инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву ( B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)
Класс точности шлифовального круга Шлифовальный круг 1A1 250x40x34 24А F30
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
Выбираем шлифовальный круг – Статьи
Выбор шлифовального круга — 3 главных параметра
Самыми важными при покупке этого материала являются:
- Характеристики шлифовального инструмента — они должны совпадать с расходным материалом;
- Обрабатываемая поверхность — подбирается круг с подходящим для работы с ним абразивным материалом;
- Срок годности.


Круг и инструмент, на который он устанавливается, должны совпадать по размерам и скорости вращения. Диаметр отрезного круга должен соответствовать инструменту. На рынке есть модели с диаметром от 80 до 500 мм, для бытовых приборов подходят стандартные размеры 230 мм, 180мм, 150 мм, 125 мм, 115 мм. Также при покупке важно проверить диаметр посадочного отверстия — он бывает 32 мм и 22 мм.
Скорость вращения круга, которую обязательно указывают в маркировке, должна совпадать с данным параметром у инструмента.
Для её обозначения многие производители используют цветовую схему:
- Белая полоса — скорость до 25-35 м/с;
- Синяя указывает на максимальный параметр 45-50 м/с;
- Желтая — до 60 м/с;
- Красная полоса говорит о скорости 80 м/с;
- Зеленая — указывает на вращение до 100 м/с.
Определиться, какой шлифовальный круг выбрать для шлифовки определённой поверхности, не так уж сложно — большинство изделий универсальны. Однако такие круги имеют более высокую стоимость и меньшую производительность, поэтому лучше подбирать специальные. Производитель обычно маркирует изделие специальными значками: керамическая плитка, армированный бетон или камень, вид металла и другое.
Если с первыми двумя параметрами все понятно, то третий может вызвать недоумение. Однако на самом деле, на рынке можно встретить круги известных производителей, которые точно не являются подделкой, по очень подкупающей цене. В этом случае стоит обратить внимание на срок годности — он либо закончился, либо уже подходит к концу. Выбор шлифовального круга с таким сроками — это угроза здоровью и безопасности для мастера и окружающих.
Огромный выбор шлифкругов в нашем каталоге по ссылке
Как правильно подобрать шлифовальный круг по материалу и связке?
Связкой называют специальный материал основу, который используют для соединения и удерживания зёрен вместе. Правильно подобранный по связке круг порадует мастера высокой эффективностью работы.
Правильно подобранный по связке круг порадует мастера высокой эффективностью работы.
- Круги на бакелитовой связке предназначены для резьбошлифования, силового шлифования на высоких скоростях, обработки металлов, заточки режущих инструментов, финишной обработки цилиндров и другого.
- Шлифкруги на вулканитовой связке предназначены для полировки, чистовых операций, бесцентровой шлифовки.
- Шлифкруги на керамической связке подходят для шлицешлифования, зубошлифования и заточки инструментов, профильной, бесцентровой и других видов шлифовки.
О чем говорит маркировка?
На каждом шлифкруге можно увидеть множество значков и надписей — конечно, их наносят не для украшения изделия. У серьезных производителей такие надписи максимально информативны. Первое, на что надо посмотреть — для какого оборудования подходит данный шлифкруг: стационарного станка или ручного инструмента.
Перед тем, как выбрать данный расходный материал для своих нужд, следует обратить внимание на:
- Зернистость — бывает до 2000 мкм, а иногда и больше;
- Высоту круга;
- Точность размеров.
Зернистость — характеристика, отвечающая за размер абразивных частиц. Соответственно, чем она больше, тем быстрей можно обрабатывать материал. Для тонких работ, требующих высокой точности, нужны круги с мелким зерном. Общепринятым стандартом считается система FEPA —для обозначения зернистости используют букву «F» и числовое обозначение от 4 до 1200. Чем меньше число, тем о большем размере частиц идет речь. Для бытовых потребностей стоит подобрать шлифовальный круг в следующих диапазонах зернистости:
- мелкая — от 70 до 220;
- средняя — от 30 до 60;
- грубая — от 16 до 24.
Крупнозернистый круг используют:
- для удаления больших припусков, при обдирке и предварительных операциях;
- при работе на жестких и мощных станках;
- при обработке некоторых металлов — алюминия, меди, латуни;
- при больших площадях соприкосновения круга и обрабатываемой поверхности.

Круг со средним и мелким зерном нужен:
- для создания шероховатости в пределах 0,32-0,08 мкм;
- для окончательной шлифовки и доводки детали;
- при обработке твердых сплавов и закалённой стали;
- если предъявляются высокие требования к точности.
Толщину кромки круга называют высотой — бывает от 1 до 5 мм. Чем меньшее числовое значение у этой характеристики, тем более легким и простым будет рабочий процесс, однако скорость износа круга возрастает.
Точность размеров классифицируется тремя типами: АА, А и Б. Чтобы понять, как выбрать шлифовальный круг по типу точности, нужно определиться с видом операции и требованиями к точности результата. Для большинства обычных операций применяют круг класса Б. Для работы на высоких скоростях и обработки точных деталей применяют класс А. Для высокоточного оборудования необходимо приобрести шлифкруг с классом точности АА.
Как выбрать шлифовальный круг для дерева?
Для обработки дерева применяют лепестковые шлифовальные круги, которые изготавливают из наждачной бумаги, зафиксированной на жёсткой основе. Если древесину нужно сделать гладкой, используют круг с мелкой зернистостью, если нужно снять только часть слоя — подойдет средняя зернистость. Для снятия с деревянной поверхности старой краски применяют крупнозернистый круг. По конструкции круги для дерева делятся на твёрдые, подвижные, лепестковые. Последние используют для финишной обработки, с помощью которой можно добиться идеально гладкой поверхности.
Владея необходимой информацией, а также учитывая указанную производителем на изделии информацию, приобрести нужный диск в наших торговых залах не представит особого труда ни для опытного мастера, ни для начинающего.
Огромный выбор шлифкругов в нашем каталоге по ссылке
Материал взят с сайта zm-tools
Рекомендации по выбору абразивного инструмента
Выбор связки абразивного инструмента
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
Связки бывают неорганические (керамическая) и органические (бакелитовая, вулканитовая).
КЕРАМИЧЕСКАЯ СВЯЗКА обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки круга, но чувствительна к ударным и изгибающим нагрузкам. Инструмент на керамической связке применяют для всех видов шлифования кроме обдирки (из-за хрупкости связки): для резки и прорезки узких пазов, плоского шлифования желобов колец шарикоподшипников. Инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость, хорошо отводит тепло.
БАКЕЛИТОВАЯ СВЯЗКА обладает более высокой прочностью и упругостью, чем керамическая. Абразивный инструмент на бакелитовой связке может быть изготовлен различных форм и размеров, в том числе и очень тонких — до 0,5 мм для отрезных и прорезных работ. Недостатком бакелитовой связки является невысокая стойкость против действия охлаждающих жидкостей, содержащих щелочные растворы. При шлифовании кругами на бакелитовой связке охлаждающая жидкость не должна содержать более 1,5 % щелочи. Бакелитовая связка имеет более слабое, чем керамическая, сцепление с абразивным зерном, поэтому инструмент на этой связке широко используется на операциях плоского шлифования, где необходимо самозатачивание круга. Инструмент на бакелитовой связке применяют для грубых обдирочных работ, выполняемых в ручную и на подвесных стенках: плоского шлифования торцом круга, отрезки и прорезки пазов, заточки инструментов, при обработке тонких изделий, где опасен прижог. Бакелитовая связка оказывает полирующее действие.
Выбор марки абразивного материала
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, заточки, полирования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов. Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
Естественные абразивы — кремень, наждак, пемза, корунд, гранат, алмаз и другие. Искусственные: электрокорунд, карбид кремния, боразон, эльбор, синтетический алмаз и другие.
| Марка абразивного материала | Характеристика обрабатываемого материала |
| 14A |
ЭЛЕКТРОКОРУНД НОРМАЛЬНЫЙ
Обладает отличной теплостойкостью, высокой сцепляемостью со связкой, механической прочностью зерен и значительной вязкостью, что важно для выполнения операций с переменными нагрузками Обработка материалов с высоким сопротивлением разрыву. Это обдирка стальных отливок, проволок, проката, высокопрочных и отбеленных чугунов, ковкого чугуна, получистовая обработка различных деталей машин из углеродистых и легированных сталей в незакаленном; и закаленном виде, марганцовистой бронзы, никелевых и алюминиевых сплавов.25A
ЭЛЕКТРОКОРУНД БЕЛЫЙ
По физическому и химическому составу более однородный, обладает более высокой твердостью, острыми кромками, хорошей самозатачиваемостью, лучше устраняет шероховатости обрабатываемой поверхности по сравнению с электрокорундом нормальным Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрированных поверхностей. Обработка тонких деталей и инструментов, заточка, плоское, внутреннее, профильное и отделочное шлифование.38А
ЭЛЕКТРОКОРУНД ЦИРКОНИЕВЫЙ
Мелкокристаллический, плотный и прочный материал. Стойкость инструмента на обдирочных операциях в 10-40 раз выше аналогичного инструмента из электрокорунда нормального Обдирочное шлифование стальных заготовок при высокой скорости, подаче и усилии прижима. Силовое обдирочное шлифование стальных заготовок.54C
КАРБИД КРЕМНИЯ ЧЕРНЫЙ
Обладает высокой твердостью, абразивной способностью и хрупкостью. Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
Зерна имеют форму тонких пластинок, из-за чего увеличивается их хрупкость в работе.Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовое и латунное литье, твердые сплавы, драгоценные камни, стекло, мрамор, графит, фарфор, твердый каучук, кости и т.п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия резины).63C
КАРБИД КРЕМНИЯ ЗЕЛЕНЫЙ
Отличается от карбида кремния черного повышенной твердостью, абразивной способностью и хрупкостью Для обработки деталей из чугуна, цветных металлов, гранита, мрамора, твердых сплавов, обработки титановых, титано-танталовых твердых сплавов, хонинговальные, доводочные работы для деталей из серого чугуна, азотированной и шарикоподшипниковой стали.95А
ЭЛЕКТРОКОРУНД ХРОМТИТАНИСТЫЙ
Обладает более высокой механической прочностью и абразивной способностью по сравнению с электрокорундом нормальным
Обдирочное шлифование с большим съемом металла
Выбор зернистости инструмента
| Зернистость | Вид обработки |
| КрупнаяF6-F24 | Обдирочные операции с большой глубиной резания, зачистка заготовок, отливок. Обработка материалов, которые вызывают засаливание поверхности круга (латунь, медь, алюминий). |
| F24 — F36 | Плоское шлифование торцом круга, заточка резцов, правка абразивного инструмента, отрезка. |
| СредняяF30 — F60 | Предварительное и комбинированное шлифование, заточка режущего инструмента. |
| F46 — F90 | Чистовое шлифование, обработка профильных поверхностей, заточка мелкого инструмента, шлифование хрупких материалов. |
| МелкаяF100-F180 |
Отделочное шлифование, доводка твердых сплавов, доводка режущего инструмента, стальных заготовок, заточка тонких лезвий, предварительное хонингование.
Крупнозернистые инструменты применяются:
— при обдирочных и предварительных операциях с большой глубиной резания, когда удаляются большие припуски;
— при работе на станках большой мощности и жесткости;
— при обработке материалов, которые вызывают заполнение пор круга и засаливание его поверхности, например при обработке латуни, меди и алюминия;
— при большой площади контакта круга с обрабатываемой деталью, например при использовании высоких кругов, при плоском шлифовании торцом круга, при внутреннем шлифовании.
Средне- и мелкозернистые инструменты применяются:
— для получения шероховатости поверхности 0,320—0,080 мкм;
— при обработке закаленных сталей и твердых сплавов;
— при окончательном шлифовании, заточке и доводке инструментов;
— при высоких требованиях к точности обрабатываемого профиля детали.
С уменьшением размера абразивных зерен повышается их режущая способность за счет возрастания числа зерен на единице рабочей поверхности, уменьшения радиусов округления зерен, меньшего износа отдельных зерен. Уменьшение размера зерен приводит к значительному уменьшению пор круга, что вызывает необходимость снижения глубины шлифования и величины снимаемого на операции припуска. Чем мельче абразивные зерна в инструменте, тем меньше в единицу времени снимается материала с обрабатываемой заготовки. Однако, мелкозернистые инструменты обладают меньшей способностью к самозатачиванию по сравнению с инструментом более крупной зернистости, в результате чего быстрее притупляются и засаливаются. Рациональное сочетание режима обработки, правки инструмента и зернистости позволяет получать высокую точность и отличное качество обработки поверхности.
