3151 станок круглошлифовальный. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станкаа 3151
Производитель круглошлифовального станкаа 3151 – Харьковский станкостроительный завод
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56 станок радиально-сверлильный Ø 50
- 3А151 станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700
- 3А161 станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000
- 3А164 станок круглошлифовальный общего назначения Ø 400 х 2000
- 3Б151 станок круглошлифовальный общего назначения Ø 200 х 700
- 3Б161 станок круглошлифовальный общего назначения Ø 280 х 1000
- 3М132в станок круглошлифовальный универсальный Ø 280 х 1000
- 3М151 станок круглошлифовальный общего назначения Ø 200 х 700
- 3М152 станок круглошлифовальный общего назначения Ø 200 х 1000
- 3М162 станок круглошлифовальный общего назначения Ø 280 х 1000
- 3М151Ф2 станок круглошлифовальный с ЧПУ Ø 200 х 700
- 3М193 станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800
- 3М196 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000
- 3М197 станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000
- 3130 станок круглошлифовальный универсальный Ø 280 х 700
- 3132 станок круглошлифовальный универсальный Ø 280 х 1000
- 3151 станок круглошлифовальный универсальный Ø 150 х 750
3151 станок круглошлифовальный с горизонтальным шпинделем универсальный.
 Назначение и область применения
Назначение и область примененияСтанок 3151 первая модель серии круглошлифовальных станков 3151, 3А151, 3А161, 3Б151, 3Б161, 3М151 с диаметром обработки Ø 200 и 280 мм.
Станок предназначен для наружного шлифования в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Модель 3151 относится к группе станков с ручным управлением. Эти станки используют главным образом в мелкосерийном и индивидуальном производстве, в том числе для ремонта оборудования.
Принцип работы круглошлифовального станка 3151
Станок 3151 относится к числу простых круглошлифовальных станков, на которых можно шлифовать детали как в центрах, так и в патроне и получать точные цилиндрические, конические и торцовые поверхности. Универсальный круглошлифовальный станок отличается от простого тем, что имеет приспособление для внутреннего шлифования и поворотную шлифовальную бабку, дающую возможность шлифовать короткие крутые конусы в центрах.
Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы:
1. Способ продольной подачи, при котором за (каждый оборот шлифуемой детали последней сообщается продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он. позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности круглошлифовального станка 3151
Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Другой важной особенностью является применение неподвижного шпинделя бабки изделия.
Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка.
Станок гидрофицирован. При помощи гидравлики осуществляются следующие движения:
- а) продольное перемещение стола в двух направлениях;
- б) автоматическая поперечная подача шлифовального круга;
- в) ускоренный отвод и подвод шлифовальной бабки;
- г) автоматическое выключение механизма ручного перемещения стола при выключенной гидравлической подаче.
Ручное перемещение стола и подачу шлифовального круга, используется главным образом при наладке станка.
Основные отличия станков 3151, 3А151, 3А161, 3Б151, 3Б161
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки рассчитаны на работу в условиях серийного и единичного производства
Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий – Ø 200 и Ø 280 мм соответственно.
Габарит рабочего пространства круглошлифовального станка 3151
Габарит рабочего пространства круглошлифовального станка 3151
Посадочные и присоединительные базы круглошлифовального станка 3151
Рабочий стол круглошлифовального станка 3151
Крепление шлифовального круга круглошлифовального станка 3151
Конец шлифовального шпинделя круглошлифовального станка 3151
Общий вид круглошлифовального станка 3151
Фото круглошлифовального станка 3151
Расположение составных частей шлифовального станка 3151
Расположение составных частей шлифовального станка 3151
Перечень основных узлов шлифовального станка 3151
- А — бабка изделия;
- Б — шлифовальная бабка;
- В — задняя бабка;
- Г — станина;
- Д — гидропривод стола;
- Е — стол;
- Ж— поворотная плита.


Органы управления круглошлифовальным станком 3151
- маховичок ручного поперечного перемещения шлифовальной бабки;
- рукоятки управления гидроприводом стола;
- маховичок ручного продольного перемещения стола;
- кнопочная станция.
