нулевую часть намного реже, и это сэкономит ваше время.
Способ 4. Использование какого-либо упора
На рисунке выше показан стопор тисков, который я сделал давным-давно. Вы можете настроить стопор так, чтобы повторяемая ориентация детали соответствовала нулевой точке, до которой вы измеряете.
Вы можете настроить стопор так, чтобы повторяемая ориентация детали соответствовала нулевой точке, до которой вы измеряете.
В качестве альтернативы упорам можно поместить упоры на пластину крепления. Наконец, вы даже можете получить упоры, которые подходят к Т-образным пазам, как эти, от Tormach:
Метод 5: используйте камеру или прицел
Центрирующие прицелы существуют уже давно, и при достаточном уходе и увеличении их можно довольно точно:
Центрирующий прицел позволяет оптически позиционировать нулевую часть…
Предупреждаю вас, что эти центрирующие прицелы трудно увидеть. Иногда оптика не ахти и изображение может быть совсем тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Вот снимок центрирующего прицела на фрезерном станке Beatty Robotics:
Центрирующий прицел Beatty Robotics…
А вот вид изображения, полученного прицелом для центровки:
Использование цифровой камеры для центрирования углубления для центровочного сверления…
Обратите внимание, что камера смещена от осевой линии шпинделя. Это смещение является фиксированным и может учитываться при обнулении. Есть также камеры, которые вставляются прямо в держатель инструмента и смотрят прямо по оси шпинделя.
Это смещение является фиксированным и может учитываться при обнулении. Есть также камеры, которые вставляются прямо в держатель инструмента и смотрят прямо по оси шпинделя.
Кстати, если вы никогда не посещали Beatty Robotics, загляните сюда. Это семейное предприятие, в котором отец Битти вместе со своими дочерьми выполняет всевозможные замечательные проекты с ЧПУ. Действительно крутая вещь, и они даже используют G-Wizard.
Метод 6: Обнуление элемента детали
Этот метод не является полностью независимым, поскольку для правильного определения положения элемента детали необходимо использовать один из других методов. Но это чрезвычайно полезно для повторных операций и случаев, когда вам нужно положить на машину что-то другое, кроме грубого куска материала, возможно, для ремонта или доработки.
Идея состоит в том, чтобы обнулить некоторые особенности детали. Например, мы использовали углубление для точечного сверления с цифровой камерой выше.
На самом деле, расположение отверстий может быть выполнено очень точно, так что это довольно распространенный тип функции. Используйте цифровой датчик или коаксиальный индикатор Блейка, чтобы центрировать шпиндель станка над отверстием.
Используйте цифровой датчик или коаксиальный индикатор Блейка, чтобы центрировать шпиндель станка над отверстием.
Конечно, функция не обязательно должна быть нулевой. Он просто должен быть расположен на известном смещении, чтобы, как только вы нашли элемент, вы могли применить смещение, чтобы получить нулевую часть.
Метод 7: Концевая фреза плюс бумага, щуп или измерительный блок
Определение нулевой точки детали с помощью концевой фрезы — еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не соприкасалась с деталью. Обычные прокладки включают в себя лист бумаги, толщиномер или калибровочный блок. За исключением случая с бумагой, для этого метода шпиндель должен быть неподвижен.
Однажды я провел несколько экспериментов, чтобы определить, насколько точен такой метод. Вот что я нашел из нескольких методов для касания по оси Z:
Для касания на ощупь : Для моего 1-го метода, когда шпиндель остановлен, опустите фрезу на верхнюю часть заготовки. Обнулите DRO и идите оттуда. Это дало результат с ошибкой 0,012″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно было добавить фактор выдумки. В конце дня разрез оказался на 0,012 дюйма глубже, чем хотелось бы. Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Обнулите DRO и идите оттуда. Это дало результат с ошибкой 0,012″. Не очень хорошо! Ошибка была относительно повторяемой, поэтому можно было добавить фактор выдумки. В конце дня разрез оказался на 0,012 дюйма глубже, чем хотелось бы. Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Отключение по звуку : Со второй попытки я осторожно опустил шпиндель под напряжением и прислушался, когда фреза начнет резать. Этот метод оказался немного более точным и привел к слишком глубокому разрезу на 0,0085 дюйма. Все еще не очень хорошо.
Отрежьте бумагой : Традиционный метод старой школы включает в себя удерживание листа папиросной бумаги (по слухам, толщиной ровно 0,001 дюйма) на заготовке и постепенное опускание резака, пока он не начнет захватывать бумагу. Добавьте еще 0,001″, и вы на нуле! Не имея сигаретной бумаги, я использовал обычную бумагу для лазерного принтера. Я отрезал полосу шириной 1/2″, чтобы можно было держаться за один конец с безопасного расстояния, и подождал, пока резак схватится. В моем случае я получил захват на 0,010″, а не на 0,001″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.
В моем случае я получил захват на 0,010″, а не на 0,001″, но, по крайней мере, это было хорошее круглое число и довольно повторяемое.
Пресеттер оси Z : Последним в тестах был дешевый пресеттер оси Z, который я купил на eBay. Они выглядят так:
Пресеттер оси Z от продавца eBay 800 ватт…
Как это работает? Простой. В левом нижнем углу видна небольшая рифленая ручка. У него есть позиция «испытание» и «использование». Установите его на «тест», и внутренний эталон встанет на место, так что, если вы нажмете на наковальню сверху пальцем до упора, у вас будет ровно 2 дюйма от вершины наковальни до низа гаджета. Вы поворачиваете циферблат на ноль в этом положении. Теперь установите ручку в положение «использовать», поместите ее на заготовку, опустите резак до тех пор, пока игла не совпадет, обнулите иглу, обнулите ЦИ, и вы должны быть ровно на 2″ выше того, на чем сидит пресеттер.