Выбор твердости инструмента
| Твердость | Вид обработки |
| Чрезвычайно твердаяU-W | Правка абразивных инструментов, шлифование шариков для подшипников, обдирочные операции. |
| ТвердаяR-S | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). Круглое наружное шлифование методом врезания при необходимости сохранения профиля круга (обработка шеек коленчатых валов). Бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров. |
| Cреднетвердая |
O, P, Q Профильное шлифование, обработка прерывистых поверхностей, хонингование и резьбошлифование деталей с крупным шагом.CредняяM-NПлоское шлифование сегментами и кольцевыми кругами, хонингование и резьбошлифование кругами на бакелитовой связке. CреднемягкаяK-L Чистовое и комбинированное круглое, наружное бесцентровое и внутреннее шлифование стали, плоское шлифование, резьбошлифование, заточка режущих инструментов.МягкаяH-F Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов, полирование.
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной.
Абразивные зерна по мере их затупления, должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, следует ответственно подходить к выбору твердости абразивного инструмента и учитывать характеристики обрабатываемых изделий.
Круги шлифовальные. Зернистость, формы, виды
Наиболее распространенным методом абразивной работы является шлифование.
Шлифование – это финишная обработка поверхностей изделий из различных материалов (металлические, деревянные, стеклянные, керамические и др.) с применением абразивного инструмента на шлифовальном станке.
С помощью шлифования можно получить:
• высокую точность обработанных поверхностей;
• высокую степень точности формы поверхностей;
• низкую шероховатость поверхностей.
Процесс шлифования в свою очередь делится на следующие операции:
1. Круглое шлифование:
а) Наружное:
• в центрах – это схема шлифования, при котором деталь крепится на станок при помощи центров, при этом ось центров и детали совпадают;
• бесцентровое – это схема шлифования, в которой деталь проходит одновременно между 2 абразивными кругами и опирается на опорный нож. В это время центр шлифовальных кругов находится немного ниже центра детали.
Рисунок 1 – Схема круглой наружной бесцентровой шлифовки
б) Внутреннее шлифование:
• в патроне – это такая схема шлифовки, при которой происходит вращение детали вокруг своей оси, а абразивный круг выполняет возвратно поступательные движения;
Рисунок 2 – Схема круглого внутреннего шлифования в патроне
• планетарное – это схема внутреннего шлифования отверстия, при которой деталь неподвижна, а круг совершает возвратно поступательное движение, при этом вращаясь по спирали.
Рисунок 3 – Схема круглой внутренней планетарной шлифовки
2. Плоское шлифование
а) Периферией круга;
б) Торцом круга.
3) Прорезка и отрезка;
4) Зубошлифование:
а) C помощью метода обкатки – это такой метод шлифовки зубчатых колес, во время которого происходит воспроизведение зубчатого колеса и круга для шлифования. В итоге получают эвольвентный профиль.
В итоге получают эвольвентный профиль.
Рисунок 4 – Шлифовка зубчатых колес методом обкатки с применением тарельчатого круга.
б) С помощью метода копирования – это такой способ шлифовки зубчатых колес, в процессе которого форма впадины зубчатого колеса повторяет профиль круга для шлифовки.
Рисунок 5 – Шлифовка зубчатых колес с помощью метода копирования.
Рассмотрим пример маркировки абразивного круга для шлифования фирмы «ЗАК»:
1. ПП – профиль круга;
2. 400*40*127 – габаритные размеры круга;
3. 14А – марка абразивного зерна;
4. F46 – зернистость по стандарту FEPA. 60 – набор сит, через которые просеивается абразив;
5. СМ1 – твердость круга;
6. 7 – Структура;
7. К – вид связки.
1. Форма шлифовальных кругов довольно разнообразна, но учитывая тот факт, что предприятия все более приобретают современные шлифовальные станки, в которых установлена система профилирования (придание абразивному кругу нужной формы, соответствующей профилю обрабатываемой заготовки) кругов, мы не будем рассматривать все профиля абразивных кругов, а рассмотрим только те, которые пользуются широким спросом на внутреннем рынке Украины:
ПП – круг прямого профиля, считается наиболее популярным профилем абразивных кругов. Его применяют для выполнения круглой (наружной, внутренней (для отделки сквозных отверстий) и бесцентровой) шлифовки периферией круга. Также он используется для выполнения плоской шлифовки (только периферией круга) и для затачивания инструментов (в этой ситуации в качестве рабочей поверхности могут применять как торцовые поверхности, так и цилиндрические). Благодаря современному оборудованию у большинства предприятий с единичным производством, данные круги начали использовать и для зубошлифования.
Рисунок 6 – Круг прямого профиля,
где d – обозначает диаметр посадочного отверстия, миллиметры;
D – обозначает наружный диаметр круга, миллиметры
H –обозначает высоту круга, мм.
ПВ – круг прямой с выточкой. Применяется для обработки глухих отверстий на внутришлифовальных станках. Данный профиль отличается в том, что в выточках размещаются зажимные фланцы, что позволяет обрабатывать глухое отверстие практически до торца.
Рисунок 7 – Круг прямой с односторонней выточкой
где D – обозначает наружный диаметр круга, миллиметры;
d – обозначает диаметр посадочного отверстия, миллиметры;
d1 – обозначает диаметр выточки, мм;
H – высота круга, мм;
h2 – глубина выточки, мм.
Примечание: указаны только габаритные размеры (D, H, d) в маркировке круга.
ПВД – круг прямой, у которого две выточки. Область применения аналогична профилю ПВ.
Рисунок 8 – Круг прямой с двухсторонней выточкой,
где буква «D» обозначает наружный диаметр круга, мм;
d – диаметр посадочного отверстия, мм;
d1, d2 – диаметр выточки, мм;
H – высота круга, мм;
h2, h3 – глубина выточки, мм.
Примечание: Указаны только габаритные размеры (D, H, d) в маркировке круга.
ЧЦ – чашка цилиндрическая. Она используется для затачивания инструментов и плоской шлифовки торцом круга. Крепится с помощью надежного фланцевого крепления к шпинделю станка.
Рисунок 9 – Круг чашка цилиндрическая
где буква «D» обозначает наружный диаметр круга, указанный в миллиметрах;
d1 обозначает диаметр выточки, миллиметры;
d обозначает диаметр посадочного отверстия, миллиметры;
H обозначает высоту круга, миллиметры;
h2обозначает толщину основания круга, миллиметры.
Примечание: В маркировке круга указываются только габаритные размеры (D, H, d).
ЧК – чашка коническая. Область применения аналогична кругу с профилем ЧЦ. Отличительной особенностью является то, что благодаря конической форме чашки облегчается подвод затачиваемого инструмента к рабочей поверхности круга.
Рисунок 10 – Круг чашка коническая
где D – наружный диаметр круга, мм;
d – диаметр посадочного отверстия, мм;
d1 – диаметр выточки у основания, мм;
d2 – диаметр выточки в верху круга, мм;
H – высота круга, мм;
h2 – толщина основания круга, мм;
a – угол наклона, град.
Примечание: указаны только габаритные размеры (D, H, d) в маркировке круга.
1Т – тарельчатый профиль. Применяют круги данного профиля для затачивания винтовых поверхностей.
Рисунок 11 – Круг шлифовальный тарельчатый,
где буква «D» обозначает наружный диаметр круга, мм;
d – диаметр посадочного отверстия, мм;
D1 – диаметр фланца, мм;
H – высота круга, мм;
h2 – толщина основания круга, мм;
a – угол наклона, град.
Примечание: В маркировке круга указываются только габаритные размеры (D, H, d).
2. Существует более 100 стандартизованных размеров шлифовальных кругов. Все размеры измеряются в мм. Размеры круга записываются в следующем виде: 400*40*203, где:
400 – наружный диаметр круга для шлифования. Стандарт предусматривает размеры кругов по наружному диаметру круга в диапазоне от трех миллиметров до 1100 миллиметров;
40 – высота круга для шлифования. Стандарт предусматривает размеры кругов по высоте в диапазоне от 0,18 миллиметров до 250 миллиметров;
203 – обозначает диаметр посадочного отверстия. Стандарт предусматривает круги с диаметром отверстия, у которых диапазон составляет от одного миллиметра до 305 миллиметров.
3. Все марки абразивного зерна у кругов для шлифования делят на две группы:
– Электрокорундовая группа;
– Карбид кремниевая группа.
Более детально узнать информацию по материалам абразивного зерна вы можете тут.
4. Зернистость кругов для шлифования определяется номером. На этот номер влияет размер абразивного зерна, который измеряют в сотых долях миллиметров.
Когда выбираете круг для шлифования, нужно обращать внимание на зернистость.
При выборе зернистости необходимо учитывать такие данные:
– физические качества обрабатываемого материала;
– требуемая шероховатость и точность обработанных поверхностей;
– величина припуска, который необходимо удалить во время обработки.
Инструменты с большим размером абразивного зерна (с грубой зернистостью) применяют в таких случаях:
– для выполнения обдирки и предварительных действий, у которых большая глубина резки, когда необходимо удалять большие припуска;
– для выполнения работы на станке, у которого большая мощностью и жесткость;
– для выполнения работы с вязкими материалами (например, алюминием, медью, латунью). Они заполняют поры круга, в итоге происходит его засаливание.
– в случае появления прижогов на поверхностях заготовок;
– если большая площадь круга контактирует с обрабатываемой заготовкой, к примеру, когда выполняется плоская шлифовка торцом круга.
Круги для шлифовки, которые имеют средний и мелкий размер абразивных зерен, применяются в следующих случаях:
– в тех ситуациях, когда нужно получить шероховатость поверхности с размером Ra 0,32 мкм;
– для выполнения завершающей шлифовки, доводки и затачивания инструментов;
– для отделки закаленных сталей и материалов из твердых сплавов;
– если есть повышенные требования к точности профилей деталей, которые обрабатывают.
В таблице 1 представлены рекомендации о том, как выбрать зернистость кругов для шлифования, учитывая требуемую обработку.
Таблица 1 – В зависимости от разновидности обработки выбор зернистости абразивных инструментов
Существует два способа обозначить абразивное зерно в кругах для шлифования. Первый способ – ГОСТ 3647-80 (этот способ обозначения применяется производителями кругов для шлифования, которые расположены в странах СНГ). Второй способ – FEPA42-D-1984 R1993 (F) (данное обозначение используют европейские производители шлифовальных кругов).
В таблице №2 ниже представлено соответствие зернистостей абразивных кругов по данным стандартам.
Таблица 2 – Шлифовальные круги: соответствие зернистостей по установленным стандартам ГОСТ, FEPA.
5. Понятие «твердость абразивных инструментов» – устойчивость связки к вырыванию абразивных зерен с поверхностей кругов под определенным воздействием внешней силы. На нее не влияет твердость абразивных зерен, а влияет вид связки и ее количество в абразивных инструментах. По этой причине понятие «мягкий» и «твердый» относятся не к самим абразивным материалам, а к сопротивлению связки к разрушению.
Ниже в таблице 3 представлен ориентировочный перевод степеней твердости по ГОСТ и обозначений принятых по ISO.
Таблица 3 – Ориентировочный перевод обозначений степени твердости по ГОСТу и обозначений принятых по ISO/FDIS 6103.
Когда выбираете абразивные круги, нужно учитывать такие данные:
– чем меньше уровень зернистости абразивных зерен, тем меньше твердость;
– мягкие круги используются для высокоскоростной работы (50 м/с и выше). Есть определенное правило: чем выше скорость, тем мягче круг.
– для обработки твердых материалов рекомендуют использовать мягкие круги;
– твердые круги применяют для грубой черновой шлифовки.
Таблица № 4 – Степени твердости и их применения
Самое большое распространение имеют круги с такими степенями твердости: СМ1 и СМ2. Данные круги получили такое распространение из-за того, что у нас на предприятиях в основном единичное или мелкосерийное производство (это означает, что каждая деталь изготовлена из разного материала и имеет разную твердость). Круги для шлифования с такими степенями твердости могут быть универсальными для работы с различными материалами (но для этого приходится при работе с материалами, к которым они не предназначены, уменьшать уровень производительности и увеличивать количество правок).
6. Понятие «структура» обозначает строение абразивных инструментов, учитывая количественные соотношения между связкой, зернами и порами в единице объема. Существует 3 вида структуры:
Понятие «структура» обозначает строение абразивных инструментов, учитывая количественные соотношения между связкой, зернами и порами в единице объема. Существует 3 вида структуры:
– Открытая;
– Полуоткрытая;
– Закрытая.