Кинематическая схема круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
1. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
2. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
3. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания – вращение шпинделя шлифовальной бабки с абразивным кругом
- Движения подач. Круговая подача – сообщается поводковому патрону, находящемуся на шпинделе передней бабки
- Продольная подача – прямолинейное возвратно поступательное движение стола с деталью
- Поперечная подача – представляет собой периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола
- Вспомогательные движения – ручное продольное перемещение стола, ручное поперечное перемещение шлифовальной бабки, а также быстрый отвод шлифовальной бабки гидроприводом.

Движение резания
Шлифовальный круг (рис. 123) приводится во вращение электродвигателем мощностью 7 кВт через клиноременную передачу 110—150.
Движения подач. Круговая подача
Круговая подача осуществляется поводковым патроном, приводящим во вращение обрабатываемую деталь. Патрон получает движение от электродвигателя мощностью 0,8 кВт через клиноременную передачу с трехступенчатыми шкивами, клиноременную передачу 90—215, вал III и плоскоременную передачу 115—215.
ТрехСтупенчатый привод обеспечивает три различных передаточных отношения iБ = 0,45; 0,75; 1,51.
Зная диаметр шлифуемой детали dп в мм можно по заданной величине круговой подачи sкр определить требуемое передаточное отношение iБ ременной передачи.
Продольная подача
Продольная подача стола осуществляется гидроприводом. Гидравлическим насосом Н производительностью 35 л/мин через дроссель Д3, изменяющий скорость продольной подачи, масло нагнетается в и опорную магистраль.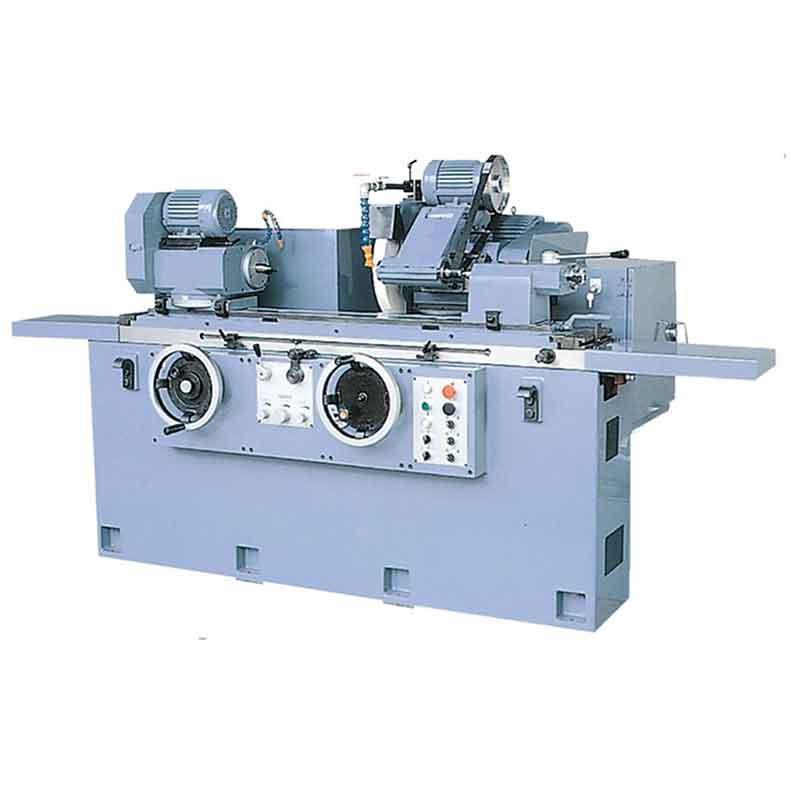 Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Основной поток масла из напорной магистрали через левую выточку золотника 31 направляется в левую полость рабочего цилиндра, смещая поршень со столом вправо.
Из правой полости рабочего цилиндра через правую выточку золотника З1 и среднюю выточку золотника 32 масло сливается в бак.
При подходе стола к правому крайнему положению находящийся на столе левый переставной упор У1 поворачивает рычаг Р, смещая золотник З2 влево. Масло из напорной магистрали через правую выточку золотника З2 и дроссель Д2 попадет в правую полость золотника З1, сместив его влево, и основной поток масла поступит в правую полость рабочего цилиндра, перемещая поршень со столом влево.
