Ленточный шлифовальный станок своими руками – чертежи, видео, фото
Ленточный шлифовальный станок используют в тех случаях, когда необходимо выполнить чистовую обработку деталей, то есть в качестве оборудования для осуществления финишных технологических операций. Чаще всего такие станки применяются в мебельной промышленности, с их помощью выполняют обработку деталей, изготовленных из древесины различных пород. Но использовать ленточно-шлифовальный станок можно и для обработки металлических деталей, для чего применяется лента с соответствующим абразивным материалом.

Ленточно-шлифовальный станок
Области применения станка
Основными задачами, которые выполняет ленточный станок шлифовальной группы, являются: финишное выравнивание обрабатываемой поверхности, доведение уровня шероховатости поверхности до требуемого, доведение обрабатываемых поверхностей до уровня гладкости перед их покрытием лаком и другими отделочными материалами. Также ленточный станок применяется для устранения незначительных дефектов обрабатываемой поверхности: углублений, возвышений и заусенцев, обработки финишного покрытия: удаления наплывов грунтовки и лака, грата, шлифовки внутренних поверхностей, обработки закруглений на поверхности детали.
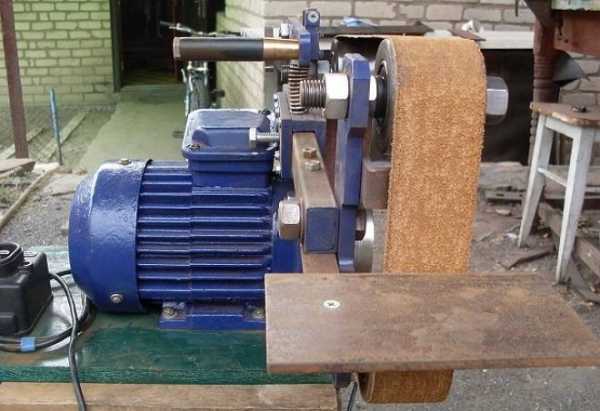
Вариант заводского производства, чертежи которого вполне можно использовать для создания аналогичного самодельного устройства.
Ленточный станок может быть использован для обработки деталей, изготовленных из различных материалов: древесины, простой и легированной стали, цветных металлов. Что удобно, обрабатывать при помощи ленточного станка можно детали, которые имеют различную форму: четырехугольную, круглую и плоскую. При помощи такого оборудования можно обрабатывать круглые и трубные детали, отличающиеся большим диаметром своего поперечного сечения.
Конструктивные особенности станка
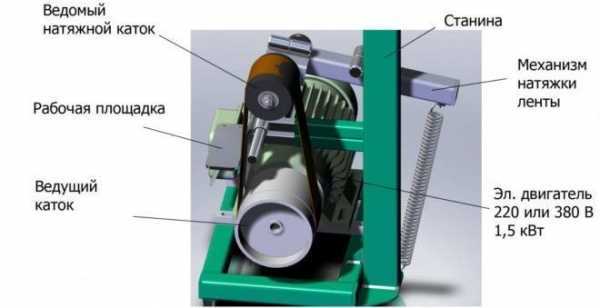
Рабочим инструментом любого ленточного плоскошлифовального станка является лента, на поверхность которой нанесен абразивный порошок. Она выполнена в виде кольца и размещена между двумя вращающимися барабанами, один из которых является ведущим, а второй ведомым.
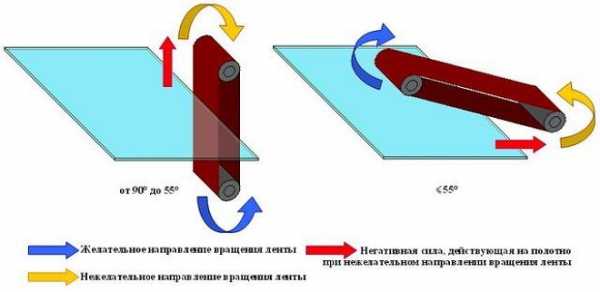
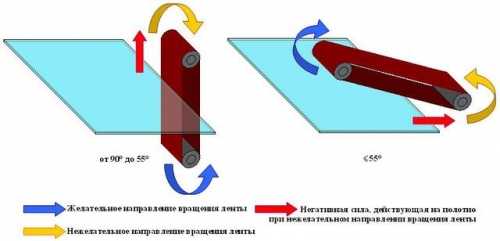
Рекомендации по направлению вращения ленты станка
Вращение на ведущий вал ленточного станка передается от электродвигателя, который соединен с ним при помощи ременной передачи. Скорость движения ленточного механизма можно регулировать, тем самым изменяя режимы обработки деталей. Лента плоскошлифовального станка может располагаться горизонтально или вертикально, а также под определенным углом, что допускают некоторые модели оборудования данной категории.
Выбирая модель ленточного шлифовального станка для обработки той или иной детали, важно учитывать длину поверхности, которую необходимо подвергнуть шлифовке. Намного удобнее обрабатывать на таких станках детали, длина поверхности которых меньше, чем длина абразивной ленты и рабочего стола. При соблюдении таких условий и качество обработки будет намного выше.