По объемному содержанию абразива, круги классифицируются по двенадцати номерам структуры, начиная от одного до двенадцати. Существует определенное правило: чем выше номер структуры, тем меньшее количество в объеме инструментов абразивных зерен, при этом больше пор и связки при одинаковой твердости. От одного до четырех – это закрытые структуры (плотные), от 5 до 8 (средние или полуоткрытые), от 9 до 12 – это высокопористые или открытые.
Для структуры 1 объемное содержание абразива в инструментах составляет 62%, для любого следующего номера структуры снижается объем зерна на 2%.
7. Связку используют для того, чтобы скрепить отдельные абразивные зерна. Ее качества существенно влияют на прочность инструментов и режим резки.
Связки бывают следующих видов:
1) Органическая:
а) Вулканитовая;
б) Бакелитовая;
2) Неорганическая:
а) Керамическая
Подробнее ознакомиться с видами связки кругов для шлифования тут.
Правильный подбор абразивного материала под конкретную задачу дело весьма непростое, поэтому рекомендуем вам обратиться к профессионалам своего дела, компании-производителю «Золотое Руно, Украина».
Шлифовка с умом – о выборе зачистных кругов
Шлифовка с умом – о выборе зачистных кругов
ООО Хамерус | СтатьиПочему не имеет смысла покупать дешёвые шлифовальные круги.
В статье подробно рассматриваются основные различия между дешёвыми и промышленными зачистными кругами, приведены мнения технических специалистов ведущих компаний мира в области производства абразивных инструментов.
Время от времени мы встречаем рекламу, которая предлагает «10 кругов за 10 баксов» (предложение, выгодное для рынка США, «пучок за пятачок» – прим. переводчика). Иногда такая сделка может быть хороша, а иногда не очень. Когда у Вас есть искушение вступить в такую сделку, спросите себя «Насколько же плохи могут быть эти круги?».
переводчика). Иногда такая сделка может быть хороша, а иногда не очень. Когда у Вас есть искушение вступить в такую сделку, спросите себя «Насколько же плохи могут быть эти круги?».
При рассмотрении закупки шлифовальных кругов, думать надо прежде всего о безопасности. «Безопасность – одна из главнейших причин использовать высококачественные шлифовальные круги», – говорит Марк Брунэ Ганье, менеджер по продукту группы спечных абразивов компании Walter Surface Technologies.
«По сравнению с кругами дешёвых брэндов, связка высококачественных шлифовальных дисков намного лучше скрепляет абразивные частицы, следовательно, значительно уменьшается количество пыли и осколков, которые попадают в рабочее окружение. Также это даёт более длительный срок службы шлифовального круга, что уменьшает количество кругов, необходимых для выполнения задачи, и, следовательно, уменьшает расходы на материалы».
Джим Баллу, маркетолог отдела отрезных и шлифовальных кругов компании Pferd Inc., подчёркивает, что по соображениям безопасности также очень важно применять диски в строгом соответствии с рекомендациями производителя – включая параметры УШМ, материал заготовки и тип абразивной операции.
Хотя, даже при верном использовании «покупка самых дешёвых кругов может обернуться целой серией проблем, включая несоответствие кодировки безопасности, опасные наполнители – вредные при вдыхании и загрязняющие обрабатываемую поверхность, недостаточную боковую стабильность, которая может привести к разрыву круга и т.д. Низкое качество диска обычно обозначает повышенные риски.»
Брэнды, которые сфокусированы на высоком качестве, производят продукцию по более высоким стандартам и с более жёсткими допусками. «Это обеспечивает безопасный в использовании отрезной или шлифовальный круг, который будет служить дольше с более высокими отрезными или шлифовальными качествами, чем дешёвые брэнды», – говорит М-р Боб МакДоноу, технический специалист компании Flexovit USA, Inc. Закупка высококачественных шлифовальных кругов не только даёт безопасность, но также «в конечном счёте бережёт деньги и труд клиентов на замену кругов».
Неужели кому-то действительно нужен низкокачественный продукт? Конечно нет, считает Рик Хопкинс, менеджер по продукту отдела абразивов компании Weiler Corporation. Однако, продолжает он, «качество и производительность – это слова, которые часто неверно интерпретируются. Важно чётко прояснить необходимый уровень производительности, перед тем, как рекомендовать продукт клиенту».
При подборе продукта важно понять, какая производительность нужна клиенту. Баллу объясняет: «Когда вы покупаете свёрла, вы готовы платить за дырки в стенах. Как много дырок можно сделать одним сверлом? Вы можете точно посчитать стоимость одного отверстия. Точно так же можно измерять шлифовальные круги». Применительно к шлифовальным кругам производительность измеряется в съёме металла.
Высококачественные круги произведены с расчётом на длительный срок службы и быстрый съём металла. Однако, некоторые дешёвые круги также могут работать с высокой скоростью, но при этом с более низким качеством. Из этого следует, что чем выше качество круга, тем выше общая производительность, и, вследствие этого, выше продуктивность.
Существуют стандартизированные тесты, которые измеряют срок службы и эффективность шлифовального круга – тест «G-ratio» и «Тест эффективности реза». G-ratio тест измеряет срок службы шлифовального круга. Последний измеряет скорость удаления материала, достигаемую диском. Баллу объясняет: «Вместе эти два теста позволяют пользователю построить комплексную оценку общих расходов. Цена самого круга незначительна по сравнению с трудовыми затратами. Если пользователь экономит деньги, покупая дешёвый низкокачественный круг, ценовое преимущество будет нивелировано низкой скоростью работы и коротким сроком службы. А это означает снижение продуктивности и увеличение общих расходов».
Все производители, которые поставляют круги на территории США, должны как минимум соответствовать стандартам ANSI B7.1
Некоторые компании, как Walter Surface Technologies, сертифицируют свою продукцию не только по ANSI B7. 1, но и по более строгому европейскому стандарту EN12413. «Например, при проведении теста на разрыв круга ANSI требует, чтобы шлифовальный круг выдерживал скорость минимум в 1,5 раза выше указанной на этикетке максимальной скорости (об./мин.), а требования EN12413 – 1,87 раз, то есть выше на 25%.» – говорит Ганье, иллюстрируя более строгие европейские стандарты.
1, но и по более строгому европейскому стандарту EN12413. «Например, при проведении теста на разрыв круга ANSI требует, чтобы шлифовальный круг выдерживал скорость минимум в 1,5 раза выше указанной на этикетке максимальной скорости (об./мин.), а требования EN12413 – 1,87 раз, то есть выше на 25%.» – говорит Ганье, иллюстрируя более строгие европейские стандарты.
Более высокие стандарты также означают повышенный комфорт. «Так как шлифовка – это вечная головная боль всех сварщиков, гораздо удобнее использовать высококачественные шлифовальные круги», продолжает Ганье.
«Круги будут хорошо сбалансированы, что снижает вибрацию. Также высококачественные круги обеспечивают лучший контроль операции, так как вам не надо сильно давить на круг для увеличения скорости съёма материала. Такие круги обеспечивают однородность не только между готовыми продуктами, но и между партиями продуктов».
Главная характеристика высококачественных кругов, произведённых с жёсткими допусками – комфортная работа без вибрации и утомления оператора, объясняет МакДоноу.
Комфорт – это вообще основной признак качественных шлифовальных кругов, который часто упускается из виду. Ганье объясняет, что шлифование – это очень ответственная работа, и крайне важно, чтобы оператору было удобно работать шлифовальным кругом. «Обычно, неудобные в работе круги определяются чрезмерным усилием, которое приходится прилагать для снятия материала и сложностью контроля диска, потому что он оставляет зарезы на металле. Этого всего можно избежать, работая высококачественным шлифовальным кругом».
Отрезка и зачистка дешёвым кругом может быть неудобна, так как «абразивное зерно затупляется и более не режет, требуя сильного прижима и приводя к перегреву заготовки», говорит Габи Миоликс, специалист технической службы абразивного подразделения 3М в Канаде. «Что вам нужно – это иметь возможность работать с высокой скоростью съёма металла, без дефектов, связанных с перегревом, и с износом круга достаточным для обнажения новых острых зёрен абразива без значительного сокращения срока службы круга», – продолжает она. Изделия высокого качества демонстрируют стабильность в весе, балансе, центровке, толщине и отсутствии деформаций, делая их использование простым и удобным.
Изделия высокого качества демонстрируют стабильность в весе, балансе, центровке, толщине и отсутствии деформаций, делая их использование простым и удобным.
Одна из главных проблем качества – это перегрев, которым может повлиять на общую стоимость производства. Избежать перегрева материала можно, используя высококачественные шлифовальные круги. Работа качественными отрезными и шлифовальными кругами обеспечивает лучшее качество реза и экономию средств. «Улучшенное резание даёт меньше прижогов и тепловых дефектов. Так что можно работать быстрее, и пропускная способность производства возрастает», говорит Миоликс.
И не только это – когда шлифовальный диск перегревается, меняются механические свойства материала, и срок службы и производительность круга уменьшаются, соглашается Ганье.
Он продолжает рассуждать, как качество продукции влияет на труд, что, в свою очередь, влияет на цену. «Использование высококачественных продуктов даёт резкое сокращение стоимости трудозатрат… Пользователям необходимо понять, что платить больше вначале (за круги)… стоящая инвестиция, т.к. производительность радикально увеличится, сокращая издержки».
На стоимость круга также часто влияет зерно. «Градация (жёсткость) круга напрямую влияет на качество реза», – говорит Хопкинс. «Более мягкие круги имеют более высокую скорость резания и оставляют более тонкий финиш, в то время как более жёсткие круги будут служить дольше, но резать медленнее, а для достижения необходимого финиша поверхности могут потребоваться дополнительные операции».
Качество реза – это важный для анализа параметр для отрезных кругов и для некоторых шлифовальных кругов. «Для спечных шлифовальных кругов основной вопрос – это скорость снятия металла. Если стоит также задача финиширования поверхности, следует применять специальные продукты, которые наравне со съёмом материала также оставляют хорошее качество поверхности», говорит Баллу, который согласен, что есть несколько способов достигнуть обеих целей. Хотя он также уверен, что люди, заинтересованные в шлифовальных зачистных кругах, в основном не особо обеспокоены качеством финиша на стадии грубого шлифования.
Хотя он также уверен, что люди, заинтересованные в шлифовальных зачистных кругах, в основном не особо обеспокоены качеством финиша на стадии грубого шлифования.
Вообще, согласно Хопкинсу, спечные абразивы можно разделить на две категории: первая -спечные абразивы, состоящие из абразивных зёрен, удерживаемых керамической связкой и не содержащие армирующих слоёв; вторая категория – это круги на бакелитовой связке, состоящие из абразивных зёрен, которые прикреплены органическими смолами к армирующим слоям из фиберглассовой сетки.
Хопкинс объясняет, что в спечных кругах производства Weiler на бакелитовой связке «зёрна равномерно распределены по всей толщине круга. Это обеспечивает постоянную скорость резания на протяжении всего срока службы абразива. В кругах некоторых производителей зёрна абразива находится лишь во внешнем слое круга, они быстро изнашиваются, и срок службы таких кругов резко уменьшается.»
У всех шлифовальных кругов есть общие компоненты, такие как абразивные зёрна, фиберглассовые армирующие элементы и связка. В кругах высокого качества применяются более дорогостоящие компоненты, чем в недорогих кругах, что в результате сильно влияет на производительность.
«Например, самый ходовой вид абразивного зерна для работы по стали – это оксид алюминия (электрокорунд). Производители кругов могут закупать оксид алюминия разного сорта. Нормальный электрокорунд недорогой и хорошо работает. Белый электрокорунд значительно дороже, но при этом каждое из зёрен имеет более острые режущие кромки и более длительный срок службы. Подобные различия в цене и производительности есть почти у всех компонентов шлифовального круга», говорит Балу.
Разные абразивы могут больше подходить для работы по разным материалам, таким как алюминий, нержавеющая сталь или низкоуглеродистая сталь. «Так как у разных материалов разные механические свойства, то использование различных абразивов необходимо, потому что у них всех различные режущие свойства», говорит Ганье. Важно подобрать наиболее подходящий шлифовальный круг для каждой отдельной задачи. Например, алюминий – очень мягкий металл с низкой точкой плавления. Ганье объясняет, что алюминий быстро засалит обычный шлифовальный круг, и поэтому лучшим вариантом в этом случае будет мягкий круг со специальными добавками и хрупкими зёрнами. С другой стороны, сталь шлифовать легко, «рекомендуется использовать круги с зёрнами нормального электрокорунда, циркония или керамики так как они все жёсткие и обеспечивают хорошее удаление материала», говорит он.