Остановка продольной подачи осуществляется смещением пускового золотника Зв вниз. При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник З5 под действием пружины смещается влево, соединяя обе полости рабочего цилиндра.
При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник З5 под действием пружины смещается влево, соединяя обе полости рабочего цилиндра.
Поперечная подача
В момент реверсирования хода стола при смещении золотника 31 масло из его левой или правой полости вытесняется и направляется через кран К1 и К2 в золотник З3 периодической поперечной подачи и далее под поршень П3, который связан с собачкой храпового механизма.
Ход поршня, а, следовательно, и величина поперечной подачи регулируется жестким упором (на схеме не показан). Собачка приводит во вращение храповое колесо, движение от которого через вал V, шестерни 24—36, вал VI, колеса 24—96 и винтовую передачу сообщается шлифовальной бабке. Когда краны К1 и К2 открыты, шлифовальной бабке сообщается периодическая подача за каждый ход стола.
При закрытии крана К1 бабка получает периодическую подачу, за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки закрывается также кран К2. Краны К1 и К2 управляются одной рукояткой.
Краны К1 и К2 управляются одной рукояткой.
Вспомогательные движения
Ручное продольное перемещение стола
Ручное продольное перемещение стола достигается поворотом маховичка Мх2, закрепленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указанном на схеме, движение передается через шестерни 15—60, вал IX, шестерни 25—45, шестерни внутреннего зацепления 20—90, шестерни 30—30 и реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком смещаются в осевом направлении; при этом шестерня 15 сцепляется с шестерней внутреннего зацепления 90 и передает вращение последнему непосредственно.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня П2. Когда включена продольная подача от гидропривода, часть масла из напорной магистрали поступает в цилиндр; поршень П2, преодолевая сопротивление пружины, смещается вверх и выводит при помощи вилки колесо 30 на валу XI из зацепления с колесом 30 на валу IX, разрывая цепь ручного перемещения стола. При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
Ручное поперечное перемещение шлифовальной бабки
Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх1, закрепленного на валу V. Движение передается через шестерни 24—36, вал VI, шестерни 24—96 л винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством цилиндра, поршень П1 которого связан с винтом поперечной подачи.
При перемещении поршня П1 винт движется вдоль своей оси, увлекая за собой шлифовальную бабку, с которой он связан гайкой.
Масло для перемещения поршня П1 поступает в соответствующую полость цилиндра из насоса через золотник быстрых ходов З4.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Схема расположения подшипников круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
Схема расположения подшипников круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Схема электрическая принципиальная станка 3151
Электрическая схема круглошлифовального станка 3151
Схема электрическая принципиальная станка 3151. Смотреть в увеличенном масштабе
Читайте также: Заводы производители шлифовальных станков в России
Технические характеристики станков 3151
| Наименование параметра | 3151 | 3Б151 | 3Б161 | 3А151 | 3А161 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | |
| Наибольший диаметр обрабатываемого изделия, мм | 150 | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 150 | 180 | 250 | 180 | 250 |
| Наибольшая длина шлифования, мм | 750 | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 | |
| Рабочий стол станка | |||||
| Наибольшая длина перемещения стола, мм | 780 | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 200. .10000 .10000 | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 5° | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5° | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ | |
| Конусность, мм/м | 10 | 10 | 10 | 10 | |
| Шлифовальная бабка | |||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 | 63 |
| Диаметр отверстия в круге, мм | 305 | ||||
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1450 | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | |||||
| Наибольшее перемещение шлифовальной бабки по винту (от руки), мм | 150 | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 | |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | – | – | 0,005..0,032 | 0,005..0,032 | |
| Непрерывная подача для врезного шлифования скорость, мм/мин | – | – | – | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | – | – | – | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 | |
Передняя бабка. Бабка изделия Бабка изделия | |||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 75, 105, 300 | 63..400 | 63..400 | 63..400 | 63..400 |
| Конус отверстия в шпинделе передней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Задняя бабка | |||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | – | 35±2 | 35±2 | 35±2 | |
| Конус отверстия в шпинделе задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | |||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,8 (1500) | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия, кВт (об/мин) | 0,5 (1000) | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,2 (1000) | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (3000) | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | – | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | |||||
| Габаритные размеры станка (длина х ширина х высота), мм | 2260 х 1590 х 1770 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 3900 | 4200 | 4500 | 4200 | 4500 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Круглошлифовальный станок 3М151/3М152 – Поставки станков
Круглошлифовальный станок 3М151/3М152 является высокоточным и применяется для обработки металлических заготовок конусной или цилиндрической формы. Широкий спектр работ, выполняемый на полуавтомате, определяет его универсальность.