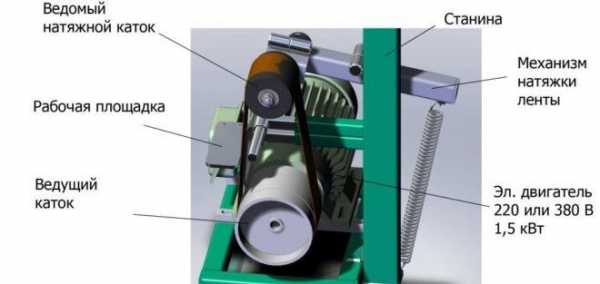
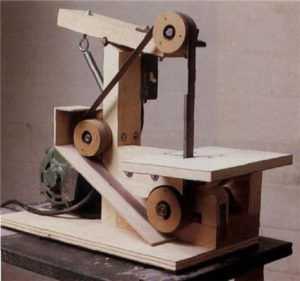
Самодельную версию станка не так уж и сложно реализовать в условиях домашней мастерской
Ленточный шлифовальный станок может иметь различное конструктивное исполнение: с подвижным и неподвижным рабочим столом, со свободной лентой. К отдельной категории относится широколенточное оборудование, особенность которого заключается в том, что их рабочий стол, являющийся одновременно и элементом подачи, изготовлен в форме гусеницы. В тех моделях оборудования, в конструкции которых предусмотрен рабочий стол, абразивная лента расположена в горизонтальной плоскости, а в оборудовании со свободной лентой, в котором рабочего стола не предусмотрено, она может иметь различное пространственное положение.
Обязательным конструктивным элементом любого ленточного шлифовального станка, в том числе и настольного, является вытяжное устройство, которое необходимо для удаления пыли, в большом количестве образующейся в процессе обработки. Как профессиональный, так и любой самодельный шлифовальный станок, использующийся в домашней мастерской или гараже, приводится в действие от электрического двигателя.
Принцип работы
К основным параметрам работы ленточного шлифовального станка относятся скорость подачи и усилие, с которым лента прижимается к обрабатываемой детали. Такие параметры, как степень зернистости абразивной ленты, следует выбирать в зависимости от того, из какого материала изготовлена обрабатываемая деталь, а также от степени шероховатости, которой должна обладать поверхность обработанного изделия.
Характеристики обрабатываемого материала, в частности, его твердость, в первую очередь влияют на то, с какой зернистостью следует выбирать абразивную ленту. Режимами обработки, которые напрямую связаны между собой, являются скорость подачи и усилие прижима ленты. Так, если проводить шлифование на большой скорости, но с незначительным усилием прижима абразивной ленты, то некоторые участки поверхности детали могут оказаться необработанными. Если же, наоборот, увеличить усилие прижима и снизить скорость подачи, то можно столкнуться с тем, что на отдельных участках обрабатываемой поверхности могут появиться прожоги и почернение материала.
Еще одна вариация станка — вид со стороны рабочей поверхности ленты
На результаты шлифовки оказывает влияние и то, насколько качественно склеена абразивная лента. Чтобы получить высокое качество обработки и не столкнуться со сбоями в работе ленточного станка, не следует использовать абразивные ленты, которые склеены неправильно или имеют надорванные края. При надевании ленты на валы оборудования следует располагать ее так, чтобы конец шва, лежащий внахлест, не задирался об поверхность обрабатываемой детали, а проскальзывал по ней. Подробнее о склеивании ленты в видео ниже.
Любой, в том числе ручной шлифовальный станок должен предусматривать возможность регулировки натяжения ленты, что обеспечивается за счет перемещения подвижного вала, который не является приводным. Натяжение ленты — очень важный параметр, при выборе которого следует руководствоваться правилом «золотой середины». Если ленту шлифовального станка натянуть слишком сильно, то это может привести к ее разрыву в процессе работы, а слишком слабое ее натяжение является причиной проскальзывания и, как следствие, ее чрезмерного нагрева. Основной характеристикой для определения степени натяжения ленты является стрела ее прогиба, которую замеряют при легком нажатии на ее поверхность в натянутом состоянии.
Ручной ленточный станок шлифовальной группы может обслуживаться одним оператором, который перемещает рабочий стол с обрабатываемой деталью и проворачивает его так, чтобы подвести под абразивную ленту все участки ее поверхности.
Как сделать ленточно-шлифовальный станок
Многие домашние мастера и профессионалы задаются вопросом, как изготовить шлифовальный станок своими руками. Причина возникновения такого вопроса достаточно проста: высокая стоимость серийного шлифовального оборудования, окупить которое при нерегулярном использовании не всем под силу. Для того чтобы сделать такое оборудование, понадобится несколько основных составляющих: электродвигатель, катки и надежная станина. Естественно, не будут лишними чертежи такого устройства или его фото. Также в конце статьи можно посмотреть ролики по сборке ленточного станка своими силами.
