Особенности маркировки абразивных кругов | Компания «Абразив Инструмент»
Абразивный круг — не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Вас также может заинтересовать следующее:
Основные виды абразивных кругов
— Отрезные. Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез.
Подразделяются по типу обрабатываемого материала:
Для металла. Применяются для резки трубы, профиля и листового металла.
Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях.
Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики.
Шлифовальные.Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Чашечные. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Первое значение — аббревиатура завода изготовителя. Второе значение — материал, из которого изготовлен абразивный круг.

23А, 24А, 25А — электрокорунд белый, более твердый, но при этом хрупкий. Высокие абразивные свойства.
32А, 33А, 34А — электрокорунд хромистый, высокая производительность при шлифовке.
37А — электрокорунд титанистый, главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности
38А — электрокорунд циркониевый , самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ
43А, 44А, 45А — семейство монокорундов, очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов
53С, 54С — черный карбид кремния, высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается
62С, 63С, 64С — зеленый карбид кремния, область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381—2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
— Твердость круга по ГОСТ Р 52587—2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
F, G, H, I, J — мягкие
K, L, M, N — средние
O, P, Q, R, S — твердые
T, U, V, W, X, Y, Z — очень твердые
— Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
0, 1, 2, 3, 4 плотность 68—54%
5, 6, 7, 8 плотность 53—48%
9, 10, 11, 12 плотность 44—38%
13, 14 и больше плотность 36—34% и меньше
— Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
V – керамическая связка
B – бакелитовая связка
R – вулканитовая связка
— Геометрическая форма круга
. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. Таким образом, маркировка абразивных кругов включает в себя структуру материала, из которого изготовлен круг, твердость круга, основные типы материала связки, зернистость.
Как отбалансировать заточный круг на наждаке
Несбалансированный заточный круг на наждаке вызывает сильные вибрации. Как следствие станок при запуске и остановке практически подпрыгивает вместе со столом. Чтобы убрать такое биение, нужно сбалансировать наждачный круг, что возможно сделать в домашних условиях.
Материалы:
- заготовка для проточки переходной втулки для центровки круга;
- картон;
- листовая сталь 2 мм.
Балансировка наждачного круга
Для начала нужно отметить самую тяжелую точку круга, куда происходит смещение центра тяжести. Когда станок выключен она всегда находится внизу. Нужно просто начертить мелом вертикальную линию, проходящую через нижнюю точку круга. Убедится в том, что этот участок заточного круга самый тяжелый можно его прокрутив. Он снова остановится сделанной отметкой вниз, преодолев сопротивление подшипников станка.
Определившись со смещением центра тяжести необходимо снять наждачный круг из вала станка. В первую очередь под него нужно купить или сделать переходную втулку. Она позволит компенсировать разницу внутреннего диаметра круга и посадочного диаметра вала, добившись правильной центровки. Сделать такую втулку можно из пластиковой заготовки, твердого дерева, металла или текстолита.
 Удобней всего ее выточить на токарном станке, но можно просто подготовить грубую заготовку с отверстием под вал наждака, после чего насадить ее на него. Далее втулка обтачивается под нужный диаметр резцом прямо на валу, пока круг на нее не налезет.
Удобней всего ее выточить на токарном станке, но можно просто подготовить грубую заготовку с отверстием под вал наждака, после чего насадить ее на него. Далее втулка обтачивается под нужный диаметр резцом прямо на валу, пока круг на нее не налезет.После круга с втулкой на вал станка устанавливается через картонную прокладку самодельный стальной диск. Его размер зависит от величины наждачного круга и уровня его дисбаланса. Важно, чтобы посадочное отверстие диска существенно превосходило вал станка, а его наружный диаметр штатную прижимную тарелку. Далее устанавливается тарелка и все поджимается гайкой, но не сильно.
После такой доработки можно убедиться, что наждачный круг продолжит останавливаться отметкой вниз. Чтобы компенсировать смещение центра тяжести, нужно отпустить гайку и слегка сдвинуть самодельный диск в противоположную сторону от сделанной метки. Это частично компенсирует дисбаланс. Снова прокрутив наждачный круг нужно посмотреть, где он остановится. Если смещение центра тяжести стальным диском недостаточное, то его нужно еще немного сдвинуть.
 Таким образом, положение меняется до тех пор, пока наждачный круг не перестанет после прокручивания опускаться отметкой вниз.
Таким образом, положение меняется до тех пор, пока наждачный круг не перестанет после прокручивания опускаться отметкой вниз. На такую регулировку уйдет не менее 20-30 мин, к тому же круг может потребоваться смещать не только вверх от сделанной метки, но и слегка левее или правее. После балансировки нужно обвести стальной диск карандашом, чтобы контролировать его положение относительно круга. В дальнейшем если прижимная гайка вдруг ослабнет и диск сместиться, то можно вернуть балансировку уже без поиска требуемого положения.
Смотрите видео
Круги для наждака маркировка
Абразивный круг — не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск.
Вас также может заинтересовать следующее:
Основные виды абразивных кругов
— Отрезные. Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается.
Подразделяются по типу обрабатываемого материала:
Для металла. Применяются для резки трубы, профиля и листового металла.
Для бетона и железобетона. Применяются для прорезывания пазов в бетонных конструкциях.
Для камня. Применяются для придания необходимой формы заготовкам из камня и керамики.
Шлифовальные.Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы.
Чашечные. Применяются для плоского шлифования торцевой частью и заточки зубьев режущего инструмента, например – дисковых пил.
Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения. Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов.
Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие.
Маркировка абразивных кругов
Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке.
Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Первое значение — аббревиатура завода изготовителя. Второе значение — материал, из которого изготовлен абразивный круг.
13А, 14А, 15А, 16А — электрокорунд нормальный , цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе.
23А, 24А, 25А — электрокорунд белый, более твердый, но при этом хрупкий. Высокие абразивные свойства.
32А, 33А, 34А — электрокорунд хромистый, высокая производительность при шлифовке.
37А — электрокорунд титанистый, главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности
38А — электрокорунд циркониевый , самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ
43А, 44А, 45А — семейство монокорундов, очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов
Применяются для шлифовки прочных сплавов
53С, 54С — черный карбид кремния, высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается
62С, 63С, 64С — зеленый карбид кремния, область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики
Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381—2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами.
— Твердость круга по ГОСТ Р 52587—2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию:
F, G, H, I, J — мягкие
K, L, M, N — средние
O, P, Q, R, S — твердые
T, U, V, W, X, Y, Z — очень твердые
— Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда.
0, 1, 2, 3, 4 плотность 68—54%
5, 6, 7, 8 плотность 53—48%
9, 10, 11, 12 плотность 44—38%
13, 14 и больше плотность 36—34% и меньше
— Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех.
V – керамическая связка
B – бакелитовая связка
R – вулканитовая связка
— Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен.
Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. Таким образом, маркировка абразивных кругов включает в себя структуру материала, из которого изготовлен круг, твердость круга, основные типы материала связки, зернистость.
Для зачистки и шлифовки деталей из разных материалов используют шлифовальные круги, применяемые на станках, болгарках, наждаках.
Параметры стандартных шлифовальных кругов:
- Внешний диаметр: 16 (мм), 20 (мм), 25 (мм), 32 (мм), 40 (мм), 63 (мм), 80 (мм), 125 (мм), 200 (мм), 350 (мм), 600 (мм), 1060 (мм).
- Толщина диска: 3.2 (мм), 6 (мм), 12 (мм), 25 (мм), 40 (мм), 63 (мм), 80 (мм), 100 (мм), 150 (мм), 160 (мм), 200 (мм).
- Внутренний диаметр: 1.6 (мм), 4 (мм), 8 (мм), 10 (мм), 16 (мм), 32 (мм), 51 (мм), 76 (мм), 127 (мм), 203 (мм), 305 (мм).
Маркировка шлифовальных кругов:
В маркировке кругов обозначается: абразив, чаще всего это электрокорунд (12А, 14А, 16А, 22А,24А, 33А, 37А, 38А) чем больше число – тем выше качество, или карбид кремния (52С, 54С, 55С, 62С, 63С, 64С) черный, либо зеленый.
Также обозначается зернистость от F4 до F2000 (чем больше число возле F, тем мельче зерно).
Твердость круга делится на 8 групп и обозначается латинскими буквами( от F до Z ) в зависимости от ее степени.
Структура инструмента являет собой соотношение абразивного материала к объему инструмента и обозначается цифрой от 1 до 12.
Классы точности делятся на 3 вида по мерам отклонения: АА от 0.3 (мм) до 3 (мм), А и Б от 0.4 (мм) до 6 (мм).
Так стандартный круг будет иметь маркировку 150х16х32 25А 46F L 6 Б.
Важно: на кругах не допускаются повреждения кромок (до 5 мм для класса Б), инородные включения (0.5 (мм) для АА, 1 (мм) для А, 2 (мм) для Б).
По устоявшейся традиции один из самых распространенных инструментов для абразивной обработки – круг шлифовальный. Это связано с тем, что такие изделия с незапамятных времен производились в виде диска с отверстием посередине и использовались для вращательной шлифовки металла, дерева и камня. Применяемый для этих же целей современный инструмент имеет самые разнообразные формы (диск, цилиндр, конус, тарелка, чашка), но в обиходе и технической литературе по-прежнему называется шлифовальным кругом. Материалом для изготовления таких абразивных кругов служит композит, состоящий из прочной основы, равномерно заполненной мелкими режущими зернами. В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Назначение шлифовальных кругов
Шлифовальный инструмент предназначен для удаления поверхностного слоя материала в целях придания детали заданных геометрических размеров или требуемой шероховатости поверхности. Кроме того, прямой шлифовальный диск используется для обдирки литых заготовок, зачистки сварных швов, а также удаления окалины, ржавчины и других загрязнений с поверхности металлических изделий. Различные формы шлифовальных кругов позволяют производить механическую обработку и шлифовку не только прямых, но и криволинейных поверхностей. При этом абразивный инструмент может выступать в роли шаблона для профиля обрабатываемой поверхности. Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Отдельную категорию составляют шлифкруги с хвостовиком, предназначенные для работы ручным приводным инструментом с зажимными патронами.