Область применения: единичное, серийное производство, ремонтные мастерские.
Особенности полуавтомата
- точная подача шлифовальной бабки обеспечивается направляющими качения и шарико винтовой передачей
- постоянная масляная пленка в зазоре между шпинделем и гидродинамическими подшипниками скольжения предотвращают их от нагрева и износа
- в ручном или полуавтоматическом режиме производится продольное и врезное шлифование
- автоматический переход шлифовальной бабки с ускоренного движения на рабочую подачу сокращает время обработки
- направляющие нижнего стола имеют фторопластовое покрытие.

Обработка на станках 3М151/3М152 цилиндрических, ступенчатых и конических валов методом врезного и продольного шлифования
| Технические характеристики | 3М151 | 3М152 |
| Размеры обрабатываемой детали, мм: | ||
| диаметр | 200 | 200 |
| наибольшая длина | 700 | 1000 |
| Масса заготовки, кг | 300 | 300 |
| Наибольший ход стола, мм | 705 | 995 |
| Частота вращения шпинделя, мм/мин | 1600 | 1600 |
| Конус шпинделя шлифовальной бабки и пиноли задней бабки | КМ4 | КМ4 |
| Высота центров над столом, мм | 125 | 125 |
| Число оборотов заготовки, мм/мин | 40-400 | 40-400 |
| Угол поворота верхнего стола, max, град: | ||
| по часовой стрелке | 3 | 3 |
| против часовой стрелки | 10 | 8 |
| Внутренний конус шпинделя бабки и пиноли задней бабки | М4 | М4 |
| Параметры шлифовального круга, мм | 750х80х305 | 750х80х305 |
| Наибольшее перемещение пиноли задней бабки, мм | 35 | 35 |
| Мощность главного двигателя, кВт | 11 | 11 |
| Габаритные размеры, мм | 4975х2337х2330 | 4975х2337х2330 |
| Масса, кг | 5420 | 5730 |
Параметры точности:
- показатель овальности- 0,0032 мм
- конусность – 0,008 мм
- шероховатость – 0,12 мкм
Комплектация и оснащение станка
| Базовая | Дополнительная |
|
|
Условия приобретения
Получить информацию о стоимости и условиях поставки круглошлифовального станка 3М151/3М152 Вы можете по телефону: +7(4852) 66-40-25 или сделать запрос на электронный адрес: info@standart-st. Гарантийный срок составляет 12 месяцев. Производим транспортировку станка до предприятия заказчика.
Гарантийный срок составляет 12 месяцев. Производим транспортировку станка до предприятия заказчика.
ДЖТЕКТ | Шлифовальные станки
Видео
Являясь мировым лидером в области технологий шлифовальных станков, компания JTEKT Machinery предлагает широкий модельный ряд высокопроизводительных универсальных, цилиндрических, распределительных и коленчатых шлифовальных станков. Первоначально разработанные для высокопроизводительного автомобилестроения, эти шлифовальные машины прекрасно справляются с самыми требовательными задачами. Наше наследие в области шлифования основано на подшипнике TOYODA STAT® BEARING и шариковой гайке с плавающей пластиной. Эти запатентованные технологии оптимизируют производительность, устраняя износ подшипников и обеспечивая долговременную точность обработки.