Двигатель для ленточного шлифовального оборудования найти несложно, его можно снять с отслужившей свой срок стиральной машинки. Станину придется сделать самостоятельно, для этого можно использовать лист металла с размерами 500х180х20 мм. Одну сторону станины следует обрезать очень ровно, так как к ней необходимо будет крепить площадку, на которой будет смонтирован электродвигатель. Площадку для электродвигателя также следует сделать из листа металла с размерами 180х160х10 мм. Такую площадку нужно закрепить к станине очень надежно при помощи нескольких болтов.

Еще один вариант исполнения станины
Эффективность ленточного шлифовального станка напрямую зависит от характеристики электродвигателя, который на нем установлен. Если вы собрались сделать шлифовальный станок своими руками, то вам вполне подойдет электродвигатель с мощностью 2,5–3 кВт, развивающий порядка 1500 оборотов в минуту. Для того чтобы при использовании такого двигателя шлифовальная лента перемещалась со скоростью 20 м/с, барабаны должны иметь диаметр порядка 200 мм. Что удобно, если подобрать двигатель с такими характеристиками, то вам не потребуется делать редуктор для своего шлифовального станка.
Ведущий вал соединяется с валом электродвигателя напрямую, а второй — ведомый — должен свободно вращаться на оси, которую устанавливают в подшипниковые узлы. Чтобы абразивная лента более плавно касалась поверхности обрабатываемой детали, участок станины, на котором устанавливается ведомый вал, следует выполнить с небольшим скосом.
Сделать валы для ленточного шлифовального станка с минимальными финансовыми затратами можно из плиты ДСП. Просто нарезаете из такой плиты квадратные заготовки размером 200х200 мм, сверлите в них центральные отверстия и пакетом с суммарной толщиной 240 мм насаживаете их на ось. После этого вам останется только проточить полученный пакет и сделать из него круглый вал с диаметром порядка 200 мм.
Чертежи и подробный разбор некоторых деталей станка, выполненного из дерева.

Ленточно-шлифовальный станок из дерева (нажмите, чтобы увеличить)
- Механизм регулировки наклона стола
- Блок пластины
- Натяжитель ленты
- Станок в сборе
Чтобы лента располагалась строго посередине вала, диаметр его центральной части должен быть на 2–3 мм больше, чем по краям. А чтобы исключить проскальзывание ленты на барабане, необходимо намотать на него слой тонкой резины, для чего можно использовать старую шину от велосипедного колеса, предварительно разрезав ее вдоль всей ее длины.
Шлифовальная лента для такого станка, оптимальная ширина которой должна соответствовать 200 мм, делается из обычного наждачного полотна. Стандартное полотно разрезается на полосы требуемой ширины, а из них уже клеится абразивная лента. Следует иметь в виду, что материал клеится встык, для этого с обратной стороны подкладывается плотная материя, которая и укрепит полученный шов. На свойства такого шва большое влияние оказывает клей, он должен быть очень качественным, тогда материал не порвется по шву после недолгого использования.
Еще несколько вариантов изготовления ленточно-шлифовальных станков можно увидеть на видео ниже.
На самодельном ленточном шлифовальном станке можно не только обрабатывать изделия из древесины, но и использовать его для заточки различного инструмента: стамесок, секаторов, ножей, топоров и др. Кроме этого, на таких станках можно обрабатывать детали, которые имеют криволинейную поверхность.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Ленточный шлифовальный станок своими руками
Одной из завершающих операций изготовления изделий является шлифование. Для его выполнения можно использовать наждачную бумагу, болгарку или шлифовальный станок. Чаще всего шлифовка требуется в производстве мебели. Наиболее производительным и точным будет ленточный шлифовальный станок по металлу.
Его можно использовать для финишной обработки не только деревянных деталей, но и металлических, применяя соответствующий абразивный материал. Можно избавиться от углублений и заусениц, удалить старое покрытие, получить гладкую поверхность или откалибровать деталь.
Виды шлифовального оборудования
Для завершающей обработки деревянных изделий существует несколько видов шлифовального оборудования.
Разновидности, зависящие от типа шлифующей поверхности:
- Дисковые. Деталь обрабатывается на рабочем столе перпендикулярно (или под углом) к которому находится наждачный диск, связанный с двигателем. Предназначен для зачистки деталей цилиндрической, конической или шарообразной формы. Производительный и компактный станок.
- Барабанный. Рабочий орган оборудования, как уже понятно по названию, является барабаном. Чтобы повысить производительность или совместить черновое и чистовое шлифование монтируют два барабана с разными размерами абразивных зёрен. Предназначен для обработки длинных плоских заготовок (доски, рейки).
- Ленточный. Шлифующей частью является лента с абразивным напылением. Станок отличается высокой производительностью и относительно невысокой стоимостью.
Ленточный шлифовальный станок
Типы станков в зависимости от вида обрабатываемой детали:
- Круглошлифовальные. С их помощью обрабатывают конические и цилиндрические наружные поверхности заготовок.
- Бесцентровые. Предназначены для работы с деталями большой длины или без отверстия по центру.
- Внутришлифовальные. Шлифуют отверстия разных форм. Больше всего востребованы в промышленности.