Виды шлифовальных кругов
Существуют различные классификации видов шлифовальных кругов, основанные на их технических характеристиках: по форме, по марке абразива, по виду связки, по зернистости. Совокупности таких параметров определяют вид обработки, для которой может использоваться тот или иной абразивный диск. По производственному назначению они делятся на шлифовальные (для грубой и тонкой шлифовки) и зачистные (обдирочные). Первые применяют для всех типов шлифования и заточки, а вторые — для очистки металлических поверхностей от различных загрязнений.
Один из самых распространенных подвидов шлифкругов, имеющий собственное название, — это наждачные круги, используемые в электроточилах.
Шлифовальные
Абразивные диски, используемые для механообработки, заточных операций, шлифовки и полировки, обобщенно называют шлифовальными. В основном, их применяют для удаления неровностей и уменьшения шероховатости поверхностей на изделиях из минеральных материалов и различных металлов. Существует большое количество форм и типоразмеров такого инструмента, большинство из которых предназначено для шлифовальных работ по металлу. Кроме самых обычных шлифкругов с прямым профилем, которые повсеместно используют для заточки инструмента и обработки плоских поверхностей, существует множество других типов специальной формы. К примеру, тарельчатые круги применяют для обработки зубьев долбяков и фрез, конические — для шлифовки резьбы, чашки — для торцевого шлифования. Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Обдирочные
Одна из разновидностей вращательного шлифовального инструмента – круг зачистной. По этому названию можно понять, что их применяют для зачистки поверхностей перед основными операциями механообработки или сварки. Эти шлифкруги имеют прямой профиль (тип по ГОСТ № 1), и поэтому еще одно наименование такого инструмента — диск зачистной. Они используются для обработки литья и сварных швов, а также для удаления заусенцев, ржавчины и старых лакокрасочных покрытий. Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Обозначения шлифовальных кругов по ГОСТ
Основными характеристиками шлифовальных кругов являются его форма, геометрические размеры, типы абразива и связующего материала, твердость и скоростные параметры. При маркировке абразивных кругов различные производители ориентируется как на старые, так и на новые редакции ГОСТ, но в целом она содержит одну и ту же информацию с небольшими отличиями, которые, в основном, касаются обозначений зернистости и твердости. Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
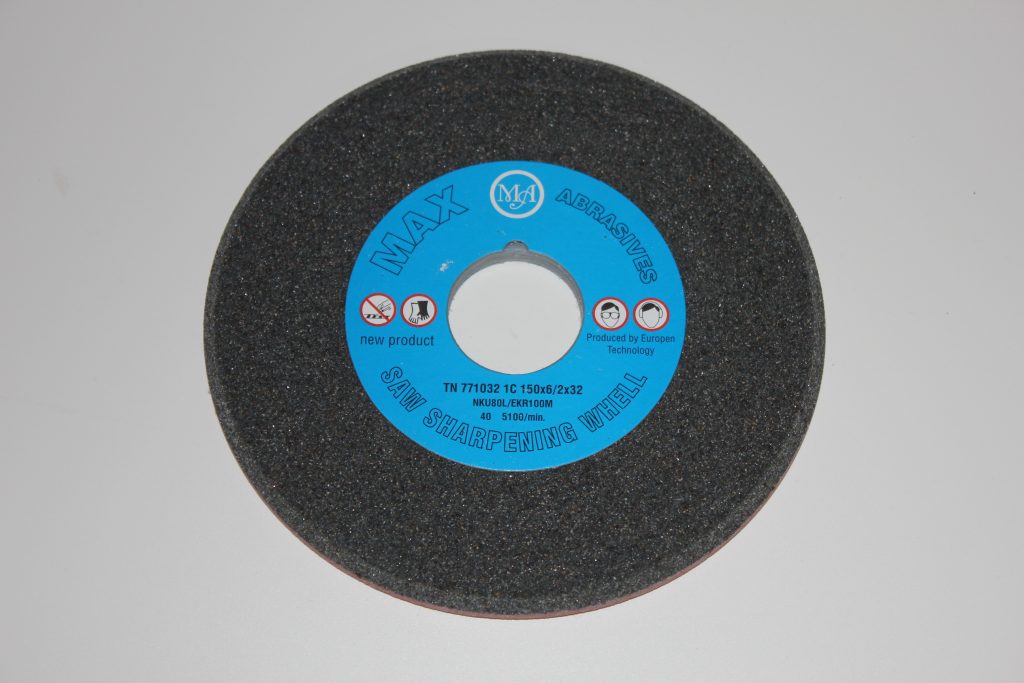
Однострочная маркировка шлифовального круга, изображенного ниже, выглядит так: 125х20х32 63С 40 К-L V 35 м/с ГОСТ 52781-2007. Если с размерами и скоростью в этой строке все понятно, то остальные параметры требуют расшифровки. 63С означает, что шлифовальный круг изготовлен из зеленого карбида кремния, 40 — код зернистости, K-L — тип твердости, V — керамическая связка. Хотя полный формат ГОСТ маркировочной строки включает в себя десять полей: [Тип] [Размеры] [Марка абразива] [Зернистость] [Твердость] [Структура] [Связка] [Линейная скорость] [Класс точности] [Класс неуравновешенности] [Нормативный документ], – обозначения некоторых характеристик в маркировке реальных изделий могут опускаться.
Форма круга
ГОСТ 52781—2007 описывает шлифовальные круги двадцати четырех форм, каждому из которых присвоено название и цифровой код, указываемый в первом поле маркировки. К примеру, самый массовый шлифкруг прямого профиля имеет код «1», а чашечный конический, который в обиходе называют «чашка шлифовальная» — «11». Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
К примеру, самый массовый шлифкруг прямого профиля имеет код «1», а чашечный конический, который в обиходе называют «чашка шлифовальная» — «11». Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
Размер
В этом же ГОСТ приводятся таблицы с нормативными размерами каждой формы шлифовальных кругов, которые указываются во втором поле маркировочной строки. Для шлифкруга прямого профиля установлен размерный ряд из тридцати диаметров в интервале от 6 до 1250 мм, при этом каждому диаметру соответствует определенный набор значений посадочных отверстий и толщин. Профильные шлифовальные круги имеют гораздо меньше вариантов диаметров: от четырех до десяти.
Вид абразива
Третье поле маркировки шлифовального круга содержит код марки абразива, использованного при его изготовлении. Самыми распространенными среди них являются электрокорунд и карбид кремния. В зависимости от процентного содержания оксида алюминия электрокорунд делится на белый (обозначение сортов — от 22А до 25А) и нормальный (12А÷16А). Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
В зависимости от процентного содержания оксида алюминия электрокорунд делится на белый (обозначение сортов — от 22А до 25А) и нормальный (12А÷16А). Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Карбид кремния тверже электрокорунда, но более хрупок, менее теплостоек и хуже удерживается связующим материалом шлифовального круга.
Зернистость
Значение зернистости указывают в четвертом поле маркировки. Этот параметр определяет класс чистоты поверхности после ее обработки шлифовальным кругом: чем меньше размер зерна абразива, тем меньше ее шероховатость. Но мелкое зерно не позволяет снимать большие припуски, что снижает производительность шлифования. Этот параметр необходимо выбирать в соответствии с видом обработки: для обдирки использовать шлифкруги с крупным зерном, а для шлифовки и заточки — с мелким.
В разных ГОСТ и для разных материалов используют отличные друг от друга системы обозначения зернистости шлифовальных кругов. В приведенном выше примере применено обозначение по ГОСТ 3647-80, в соответствии с которым код зернистости необходимо умножить на десять, в результате чего получится примерный размер зерна в микронах. «Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
Твердость
Коду твердости отведено пятое поле маркировки шлифкругов. В данном случае речь идет не об абразиве, а о твердости шлифовального круга, которая в большей степени зависит от вида и качества связующего материала. Этот параметр напрямую влияет на способность шлифовального круга самозатачиваться в процессе обработки материала, т.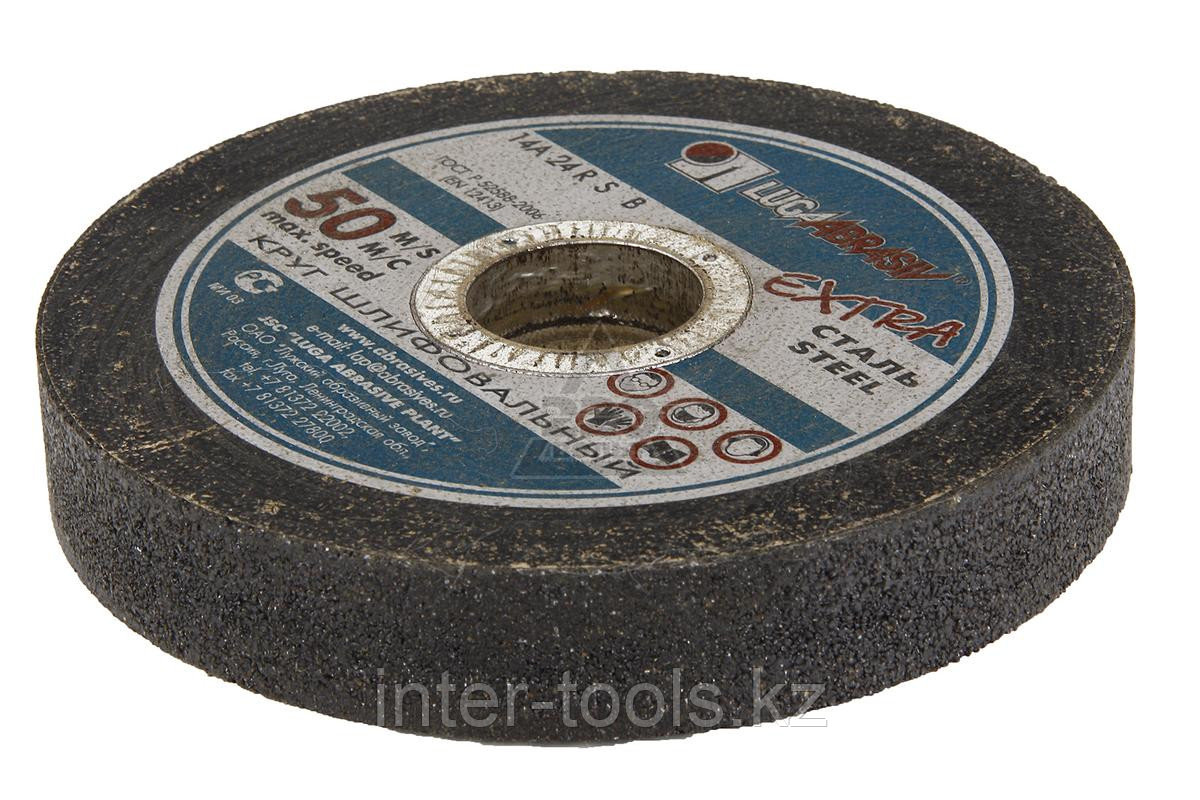 е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
Структура
В шестом поле маркировочной строки указывают код структуры шлифовального круга. В данном случае слово «структура» означает соотношение объема абразивных частиц к общему объему изделия. Этот параметр характеризуется понятием «плотность»: чем больше зерен в единице объема, тем выше плотность структуры, а ее состав более абразивен. Плотность структуры имеет 12 градаций, разбитых на четыре группы: от «плотной» (1÷4) до «высокопористой» (11 и 12). У нашего шлифовального круга этот параметр в маркировке отсутствует, но на верхней части этикетки написано: «для электрических точил». Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Вид связки
Шлифовальные круги сохраняют свою форму и эксплуатационные качества благодаря связующим материалам (связкам), которые обеспечивают работу на заданных скоростях и удерживают в своем объеме абразивные зерна. Основных видов таких связок всего три, и их коды указываются в седьмом поле маркировки шлифкругов. Керамическая состоит из смеси традиционных неорганических веществ (кварцевого песка, глины, полевого шпата и пр.), которые спекаются в жесткий и теплостойкий, но достаточно хрупкий композит. Этот вид связки обозначается буквой V. Бакелитовую связку изготавливают на основе бакелита — твердого и прочного термореактопласта, и она обозначается латинской буквой B. Это два наиболее распространенных вида связующих материалов, используемых при производстве шлифовальных дисков. Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Скорость вращения
В восьмом поле маркировочной строки указано максимальное значение окружной скорости (т. е. предельной скорости резания). В нашем случае она равна 35 м/с. Скорость резания — это один из главных параметров любого режущего инструмента, и она легко пересчитывается в количество оборотов в минуту. Тем не менее, большинство производителей на своих шлифовальных кругах помимо окружной скорости также указывают предельную скорость вращения.