Toyoda Advantageroi Revalification Machine Selecter
Полная линия шлифовальных машин
ID Grinders
Высокая точность.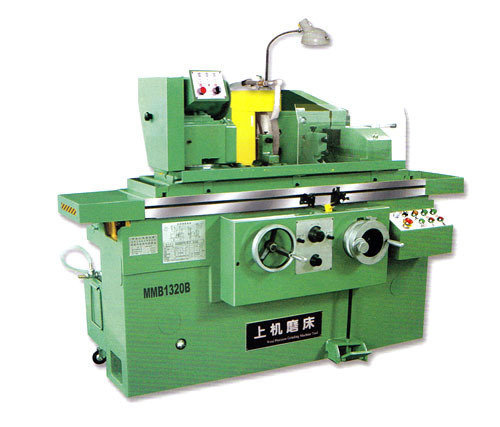 (2000 мм)
(2000 мм)
Поворот заготовки:
Ø от 12,6″ (320 мм) до 15,75″ (400 мм)
Просмотр моделей
Универсальные шлифовальные станки для наружного диаметра
Круглая головка с ручным поворотом
Плоская головка, угловые положения 30° или 45°
Между центрами:
От 19,69″ (500 мм) до 78,7″ (2000 мм)
Поворот: Ø12,6″ (320 мм)
Грузоподъемность: 330 фунтов
Просмотр моделей
ПЕРЕКЛЮЧАТЕЛЬ GL4i-100
0°, 30°, 45°, Ø12,6″ x 39,4″, 330 фунтов
ПЕРЕКЛЮЧАТЕЛЬ GL4i-150
0°, 30°, 45°, Ø12,6″ x 59″, 330 фунтов
ПЕРЕКЛЮЧАТЕЛЬ GL4i-200
0°, 30°, 45°, Ø12,6″ x 78,7″, 330 фунтов
ПЕРЕКЛЮЧАТЕЛЬ GL4i-50
0°, 30°, 45°, Ø12,6″ x 190,69″, 330 фунтов
Универсальные шлифовальные станки для наружного диаметра (продолжение)
Круглая головка с ручным поворотом
Плоская головка или 30°, угловые положения
Между центрами:
От 39,4″ (1000 мм) до 157,4″ (4000 мм)
Поворот: 25,9 мм (660,9 мм) )
Грузоподъемность: 3300 фунтов
Просмотр моделей
SelectG7-100
0º, 30º, Ø25,9″ x 39,4″, 3300 фунтов
SelectG7-250
0º, 30º, Ø25,9″ x 98,4″, 3300 фунтов
SelectG7-320
0º, 30º, Ø25,9″x 125,9″, 3300 фунтов
SelectG7-400
0°, 30°, Ø25,9″ x 157,4″, 6600 фунтов
Шлифовальные станки серии GE для наружного диаметра
Высокоточные круглошлифовальные станки для наружного диаметра
Специальная конфигурация с плоской или угловой головкой
Между центрами:
От 9,8″ (250 мм) до 78,7″ (2000 мм)
Поворот: Ø7,9″ (200 мм) до Ø12,6″ (320 мм)
Вес Емкость: от 44 до 330 фунтов
Просмотр моделей
GE3i
Ø7,9″ x 9,8″, 44 фунта
GE4i-50
Ø12,6″ x 19,6″, 330 фунтов
GE4i-100
Ø12,6″ x 39,4″, 330 фунтов
GE4i-150
Ø12,6″ x 59″, 330 фунтов
GE4i-200
Ø12,6″ x 78,7″, 330 фунтов
Шлифовальные станки серии GE для наружного диаметра (продолжение)
Высокоточные круглошлифовальные станки для наружного диаметра
Специальная конфигурация с плоской или угловой головкой
Между центрами:
От 59″ (1500 мм) до 157,4″ (4000 мм)
Поворот: Ø222 (560 мм)
Грузоподъемность: 1100 фунтов
Просмотр моделей
GE6i-100
Ø22″ x 39,0″, 1100 фунтов
GE6i-160
Ø22″ x 63″, 1100 фунтов
GE6i-250
Ø22″ x 98,4″, 1100 фунтов
GE6i-320
Ø22″ x 125,9″, 1100 фунтов
GE6i-400
Ø22″ x 157,40″, 1100 фунтов
Шлифовальные станки для наружного диаметра серии GL
Производственные высокоскоростные круглошлифовальные станки для наружного диаметра
Специальная конфигурация с плоской или угловой головкой
Между центрами:
От 9,8″ (250 мм) до 78,7″ (2000 мм)
Поворот: от Ø7,9″ (200 мм) до Ø12,6″ (320 мм)
Грузоподъемность: 44 до 330 фунтов
Просмотр моделей
GL3i
Ø7,9″ x 9,8″, 44 фунта
GL4i-50
Ø12,6″ x 19,6″, 330 фунтов
GL4i-100
Ø12,6″ x 39,4″, 330 фунтов
GL4i-150
Ø12,6″ x 59″, 330 фунтов