- Плоскошлифовальные. Позволяют обрабатывать торцы и периферию круга. Могут оснащаться столами, которые вращаются или перемещаются продольно.
Наиболее востребованы не только в производстве, но и в частном домовладении ленточные плоскошлифовальные станки.
Конструкция ленточного станка
Шлифовальный станок по дереву состоит из двигателя, приводящий во вращение барабаны с помощью клиноременной передачи.
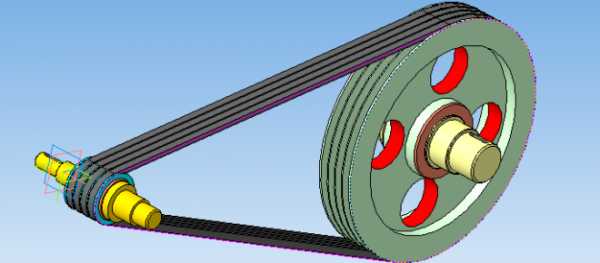
Клиноременная передача
На барабаны натягивают ленту с абразивными частицами, которая соединена концами. Она может находиться как в вертикальном, так и горизонтальном положении, а также под наклоном.
Для удобства обработки деталей на многих станках монтируют стол перпендикулярно рабочему органу. Чтобы регулировать режим обработки заготовок можно менять скорость движения барабанов.
Для удобства работы на ленточном шлифовальном станке нужно учесть разницу длины ленты и размера обрабатываемой детали. Лента должна быть длиннее, чем поверхность заготовки. В таком случае выполнение шлифовки будет более эффективным и качественным.
Нюансы исполнения ленточного станка могут отличаться. Рабочий стол может быть подвижным или жёстко закреплённым. А также рабочий стол может выполняться в форме гусеницы, выполняя дополнительно функцию подачи материала.
Либо же полное отсутствие рабочего стола и наличие свободной ленты, которая может находиться в любом положении. Ширина абразивной ленты может быть разной.
Любой плоскошлифовальный ленточный станок оснащается устройством для аспирации пыли, которая возникает при шлифовке.
Параметрами работы шлифовального оборудования являются скорость движения ленты, сила прижима детали к ленте, натяжение ленты. При слишком высокой скорости движения ленты и низким прижимом некоторые части заготовки могут остаться нешлифованными.
При слишком сильном прижиме детали и низкой скорости подачи ленты наоборот можно повредить деталь. Натяжение ленты производится благодаря перемещению ведомого барабана.
Сам рабочий станок может отличаться по зернистости. Её подбирают в зависимости от требуемой гладкости детали и материала заготовки. Именно твёрдость обрабатываемой детали влияет, в первую очередь, на характер абразивной поверхности.
На работу станка по дереву влияет качество склейки ленты. Она должна быть правильно соединена, быть целой без повреждений, чтобы в процессе шлифования не было нарушений работы оборудования.
Натягивая ленту на барабан нужно следить, чтобы шов при работе не цеплялся за обрабатываемый материал, а скользил по нему. То есть соединение ленты должно лежать по направлению движения, а не против.
Гриндер своими руками
Самостоятельное изготовление шлифовального станка
В домашних условиях профессиональное оборудование окупается нескоро в связи с нерегулярным использованием. Можно изготовить ленточный шлифовальный станок своими руками, чтобы сэкономить финансы на приобретении такого инструмента.
Самодельный плоскошлифовальный станок имеет основные конструктивные составляющие – двигатель, станина и барабаны.
Как сделать шлифовальный станок? Для станины лучше подобрать металлический лист, минимальные размеры которого 500х180х20 мм. Чем больше габариты рабочей поверхности, тем удобней и больше разных деталей можно будет обработать. Важно сторону станины, к которой будет прикреплена площадка с электродвигателем, обработать очень ровно.
С этим может помочь справиться фрезерный станок или гильотина. Площадка для двигателя должна быть из листа металла с габаритами 180х160х10 мм. Но обязательно нужно проверить, соответствуют ли её габариты размерам двигателя. Лист крепится к станине несколькими болтами.
В качестве двигателя самодельного ленточного шлифовального станка может выступать мотор от стиральной машинки.

Двигатель стиральной машинки
Подбирать электродвигатель стоит с мощностью до 3 кВт и скоростью вращения около 1500 об/мин. Важно зафиксировать агрегат на площадке крепко и надёжно.
Чтобы станок по дереву своими руками работал эффективно, скорость движения ленты должна быть около 20 м/с. Для обеспечения такого режима диаметр барабанов должен быть 200 мм.
С такими параметрами отпадает необходимость в использовании редуктора. Ведущий барабан присоединяется к валу двигателя напрямую, а ведомый барабан свободно вращается на валу в подшипниках.
Для экономии финансов можно в качестве барабанов использовать самоделки:
- Изготовить квадраты 20х20 см из листов ДСП.
- Составить стопку толщиной 24 см из выпиленных квадратов.
- Из сложенного таким образом пакета выпилить диск диаметром 20 см. При изготовлении барабанов нужно учитывать, что в разрезе диаметр наружной части должен быть меньше диаметра центральной части на 2–3 мм. Это обеспечит нахождение ленты по центру барабана.