Класс точности
Классы точности шлифовальных кругов регламентируют допустимые отклонения всех трех геометрических размеров, допуски на эксцентричность и непараллельность, возможность наличия и размер дефектов, а также размер и плотность посторонних включений. Всего существует три класса точности, которые указывают в девятой позиции маркировки. Первый обозначается буквами АА и относится к шлифкругам, предназначенным для высокоточной обработки.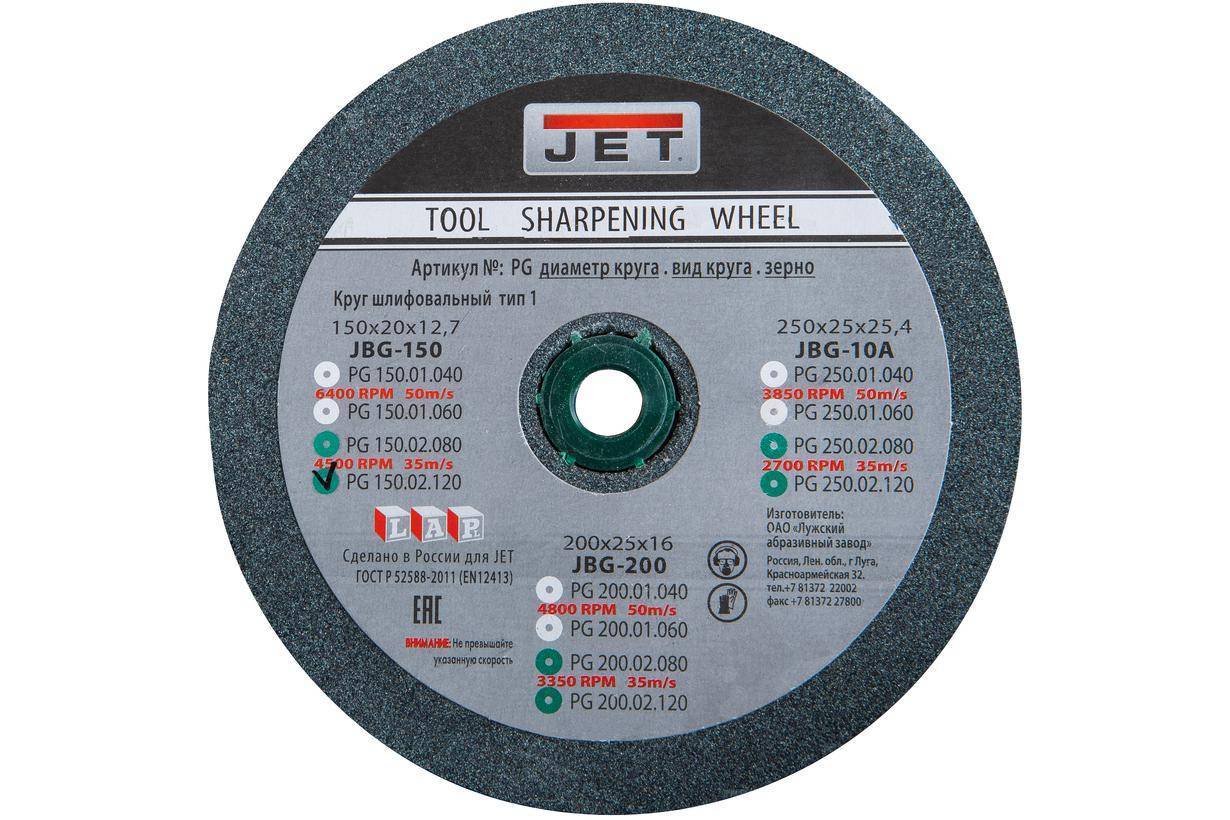 По двум другим (А и Б) изготавливают инструмент общего назначения.
По двум другим (А и Б) изготавливают инструмент общего назначения.
Класс неуравновешенности
Последний параметр, код которого завершает маркировочную строку, — это класс неуравновешенности шлифовального круга, который указывает на равномерность распределения массы по объему. Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Роль связок
В отличие от резиновых, войлочных, проволочных и фибровых шлифовальных кругов для болгарок и другого приводного инструмента абразивные круги являются монолитными изделиями, работающими на высоких скоростях и испытывающими при этом значительные центробежные, ударные и температурные нагрузки. И если главную роль в обеспечении качества и производительности шлифовки играют абразивные зерна, то механические характеристики, термоустойчивость и способность к самозатачиванию обеспечивают связующие материалы.
Идеальных связок с универсальными параметрами не существует. Керамические обладают достаточной жесткостью, хорошей износостойкостью, устойчивы к воздействию высоких температур и химических веществ. Но они довольно хрупки, и поэтому очень чувствительны к нагрузкам на изгиб и ударным воздействиям. Бакелитовые довольно эластичны и хорошо самозатачиваются. Но в силу особенностей связующего материала они менее износостойки и не могут работать при высоких температурах. Частичное улучшение качества связующих материалов достигается путем использования специальных добавок.
Как правильно выбрать шлифовальный круг
При выборе шлифовального круга надо хорошо представлять, для чего и на каком устройстве он будет использоваться. К примеру, если это электроточило, то для него необходим круг для работы по обычному металлу (сталь, алюминий, бронза). При этом необходимо точно знать диаметр посадочного отверстия и установочный размер. Очень важно, чтобы скорость вращения электроинструмента не превышала параметр, указанный на маркировке шлифовального круга.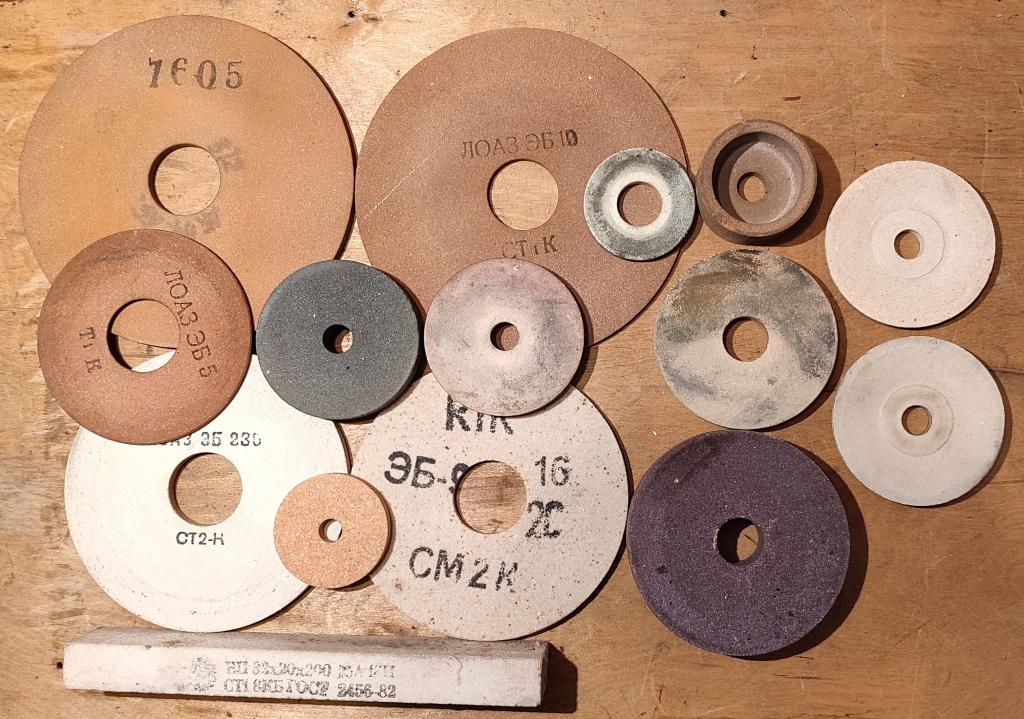 Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
В маркировке многих шлифкругов почему-то отсутствует такой параметр, как структура, хотя из его описания следует, что он должен напрямую влиять на уровень биения нового диска. Так ли это и действительно ли значение структуры напрямую связано с биением? Если кто-нибудь может ответить на этот вопрос, то, пожалуйста, сделайте это в комментариях к данной статье.