GL4i-200
Ø12,6″ x 78,7″, 330 фунтов
Шлифовальные станки серии GL с наружным диаметром (продолжение)
Производственные высокоскоростные круглошлифовальные станки с наружным диаметром
Специальная конфигурация с плоской или угловой головкой
Между центрами:
От 12,6″ (320 мм) до 59″ (1500 мм)
Поворот: Ø12,6″ (от 320 мм) до Ø15,7″ (400 мм)
Грузоподъемность: от 330 до 660 фунтов
Просмотр моделей
GL5i-32
Ø12,6″ x 12,6″, 330 фунтов
GL5i-63
Ø12,6″ x 24,8″, 330 фунтов
GL5i-100
Ø12,6″ x 39,4″, 330 фунтов
GL5i-150
Ø12,6″ x 59″, 330 фунтов
GL6-32
Ø15,7″ x 12,6″, 660 фунтов
GL6-63
Ø15,7″ x 24,8″, 660 фунтов
GL6-100
Ø15,7″ x 39,4″, 660 фунтов
Шлифовальные станки серии GL с наружным диаметром (продолжение)
Производственные высокоскоростные круглошлифовальные станки с наружным диаметром
Специальная конфигурация плоской или угловой головки
Между центрами:
От 24,8″ (630 мм) до 98,4″ (2500 мм)
Поворот: Ø15,7″ (400 мм)
Грузоподъемность: 660 фунтов
Просмотр моделей
Шлифовальные станки серии E OD
Высокоскоростное шлифование наружного диаметра с двухцентровым приводом Машины
Специальная конфигурация плоской или угловой головки
Расстояние между центрами: 11 дюймов (280 мм)
Поворот: от Ø7,9 дюймов (200 мм) до Ø11 дюймов (280 мм)
Грузоподъемность: 11 фунтов
Просмотр моделей
Многоколесные шлифовальные машины
Модульная плоская/угловая головка/внутренний диаметр Колеса
Между центрами:
От 12,6″ (320 мм) до 24,8″ (630 мм)
Поворот: Ø12,6″ (320 мм)
Грузоподъемность: 330 фунтов
Просмотр моделей
Шлифовальные станки распределительных валов
Высокоскоростные, высокоточные кулачковые шлифовальные станки
Между центрами:
От 350 мм до 2000 мм
Между центрами:
от 9,84 дюйма (250 мм) до 55,1 дюйма (1400 мм)
Поворот: от Ø6,29″ (160 мм) до 19,7″ (500 мм)
Спецификация круга из CBN
Просмотр моделей
Ручные шлифовальные станки
Ручные гидравлические круглошлифовальные станки с наружным диаметром
Между центрами:
мм от 19,7″ до (500) 59 дюймов (1500 мм)
Поворот: Ø12,6 дюйма 320 мм
Грузоподъемность: 330 фунтов
Просмотр моделей
Круглошлифовальный станок: работа, детали, типы, применение
Привет, друзья.
В этой статье я я собираюсь объяснить ключевые аспекты круглошлифовального станка (например, детали, типы, использование и т. д.)
Круглошлифовальный станок — это тип шлифовального станка, такой как плоскошлифовальный станок, станок для шлифования инструментов и фрез, бесцентровый шлифовальный станок и т. д.
Но в настоящее время шлифовальный станок с ЧПУ наиболее широко используется в промышленности, поскольку шлифовка полностью автоматическая.
Итак, приступим.
Что такое круглошлифовальный станок?
Это вид прецизионного оборудования, целью которого является шлифовка наружных и внутренних частей заготовок.