Ширина шлифовальной ленты должна быть 200 мм в соответствии с шириной барабанов.

Нужно выбирать соответствующую ширину шлифовочной ленты
Для её изготовления можно взять наждачные полосы, аккуратно склеив их между собой. В качестве хорошего основания может быть брезентовая ткань.
Чтобы лента при движении не проскальзывала, рекомендуется барабаны обтянуть резиной. Например, можно воспользоваться камерами для мопеда или велосипеда. Желательная высота слоя из резины должна быть 3 см.
Изготовив ленточный шлифовальный станок, можно получить в комплекте не только оборудование для шлифовки деревянных заготовок, но и инструмент для качественной заточки режущих металлических предметов.
Видео: Как сделать мини-ленточный шлифовальный станок
promzn.ru
Бюджетный ленточный шлифовальный станок | Мастер-класс своими руками

Я уже несколько лет занимаюсь изготовлением ножей, и всегда использую в своем деле 2,5 x 60 см и 10 х 90 см ленточные шлифовальные станки. На протяжении долгого времени мне хотелось приобрести еще одни, с шириной ленты 5 см, так как это упростило бы мне работу. Так как такая покупка была бы накладной, я решил сделать его самостоятельно.
Проблемы при проектировании будущего станка:
Необходимо было преодолеть три ограничения. Во-первых, по месту не было ленты шириной 10 см, ее можно было заказать только по интернету. Для меня этот вариант казался не очень приемлемым, так как нет большего разочарования, чем обнаружить, что лента износилась и требует замены, а вам приходится ждать неделю или две пока придет новая. Во-вторых, существовала проблема с роликами. Я искал, но не мог найти подходящие для 10 см ленты. В-третьих, мотор. Для ленточного шлифовального станка нужен довольно мощный электродвигатель, а я не хотел излишне тратиться на этот проект. Лучшим вариантом для меня было использование бывшего в употреблении мотора.
Решения проблем проектирования:
Первая проблема с лентой нашла простое решение. Так как ремень 20 х 90 см находился в свободной продаже в строительных магазинах по сносной цене, я мог из него сделать два по 10 см. Это накладывало ограничения на размеры моего станка, но из-за ценовой эффективности, этот вариант был наилучшим. Вторая проблема решалась при помощи токарного станка. Для этого я посмотрел видео в интернете, и понял, что могу сам изготовить нужные мне ролики. С мотором задача была посложней. В гараже у меня лежало несколько электродвигателей, но по некоторым причинам пришлось от них отказаться. Наконец, я свой выбор остановил на старом станке для резки плитки, в котором был установлен 6-амперный электромотор. На тот момент я осознавал, что данной мощности может быть маловато. Но так как работа была на стадии эксперимента, я решил сначала добиться рабочего варианта станка, а мотор можно будет заменить позже. На самом деле, для небольшого объема работы мотор подходит. Но если вы собираетесь производить на нем более интенсивное шлифование, я бы рекомендовал 12-амперный минимум.
В конце концов было интересно поэкспериментировать. И я подумал, что будет полезно поделиться станком для изготовления ножей, при этом не тратя большого количества денег.
Инструменты и материалы
Инструменты:
- Угловая шлифовальная машина с отрезными дисками.
- Дрель и сверла.
- Гаечные ключи на 11, 12 и 19.
- Токарный станок.
- Тиски.
Материалы:
- Электродвигатель (минимум 6 А, или рекомендуемый на 12 А).
- Различные подшипники.
- Гайки, болты, шайбы, стопорные шайбы различных размеров.
- Металлический уголок.
- Шлифовальная лента 20 см.
- 10 см шкивы.
- Мощная пружина.
- Стальная планка 4 х 20 см.
- Брус 2,5 х 10 х 10 см из дерева или МДФ.
Электромотор для станка
У меня был выбор из нескольких моторов, но у электродвигателя, который стоял на станке для резки плитки был более подходящий кожух. В некоторой степени работа над станком походила на эксперимент, потому что я не был уверен в достаточной мощности мотора. Поэтому я остановился на модульном решении с рамой для ленточного механизма в качестве единого элемента, которую можно снять и переставить на более мощную основу. Скорость вращения мотора меня вполне устраивала, но беспокоило, что 6 А даст слабую мощность. После небольшого испытания, я увидел, что для простой работы данный электродвигатель подходил, но для более интенсивной работы, нужно выбрать что-то помощнее. При проектировании вашего станка, на этот момент обратить внимание.
Как я упоминал, кожух у электродвигателя был очень подходящим, так как позволял создать вертикальный станок, который будет легко перемещать.
Сначала нужно его высвободить, сняв рабочий стол, пилу, защиту, поддон для воды, оставив лишь электродвигатель. Еще одним преимуществом использования данного мотора был сердечник с резьбой и гайкой для фиксирования пилы, что позволяло установить шкив без использования шпонки (что такое шпонка, я объясню позже).