Важно подобрать наиболее подходящий шлифовальный круг для каждой отдельной задачи. Например, алюминий – очень мягкий металл с низкой точкой плавления. Ганье объясняет, что алюминий быстро засалит обычный шлифовальный круг, и поэтому лучшим вариантом в этом случае будет мягкий круг со специальными добавками и хрупкими зёрнами. С другой стороны, сталь шлифовать легко, «рекомендуется использовать круги с зёрнами нормального электрокорунда, циркония или керамики так как они все жёсткие и обеспечивают хорошее удаление материала», говорит он.
Однако, если вы работаете с нержавеющей сталью, «рекомендуется использовать круги с содержанием железа, серы и хлора менее 0,1%, чтобы не загрязнить поверхность нержавеющей стали. Очень важно подобрать правильный круг к каждому применению, чтобы максимально использовать их качества и увеличить производительность работ», продолжает Ганье.
Важно выбирать шлифовальный круг, созданный для конкретного применения. Высококачественные шлифовальные круги произведены специально для работы по конкретным материалам. В то же время производители дешёвых кругов заявляют об их универсальности и хорошей работе по всем материалам.
«Электрокорунд, цирконий и керамика все работают по стали и нержавеющей стали. Карбид кремния применяется для шлифования бетона, камня, природных материалов», говорит Балу. Часто, для получения наилучшего результата при шлифовке определённых материалов, абразивы могут быть смешаны в одном круге. «Для достижения хорошей производительности также важен выбор и других ингредиентов круга, помимо абразивного зерна. Для шлифования обычной стали в круги добавляется дисульфид железа, который действует как лубрикатор и улучшает результаты шлифования. Но поверхность нержавеющей стали он будет загрязнять, поэтому для её шлифовки требуется применение других хладагентов. Круги для шлифовки алюминия обычно производятся с зерном электрокорунда, но требуют специальных добавок для снижения засаливания».
Важно найти правильный шлифовальный круг, но для продления его срока службы важно также правильно его использовать. Пути обеспечения долговечности круга – хранение в чистом сухом месте, использование без чрезмерного прижима, обеспечение безопасности рабочего места.
Пути обеспечения долговечности круга – хранение в чистом сухом месте, использование без чрезмерного прижима, обеспечение безопасности рабочего места.
Ещё один способ увеличить срок службы шлифовального круга – применение качественного привода, способного стабильно поддерживать необходимые обороты. Ганье объясняет: «Если у привода недостаточный крутящий момент, и вы слишком сильно прижимаете инструмент, обороты круга будут падать, и он быстро засалится, снижая режущую способность, перегревая заготовку и сам привод. Верный угол для работы круга как правило указывается на этикетке, но, например, стандартным зачистным кругом тип 27 следует работать под углом 20° для обеспечения лучшей производительности и стойкости. Некоторыми специализированными кругами, например, тип 28 или тип 29 нужно работать соответственно под более низким углом».
У Хопкинса есть уникальная методика продления срока службы шлифовальных кругов. «Чтобы использовать полностью преимущества вашего продукта, анализируйте его по методу «S.P.O.T.» (speed, pressure, orientation, time)» – говорит он. «Скорость: убедитесь, что круг работает на правильных оборотах. Давление: с увеличением давление повышается трение и температура, в таких условиях круги с мягкой связкой изнашиваются быстрее. Ориентация: минимизируйте зону контакта круга с заготовкой для более быстрого и холодного реза. Время: никогда не задерживайтесь на одном участке шлифовки и используйте рекомендованные скорости подачи для каждого материала.»
Автор текста: NESTOR GULA
Статья опубликована 29 сентября 2014г.
Перевод: Валерия Румянцева
Мы надеемся, что изложенная в статье информация была Вам полезна, однако для точного подбора абразивных инструментов под Ваши задачи в зависимости от материалов и серийности изделий мы рекомендуем обратиться за консультацией к нашим технологам.
При использовании материалов сайта ссылка на источник обязательна.
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов – шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) – наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) – другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) – абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) – новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна – это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно – тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка – это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки – это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге – это прямой круг (straight wheel). Шлифовальная поверхность – часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца – детали крепления круга на шпинделе.
Шлифовальная поверхность – часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца – детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) – это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего – это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента – это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор – площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше – поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.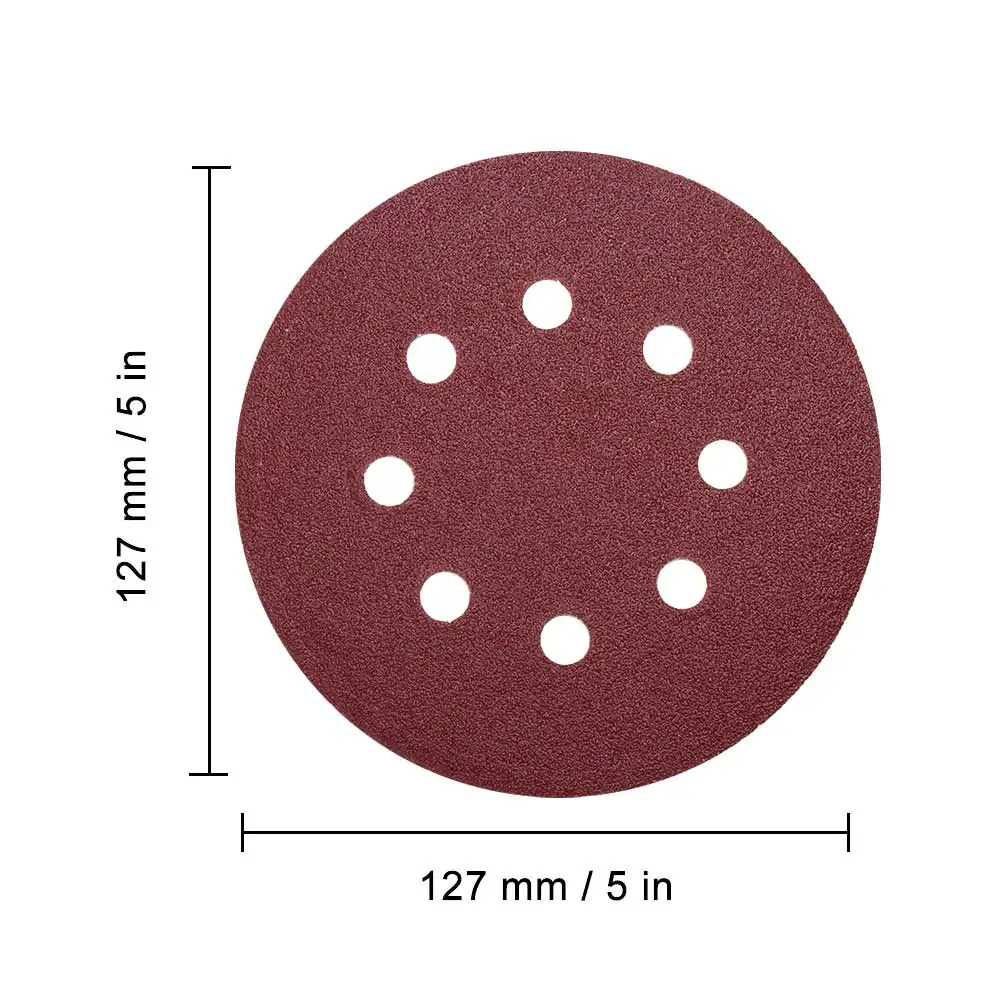
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 “Нормы безопасности для использования, хранения и защиты шлифовальных кругов”. Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, – чрезмерные усилия вызвают повышение тока.
Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, – чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок – не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки – не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг – это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Круги шлифовальные Mirka
Круг шлифовальный это инструмент, абразивные частицы которого скреплены связкой, связывающей их между собой в момент резания. Шлифовальное зерно является тем абразивным элементом, который в большом количестве создает абразивную поверхность для обработки материала. Круги шлифовальные чаще всего включают оксид алюминия – это абразив, используемый для шлифования углеродистых сталей и сплавов, быстрорежущей стали, бронзы, кованого железа и ковкого чугуна. С помощью оксида циркония круги шлифовальные приобретают повышенную твердость и служат для более грубой обработки – используется для отрезки большего перечня сталей и сплавов.
Но самое новое слово в сфере абразивов сказал керамический оксид алюминия – это продукт гель-спекания, который способен скалываться в нужном количестве, образовывая множество новых режущих зерен. Его основное отличие – невероятная твердость и крепость. Используют круги шлифовальные с керамическим оксидом алюминия для прецизионной обработки материалов высокой прочности, как, например, труднообрабатываемые стали и сплавы.
Связка шлифовальных кругов чаще всего изготавливается из стекловидных материалов. Она разрушается под действием тепла от нагрева шлифовального круга вместе со слоем стирающихся абразивных зерен. Эта связка тверда, но в то же время и очень хрупкая. Некоторые связки имеют органическое происхождение, такие как смола. Резина также используется в качестве связки в шлифовальных кругах, с помощью них производят гладкое шлифование.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| ABRALON (шлифовальный круг, поролоновая основа) – уникальный и многофункциональный материал, для применения в автомобильном производстве и судостроительстве, применим для сухого и влажного шлифования, как вручную, так и шлифмашинкой, для финишного шлифования и предварительной полировки гелькоута, стекловокнистого пластика, лаков | D=150 (без отв.) | P180…P4000 | 100,80р. |
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| ABRANET (полоска для струга, сетчатая основа) – шлифовальный износостойкий и прочный материал для беспыльного шлифования, для автомобильной и деревообрабатываюшей индустрии, шлифование композитов | 70х198 | Р80…Р400 | 35,28р. |
| 70х420 | 68,04р. |
ABRANET SOFT – Сетчатый круг на поролоновой основе. Это новый тип шлифовального материала для выравнивания и структурирование грунтов и лака. Для ручного и машинного шлифования.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| ABRANET SOFT(сетчатый круг, поролоновая основа) – новый тип шлифовального материала для выравнивания и структурирование грунтов, гелькоутов и лака. Для ручного и машинного шлифования, желательно применять по влажному. | D=150 | Р800… Р2500 | 100,80р. |
ALOX –рулон, текстильная основа, универсальный, прочный, но эластичный материал, с прекрасными режущими свойствами, для обточки, выравнивания сварных швов, зазубрин, удаления ржавчины и т.п.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| ALOX – рулон, текстильная основа, цвет- бордо,универсальный, прочный, но эластичный материал, с прекрасными режущими свойствами, для обточки, выравнивания сварных швов, зазубрин, удаления ржавчины и т.п. | 100*50 | Р60 | 5 418,00р. |
| Р80 | 4 032,00р. |
||
| Р100+ | 3 780,00р. | ||
| 100 х 5 | Р60 | 491,40р. | |
| Р80 | 365,40р. | ||
| Р100+ | 340,20р. |
COARSE CUT – высокопрочный агрессивный материал для всех видов грубой обработки поверхности, удаление лака, шлифование шпатлевки и стекловокнистого полиэстера и зачистка сварных швов.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| COARSE CUT (шлифовальный круг, GRIP основа) – высокопрочный агрессивный материал для всех видов грубой обработки поверхности, удаление лака, шлифование шпатлевки и стекловокнистого полиэстера и зачистка сварных швов. | D=125 (8 отв.) | Р40 | 25,20р. |
| Р60 | 21,42р. | ||
| Р80 | 21,42р. | ||
| Р100+ | 20,16р. | ||
| D=150 (6 и 9 отв.) | Р40 | 31,50р. | |
| Р60 | 30,24р. | ||
| Р80 | 27,72р. | ||
| Р100+ | 27,72р. |
GOLD, ROYAL, Q.Silver – для шлифовальных операций на больших скоростях, обработка покрытий на водной основе, мягких грунтов и лаков, обработка металла, шлифование лакокрасочного покрытия автомобиля, обработка твердой древесины и композитов.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
GOLD, ROYAL, Q. Silver (шлифовальный круг, GRIP основа) – для шлифовальных операций на больших скоростях, обработка покрытий на водной основе, мягких грунтов и лаков, обработка металла, шлифование лакокрасочного покрытия автомобиля, обработка твердой древесины и композитов. Silver (шлифовальный круг, GRIP основа) – для шлифовальных операций на больших скоростях, обработка покрытий на водной основе, мягких грунтов и лаков, обработка металла, шлифование лакокрасочного покрытия автомобиля, обработка твердой древесины и композитов.