Принцип работы Кругло-шлифовальный станок
В этом станке заготовка вращается между двумя центрами на своей оси.
При быстром вращении шлифовальный круг шлифует два центра на своей оси, чтобы получить гладкую поверхность.
Части цилиндрические Шлифовальный станок
Имеются следующие детали: б/у:
- Основание
- Колесная головка
- Маховик поперечной подачи
- Рабочий стол
- Поперечная рукоятка стола Колесо
- Передняя бабка
- Патрон
- Ременный шкив
- Подошва
На рисунке показаны детали круглошлифовального станка, подробно описанные ниже.
| Части круглошлифовального станка |
Основание
Это основная часть машины. Он тяжелый и обеспечивает прочность и поддержку всей машины.
Шлифовальная головка
Эта шлифовальная головка устанавливается на поперечных салазках.
Он перемещается вертикально, так что глубина резания может регулироваться маховиком поперечной подачи или источником питания.
Маховик поперечной подачи
Поперечная подача маховик используется для перемещения шлифовальной головки для установки глубины резания заготовка.
Рабочий стол
Рабочий стол установлен на направляющих, совершающих возвратно-поступательное движение в продольном направлении.
Может перемещаться с помощью маховика перемещения стола или от источника питания.
В рабочем столе установлены путевые собачки для управления возвратно-поступательным движением.
Траверса стола Колесо
Маховик перемещения стола используется для перемещения стола в продольном направлении вперед и назад.
Передняя бабка
Передняя бабка крепится на левом конце стола. И в нем находится двигатель, который можно использовать для привода заготовки.
Передняя бабка поддерживает заготовку через центр, и работа выполняется переноской или собакой.
Патрон
Патрон — это тип удерживающего устройства, прикрепленного к передней бабке.
Используется при шлифовании для удержания заготовки или работы.
Ременный шкив
Ременный шкив используется для передавать вращение от одного вращающегося шкива к другому.
Подножка
Устанавливается на правом конце стола.
Его можно перемещать и фиксировать в любом положении вместе со столом для удержания заготовок различной длины.
Центр опоры поддерживает заготовку.
Типы цилиндрических Шлифовальный станок
Доступны следующие типы станков:
- Внешний цилиндрический Гриндер
- Внутрикруглошлифовальный станок
- Универсальный круглошлифовальный станок
- Бесцентровый круглошлифовальный станок
Наружный круглошлифовальный станок
Шлифуют внешние поверхности заготовок или изделий.
Внутренний цилиндрический Шлифовальный станок
Используются для шлифования внутренних поверхностей заготовок или работ.
Универсальная круглошлифовальная машина
Они относятся к прецизионным шлифовальным станкам. И используются, когда заготовка должна быть цилиндрической или конической формы.
Бесцентровый цилиндрический Шлифовальный станок
Для этих станков заготовка не удерживается в центре и не вращается.
Детали и типы бесцентровых круглошлифовальных станков, которые я уже обсуждал в нашей предыдущей статье.
Способы шлифования цилиндрических поверхностей на круглом шлифовальном станке
Существуют следующие методы:
- Хорошо держать работу по центру.
- Сделать пробный рез и используйте наружный микрометр, чтобы исправить ошибку.
- Правка колеса для прекрасная отделка.
- Завершить работу.
- После работа закончена, снимите заготовку и поверните с машины.

В этом посте мы обсудили детали круглошлифовального станка, их типы, принципы работы, а также способы обработки цилиндрических поверхностей.
Надеюсь, вам понравился этот пост.
Часто задаваемые вопросы о круглошлифовальном станке
Какие существуют три типа круглошлифовальных станков?
Круглошлифовальные станки можно разделить на четыре типа:
Наружные
Внутренние
Универсальные
Бесцентровые
Как работает круглошлифовальный станок?
Для работы на круглом шлифовальном станке сначала держите заготовку или заготовку в центре и используйте внешний микрометр для исправления ошибок.
После этого зачистите шлифовальный круг для точной обработки поверхности и приведите его в действие.
При котором заготовка вращается в одном направлении между центром и шлифовальным кругом, вращающимся в противоположном направлении.