Так как у меня был в наличии слишком широкий шкив, я решил использовать крупные прижимные шайбы, которыми обычно закрепляют пилу, перевернув одну обратной стороной, чтобы между ними оказался клиновидный желоб. Я обнаружил, что пространство между ними слишком узкое, и, чтобы его расширить, поставил между ними стопорную шайбу. Преимущество в данном способе заключается в том, что у прижимных шайб есть плоский край, который фиксируется с плоским краем для одновременного вращения с сердечником.
Ремень
Приводной ремень я использовал 7 х 500 мм. Можно использовать стандартный 12 мм, но тонкий более гибкий, и он будет меньше нагружать мотор. Ему ведь не нужно вращать шлифовальный круг.
Устройство ленточного шлифовального станка
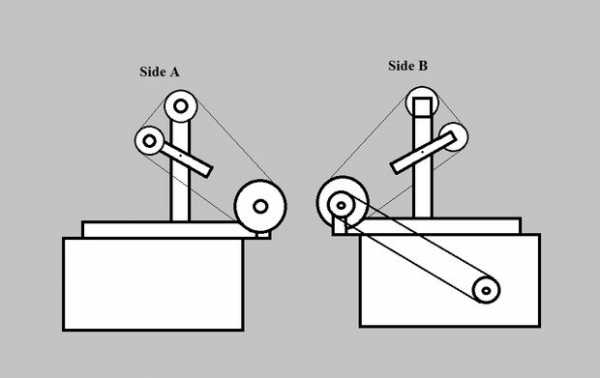
Устройство простое. Электродвигатель приводит в движение ремень, который вращает «главный» шкив 10 х 5 см, приводящий в движение абразивную ленту. Еще один шкив 8 х 5 см расположен на 40 см выше главного и на 15 см сзади него и крепится на подшипнике. Третий 8 х 5 см шкив вращается на рычаге, и выступает в качестве натяжного ролика, туго удерживая абразивную ленту. На другой стороне рычаг пружиной крепится к раме.
Определение типа привода
Главным вопросом было вращать главный шкив непосредственно электромотором или при помощи дополнительного шкива и приводного ремня. Прежде всего, я выбрал ременную передачу потому, что я хотел, чтобы у меня оставалась возможность замены двигателя на более мощный, однако, была еще одна причина. Когда вы производите интенсивную обработку металла, есть риск столкнуться с некоторыми проблемами. Ременная передача в таких случаях будет проскальзывать, в то время как прямой привод создаст большие проблемы. С ремнем устройство будет более безопасным.
Изготовление рамы и ее установка
Важно упомянуть, что использование металлического уголка в качестве рамы может иметь как преимущества, так и недостатки. Очевидным преимуществом является то, что его удобно собирать, как конструктор в детстве. Но главный недостаток – он крепкий только в двух направлениях, но слаб при скручивании. А значит, нужно учитывать эту слабость и просчитать, какой крутящий момент может передаваться от шкивов на раму, и компенсировать его при помощи дополнительных перемычек.
Резка:
Для резки уголка можно использовать ножовку, но угловая шлифовальная машина с отрезным диском сделают дело быстрее. После того, как отрезали все элементы, я бы рекомендовал зашлифовать все их острые края, чтобы не порезаться во время сборки. Отверстия можно просверлить при помощи обычной дрели и смазочно-охлаждающей жидкости.
Главный ролик
Главный ролик – это наиболее важная деталь проекта, так как он получает крутящий момент от мотора и передает его на ленту. Для его крепления я использовал старую втулку, но рекомендую вместо этого использовать подшипник. Втулки справляются со своей задачей, но они постоянно перегреваются и требуют регулярной смазки. Более того, они могут разбрасывать грязную смазку, что раздражает во время работы.
Вал:
По сторонам вала есть резьба с разным направлением, чтобы при вращении крепежные болты не откручивались. Если вы обрежете одну сторону с резьбой, как это сделал я, оставьте ту, которая идет против часовой стрелки, иначе вам придется сделать контровочный болт (я опишу, как его сделать позже) и шплинт. На обрезанный край будет надеваться главный шкив.
Шкив:
Продолжая тему повторного использования, я нашел у себя старый шкив с другого проекта. К сожалению, я его подготовил под резьбовой штифт, на котором он должен был держаться, но, на самом деле, это не проблема. В этом шкиве я сделал прямоугольный вырез. Затем при помощи угловой шлифмашины я прорезал паз на конце вала. Разместив шпонку в отверстии, образованном пазом вала и прямоугольным вырезом шкива, я надежно зафиксировал их относительно друг друга.
Изготовление роликов для шлифовального станка
Я сделал ролики из нескольких отрезков древесины твердой породы толщиной 2,5 см. Но можно использовать МДФ, фанеру или другой материал. При укладывании слоев нужно делать так, чтобы волокна располагались перпендикулярно, это придаст роликам дополнительную прочность и слои не расколются.
Необходимо изготовить три ролика: главный ролик, верхний ролик и натяжной ролик. Главный ролик сделан из двух 13 х 13 см кусков толщиной 2,5 см. Верхний и натяжной ролики из двух кусков древесины размером 10 х 10 см.