|
D=125 (8 отв.) | P180…P500 | 14,49р. |
| D=150 (6 и 9 отв.) | P80 | 21,42р. | |
| P100…P500 | 20,16р. |
HIFLEX -рулон, латексная основа, эластичная, прочная на разрыв, применяется для сухого ручного шлифования, а так же для работ по металлу, пластику, твердому дереву, стеклу…
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
| HIFLEX – рулон, латексная основа,цвет-красный,сухое, ручное шлифование, для работ по металлу, пластику, твердому дереву, стеклу. Эластична, прочна на разрыв. | 115*50 | Р40 | 2 142,00р. |
| Р60 | 1 701,00р. | ||
| Р80 | 1 575,00р. | ||
| Р100+ | 1 134,00р. | ||
| 115 х 5 | Р40 | 239,40р. | |
| Р60 | 176,40р. | ||
| Р80 | 170,10р. | ||
| Р100+ | 126,00р. |
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
MIROX – рулон, бумажная основа, цвет-желтый, универсальная, сухое, ручное шлифование, для работ по гипроку, штукатурке, бетону, мягкому дереву, как ровных, так и профильных поверхностей. Полуоткрытая насыпка предотвращает забивку. Полуоткрытая насыпка предотвращает забивку.
|
93*50 | Р40 | 1 449,00р. |
| Р60 | 1 197,00р. | ||
| Р80 | 1 071,00р. | ||
| Р100+ | 819,00р. | ||
| 93 х 5 | Р40 | 126,00р. | |
| Р60 | 105,84р. | ||
| Р80 | 97,02р. | ||
| Р100+ | 93,24р. | ||
| 115*50 | Р40 | 1 701,00р. | |
| Р60 | 1 449,00р. | ||
| Р80 | 1 260,00р. | ||
| Р100+ | 1 008,00р. | ||
| 115 х 5 | Р40 | 157,50р. | |
| Р60 | 134,82р. | ||
| Р80 | 119,70р. | ||
| Р100+ | 105,84р. |
Бесконечные шлифовальные лентыMirka предназначены для электрических, пневматических и гибковальных ленточных приводов. Этот тип абразивов отлично подходит как для агрессивных видов обработки (снятие шва, заусенцев), так и для финишного шлифования. Ленты незаменимы при работе в труднодоступных местах, отлично подходят для шлифования плоскостей и профилей. Для многих работ ленты являются лучших решением по соотношению цена/ресурс.
| Наименование | Размер, мм х м | Зерно | ЦЕНА ОПТ с НДС |
Лента бесконечная водостойкая (текстильная основа) HIOLIT X – жесткий материал для машинного шлифования на ленточных станках. Для удаления значительной ржавчины и других шлифовальных операций с удалением большого количества материала. Для удаления значительной ржавчины и других шлифовальных операций с удалением большого количества материала.
|
60х400 | Р40 | 28,98р. |
| Р60 | 23,94р. | ||
| Р80 | 23,94р. | ||
| Р100+ | 23,94р. | ||
| 65х410 | Р40 | 31,50р. | |
| Р50 | 28,98р. | ||
| Р60 | 26,46р. | ||
| Р80+ | 25,20р. | ||
| 75х457 | Р36 | 47,88р. | |
| Р40 | 45,36р. | ||
| Р50 | 42,84р. | ||
| Р60 | 39,06р. | ||
| Р80 | 37,80р. | ||
| Р100+ | 34,02р. | ||
| 75х533 | Р36 | 55,44р. | |
| Р40 | 51,66р. | ||
| Р50 | 47,88р. | ||
| Р60 | 45,36р. | ||
| Р80 | 42,84р. | ||
| Р100+ | 39,06р. | ||
| 100х610, 100х620 | Р36 | 85,68р. | |
| Р40 | 80,64р. | ||
| Р50 | 73,08р. | ||
| Р60 | 69,30р. | ||
| Р80 | 64,26р. | ||
| Р100+ | 59,22р. |
Выберите подходящий шлифовальный круг
Шлифование – это процесс механической обработки, применяемый почти во всех цехах. Некоторые операции шлифования, такие как зачистка отливок, шлифовка сварных швов или шлифовка на столе, относительно просты. Другие операции шлифования могут быть сложными, например, операции с очень жесткими допусками или обработка сложных материалов. Шлифовка находит широкое применение в производстве. Как и во многих других процедурах, очень важно выбрать лучший инструмент.
Другие операции шлифования могут быть сложными, например, операции с очень жесткими допусками или обработка сложных материалов. Шлифовка находит широкое применение в производстве. Как и во многих других процедурах, очень важно выбрать лучший инструмент.
Хотя режущие кромки намного меньше и расположены в произвольном порядке, шлифовальные круги являются режущими инструментами и выполняют ту же работу, что и концевые фрезы, сверла и токарные инструменты.Круги одинаковы, будь то заедание отливок или шлифовальные шестерни.
Абразивы
Шлифовальные круги изготавливаются из нескольких типов абразивных материалов, от оксида алюминия – самого мягкого и распространенного – до алмаза, который является самым твердым и дорогим. Большинство кругов производятся путем смешивания абразивного материала со связующим и последующего помещения смеси в форму для достижения желаемой формы.
Керамический круг формируется под давлением, а затем обжигается при очень высокой температуре, что превращает связующие материалы, например глину, в стекло, придавая кругу прочность и жесткость.В кругах на связке смолой используются такие же абразивы с более мягкой связкой из смолы, которые часто армируются другими материалами, такими как стекловолокно, для повышения прочности. Колеса из пластмассы могут работать на более высоких скоростях резания, чем круги из керамики, и с меньшей вероятностью выйти из строя, при неравномерной загрузке диски из пластмассы идеально подходят для использования на ручных инструментах или станках, таких как отрезные пилы. Колеса на керамической связке лучше держат форму и жестче, чем круги на полимерной связке, поэтому они лучше всего подходят для работ с жесткими допусками, выполняемых на жестких станках.Оба типа колес могут сломаться и расколоться во время использования, но керамические колеса более подвержены катастрофическому отказу, что является еще одной причиной, по которой они обычно не используются для ручной работы.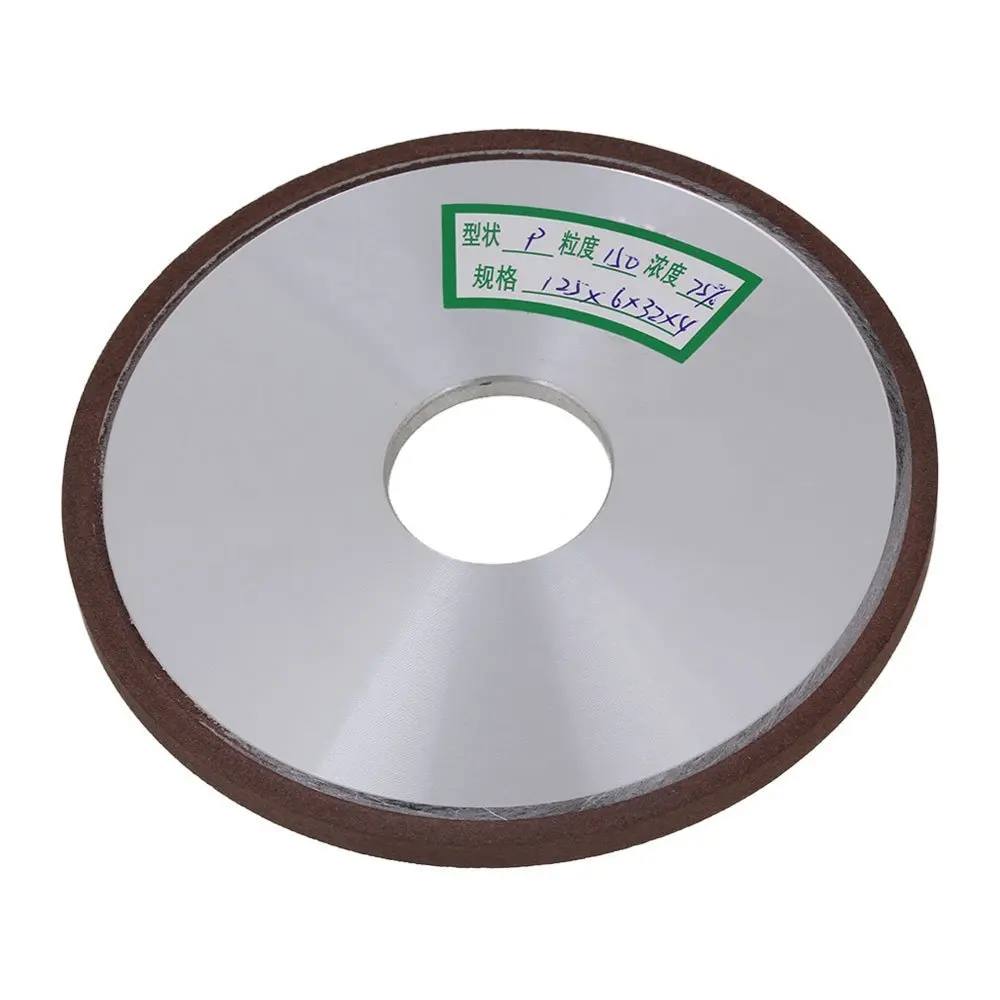
Криволинейное шлифование выполняется керамическим кругом, мало чем отличается от круга на настольном шлифовальном станке. Изображение предоставлено К. Тейт
Суперабразивы, такие как алмаз и кубический нитрид бора, дороги. Чтобы уменьшить количество абразива, необходимого для изготовления пригодного для использования круга, абразив приклеивается к периферии металлического диска.Связки алмазов и CBN могут быть керамическими, смолистыми или металлическими. В кругах с металлической связкой используется металлический порошок, такой как кобальт и медь, смешанный с абразивом. При помощи процесса, известного как спекание, смесь формируется по периферии круга. Абразив и металлический порошок запекаются при высокой температуре, что приводит к их слипанию.
Суперабразивные круги обладают лучшими рабочими характеристиками, но имеют более узкую область применения, поскольку круги плохо работают с более мягкими материалами.Круги из CBN чаще всего используются для обработки закаленных черных металлов и могут быть найдены в таких станках, как шлифовальные станки и фрезы, шлифовальные станки для распределительных валов и зубошлифовальные станки. По сравнению с колесами из алюминия 2 O 3 , колеса из CBN работают меньше, служат дольше и могут работать на более высоких скоростях. Алмаз используется для шлифования карбидов, стекла и других чрезвычайно твердых цветных металлов. Суперабразивы более производительны, но дороги. Они часто стоят в 10 раз дороже, чем колеса других типов, и их применение обычно очень специфично.
Прочие факторы
Выбор подходящего круга, очевидно, важен для шлифовальных операций и может быть сложной задачей даже для опытного машиниста или инженера. Процесс выбора часто представляет собой метод проб и ошибок, направленный на оптимизацию комбинации станка, смазочно-охлаждающей жидкости, параметров резания и шлифовального круга.
После абразивного материала и формы круга основными факторами при выборе круга являются размер зерна, тип связки и твердость связки. Материал заготовки определяет абразив, форму круга и тип связки.Размер зерна и твердость связки обычно выбираются в зависимости от требований к чистоте поверхности и твердости материала. В средах с небольшими объемами обычно используется один тип круга и регулируются параметры шлифования для достижения успеха, поскольку изменение продолжительности цикла и износ круга не являются проблемой. Крупносерийное производство, подобное тому, что используется в автомобилестроении, требует стабильной производительности, которая может быть достигнута только при значительном времени разработки.
Материал заготовки определяет абразив, форму круга и тип связки.Размер зерна и твердость связки обычно выбираются в зависимости от требований к чистоте поверхности и твердости материала. В средах с небольшими объемами обычно используется один тип круга и регулируются параметры шлифования для достижения успеха, поскольку изменение продолжительности цикла и износ круга не являются проблемой. Крупносерийное производство, подобное тому, что используется в автомобилестроении, требует стабильной производительности, которая может быть достигнута только при значительном времени разработки.
У нас было семь бесцентрово-шлифовальных машин, которые производили около 2 миллионов деталей в год.Шлифовальные круги имели диаметр 610 мм (24 дюйма) и длину 508 мм (20 дюймов). Чтобы снять старое колесо и установить новое, потребовалась полная смена. Это серьезно нарушило производство, поэтому точный контроль износа колес имел решающее значение для управления затратами и выполнения производственных требований. Для нас было большим ударом, когда наш производитель колес прекратил выпуск конкретного колеса, которое мы использовали в течение многих лет – мы были единственной компанией, использовавшей его – и единственная замена имела более жесткую связь. Это, казалось бы, незначительное изменение привело к непредсказуемому износу колес и незапланированной замене колес.