описание, назначение, маркировка и зернистость
Специалисты в разных сферах применяют такие рабочие инструменты, как наждак или электрический станок, который оборудуется специальными шлифовальными кругами. На рынке, в интернет-магазинах или в строительных гипермаркетах в продаже всегда имеются различные шлифовальные инструменты – это могут быть абразивные круги малого диаметра или большого размера, заточные круги и т.д. Для того чтобы приобрести необходимый абразивный круг, следует разобраться в их классификации.
На рынке, в интернет-магазинах или в строительных гипермаркетах в продаже всегда имеются различные шлифовальные инструменты – это могут быть абразивные круги малого диаметра или большого размера, заточные круги и т.д. Для того чтобы приобрести необходимый абразивный круг, следует разобраться в их классификации.
Маркировка шлифовальных кругов малого диаметра
Шлифовальные круги для станков можно применять для различных работ. С помощью такого инструмента можно заточить или отшлифовать поверхность детали или изделия. Некоторые из них отлично снимают краску, ржавчину с металлических поверхностей, другие шлифовальные круги помогают заточить ножи и пилы. Особые круги предназначены для финишного этапа обработки материала. Чтобы выбрать подходящий шлифовальный инструмент высокого качества, следует распознавать условные обозначения и маркировку, которую производитель указывает либо на упаковке, либо на изделии.
- Размер круга. Этот параметр обычно указывается в названии и повторно размещается на упаковке шлифовального инструмента.
 Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.
Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга. - Скорость вращения. Этот параметр зависит от прочности круга. Он должен выдерживать ту высокую скорость, которую задает станок. Обычно максимально допустимая скорость вращения указывается в миллисекундах или оборотах в минуту.
- Форма. Это важный пункт, потому как от формы инструмента будет зависеть характер работы. Прямой профиль позволит выправить лезвия ножей, конический профиль круга поможет в работе с пильными цепями и дисками и т.д. Маркировка формы может обозначаться как числами, так и буквами с числами. Ниже приводится таблица, по которой можно определить тип круга:
 Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.
Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.|
Описание круга |
Обозначение |
|
|
ГОСТ 2424-83 |
ГОСТ Р 2424 |
|
|
С прямым профилем |
ПП |
1 |
|
Кольцевой |
К |
2 |
|
С коническим профилем |
3П |
3 |
|
С двусторонним коническим профилем |
2П |
4 |
|
С выточкой |
ПВ |
5 |
|
Чашечный цилиндрический |
ЧЦ |
6 |
|
С двусторонней выточкой |
ПВД |
7 |
|
С двусторонней выточкой и ступицей |
ПВДС |
10 |
|
Чашечный конический |
ЧК |
11 |
|
Тарельчатый |
Т |
12 |
|
1Т |
14 |
|
|
С конической выточкой |
ПВК |
23 |
|
С двусторонней конической выточкой |
ПВДК |
26 |
|
С запрессованными крепежными элементами |
ПН |
36 |
Абразив и зернистость на шлифовальных кругах
Абразив, из которого состоит шлифовальный круг, является мелким остроконечным зерном, от частиц которого будет зависеть финальный вид поверхности, будет она ровной и гладкой или шероховатой.
Существуют такие виды зерна абразива:
|
Вид абразива |
Свойства |
Применение |
|
Алмаз |
Износостойкий и твердый материал, возгорается при 800 градусов по Цельсию. |
Чистовая шлифовка, доведение до идеальной поверхности чугуна, керамики и стекла. |
|
Эльбор |
Твердый, более термостойкий, нежели алмаз. |
Справится с труднообрабатываемыми сплавами. |
|
Электрокорунд |
Имеет хорошее сцепление со связкой, термостойкий. |
Используя такой круг, можно обработать изделия из железа, стали, чугуна. |
|
Карбид кремния |
Твердость больше, чем у электрокорунда, однако сцепление со связкой плохое, зерна продолговатые. |
Предполагает шлифовку высокотвердых и хрупких материалов, к примеру, фарфора, стекла, чугуна, керамики и гранита. |

Каждый материал имеет свою маркировку, поэтому тот или иной круг проявит себя в работе по-разному. Существует такая маркировка абразивов круга:
|
Алмаз |
АС2, АС4, АС6, АС32 и АС50, АРБ1, АРК4, АРС3. |
|
Эльбор |
CNB, КНБ. |
|
Карбид кремния зеленый |
62, 63 и 64С. |
|
Карбид кремния черный |
52-55С. |
|
Электрокорунд нормальный |
12-16А,W. |
|
Электрокорунд белый |
22-25А, WА. |
|
Электрокорунд хромистый |
32-34А. |
|
Электрокорунд титанистый |
37А. |

Зернистость абразивных инструментов измеряется в микронах. Чем однороднее будут зерна, тем качественнее произведется обработка. Учитывая два ГОСТа, советский и современный, параметры могут обозначаться цифрой или буквой с числом. Если зернистость по старому ГОСТу указана с числовым показателем 40, то она составит 400 мкм. По новому ГОСТу на однородность зерна указывает английская буква F и соответствующее число. Чем больше число, тем меньше частицы зерна.
Твердость и структура
Степень твердости указывает на способность связки и говорит об износоустойчивости круга. Ниже приведены обозначения, соответствующие старому и новому ГОСТу:
|
Твердость |
ГОСТ 19202-80 |
52587-2006 |
|
Весьма мягкий |
ВМ с числовым обозначением 1 и 2 |
FG |
|
Мягкий |
М1, 2 и 3 |
H, I, J |
|
Среднемягкий |
СМ1, 2 |
K, L |
|
Средний |
С1, 2 |
M, N |
|
Среднетвердый |
СТ1, 2, 3 |
O, P, Q |
|
Твердый |
Т1, 2 |
R, S |
|
Весьма твердый |
ВТ |
T, U |
|
Чрезвычайно твердый |
ЧТ |
V, W, X, Y, Z |
Часто люди приобретают круги средней твердости и любого диаметра, однако выбор инструмента должен зависеть от оборудования и материала, который следует обработать.
Структура абразивного круга может быть плотной (1,2,3,4), средней (5, 6, 7), открытой (8, 9, 10) и высокопористой (11, 12). Кругами с показателями 1, 2, 3 и 4 можно обрабатывать твердые материалы, используя круги 11 и 12, можно обработать цветные металлы и другие сплавы.
Связка, классы точности и неуравновешенности
Класс точности абразивного круга обозначается буквами А, Б, АА. Первый вид кругов используется на крупных предприятиях или в цехах, второй можно применять для бытовых и полупрофессиональных электрических станков, класс AA предназначен для многорукавных станков или автоматизированных линий.
Класс неуравновешенности относится к классу точности, то есть буквенному показателю АА присваивается класс неуравновешенности 1; A – 1, 2; Б – 2, 3, 4. К первому классу относят наиболее уравновешенные абразивные круги.
Основные виды связки для шлифовального инструмента – бакелитовая, керамическая и вулканитовая:
- Керамическая связка износостойкая, прочно держит зерно, однако может прижигать материал. Применяется для шлифования или хонингования, финишной обработки изделий из стали.
- Эластичная бакелитовая связка имеет пониженное теплообразование, быстро изнашивается. Подходит для хонингования, полировки, тонкого шлифования.
- Вулканитовая связка обладает высокой полирующей способностью, устойчива к щелочным охлаждающим составам. Такие круги подходят для профильного шлифования и полировки.
 Применяется для шлифования или хонингования, финишной обработки изделий из стали.
Применяется для шлифования или хонингования, финишной обработки изделий из стали.На кругах имеются и другие поясняющие обозначения.
Шлифовальные круги малого диаметра
Абразивные круги малого размера позволяют человеку легко, быстро и качественно выполнить шлифовальные работы. Такой круг может обрабатывать материалы минерального или синтетического происхождения, а также металл. Подобные абразивные круги позволяют развить высокую скорость во время обработки, что улучшает качество готовой поверхности.
Маленькие абразивные круги, в отличие от больших, подходят для зачистки поверхностей или сварочного шва. Обычно круги устанавливают на угловые пневматические инструменты. Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
Обычно круги устанавливают на угловые пневматические инструменты. Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
К преимуществам таких кругов относят высокую скорость работы, они подходят для различных по форме поверхностей. Выбирать абразивный круг следует по многим параметрам: что будет обрабатываться, из какого материала поверхность, с каким оборудованием предстоит работать. Все эти моменты следует учитывать при покупке абразивных кругов.
Посмотрите также:
наждак
Как сделать наждак (заточной станок)? Таким вопросом задаются многие начинающие мастера, которым надоело всё точить на коленке, с помощью напильника или углошлифовальной машинки. Можно конечно же купить готовый наждачный станочек, но качество многих недорогих азиатских изделий оставляет желать лучшего, а стоящие изделия от авторитетных европейских или американских фирм, которые к тому же имеют приличную мощность и габариты, стоят довольно дорого. В этой статье мы рассмотрим из чего и как изготовить недорогой наждачный станок, который будет отличного качества и будет радовать мастера долгие годы. Причём будут описаны два варианта изготовления. Для начала следует определиться с диаметром абразивного круга, ведь чем больше диаметр, вес и толщина круга, тем мощнее потребуется электро-двигатель. И если вам часто приходится работать с мелочёвкой, то и у будущего станочка могут быть весьма скромные габариты и мощность. К нему подойдёт самый распространённый двигатель от советской стиральной машины.
Причём будут описаны два варианта изготовления. Для начала следует определиться с диаметром абразивного круга, ведь чем больше диаметр, вес и толщина круга, тем мощнее потребуется электро-двигатель. И если вам часто приходится работать с мелочёвкой, то и у будущего станочка могут быть весьма скромные габариты и мощность. К нему подойдёт самый распространённый двигатель от советской стиральной машины.