Процесс:
Начните со склеивания пар 13 см и 10 см кусков древесины, зажав их струбцинами. После высыхания клея, обрежьте углы при помощи торцовочной пилы, затем отыщите центр каждой детали. Закрепите их в токарном станке и обрабатывайте, пока их размеры не станут 5 х 10 см и 5 х 8 см.
Верхний и натяжной ролики:
Далее необходимо установить подшипники в роликах размером 5 х 8 см. Выберете корончатое или перовое сверло, и в центре высверлите углубление на ширину подшипника. Внутренне кольцо подшипника должно свободно вращаться, поэтому нужно высверлить отверстие, проходящее насквозь ролика через внутреннее кольцо подшипника. Это позволит болту пройти насквозь с минимальным отверстием.
Главный ролик:
Эта деталь делается немного по-другому. На нем нет подшипников, однако если вал выходит из ролика меньше чем на 5 см, нужно будет сточить ролик по ширине. Измерьте диаметр вала и в центре ролика нужно высверлить такое же отверстие. Попробуйте вставить вал, он должен крепко держаться, иначе ролик будет трясти.
Скрепление роликов болтами
Далее следует скрепить две половины роликов болтами, не стоит полагаться лишь на клей. Помните, что головки болтов нужно утопить в дереве, так как ролик вращается в непосредственной близости с рамой.
Рычаг натяжения
Рычаг изготовлен из металлической планки размером 10 х 30 х 200 мм с закругленными краями. В ней необходимо высверлить довольно крупные отверстия, поэтому я рекомендую для этого использовать сверлильный станок и много смазки. Всего понадобиться 4 отверстия. Первое в точке вращения. Он находится не в центре планки, а на 8 см от ее края. Второе отверстие будет находится на краю, ближнем к точке вращения. Оно будет служить для крепления пружины. Два дополнительных отверстия нужно высверлить на противоположном конце, приблизительно 5 см друг от друга. Они должны быть немного шире в диаметре, так как будут использоваться для настройки, о которой я расскажу далее.
Когда все отверстия сделаны, можно закреплять плечо на вертикальном уголке между верхним роликом и основой. Конец, на котором будет крепиться пружина, направлен в сторону главного ролика. Он должен свободно вращаться, поэтому я рекомендую использовать для крепления две гайки, основную закрутив не до конца, а вторую используя в качестве контргайки.
Установка роликов
Верхний ролик крепится статично, и должен четко находится в одной плоскости вместе с натяжным роликом и главным роликом. Можно сделать все на глаз, но я рекомендую хорошо все проверить уровнем. Для выравнивания ролика можно добавить шайбу, или, если ее мало, – болт. Они вставляются между рамой и роликом.
Не нужно полностью устанавливать натяжной ролик. Нужно еще сделать стабилизирующее приспособление.
Стабилизация ленты
Износы на роликов или неровная их поверхность могут привести к тому, что во время работы абразивная лента постепенно сойдет с них. Стабилизирующее приспособление – это устройство на натяжном ролике, которое позволяет ему быть под углом, обеспечивающим удержание абразивной ленты по центру. Его устройство намного проще, чем оно выглядит, и состоит из фиксирующего болта, немного свободного хода натяжного ролика и регулирующего болта.
Сверление отверстий в болтах:
Для этой цели я изготовил приспособление, в виде клиновидного выреза в доске, которое поможет в момент сверления удерживать болт на месте. Можно сделать это и вручную, но я не рекомендую.
Фиксирующий болт
Фиксирующий болт, это простой болт с высверленным в нем отверстием, и который устанавливается на планку через широкое отверстие, которое находится ближе к точке вращения рычага. Так как он расположен между рычагом и роликом, его головку нужно сточить, чтобы ролик его не цеплял. Болт должен быть закреплен, как показано на рисунке.
Болт, на котором крепится ролик
Его нужно немного ослабить, чтобы натяжной ролик имел небольшой люфт. Но чтобы он не раскрутился, нужно изготовить корончатую гайку. Для этого нужно лишь сделать надрезы на гранях обычной гайки, чтобы она выглядела, как корона. В самом болте будет два высверленных отверстия: одно для регулирующего болта, и оно будет выравнено в линию с отверстием фиксирующего болта, и другое для фиксирования корончатой гайки с помощью шплинта.
Болт для настройки:
После того, как натяжной ролик поставлен на свое место, можно установить регулирующий болт, который будет проходить сквозь отверстия фиксирующего болта и болта, на котором вращается натяжной ролик. Система работает, когда затягиваешь регулировочный болт, заставляя ось вращения натяжного ролика сместить угол вращения наружу, таким образом заставляя ленту стремится ближе к механизму. Пружина с другого конца рычага регулирует натяжение в противоположном направлении. Я рекомендую закрепить регулировочный болт контргайкой, так как вибрации могут ослабить его.
Примечание: Можно добавить пружину с обратной стороны натяжного ролика, но я не нашел причин, почему это стоит делать. Небольшим преимуществом будет то, что таким образом ролик, будет иметь меньший люфт. Но добавлю, что я этого не делал, и никаких проблем у меня не возникло.