Поскольку новая связка была тверже, колесо затуплялось быстрее, что приводило к отклонению геометрии детали от спецификации. Единственный способ выздороветь – это изменить процесс измельчения. Хотя у нас был многолетний опыт и несколько экспертов по бесцентровому шлифованию, потребовалось несколько недель, чтобы достичь идеального набора параметров шлифования.
Выбор шлифовального круга может показаться загадочным, а разработка параметров шлифования носит итеративный характер. Однако, как и во всех операциях механической обработки, ключом к выбору и использованию правильного шлифовального круга являются опыт, знания и квалифицированные специалисты.
Шлифовальные круги могут быть опасными. Я работал в двух компаниях, где люди погибли в результате катастрофических поломок колес. При использовании ручных абразивных инструментов и настольных шлифовальных машин часто возникают травмы глаз и рук. Крайне важно, чтобы каждый, кто пользуется шлифовальными кругами или оборудованием, прошел тщательную подготовку. Простые задачи, такие как звон колес, использование промокательных материалов, правильная затяжка фланцев колес, стояние и работа в безопасных зонах, а также использование соответствующих средств индивидуальной защиты имеют решающее значение для поддержания безопасной среды.Управление по охране труда и здоровья, Американский национальный институт стандартов, производители кругов и машиностроители имеют подробные публикации, в которых излагаются требования безопасности к шлифовальным кругам и станкам.
Отрезные и шлифовальные круги Made Simple
Как следует из названия, отрезные круги созданы, чтобы отрезать вещи. Будь то упорный болт, гвоздь, разделительный сварной шов, который больше не нужен, или его просто нужно отделить и переделать.Короче говоря, отрезные круги используются для изменения формы металла. Либо отрезать, либо вырезать части. Они не созданы для тонкой работы. Они оставляют поверхность шероховатой, и, вероятно, с нее потребуется удалить заусенцы и сгладить перед использованием деталей для окончательного нанесения.
Kimball Midwest предлагает множество различных отрезных кругов для различных проектов, включая керамические, Super-Maxx, Super-Maxx 2, Super-Maxx Lightspeed, Endura-Maxx и DiamondX. Как и ожидалось, они бывают любого размера и любой конфигурации.
Но какой из них подходит для вашего приложения? Начнем с крем-де-ла-крем.
Отрезной круг DiamondX – идеальный отрезной круг. Это самый долговечный и высокопроизводительный отрезной круг из имеющихся.
 Этот круг работает с практически неограниченным диапазоном материалов, включая высокоуглеродистую и низкоуглеродистую сталь, высокопрочный чугун, чугун, керамику, кирпичную кладку и многие другие, что делает его самым универсальным отрезным кругом Kimball Midwest. Запатентованное промышленное алмазное зерно режет материалы, которые не могут использовать традиционные отрезные круги.
Этот круг работает с практически неограниченным диапазоном материалов, включая высокоуглеродистую и низкоуглеродистую сталь, высокопрочный чугун, чугун, керамику, кирпичную кладку и многие другие, что делает его самым универсальным отрезным кругом Kimball Midwest. Запатентованное промышленное алмазное зерно режет материалы, которые не могут использовать традиционные отрезные круги.По сравнению с обычными колесами, колесо снижает вибрацию и искрение, а также позволяет минимизировать количество мусора и пыли и не выделяет ядовитый запах. Прочная стальная основа помогает предотвратить поломку колеса, растрескивание и катастрофический отказ.
Во время испытаний 3-дюймовый отрезной круг DiamondX прорезал секции резьбового стержня из нержавеющей стали толщиной 5/8 дюйма 165 раз – это в 40 раз больше, чем у многих высокопроизводительных керамических дисков.
Также имеется отрезной и шлифовальный круг DiamondX, который может исключить простои, так как замена кругов практически уйдет в прошлое, поскольку со временем сокращается количество покупок кругов и сокращается время простоя оператора.
Его срок службы в 60 раз больше, чем у обычных кругов, и он двусторонний, что значительно продлевает срок службы при использовании в качестве шлифовального круга.
Kim-Kut Super-Maxx 2 – лучший по характеристикам из более традиционных отрезных кругов. Он был спроектирован так, чтобы быть менее чувствительным к производительности кофемолки, то есть даже со старой кофемолкой или с меньшим числом оборотов в минуту он все равно будет обеспечивать превосходную производительность. Оригинальные колеса Super-Maxx 2 оптимизированы для использования только с инструментами с высоким крутящим моментом.
Преимуществами Super-Maxx 2 являются высокая скорость резки, долгий срок службы и конструкция, обеспечивающая охлаждение.
Круг изготовлен с использованием запатентованной матрицы абразивных зерен, которая быстро прорезает низкоуглеродистую сталь, нержавеющую сталь, легированные стали и большинство черных и цветных металлов. Он был разработан для работы с термочувствительными материалами, что снижает вероятность теплового повреждения детали.
Он был разработан для работы с термочувствительными материалами, что снижает вероятность теплового повреждения детали.
Конструкция не содержит загрязняющих веществ, поэтому идеально подходит для обработки нержавеющей стали на предприятиях пищевой промышленности, а также в атомной энергетике.
Super-Maxx Lightspeed – более тонкий круг, чем Super-Maxx и Super-Maxx 2, что обеспечивает более быструю резку материала.Его узкий пропил позволяет быстрее резать большинство материалов (низкоуглеродистую сталь, нержавеющую сталь, легированную сталь и большинство черных металлов).
Он разработан, чтобы пережить другие тонкие отрезные диски, в то время как его срок службы не уступает другим нашим дискам Super-Maxx, и при этом он отлично работает на более высоких скоростях. Шлифовальный круг Super-Maxx Lightspeed также охлаждается и быстро работает под давлением, быстро пережевывая материал благодаря своей самозатачивающейся абразивной поверхности.
Это колесо значительно сокращает время простоя, связанного с заменой колес на кофемолке.Он быстро режет, легко шлифует и обрабатывает поверхности. Он идеально подходит для обработки стали и нержавеющей стали, в том числе для резки труб, шлифования сварных швов и общей обработки металлов.
Как и другие, мы делаем его долговечным благодаря агрессивному абразивному зерну, который подкреплен безопасностью и прочностью многослойного армирования стекловолокном.
Циркониевый высокопроизводительный отрезной круг Kim-Kut может резать как минимум в два раза быстрее, чем абразивные круги из оксида алюминия, и служит до четырех раз дольше.Он обеспечивает меньший нагрев и повреждение обрабатываемой детали, чем традиционные отрезные круги.
Обладает выдающейся скоростью и долговечностью резки низкоуглеродистой, нержавеющей стали, сплавов и большинства черных металлов.
Независимо от вашей работы или любой ценности, которая вам нужна, у нас есть то, что вы ищете, так что не забудьте проверить нас, и!
Правила безопасности шлифовальных кругов – Сообщество производителей ювелирных изделий «Ганоксин»
Помимо инструкций по технике безопасности, которые вы получаете от производителя инструмента в руководстве к инструменту, вам может потребоваться написать свои собственные наборы правил, чтобы избежать неприятностей.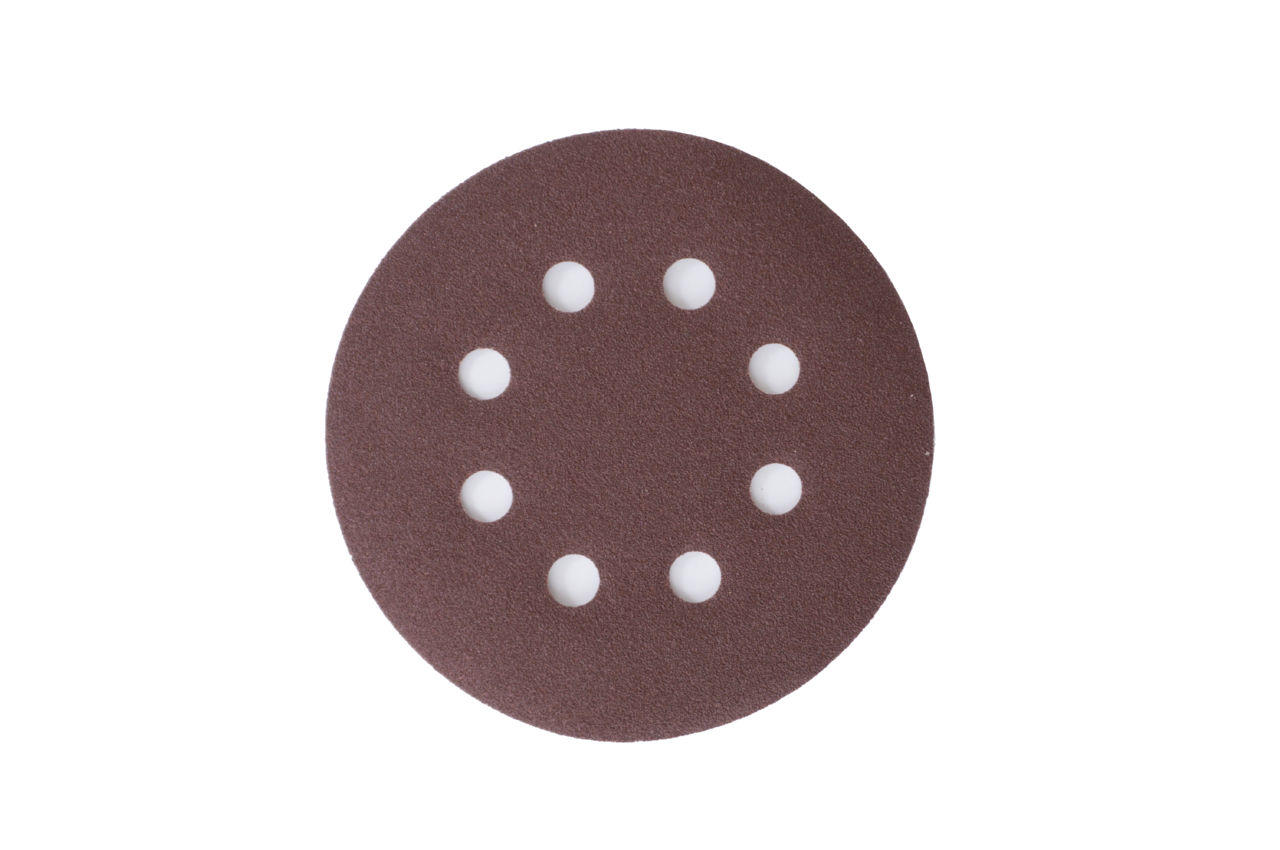 Это особенно важно для сотрудников. Далее следует пример размышления о том, что может пойти не так с инструментом. В качестве примера использован инструмент навесной болгарки. Вы можете сделать такую же компиляцию правил со всеми инструментами в вашем магазине.
Это особенно важно для сотрудников. Далее следует пример размышления о том, что может пойти не так с инструментом. В качестве примера использован инструмент навесной болгарки. Вы можете сделать такую же компиляцию правил со всеми инструментами в вашем магазине.
См. Статью «Общие правила безопасности для инструментов» в качестве отправной точки, тогда у каждого инструмента будут определенные особенности, которые необходимо отметить. Думайте об этом так: «Какой совет я бы дал кому-нибудь, чтобы избежать проблем с этой машиной?»
Примечание
Это лишь некоторые моменты, касающиеся этой проблемы; это описание, вероятно, изобилует ошибками и упущениями и является ориентиром только для определенных типов опасностей.Существуют и другие опасности, не упомянутые здесь. Внимательно прочтите руководство пользователя для инструмента и оборудования, которое вы используете.
Спонсором Ганоксина являетсяИнструкции
Прочтите каждое предложение про себя и желательно вслух другому человеку. Тщательно обсудите и согласуйте с собеседником значение предложения. Добавьте в этот текст все меры предосторожности или важную информацию, которую мы упустили: просто впишите это на страницу вместе с информацией, которую мы здесь сообщаем.
Некоторые из опасностей шлифования
Полет острых как бритва кусков в глазные яблоки и кожу, огонь (от искр, коротких замыканий, воспламеняющихся материалов, прыгающих в пламя), детонация шлифовальных кругов, отдача предметов (и сквозь вас), ожоги, порезы в руках, попадание в устройство ваших украшений или одежды, поражение электрическим током, пыль и твердые частицы, эргономические нарушения и потеря слуха (и, вероятно, это гораздо больше опасностей, которые я забыл).
Общие меры предосторожности
- Регулярно проводите техобслуживание / осмотр и ведите журнал в папке для инструментов в магазине.
- Внимательно прочтите руководство – потратьте на него не менее 1/2 часа. И время от времени пересматривайте его. Внимательно следуйте инструкциям при замене деталей или принадлежностей.