Если же вы работаете с крупными изделиями, например часто приходится обтачивать профильные или обычные трубы, арматуру и др., то и станок должен быть мощным и большим. Как я уже говорил, в этой статье будут описаны два варианта изготовления наждака, один более простой, а второй более сложный.
Так вот, если вы хотите в свою мастерскую большой и мощный наждак для обработки крупных деталей, то вам предпочтительнее выбрать второй вариант изготовления (который будет описан ниже). Если же вам нужен наждачок для обработки мелочёвки, тогда советую выбрать первый, более простой вариант изготовления.
Как сделать наждак — более простой вариант.
Для начала опишем более простой вариант, при котором абразивный круг (или круги) будут закрепляться непосредственно на валу двигателя. Для начала следует изготовить основание, на котором будет закрепляться сам двигатель. Основание можно изготовить даже из дерева, но всё же лучше из металла.
Двигатель конечно же лучше поискать на 220 вольт, но если не найдёте, то можно подключить и на 380. Подробно как подключить мотор и на 220 и на 380 вольт к обычной бытовой сети, я написал вот в этой статье. Если купите мотор с оборотами на 3000/мин., то изготовление втулки, которая будет описана ниже, должно быть очень точным, чтобы исключить вибрацию. Такой оборотистый мотор следует использовать, если вы хотите полировать детали для нанесения хрома (я такой изготовил специально для полировки — он показан на фото слева).
А для обработки деталей абразивными камнями, достаточно будет двигателя на 1500 — 2000 об/мин. Если у вас двигатель имеет площадку внизу с четырьмя отверстиями, то здесь всё просто, мотор ложится на основание, будущие отверстия отмечаются карандашом или маркером и затем сверлятся. Остаётся закрепить мотор к основанию с помощью четырёх болтов, а само основание можно крепить где угодно (даже в тиски, как я креплю на фото выше), с столу или верстаку, с помощью струбцин или барашковых болтов.
Если у вас двигатель имеет площадку внизу с четырьмя отверстиями, то здесь всё просто, мотор ложится на основание, будущие отверстия отмечаются карандашом или маркером и затем сверлятся. Остаётся закрепить мотор к основанию с помощью четырёх болтов, а само основание можно крепить где угодно (даже в тиски, как я креплю на фото выше), с столу или верстаку, с помощью струбцин или барашковых болтов.
И такой наждак будет мобильным (переносным). Только при креплении мотора к основанию, следует учесть диаметр абразивного круга, то есть закрепить двигатель на такой высоте, чтобы круг не задевал за основание.
Бывают абразивные круги тонкие, но чуть большего диаметра, чем диаметр мотора, в таком случае придётся закрепить двигатель через какую нибудь проставку с четырьмя отверстиями (например из текстолита или плотной резины), чтобы закрепить мотор чуть выше от основания. Или там где проходит круг, основание просто обрезается (делается короче, как на моём маленьком наждаке на фото слева) — какой вариант предпочтительнее выбирать вам.
Если же двигатель не имеет специальной крепёжной площадки внизу, а имеет два отлива, с вставленными в них резиновыми втулками (сайлентблоками — как на большинстве моторов от стиральных машин) то такой двигатель крепится к основанию через два металлических уголка, и упорной планки, прикрученной к одному из болтов крышки двигателя.
Ну, а если вы приобрели мотор, который не имеет ни крепёжной площадки, ни двух приливов с сайлентблоками, то есть мотор предназначен для консольного крепления (за одну из его крышек), то для него потребуется вырезать из листового металла пластину с отверстием в центре для вала двигателя. Пример чертежа такой пластины показан в статье по изготовлению ленточно-шлифовального станка гриндера, статья находится вот здесь.
1 — вал якоря, 2 — подшипник мотора, 3 — корпус мотора, 4 и 5 — кожух, 6 — трубка, 7 — втулка, 8 — абразивный круг, 9 — шпонка.
После закрепления двигателя к основанию, теперь основная задача стоит как закрепить камень (абразивный круг) на валу двигателя. Ведь наружный диаметр вала якоря в 99 случаях из ста имеет диаметр, который меньше, чем посадочный диаметр у абразивного круга. Значит следует заказать токарю переходную втулку 7, которая изображена на рисунке слева.
Ведь наружный диаметр вала якоря в 99 случаях из ста имеет диаметр, который меньше, чем посадочный диаметр у абразивного круга. Значит следует заказать токарю переходную втулку 7, которая изображена на рисунке слева.
Втулка должна плотно надеться на вал двигателя (с лёгким постукиванием молотка), а абразивный круг должен плотно надеться на втулку. Многие вместо втулки используют обрезки трубы, а на них наматывают изоленту, бумагу ит.п. Делать это не советую, так как даже если вам и удастся посадить круг на кусок трубки плотно, всё равно в процессе работы со временем возникнет дисбаланс и вибрация.
И если вы хотите собрать станочек и забыть про проблемы с дисбалансом, то не пожалейте немного денег на токарные работы (чтобы выточить втулку с плотной посадкой). На валу электродвигателя следует нарезать наружную резьбу под гайку (с мелким шагом), причём резьба должна быть правая или левая, в зависимости от вращения камня (чтобы под нагрузкой и проворачиванием камня, гайка закручивалась, а не откручивалась).
Ну и последней операцией будет изготовление столика, на который будет укладываться деталь при обтачивании. Столик можно изготовить из куска обычного уголка, и сделать так, чтобы при износе камня, столик можно было сдвигать к камню, для обеспечения зазора в 1-1,5 мм (между столиком и абразивным кругом).
Если вы рассчитываете на кратковременную работу наждака, то с другой стороны вала двигателя можно снять крыльчатку вентилятора и закрепить камень с более мелким абразивом, или сверлильный патрон (как на моём наждаке показанном на фото выше). Тогда возможности станка станут больше, можно будет в патрон закрепить например проволочный (зачистной) круг или полировальный круг небольшого диаметра, да и вообще быстро установить любую насадку.
Кстати. можно изготовить из текстолита диск и наклеить на него наждачный круг, как на фото слева, а так же сделать столик, который будет выставляться под нужным углом, и тогда можно будет обрабатывать деталь строго под углом, под который выставлен столик. Вариантов много и всё зависит от ваших задач (что вы желаете обрабатывать).
Вариантов много и всё зависит от ваших задач (что вы желаете обрабатывать).
Но следует помнить, что без вентилятора долго работать не следует. Гораздо больше возможностей и удобства у наждака, который будет описан во втором варианте.
Изготовление наждака более мощного и универсального — второй вариант.
Сделать наждак, как на фото слева сложнее, чем первый вариант описанный выше, но зато мощность двигателя и размеры могут быть любыми, а обороты можно будет в любой момент изменить переброской ремня на другой шкив. Да и двигатель при желании можно будет менять.
Но для такого станка потребуется больше вложений и больше инструмента. Потребуется сварочный аппарат и болгарка, так как придётся изготовить каркас из металлического уголка (или из профильной трубы).
Каркас (стол) такой как на фото слева, нужен для того, что при этом варианте мотор расположен отдельно в низу, а вращение валу (с двумя абразивными или полировальными кругами), закреплённому сверху, передаётся через ременную передачу.
Высота каркаса зависит от длины ремней и вашего роста, а ширина зависит от размеров мотора и длины вала, установленного на подшипниковые опоры.
Придется купить две такие опоры (как на фото слева), и заказать токарю вал, наружный диаметр которого зависит от внутреннего диаметра внутренних обойм подшипников в опорах, которые вы купите. Если не удастся купить такие опоры, то их можно изготовить самостоятельно.
Для этого закажите токарю втулки, внутренний диаметр которых равен наружному диаметру подшипников, которые вы купите (подшипники должны быть закрытого типа). На втулки приварите пластины (желательно пластины ещё усилить треугольными косынками из листовой стали) из стали толщиной 7 — 8 мм и просверлите в каждой пластине по два крепёжных отверстия.
Посередине на вал нужно будет напрессовать шкив, как показано на фото слева, но лучше напрессовать ступенчатый шкив, показанный на фото ниже, и сколько ступеней (дорожек) будет, столько и скоростей будет у вашего наждака.
Шкивы (две штуки — один для вала а другой для двигателя) или покупаются на барахолке, или заказывается токарю. Разумеется внутренний диаметр шкивов должен быть таким, чтобы они плотно напрессовались на вал двигателя и на вал для наждачных кругов.
Вал для кругов посередине (в месте посадки шкивов) должен быть на несколько мм толще ( и с шпонкой), чем по краям, так будет легче монтировать шкивы. Все диаметры вала могут быть разными и зависят от диаметра подшипников и шкивов, а длина вала зависит от ширины каркаса (стола).
После сварки каркаса (в форме параллелограмма, как на фото выше), сверху привариваются две профильные трубы, уголок или пластина из листового металла, с отверстиями под отверстия опор (или два уголка), на которые будут крепится подшипниковые опоры вала.
Но сначала надеваем ремень, а после этого крепим опоры на трубы. По длине ремня можно будет видеть, на каком расстоянии приваривать крепление двигателя (площадку). Площадка для двигателя должна иметь овальные отверстия для крепления мотора, чтобы можно было немного смещать мотор вниз, для натяжки ремня.
А вообще способов натяжки ремня несколько, например мотор крепится на площадке, которая закрепляется на навесах (типа дверных), и с помощью упорной резьбовой шпильки двигатель смещается вниз и ремень натягивается. Но лучше сделать эксцентриковый механизм натяжки ремня, так можно будет быстрее перекидывать ремень по шкивам, чтобы изменить скорость вращения вала.
Какой вариант выбрать, каждый мастер выбирает исходя из условий и возможностей (или из того хлама, что валяется в гараже). После монтажа вала и двигателя, можно закрыть каркас металлическим ипластинами и заняться установкой абразивных камней на концы вала. Здесь тоже как и в первом варианте можно установить два камня, а можно с одной стороны сделать более длинный вал с дополнительной резьбой или конусом (зависит от патрона) и после камня установить ещё и сверлильный патрон.