Итак, не ожидая многого, я вставил присоску поверх своего алюминиевого куба в тиски Курта на фрезе и провернул головку, пока резак почти не соприкоснулся. Заблокировал головку и проворачивал пиноль с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мой ЦИ, удалил пресеттер, повернул еще на 2″ вниз с точной регулировкой, снова обнулил ЦИ, добавил 0,010″ для скромного среза, запустил куб через силовую подачу и перетащил блок на поверхность плиты, чтобы посмотреть, что я сделал.
Желаемый результат: 2,396″. Я опустил штангенрейсмастер, чтобы снять показания, которые, пожалуйста, барабанная дробь, 2,396 дюйма! Святая сверхъестественная точность, Бэтмен! Дешёвый пресеттер действительно работал, и работал хорошо, и хотя перо прошло 2″, а я ожидал худшего, всё получилось правильно.
Они делают гораздо более качественные и точные устройства, чем этот, поэтому я не вижу смысла в других испробованных мною методах. Я скажу, мерный блок может быть чрезвычайно точным. Просто убедитесь, что вы используете его, скользя между инструментом и заготовкой, вытягивая его, толкая и проверяя, пока он не подойдет. Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.
Я скажу, мерный блок может быть чрезвычайно точным. Просто убедитесь, что вы используете его, скользя между инструментом и заготовкой, вытягивая его, толкая и проверяя, пока он не подойдет. Не перемещайтесь с установленным мерным блоком, так как это вредно для калибрующего блока и резака.
Этот метод очень нагляден, но не очень точен. Вы можете установить дешевый лазер в держатель инструмента, который будет проецировать красивое красное лазерное пятно на вашу работу, которая находится на оси шпинделя. Вот один из них, который предлагает Tormach:
Лазерный «яблочко» от Tormach…
Если вы не рассчитываете на его сверхточность, он может стать для вас идеальным инструментом для настройки Part Zero. Возьмем, к примеру, случай, когда вы спроектировали свою деталь так, чтобы нулевая часть была углом черновой заготовки и находилась «в космосе», а не на самой детали. Вы собираетесь обработать излишки и оставить примерно 0,150 дюйма необработанного материала. Пока вы находите край в пределах, скажем, половины этого (с точностью до 0,075″), все в порядке. Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
Вы собираетесь обработать излишки и оставить примерно 0,150 дюйма необработанного материала. Пока вы находите край в пределах, скажем, половины этого (с точностью до 0,075″), все в порядке. Эти маленькие лазеры, безусловно, способны на это. Или, возможно, вы просто выполняете какую-то работу на фрезерном станке с ЧПУ, которая не требует жестких допусков. Опять же, вы можете найти это лазерное пятно достаточно хорошо для многих подобных вещей.
Наверное, стоит засунуть один в свой набор инструментов на всякий случай. Некоторые люди клянутся ими.
Метод 9: Датчик с ЧПУ
Самое лучшее я оставил напоследок — высококачественный датчик с ЧПУ более автоматизирован и может быть более точным, чем любой другой метод. Датчики вставляются в шпиндель и используют наконечник стилуса для измерения детали:
Датчики 3D Touch могут быть очень точными…
Датчиками можно управлять с помощью G-кода и использовать для различных задач. Они могут определять края, центры отверстий или выступов и многое другое. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска Part Zero. Просто поместите код в начало вашей программы обработки деталей, и оператор может поместить деталь в тиски, нажать зеленую кнопку и позволить станку выяснить все остальное. Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.
Они могут определять края, центры отверстий или выступов и многое другое. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска Part Zero. Просто поместите код в начало вашей программы обработки деталей, и оператор может поместить деталь в тиски, нажать зеленую кнопку и позволить станку выяснить все остальное. Удивительно, на что способны эти вещи. Их основные недостатки заключаются в том, что они будут самым дорогим методом, а сами зонды могут быть повреждены при столкновении, что делает вещи еще дороже.
Метод 10: Достаточно близко к «глазному яблоку»
С помощью этого метода вы пишете свою программу обработки детали, предполагая, что деталь находится на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны найти нулевую часть.
Если программа обработки детали написана так, чтобы предположить, что деталь находится на расстоянии 0,25 дюйма внутри заготовки, нам нужно только убедиться, что заготовка достаточно велика, чтобы содержать столько отходов вокруг готовой детали, и что ноль детали заготовки расположен в пределах 0,25 дюйма. фактической нулевой части. Это настолько большая погрешность, что вы можете легко заметить нулевую часть.
фактической нулевой части. Это настолько большая погрешность, что вы можете легко заметить нулевую часть.
Бонус: Метод 11: Используйте свою машину для установки остановки
Вот метод, предложенный нашими читателями в комментариях ниже — спасибо, ребята!
Вставьте штифт в держатель инструмента, расположите с помощью программы обработки деталей и дайте штифту остановиться, когда вы вставите деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе.
Это упрощает изготовление деталей, которые намного короче или длиннее губок тисков. Я делаю что-то подобное на своем токарном станке с ЧПУ все время, когда устанавливаю инструмент так, чтобы я мог поднять прутковый материал и использовать инструмент в качестве упора, чтобы начать новую деталь.
Заключение
Теперь у вас есть 8 способов управления Part Zero для ваших проектов с ЧПУ. У каждого есть свои сильные и слабые стороны. Есть еще много методов.