- Используйте соответствующие средства защиты глаз и слуха. Носите волосы вверх и избегайте свободной одежды и украшений.
- Не разговаривайте ни с кем во время использования этого аппарата.
- Не отвлекайтесь при шлифовании.
- Храните этот инструмент на небольшом участке, свободном от беспорядка, желательно с невысокими стенками вокруг участка, чтобы изолировать инструмент и мусор от него.
- Соблюдайте порядок и очищайте область вокруг инструмента после каждого использования.
- Убедитесь, что для инструмента подходит местная вентиляция
- Обеспечьте хорошее освещение рабочей зоны колеса, установите настольную лампу или по одной с каждой стороны (освещение с двух сторон устраняет тени)
- Всегда держите машину в надлежащем состоянии установлен и надежно закреплен на прочной рабочей поверхности.
- Выключайте машину, когда она не используется.
- В мастерской нет детей.
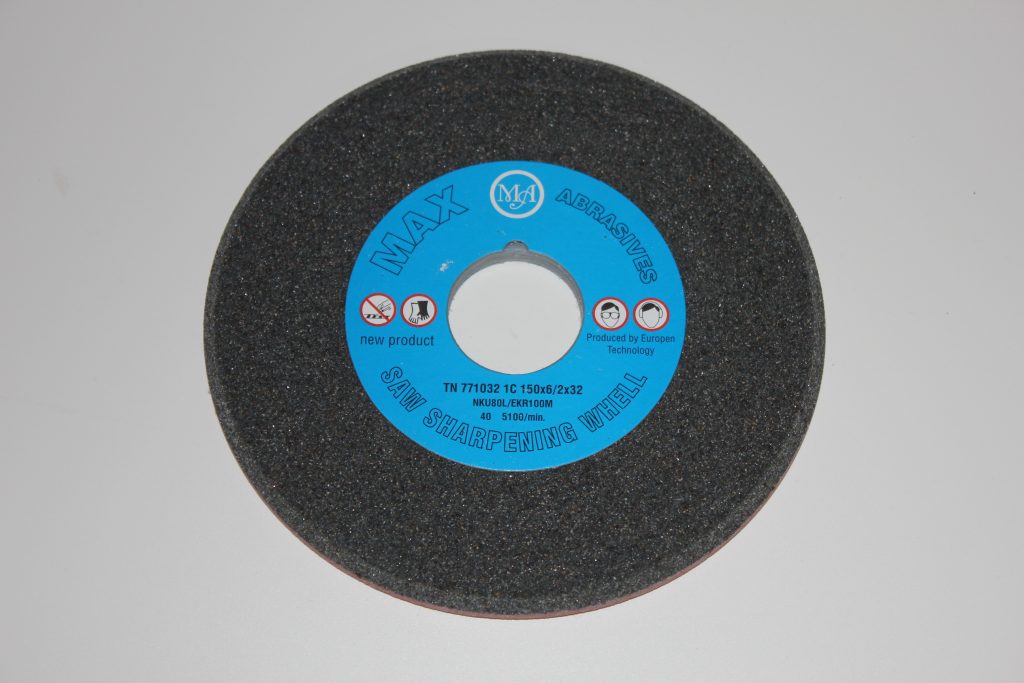
Летящие частицы, Искры
Они могут проникнуть в ваши глаза и кожу во время шлифовки или позже. Летящие частицы также могут быть искрами, которые могут поджечь вас, вашу одежду или магазин.
Спонсором Ганоксина является- Используйте защитные очки
- Всегда держите защитный экран на шлифовальной машине на месте и должным образом отрегулированный.
- Носите маску для лица, а также защитные очки, держите маску близко к груди.
- Противопожарная одежда / фартук.
- Местный пожаробезопасный выхлоп для твердых частиц.
- Зона шлифования легко очищается и изолирована от других рабочих зон.
- Держите все легковоспламеняющиеся материалы, бумагу, ткань, растворители и потенциальное топливо вдали от зоны шлифования.
- Не шлифуйте дерево или другие легковоспламеняющиеся материалы на одном круге, используемом для обработки металлов.
- Убирайте частицы с помощью ручной щетки / пылесоса (никогда не руками) после каждого использования машины – сделайте это привычкой.
Распад колеса
Треснувший шлифовальный круг может внезапно разлететься на части, а куски могут буквально пролететь сквозь ваше тело. Мой ученик видел, как кусок шлифовального круга прошел прямо через бедро человека и вышел с другой стороны в механической мастерской, в которой он работал.
- Всегда обращайтесь со шлифовальными кругами осторожно, никогда не ударяйте по ним ничем.
- Всегда используйте защитный кожух колеса.
- Если вы уронили колесо, не используйте его и не устанавливайте на машину.Выброси это.
- Не используйте колесо, которое может быть повреждено.
- При запуске болгарки всегда стойте в безопасном месте в сторону, пока колесо не наберет скорость, и поработайте несколько секунд на скорости. Если шлифовальный круг собирается разлететься, это часто происходит во время фазы наматывания.
- Наденьте защитное снаряжение.
- Используйте для работы правильный шлифовальный круг, рассчитанный на частоту вращения двигателя и подходящий размер.
- Кольцо проверьте шлифовальный круг перед его установкой или заменой.
- Регулярно проверяйте шлифовальные круги.
- Равномерно шлифуйте поверхность, избегая образования колеи на колесе.
- Не используйте сторону шлифовального круга, только поверхность. Боковое давление может вызвать трещину в колесе.
- Не шлифуйте слишком сильно, не пытайтесь снимать слишком много материала слишком быстро, используйте подходящий инструмент для правильной работы.
- Я рекомендую шлифовать только сталь на круге. Для цветных металлов используйте ленточную шлифовальную машину.
- Круг, «загруженный» металлическими остатками, не может шлифовать должным образом.
- Не выполняйте шлифовку, если двигатель выключен, а колесо вращается до полной остановки.
- Правка колеса с помощью инструмента для правки колес, если необходимо, чтобы колесо оставалось плоским. Колеса со сколами, плоскими пятнами, выбоинами и застекленными поверхностями следует заправить. Такие плохие места могут сделать шлифование более опасным и неэффективным, снизить точность и повредить рабочую поверхность из-за ее ожога или выдолбления. Правка колеса помогает поддерживать его в равновесии, что важно для безопасности.

Металл застрял в между опорой для инструмента и колесом Если шлифуемая деталь застряла в ограждении, это может привести к взрывному разрушению колеса, внезапному выбросу колеса, пронзив вас или других, как копье, или перевернувшись, защемив ваши пальцы колесо, что привело к серьезным повреждениям.
- Всегда держите опору для инструмента на правильном расстоянии от колеса, обычно 1/16 дюйма (1,5 мм). Поскольку колесо заточено, упор для инструмента необходимо переустановить.
- Будьте особенно осторожны при шлифовании кромок, углов, рваных стыков и т. Д.
- Проверяйте опору для инструмента на затяжку и положение КАЖДЫЙ раз, когда вы используете шлифовальный станок – сделайте это привычкой.
- Всегда держите руку за опору для инструмента, чтобы шлифуемый объект надежно удерживался и не мог попасть в щель опоры для инструмента или отскочить назад на вас.
- Не используйте плоскогубцы (или другие предметы, в которых шлифуемая деталь может соскользнуть) для удержания шлифуемого объекта.
- Никогда не ставьте шлифованный объект близко к зазору между колесом и опорой для инструмента.
Одежда застряла в колесе одежда, волосы, украшения могут быть захвачены колесом и причинить серьезную травму.
- Не надевайте перчатки при шлифовании (или использовании полировальной машины)
- Завяжите волосы назад, лучше также надеть кепку без козырька
- не носите свободную одежду, галстуки, украшения
- Закатайте рукава
- Никогда не приближайте голову к движущемуся колесу
Отдача
Если шлифуемая деталь зацепится за колесо, она может внезапно дернуться к вам в руке
- Не держите кусок металла так, чтобы он мог проколите ладонь, если она откинулась назад и наружу.
- Очень надежно удерживайте заготовку, удерживая руки на упоре для инструмента.
- Помните о возможности отдачи.
- Несколько раз коснитесь заготовкой круга, постепенно снимая металл.
- Плавно проведите заготовку по передней части круга.
- Никогда не ставьте шлифованный объект близко к зазору между колесом и опорой для инструмента.
- Не вдавливайте заготовку с силой в круг.

Горячие материалы / ожоги
- Окунитесь в воду рядом с кругом, небольшие емкости для воды, предназначенные для этого, могут быть прикреплены к передней и средней части шлифовальной машины.
- Часто окунитесь, чтобы остудить заготовку.
- Приготовьте в мастерской лед для охлаждения ожога.
- Кожаные кроватки для пальцев лучше всего окунуть в воду. Не используйте перчатки.
- Всегда охлаждайте заготовку перед тем, как положить ее и взять следующую.
Шлифовальные пальцы
- Не давите пальцами на колесо. Действительно. Действительно очень.
- Не держите так, чтобы вы могли поскользнуться и поцарапать палец или сустав.
- Не разговаривайте ни с кем и не отвлекайтесь во время измельчения.
- При работе на машине двигайтесь медленно и спокойно.
- Многие заточенные пальцы возникают в результате быстрых движений руки возле прялки – двигайтесь медленно и преднамеренно
- Не приближайте пальцы к поверхности и углам круга, трещина на пальце или суставе на шлифовальном круге происходит до смешного легко ( голос опыта)
Электрический пожар и удар
- Регулярно проверяйте состояние видимых проводов и вилок.
- Убедитесь, что он правильно заземлен.
- С помощью надлежащего шлифовальный станок с запечатанным несущей конструкции. Попадание пыли внутрь шлифовального двигателя может вызвать возгорание.
- Остерегайтесь пролитой воды: вы можете получить удар током или вызвать пожар.
- Убедитесь, что стенная розетка и домашняя электропроводка рассчитаны и правильно оснащены предохранителями для нагрузки шлифовального станка (и других инструментов, используемых в магазине одновременно).
- Используйте шину с плавким предохранителем для кофемолки. Надежно прикрепите силовую панель к стене.
- Всегда отключайте кофемолку от сети перед заменой каких-либо деталей.

Техническое обслуживание
- Следуйте всем указаниям в руководстве по эксплуатации. Если у вас его нет, позвоните производителю, чтобы получить копию.
- Удаляйте пыль и частицы каждый раз при использовании.
- Регулярно проверяйте колеса и проводку.
- Ведите журнал и делайте в нем записи.
- Вы обслуживаете свою машину, почему не другие механические инструменты?
Предотвращение износа шлифовального круга | Экшен SuperAbrasives
Учитывая, что 13 миллионов человек работают на производстве по всей стране, никто не скажет вам, что состояние вашего инструмента не имеет значения. Чтобы добиться от алмазных шлифовальных кругов максимальных результатов, необходимо их обслуживать и содержать в хорошем рабочем состоянии.Материал постепенно изнашивается с поверхности с течением времени, и если за ним не ухаживать регулярно, будет сложно выполнить точную работу.
Знание основ работы со шлифовальным кругом, чего нельзя делать и некоторых основных действий по поддержанию формы, жизненно важно.
Следуйте основным принципам
Ваш шлифовальный круг может оказаться достаточно жестким, чтобы справиться с алмазом, но это не значит, что с ним можно быть небрежно. С ним нужно обращаться и хранить осторожно.Большинство шлифовальных кругов прочные, но могут быть хрупкими в зависимости от материала, для которого они предназначены.
С ним нужно обращаться и хранить осторожно.Большинство шлифовальных кругов прочные, но могут быть хрупкими в зависимости от материала, для которого они предназначены.
Проверьте колесо, прежде чем приступить к какой-либо работе. Ищите любые видимые трещины или повреждения. Трещины и повреждения могут не только повредить шлифуемый материал, но и привести к травме, если кусок отлетит.
Убедитесь, что скорость вашей машины установлена точно. Существует установленный уровень скорости, который является безопасным рабочим уровнем, отмеченным на колесе.Превышение этой скорости может привести к поломке шлифовального круга.
Проверьте все аспекты установки колеса. Используйте монтажные промокашки, если они предоставляются производителем колес. Монтажные фланцы должны быть установлены на размер, равный отверстию колеса, и на правильный диаметр.
Для правильной настройки диаметр фланца должен быть не менее одной трети диаметра колеса. Когда вы надеваете фланцы, они должны быть чистыми, плоскими и гладкими.
Перед тем, как приступить к работе, убедитесь, что на кофемолке есть ограждения.Вам потребуются боковые ограждения, закрывающие шпиндель, концевую гайку и фланцы. Реально он должен покрывать три четверти диаметра всего колеса.