В патрон можно будет зажимать различные насадки. Остаётся сделать опорные столики (пример можно посмотреть в статье про гриндер — ссылка выше) ну и не забываем про безопасность — не помешает изготовить из листовой стали защитные кожухи и закрыть ими с обратной стороны абразивные круги.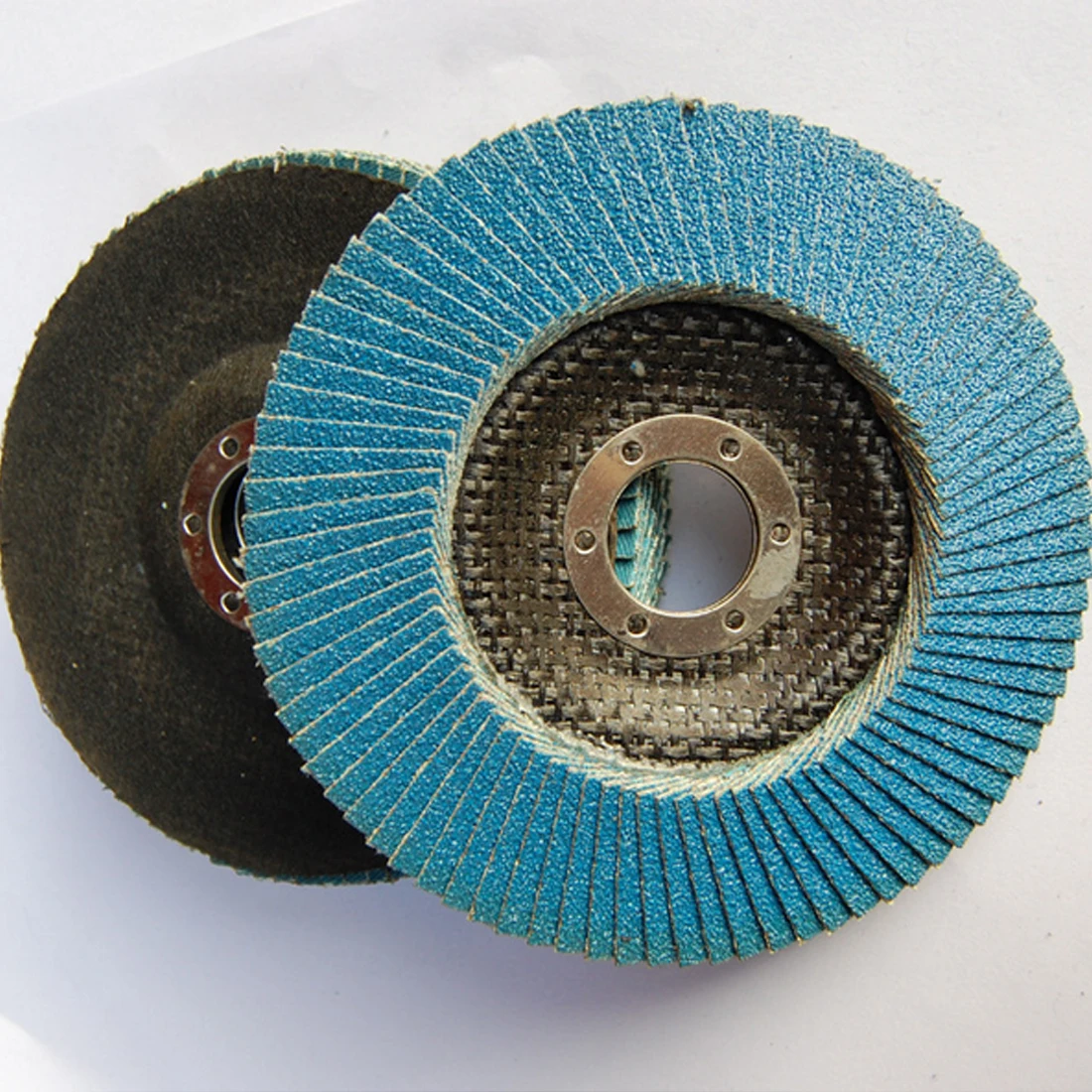 Ну ещё сделать кожухи для сбора стружки (абразива) как на фото чуть выше и также закрыть кожухом и приводные шкивы.
Ну ещё сделать кожухи для сбора стружки (абразива) как на фото чуть выше и также закрыть кожухом и приводные шкивы.
Ну и не помешает закрепить небольшую ёмкость для охлаждающей жидкости (воды) для охлаждения обтачиваемой детали, или инструмента. Пример подобного самодельного заточного станка показан в видеоролике чуть ниже. Советую посмотреть, ведь как говорится: лучше один раз увидеть, чем сто раз услышать.
Есть и другие конструкции станков, но надеюсь эти пару вариантов, как сделать наждак, описанные в этой статье, пригодятся начинающим мастерам и помогут им изготовить станок своими руками, который будет даже лучше заводского, успехов всем.
192 Emery Hill Street, Вестминстер
Вы должны войти в систему, чтобы сохранить недвижимость в избранное! Пожалуйста, войдите.
Пожалуйста, войдите
Пожалуйста, введите ваш начальный адрес в форму ниже.
Обновите страницу, если пытаетесь использовать альтернативный адрес.
×
* Очень редко встречается на рынке. * Эта очаровательная квартира, расположенная в классическом британском особняке, расположена на верхнем этаже (с лифтом) и предлагает чудесные виды на южную листву Вестминстера. Она доступна для свободной продажи через сеть Prime London.
Просторная вилла включает в себя хорошо пропорциональную гостиную с большим балконом, окруженным кованой железной балюстрадой, наполняющей квартиру естественным светом. Кухня полуоткрытой планировки выходит из стойки регистрации и полностью оборудована. Когда вы войдете в собственность, вы найдете семейную ванную комнату из трех частей слева и просторную спальню с двуспальной кроватью со встроенным шкафом. Высокие потолки и безупречные общие части с обилием старинного шарма добавляют ощущение величия, делая эту квартиру исключительной.
Кухня полуоткрытой планировки выходит из стойки регистрации и полностью оборудована. Когда вы войдете в собственность, вы найдете семейную ванную комнату из трех частей слева и просторную спальню с двуспальной кроватью со встроенным шкафом. Высокие потолки и безупречные общие части с обилием старинного шарма добавляют ощущение величия, делая эту квартиру исключительной.
Эмери-Хилл-стрит – это обсаженная деревьями дорога, окруженная с обеих сторон красными кирпичными особняками поздней викторианской эпохи. Знаменитый Вестминстерский собор находится в центре с широким выбором магазинов, баров и бесчисленных ресторанов в оживленном и тщательно отремонтированном районе вокруг вокзала Виктория.
Окрестные транспортные связи превосходны с тремя линиями метро (Circle, District и Victoria), а также магистральными линиями и Gatwick Express, которые находятся на станции Victoria.Здание Парламента и парк Сент-Джеймс находятся рядом с другой станцией метро в Вестминстере, откуда можно добраться на линии Jubilee.
Нажмите для увеличения
- Светлая двухкомнатная квартира
- Классический британский особняк
- 513 кв.м / 47,7 кв.м
- Лифт в здании
- Большой балкон, выходящий на юго-восток
- Отличное расположение для транспорта
Westminster SW1P 1PN
Округ : Лондон
Тип продажи : Продано STC
Ref # : 00002799
Икс Калькулятор гербового сбораПожалуйста, выберите один из вариантов ниже…
Отдельная недвижимость Дополнительно / Купить для сдачи в аренду
Исходя из стоимости собственности / земли фунтов стерлингов 749 995 , будет взиматься гербовый сбор в размере фунтов стерлингов фунтов стерлингов.
| Налоговый диапазон | % | Налоговая сумма | Налог |
|---|---|---|---|
| менее 500 000 фунтов стерлингов | 0 | £ | £ |
| от 125 Тыс до 250 Тыс | 2 | £ | £ |
| От 500 000 до 925 000 | 5 | £ | £ |
| 925 001–1 500 000 фунтов стерлингов | 10 | £ | £ |
| Более 1 фунта стерлингов.5 миллионов | 12 | £ | £ |
| Всего | £ |
Если стоимость недвижимости превышает 500 000 фунтов стерлингов, вы не имеете права на освобождение от гербового сбора
Этот калькулятор гербового сбора предназначен для того, чтобы дать вам представление о размерах ваших гербовых сборов при покупке жилой недвижимости в собственность в Англии и Северной Америке.Ирландия. Расчет гербового сбора округляется до ближайшего фунта в меньшую сторону. Цены действительны с 8 июля 2020 г. по 31 марта 2021 г.
Цены действительны с 8 июля 2020 г. по 31 марта 2021 г.
749995,00
Как создать пузырьковую диаграмму в Excel
Две недели назад я попросил читателей воспроизвести круговую диаграмму из отчета Innovation Network о состоянии оценки за 2012 год – используя только Microsoft Excel или R. Полный текст сообщения в блоге можно прочитать здесь.
И победителями стали… Тони Фуйс, Андреа Хатсон, принц Раджан и Бернадетт Райт! Тони воссоздал диаграмму в R, а Андреа, Принс и Бернадетт воссоздали диаграмму в Excel.
Вот мое руководство. Внизу этого сообщения в блоге вы можете скачать файл Excel, содержащий все отправленные материалы. Каждый из нас использовал немного другой подход, поэтому я рекомендую вам изучить файл и посмотреть, как мы по-разному манипулировали Excel.
Шаг 1. Изучите диаграмму, которую вы пытаетесь воспроизвести в Excel
Вот таблица со страницы 7 отчета State of Evaluation 2012 . Мы хотим посмотреть, сможем ли мы воссоздать диаграмму в правом нижнем углу.В визуализации используются круги, что означает, что мы собираемся создать пузырьковую диаграмму в Excel.
Мы хотим посмотреть, сможем ли мы воссоздать диаграмму в правом нижнем углу.В визуализации используются круги, что означает, что мы собираемся создать пузырьковую диаграмму в Excel.
Шаг 2. Изучите основы создания пузырьковой диаграммы в Excel
Чтобы заставить Excel делать круги, нам нужно создать пузырьковую диаграмму в Excel. Щелкните здесь, чтобы просмотреть руководство по Microsoft Office. Согласно руководству: «Пузырьковая диаграмма – это вариант точечной диаграммы, в которой точки данных заменены пузырьками. Пузырьковая диаграмма может использоваться вместо диаграммы рассеяния, если ваши данные содержат три ряда данных.”
Мы не создаем истинную диаграмму рассеяния или пузырьковую диаграмму, потому что мы не показываем корреляции между какими-либо переменными. Вместо этого мы просто используем основу дизайна пузырьковой диаграммы – круги. Но нам все еще нужно представить нашу диаграмму на оси x-y, чтобы нарисовать круги.
Шаг 3. Нарисуйте карту на плоскости X-Y
Это помогает набросать эту деталь от руки. Я распечатал 7-ю страницу отчета и нарисовал оси x и y прямо поверх диаграммы. Например, 79% крупных некоммерческих организаций сообщили, что они собирают статистику.Этот пузырь получит значение x, равное 3, и значение y, равное 5.
Я распечатал 7-ю страницу отчета и нарисовал оси x и y прямо поверх диаграммы. Например, 79% крупных некоммерческих организаций сообщили, что они собирают статистику.Этот пузырь получит значение x, равное 3, и значение y, равное 5.
Я не использовал последовательную нумерацию на своих осях. Другими словами, вы заметите, что моя ось Y имеет значения 1, 3 и 5 вместо 1, 2 и 3. Я узнал, что форматирование выглядело лучше, когда у меня было немного больше места между моими пузырями. .
Шаг 4. Заполните таблицу данных в Excel
Откройте новый файл Excel и начните вводить свои значения. Например, мы знаем, что 79% крупных некоммерческих организаций сообщили, что они собирают статистику.Этот пузырь имеет значение x, равное 3, значение y, равное 5, и размер пузыря, равный 79%.
Иди медленно. Проверьте свою работу. Если вы сделаете опечатку на этом этапе, ваша диаграмма станет шаткой.
Шаг 5. Вставьте пузырьковую диаграмму в Excel
Выделите три столбца справа – столбец x, столбец y и столбец частоты. Не выделяйте сами заголовки (x, y и размер пузырьков). Щелкните вкладку «Вставка» в верхней части экрана. Щелкните «Другие диаграммы» и выберите «Пузырьковая диаграмма».”
Не выделяйте сами заголовки (x, y и размер пузырьков). Щелкните вкладку «Вставка» в верхней части экрана. Щелкните «Другие диаграммы» и выберите «Пузырьковая диаграмма».”
Вы получите примерно следующее:
Шаг 6. Добавьте и отформатируйте метки данных
Сначала добавьте метки основных данных. Щелкните правой кнопкой мыши один из пузырей. Появится раскрывающееся меню. Выберите «Добавить метки данных». Вы получите что-то вроде этого:
Во-вторых, настройте метки данных. Щелкните правой кнопкой мыши одну из меток данных (не пузырек). Появится раскрывающееся меню. Выберите «Форматировать метки данных». Появится всплывающий экран.Вам нужно исправить две вещи. В разделе «Этикетка содержит» выберите «Размер пузыря». (Настройка по умолчанию на моем компьютере – «Значение Y».) Затем в разделе «Положение метки» выберите «По центру». (По умолчанию на моем компьютере установлено «Правильно».)
Шаг 7. Форматирование всего остального
Ваша основная пузырьковая диаграмма готова! Теперь вам просто нужно повозиться с форматированием. Это легче сказать, чем сделать, и, вероятно, на это уходит больше всего времени.
Это легче сказать, чем сделать, и, вероятно, на это уходит больше всего времени.
Вот как я отформатировал свою диаграмму:
- Я отформатировал оси так, чтобы мои значения x находились в диапазоне от 0 до 10, а значения y – от 0 до 6.
- Я вставил отдельные текстовые поля для каждого из следующих: малых, средних и крупных организаций; количественная и качественная практика; и практика оценки типа (например, составление статистики, формы обратной связи и т. д.) я также сделал текст серым, а не черным.
- Я увеличил размер шрифта и использовал жирный шрифт.
- Я изменил цвет пузырей на синий, светло-зеленый и красный.
- Я сделал линии сетки серыми вместо черных и вставил белое текстовое поле поверх верхней и нижней линий сетки, чтобы скрыть их от глаз.
Итоговая диаграмма будет выглядеть примерно так:
Бонус! Загрузите файл Excel
Щелкните ниже, чтобы загрузить файл Excel, который я использовал для создания этой пузырьковой диаграммы. Изучите диаграмму, щелкнув правой кнопкой мыши, чтобы увидеть, как были сделаны различные компоненты. Вы заметите много текстовых полей друг над другом!
Изучите диаграмму, щелкнув правой кнопкой мыши, чтобы увидеть, как были сделаны различные компоненты. Вы заметите много текстовых полей друг над другом!
Еще раз спасибо победителям конкурса dataviz, Тони Фуйсу, Андреа Хатсон, принцу Раджану и Бернадетт Райт! Тони, Андреа, Принс и Бернадет любезно поделились своими файлами Excel.Я создал отдельную вкладку для демонстрации каждой из их диаграмм. Каждый из нас отформатировал таблицу данных и диаграмму немного по-своему, поэтому я призываю вас изучить их подходы и задать им дополнительные вопросы (и спасибо!).
Подробнее об Энн К. ЭмериЭнн К. Эмери – востребованный докладчик, который полон решимости передать ваши данные из электронных таблиц в руки заинтересованных сторон. Каждый год она проводит более 50 семинаров, вебинаров и выступлений для тысяч людей по всему миру.Ее консультант по дизайну также обновляет графики, публикации и слайд-шоу с целью облегчить понимание технической информации для нетехнической аудитории.

Эмери останавливает 24 выстрела, пока Флайерз побеждает Дьяволов | 6abc.com | ABC7 Сан-Франциско | abc7news.com
НЬЮАРК, Нью-Джерси (AP) – 3 октября 2009 г. Эмери успел за полпериода стать первым Вратарь Филадельфии со времен Зала славы Берни Пэрента в 1973 году до открыть сезон последовательными локаутами. Брайан Ролстон забил за Нью-Джерси с 10:16, чтобы играть в большинстве.Ян Лаперриер, Дэрролл Пауэ и Мэтт Карл также забили как Флайеры заставили вратаря Devils Мартина Бродера выглядеть очень обыкновенно в своем 1000-я игра за карьеру.
Бродеру, лучшему голкиперу НХЛ, не хватает 30 игр. превосходящий Патрика Роя по сетям в большинстве игр.
Эмери, который подписал контракт с Flyers в качестве свободного агента после игры за сезон в России был лучшим вратарем в сезоне открывалка для Нью-Джерси.
Бродер играл так плохо, что толпа насмешливо приветствовала его.
он сделал пару сейвов во втором и третьем периодах.
После остановки 28 выстрелов в гашении Каролина Харрикейнз 2-0 в пятницу вечером Эмери устроил шоу против Нью-Джерси. Он остановился Джей Пандольфо и Трэвис Заяк в упор в первом периоде как Флайерз выдержал два недостатка с двумя игроками.
Эмери также остановил Заяца в начале второго периода силовой розыгрыш, и он спас перчатку для ныряния на Пандольфо после теряет клюшку в рукопашной впереди.
Картер окончательно вывел «Флайерз» вперед с 4:03 до конца матча. первый период.После передачи он выехал в левый круг. от борта Скотта Хартнелла и попытался центрировать шайбу. Пасс ударил защитника Джонни Одуйя и вернулся к Картеру, который затем выстрелил мимо Бродера.
Лаперриер увеличил преимущество до 2: 0 в середине второго матча. периода выстрелом из правого круга, который попал в плечом и попал в сетку.
Ричардс вышел из-за сетки и пробил мимо
Бродер с шайбой попадает в клюшку вратаря и подпрыгивает
вверх и в сеть.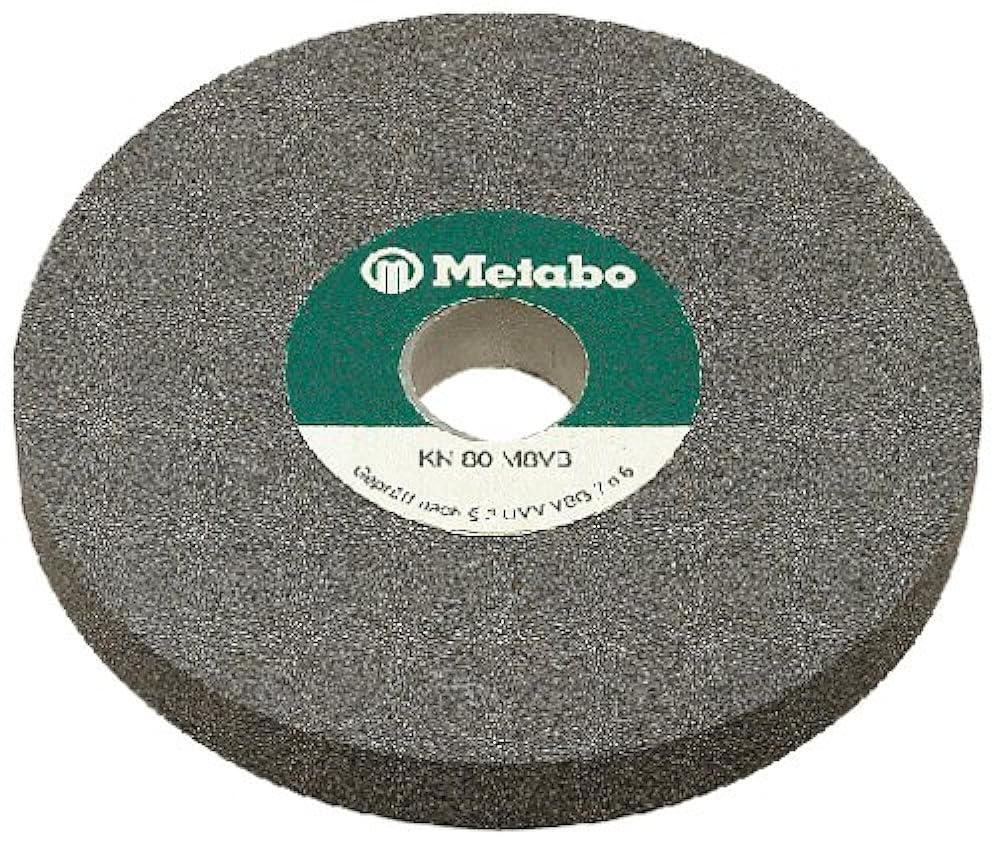
Поу и Карл забили выстрелы из левого круга, которые либо ударил Бродера по перчатке или попал под руку.