Не торопитесь, чтобы ваша рабочая зона была чистой и свободной от мусора. Если что-нибудь случайно ударит или ударит по шлифовальному кругу, это может вызвать проблему.
Избегайте распространенных ошибок
Избегайте использования колеса, которое упало или каким-либо образом было повреждено. Если вы нажмете колесо на машину, вы можете повредить его или сделать его конструктивно несостоятельным.Вместо того, чтобы менять монтажное отверстие колеса, если оно не подходит, найдите подходящее.
Будьте осторожны при затягивании крепежной гайки. Если вы затянете слишком сильно, вы можете повредить машину. Затяните ровно настолько, чтобы колесо не соскользнуло.
Ваш рабочий упор или искрогаситель необходимо затянуть и закрепить перед началом работы. После того, как шлифовальный круг начнет двигаться, регулировку защитных приспособлений не требуется. Если необходимо внести изменения, выключите машину, а затем внесите изменения после остановки колеса.
Никогда не шлифуйте боковую часть колеса. Вращайте материал вместо того, чтобы использовать боковую часть колеса.
Убедитесь, что вы всегда используете материал, для которого создано колесо. Если вы шлифуете алмазным шлифовальным кругом что-то, кроме алмазов, вы можете нарушить целостность круга. Вы также можете повредить свой материал.
Не приступайте к работе, если вы не просмотрели все необходимые материалы по технике безопасности и не прошли надлежащую подготовку.
Правка и правка – долгий путьКогда шлифовальный круг изношен, его не нужно заменять. Часто приходится прилагать усилия для обслуживания и ремонта шлифовального круга, чтобы он всегда оставался полезным. Вы сэкономите деньги и время, приложив все усилия для их обслуживания.
Если ваш круг оторвался от правильного выравнивания, вы можете отрегулировать шлифовальный круг. Повторная центровка шлифовального круга гарантирует, что режущая кромка будет иметь чистый и прямой рез.Удерживать режущую кромку на одном уровне с материалом достаточно сложно, не имея дело с плохо выровненным кругом.
Шлифовальный круг, который не выровнен должным образом, затруднит измерения и резку. То, что было необходимо, может оказаться недостижимым, если ваш шлифовальный круг не отрегулирован?
Небольшие вариации могут иметь огромное значение. Эти варианты могут превратить ваш материал в лом, а не в пригодный к употреблению продукт.
Правка шлифовального круга убережет вас от плохой резки или неподходящего материала.
Для правильного ухода за колесом необходимо затем поработать над его правкой. Обработка сглаживает его, что снижает количество обнаженных алмазов. Однако гладкие диски не подойдут, поэтому вам нужно их поправить.
Обработка сглаживает его, что снижает количество обнаженных алмазов. Однако гладкие диски не подойдут, поэтому вам нужно их поправить.
Это затачивает ваш шлифовальный круг, обнажая алмазы, которые выполняют работу по резке.
Последовательное выполнение этих двух процессов необходимо для получения правильной кромки шлифовального круга. Если вы выполните один процесс без другого, у вас не будет необходимого преимущества.Эффективность работы во время работы имеет важное значение для продуктивной работы вашего магазина.
Поговорите с производителем вашего точильного круга, чтобы убедиться, что вы используете рекомендованную им методику.
Алмазные шлифовальные круги лучше всего подходят для вашего материала
Если ваш материал можно резать алмазными шлифовальными кругами, лучше всего использовать их для получения наиболее точной резки. Измельчение материалов с помощью подходящих инструментов гарантирует, что конечный продукт не попадет в отходы.Когда вы используете правильные элементы в своем магазине, ваши покупатели и клиенты будут радоваться качеству того, что вы делаете.
Ознакомьтесь с нашим руководством по лучшим шлифовальным кругам на рынке, если вы хотите быть уверены, что используете только самые лучшие.
Шлифовальные круги Walter для шлифования металла и камня – Weldingoutfitter.com
Приветствуем ВАС тех, кто собирается гриндить! Будь то шлифовальные круги Norton, Sait или Walter – у нас есть идеальный продукт для любого случая! Проверьте СВАРОЧНЫЙ АППАРАТ !!!
ПОЖАЛУЙСТА, звоните 1-641-201-1352 с любыми вопросами!
Сортировать по
FeaturedPrice, от низкой к высокой Цена, от высокой к низкой По алфавиту, A-Z алфавитно, Z-ADate, от старого к новому Дата, от нового к старомуЛучшие продажи
Для внешнего мира строительные, инженерные и другие виды промышленных или механических работ кажутся в основном связанными со сваркой и соединением вместе массивных конструкций.Но профессионалы знают, что эти процессы – это гораздо больше, чем просто это, и многое зависит от объема и характера работы. Шлифовка, например, почти никогда не упоминается в обычном общем обсуждении, но это неотъемлемый аспект большой работы.
Вот тут-то и пригодятся различные шлифовальные машины и их колеса. Эти инструменты могут быть не самыми заметными в процессе строительства, но их результаты безошибочны. Без надлежащих шлифовальных кругов невозможно выполнить жизненно важную работу. Шлифовка, полировка и резка являются неотъемлемыми частями многих проектов, поэтому шлифовальные круги Walter доступны во всех размерах и материалах, которые вам понадобятся.
У абразивных изделий Walter есть северное соединение
Именно в пригороде Монреаля Пуэнт-Клер Уолтер Дж. Сомер впервые основал свою компанию J. Walter еще в 1952 году. В то время его амбиции, хотя и достойные восхищения, были небольшими; он просто хотел помочь местным франко-канадским ремесленникам и торговцам лучше работать с оборудованием, которое было быстрее, эффективнее и безопаснее. К его большому удивлению, его репутация среди местных жителей быстро распространилась далеко за пределы провинции Квебек.
В 21 веке эта компания, ныне известная как Walter Surface Technologies, имеет международно признанную репутацию в области промышленного оборудования и аксессуаров, устанавливающих стандарты во многих профессиональных областях.Теперь у них есть офисы в Канаде, США и даже в Европе, и они являются мировыми лидерами как в области промышленной безопасности, так и экологичности.
Шлифовальный круг для любой работы
Существует множество различных производственных ситуаций, в которых требуется шлифование, и Walter Surface Technologies предлагает все необходимое для каждой из них. В целом, эти колеса отличаются самым долгим сроком службы и самой высокой скоростью съема в отрасли. Они изготовлены с тщательной балансировкой, которая облегает обрабатываемую деталь, снижает вибрацию и упрощает выполнение работы операторами.
Колеса подходят для самых разных материалов и для различных работ, таких как линия ALU для алюминия и других мягких металлов, All Steel XX для стали и нержавеющей стали, а также бетон для кладки и другой каменной кладки. Колеса рассчитаны как на ручную, так и на верстачную работу и имеют форму, специально предназначенную для специализированных задач, например, чашечные колеса для работы с бетоном и сталью.
Получите шлифовальные круги Walter точно в срок по любой цене
Когда вы запасаетесь шлифовальными кругами Walter, мы предлагаем вам хорошую стоимость доставки и отличные сроки доставки благодаря нашему альянсу с надежными партнерами по доставке.Но если вам нужна более выгодная цена, любой заказ на сумму более 100 долларов будет доставлен нам бесплатно в знак признательности вашему бизнесу.
Шлифовальный круг 4 ″ X 1/8 ″ X 5/8 ″ |
Безопасность прежде всего – всегда безопасно шлифовать
1. Всегда осторожно обращайтесь и храните абразивные материалы.
2. Всегда визуально проверяйте все абразивные материалы перед установкой на предмет возможных повреждений при транспортировке, хранении или перед использованием.
3. Всегда выполняйте «кольцевую проверку» колеса, осторожно постукивая легким металлическим предметом, например ручкой отвертки для легких колес или деревянным или пластиковым молотком для тяжелых колес.Неповрежденное колесо издаст чистый звук.
4. Всегда следите за тем, чтобы рабочая скорость, установленная для оборудования, не превышала скорость вращения колес.
5. Всегда проверяйте монтажные фланцы на одинаковый и правильный диаметр.
6. Всегда используйте монтажные промокашки, если они поставляются с абразивами.
7. Всегда держите рабочую подставку правильно отрегулированной в пределах 1/8 дюйма (3 мм) от поверхности колеса.
8. Всегда направляйте искры от шлифовки вниз и в сторону от лица и тела.
9. Всегда используйте защитное снаряжение, такое как ударопрочные защитные очки или защитные очки, защитную маску, полностью закрывающую лицо, защитную обувь, защиту рук, кожаные перчатки и фартук для защиты оператора при всех операциях шлифования.Всегда надевайте респиратор, чтобы избежать вдыхания частиц пыли.
10. Всегда используйте защитный кожух, закрывающий не менее половины диаметра колеса.
11. Всегда позволяйте новым смонтированным колесам поработать с рабочей скоростью с установленным кожухом в течение как минимум одной минуты перед началом шлифования.
12. Всегда соблюдайте все рекомендации по безопасности, предоставленные производителем оборудования.
НЕ ПЫТАЙТЕСЬ выполнить следующее:
1. Не используйте упавшее колесо.
2. Не используйте круги, смоченные водой.
3. Не используйте круги без защиты для шлифовальных или отрезных работ.
4. Не применяйте силу колеса к шпинделю и не изменяйте размер отверстия колеса.
5. Не используйте колесо, которое слишком свободно входит в оправку.
6. Не превышайте максимальную рабочую скорость, установленную для колеса.
7. Не используйте грязные, зазубренные, деформированные или подпружиненные монтажные фланцы.
8. Не затягивайте крепежную гайку слишком сильно.
9. Не шлифуйте боковую часть круга, если только круг не предназначен для этой цели.
10. Не запускайте машину, если ограждение машины не установлено.
11. Не допускайте заклинивания детали в колесо. Позвольте колесу делать свою работу.
12. Не прилагайте чрезмерного давления.
13. Не стойте непосредственно перед шлифовальным кругом при запуске шлифовального станка.
14. Не шлифовать вблизи легковоспламеняющихся материалов.
15. Запрещается шлифовать и резать материал, для которого колесо не предназначено.
16. Не шлифовать плоско. Минимальный угол заточки 15 °.
17. Не используйте фланцы с отверстиями и углублениями с чашечными колесами, конусами или заглушками с резьбовыми отверстиями.
18. Никогда не используйте колесо или диск, которые упали, поцарапались, неправильно использовались или выглядят неисправными.
Шлифовальный круг CBN Роба Космана – RobCosman.com
Когда я открыл для себя шлифовальные круги из CBN, для меня это изменило правила игры. Они настолько усовершенствованы по сравнению с кругами для шлифования по керамическому камню, что это почти невероятно! Я был так впечатлен, что заменил все шлифовальные круги в своей мастерской на CBN.
После некоторого использования я почувствовал, что могу сделать их немного лучше для обработки дерева.Итак, после работы с производителем над внесением изменений, которые я хотел, мы теперь предлагаем диск из CBN, специально разработанный для разборчивых плотников.
В отличие от большинства колес из CBN, наши колеса имеют покрытие со всех сторон. Это дает вам гибкость при шлифовании левой и правой стороны лезвия без необходимости держать лезвие вверх дном, как вы делаете это с одним кругом с покрытием CBN только на одной стороне круга
Вот почему наш шлифовальный круг из CBN является лучшим:
Зернистость 80, покрытие из кубического нитрида бора (CBN).Это режет значительно быстрее по сравнению с обычными кругами из CBN с зернистостью 120 или любыми другими керамическими кругами.
Диаметр 203 мм (8 дюймов), ширина 25 мм (1 дюйм), с оправкой 18,75 мм (5/8 дюйма).
- Колесо покрыто CBN от края до края на 1-дюймовой поверхности колеса, 3/4 дюйма на одной стороне колеса и 5/16 дюйма на противоположной стороне колеса.
Цельностальное колесо действует как радиатор, что снижает вероятность перегрева или возгорания инструмента.
- Покрытие
CBN никогда не нагружается и не требует правки.
Экономичность: покрытие CBN служит годами при нормальном использовании
CBN
Кубический нитрид бора, широко известный как CBN, представляет собой искусственный синтетический абразив. CBN состоит из зерен кубического нитрида бора, скрепленных керамическим материалом. CBN – второй по твердости материал после синтетических алмазов.
Процесс изготовления абразива CBN аналогичен процессу изготовления синтетических алмазов: ученые обрабатывают гексагональный нитрид бора при высокой температуре и давлении, чтобы создать кубический нитрид бора, и обрабатывают графит таким же образом, чтобы создать алмаз.