Ролстон завершил серию локаутов Эмери взрывом между круги, в то время как Джейми Лангенбруннер закрыл счет забитый гол.
ПРИМЕЧАНИЯ: Ожидается, что Devils F Патрик Элиас будет отодвинут на второй план. 3-4 недели после операции на паху. … Листовки новичка Л.В. Джеймса ван В первых двух играх Римсдык сделал три результативные передачи…. Это отмечено впервые в истории Flyers они открыли сезон с последовательными победами на дорогах.
Следите за новостями действий в Twitter
Получите новости о действиях на своем сайте
Следите за новостями действий в Facebook
Щелкните здесь, чтобы получать последние новости Филадельфии и заголовки из долин Делавэр и Лихай.
Copyright © 2021 КГО-ТВ.Все права защищены.
Округ Труп, Джорджия | Государственные службы онлайн
Персонал
Департамент дорог и инженерии отвечает за мощение и содержание дорог в округе Труп, чтобы обеспечить безопасное движение и удобные для пешеходов дороги и пешеходные дорожки; проектирование и управление объектами гражданского строительства; и обеспечение соблюдения мер по борьбе с эрозией, отложениями и загрязнением, управлением ливневыми водами и другими экологическими постановлениями. Миссия отдела – энергично защищать интересы граждан округа Труп во всех аспектах гражданского строительства и проектирования, строительства и обслуживания инфраструктуры.
Миссия отдела – энергично защищать интересы граждан округа Труп во всех аспектах гражданского строительства и проектирования, строительства и обслуживания инфраструктуры.
Джеймс Эмери
Директор по проектированию и развитию
Джеймс Эмери
Директор по инжинирингу и развитию
Позвонить Связаться
Кевин Киннерсли
Дорожный суперинтендант
Рики Литтлфилд
Техник-инженер
Брок Гарнер
Инспектор по техническим вопросам
Роберт Смит
Начальник управления дорожным движением
Дебра Гогель
Офис-менеджер
Фил Эмери: Следует ли «Чикагским медведям» сохранить своего GM еще на сезон?
Мой вопрос #GMCPlaybook для @SBNation: есть ли у вашего GM видение? Оцените эффективность работы фронт-офиса в этом сезоне. http://t.co/kfiJU12YwC
– Маршалл Фолк (@marshallfaulk) 18 декабря 2014 г. http://t.co/kfiJU12YwC
http://t.co/kfiJU12YwCБольшинство фанатов Chicago Bears (и Falcons and Chiefs) согласятся с тем, что Фил Эмери может собрать футбольную команду. Возможно, он сделал для состава Chicago Bears больше за два сезона, чем его предшественник Джерри Анджело за десять лет. Ладно, это может показаться натяжкой, но он почти полностью переработал нападение за одно межсезонье и смог нарастить некоторую глубину в защите, которая была ужасно старой и слабой.
Он заполнил все позиции? Конечно, нет, но за три сезона на посту генерального менеджера он добился значительных успехов.
А как насчет другой стороны вещей ? Когда в 2012 году «Медведи» повторно наняли Эмери, ему сказали, что Лови Смит будет главным тренером в этом сезоне, но что Эмери может пойти в другом направлении, начиная с 2013 года, если сочтет нужным. И, конечно же, он это сделал, и после долгих и глубоких тренировочных поисков он почувствовал, что Марк Трестман – его парень.
Их первый совместный сезон был сомнительным – нападение выглядело великолепно, но защита и специальные команды были исторически плохими, и 2013 год завершился с результатом 8-8.
2014 год должен был стать знаменательным годом для Чикаго, но менее чем за полсезона колеса начали сходить с места
И вот мы здесь, с «Медведями», которые терпят поражение на каждом шагу в этом сезоне, и посмешищем НФЛ. Координаторы – настоящая неразбериха, и между Эмери и Трестманом существует явная пропасть из-за скамейки Джея Катлера.
Предполагается (и сообщается), что Трестман будет уволен после окончания сезона, но судьба Эмери все еще определяется президентом команды Тедом Филлипсом и семьей Маккаски.
Они слишком долго держались за предшественника Эмери на несколько сезонов и, несомненно, не хотят делать то же самое снова. Но будет ли сейчас слишком рано вносить новые изменения в GM? Заслуживает ли Эмери еще одной попытки собрать тренерский штаб на 2015 год?
Как вы думаете?
Присоединяйтесь к обсуждению #GMCPlaybook на sbnation. com / sponsored-gmc-playbook и в Twitter, подписавшись на @thisisgmc и @marshallfaulk.
com / sponsored-gmc-playbook и в Twitter, подписавшись на @thisisgmc и @marshallfaulk.
Eva Emery Dye | OSU Press
Романтика с Западом
Шери Бартлетт Браун
6 × 9 дюймов. Примечания. Библиография. Индекс. 192 страницы.
2004. ISBN 978-0-87071-008-7. Мягкая обложка, 24,95 доллара.
Написавшая в начале -х годов века писательница Ева Эмери Дай захватила воображение американских читателей своими эпическими рассказами об экспедиции Льюиса и Кларка, Орегонской тропе и завоевании американского Запада.Ее книги, наполненные приключениями, драмами и романтикой, помогли сформировать понимание целым поколением американской истории и Manifest Destiny.
В этой первой биографии Дая Шери Бартлетт Браун ведет хронику жизни одного из самых успешных ранних писателей Орегона. Опираясь на ранее неизвестные письма и дневники, Браун исследует решимость Дай писать историческую литературу, историю ее участия в движении за избирательное право и ее пожизненное продвижение образования через движение Chautauqua.
Краска лучше всего запомнилась по фильму The Conquest , одной из первых художественных произведений, популяризирующих (и романтизирующих) экспедицию Льюиса и Кларка, в которой она представила новую американскую героиню Сакагавеа. Хотя изображение в книге усилило роль юного шошона, именно более поздние попытки Дай увековечить ее память статуями и речами превратили Сакагавеа в американскую икону.
Самым масштабным проектомDye был исторический роман, рассказывающий о достижениях американских миссионеров 19 -го -го века на Гавайях.Написанная в 1920-х годах, но так и не опубликованная, ее рукопись пропагандировала противоречивый взгляд на американское влияние на Гавайях. Дай написал последнюю книгу, The Soul of America , в которой исследуются достижения и настойчивость женщин-пионеров.
Ева Эмери Дай: Романтика с Западом предлагает захватывающий взгляд на фигуру, когда-то видную в литературных и избирательных кругах Тихоокеанского Северо-Запада, и подчеркивает значение семьи и образования в жизни женщин на рубеже двадцатого века.
BBAO: Минимальная критика найма Фила Эмери – NFC North
Мы все во всем черном и синем:
Во многих смыслах критиковать Chicago Bears за то, что они наняли Фила Эмери своим новым генеральным менеджером, сложно. По общему мнению, он очень уважаемая фигура в скаутских кругах НФЛ, человек, который продемонстрировал готовность работать весь день и каждый день, чтобы раскрыть таланты и отделить так называемых претендентов от претендентов. Как мы обсуждали в понедельник, его характер и подход – это характер и подход бывшего тренера по физической подготовке из Военно-морской академии, и на вводной пресс-конференции он прозвучал как прекрасный человек, на которого можно поработать.
Примерно единственной критикой, которую я смог найти в чикагских СМИ, было предположение о том, что Медведи упали в своем стремлении заменить генерального менеджера Джерри Анджело, ценив компетентность, но также требуя такого уровня соответствия их существующей структуре, который мог бы дисквалифицировать более высокий. профильные кандидаты. Вот как выразил это мнение Рик Моррисси из Chicago Sun-Times:
профильные кандидаты. Вот как выразил это мнение Рик Моррисси из Chicago Sun-Times:
«Вы получаете то, о чем просите. Медведи просили гроссмейстера, который не хочет увольнять среднего главного тренера, гроссмейстера, который думает, что команда недалеко от того, чтобы стать великим гроссмейстером, который очень счастлив быть здесь.Проверить, проверить и проверить. Эмери звучит как человек, который может работать с любым, кто стоит перед ним. Сюда входят [тренер Лови] Смит, разведывательный персонал и, предположительно, талисман Стейли, если он – командный игрок ». поставить бегуна в выигрышную позицию, даже если он не качается за заборы.
Продолжая движение по NFC North:
Дэвид Хо из Chicago Tribune: «Большая часть публики слушала Эмери и приравнивала неинтересность к неспособности, но будьте осторожны, прежде чем делать поспешные выводы.Содержание судьи Эмери, а не его стиль ».
Работа Смита кажется настолько безопасной, насколько это возможно после смены генерального менеджера, пишет Дэн Помпей из Tribune:« Эмери не походил на человека, намеревающегося выбить Смита.
Джон Гринберг из ESPNChicago.com:« Мне, профессиональному разведчику характера, кажется, что Эмери – олдскульный футболист.Он определенно не личность в духе Джерри Анджело, чьи знаменитые последние слова в Чикаго говорили репортеру «свистнуть Дикси». Но у меня такое чувство, что Эмери знает, о чем говорит, когда находится в комнате, полной единомышленников. В конце концов, он разведчик, парень, который работает анонимно и молча принимает свои победы ».
Эмери получил пятилетний контракт, по словам Брэда Биггса из Tribune.
Медведи будут говорить с Алексом Ван Пелтом за их открытую позицию тренера квотербеков, по словам Майкла К.Райт из ESPNChicago.com.
Миннесотские викинги смотрят на стадион через улицу от Metrodome, чтобы они могли продолжать играть на существующем стадионе, пока не будет готов новый, пишет Кевин Дучшер из Star Tribune.
 как можно скорее, чтобы он мог поставить свою печать на Медведях с выбранным им главным тренером. Фактически, он ясно дал понять, что его цель – сделать так, чтобы Смит был тренером «Медведей» на долгое время ».
как можно скорее, чтобы он мог поставить свою печать на Медведях с выбранным им главным тренером. Фактически, он ясно дал понять, что его цель – сделать так, чтобы Смит был тренером «Медведей» на долгое время ».