Завершение работы по изготовлению станка своими руками
Когда все сделано, нужно еще раз проверить все болты, и убедиться, что механизм стабилизации собран правильно. Затем нужно включить приспособление в первый раз, что может быть страшновато. Как-будто управляешь автомобилем, где рулевое колесо и трансмиссия не работают. Я рекомендую на очень короткое время включать и выключать мотор, чтобы станок не вращался на полную мощь.
На самом деле, для меня самой сложной частью оказалась настройка пружины. Если будет натягивать слишком сильно, то лента не сможет вращаться… Слишком слабо – и ее невозможно удержать, она слетает, что само по себе опасно.
Готово!

Вот и все. У вас должен получиться приличный ленточный шлифовальный станок средней мощности, который по желанию можно преобразовать в более мощный.
Надеюсь вам понравился этот мастер-класс. Спасибо за внимание.
Original article in English
sdelaysam-svoimirukami.ru
Ленточно-шлифовальный станок по металлу: характеристики и подбор
Предназначение ленточного шлифовального станка по металлу заключается в шлифовке поверхности металлического изделия для дальнейшей ее полировки. В процессе работы такой шлифмашинкой устраняются мелкие дефекты металла – заусенцы или остатки ржавчины. Основным элементом шлифовального аппарата является лента. Состоит она из абразивной крошки, которая непосредственно воздействует на металл заготовки. С учетом твердости обрабатываемого материала и необходимого качества поверхности устанавливается ее разная степень зернистости.
Располагается лента на шкивах, которые приводятся во вращение двигателем. Управление шлифовальным станком простое. Деталь соприкасается с движущейся лентой, и поверхность металла приобретает требуемую гладкость. На оборудовании установлен защитный кожух, который предназначен для защиты оператора от разлетающейся стружки. Выполняется он из оргстекла. Материал обладает повышенной прочностью.
Шлифовальные станки бывают разных размеров. Они отличаются простотой конструкции, поэтому часто изготавливаются своими руками. Некоторые аппараты характеризуются небольшими габаритами, поэтому являются настольными. Они находят применение в условиях мелкого производства.
Назначение ленточно-шлифовального станка
Ленточные шлифовальные станки находят массовое применение в промышленности, связанной с обработкой металла. С помощью такой операции проводится финишная доводка поверхности изделия. Работа возможна как с закаленной сталью, так и с цветными металлами.
С помощью ленточных шлифовальных аппаратов поверхность приобретает нужный уровень шероховатости. Операция проводится на деталях разной конфигурации:
- плоских;
- круглых;
- четырехугольных.
Возможно проведение шлифовальным инструментом следующих операций:
- устранение поверхностных углублений и возвышенностей;
- снятие наплывов с металла;
- устранение заусенцев;
- обработка поверхностей, расположенных внутри деталей;
- обработка радиусов закруглений;
- работа с поверхностью металла под окончательное покрытие.
Конструкция шлифовального аппарата позволяет обрабатывать как небольшие заготовки, так и крупногабаритные изделия. Эта возможность существует благодаря свободному доступу к абразивной ленте. В рабочее пространство можно поместить деталь любых конфигурации и размера.
Основные узлы и элементы оборудования
Особенностью шлифовальных станков является ленточный рабочий инструмент. В этом качестве выступает абразивная лента.
Еще в состав шлифовального станка входят следующие узлы:
- Станина. Это массивное основание из толстого металла. Такая часть станка отвечает за устойчивость оборудования. Чем больших размеров заготовка, тем габаритнее требуется станина.
- Ведущий и ведомый ролики, на которых находится лента. Это полые изделия со встроенными подшипниками закрытого типа. Располагаются все ролики в одной плоскости. Такое условие необходимо для того, чтобы не происходило соскакивания ленты. Ширина роликов тоже соответствует ее размеру.
- Лента. Это основной инструмент, который отвечает за шлифовку металла. Располагается она на роликах. Имеет разную степень зернистости.
- Натяжитель. Хорошее натяжение ленты дает отсутствие ее прогиба в процессе шлифовки металла. Это обеспечивается встроенной системой натяжения. Ослаблением натяжного ролика удобно проводить замену ленты. Это особенно важно при частой смене абразивного инструмента.
- Коробка передач. Ее присутствие возможно только на крупногабаритных станках, применяемых на больших производствах. Для частной мастерской в ней необходимости нет.
- Электрическая система, куда входит электродвигатель с блоком управления. Передача крутящего момента идет непосредственно на ролик. В качестве переходного звена используется ременная передача. Она же регулирует нужные обороты.
- Сверху располагается кожух, защищающий от летящей стружки.
Если габариты шлифовального оборудования большие, то встраивается система вентиляции. Для небольшого станка такие устройства не требуются.

Важные характеристики: что стоит знать перед покупкой
Во время выбора шлифовального станка по металлу учитываются его характеристики. Подбор ведется с учетом планируемых работ. Если оборудование будет устанавливаться в домашней мастерской, то подбирается аппарат без коробки передач. В таком оборудовании крутящий момент сразу передается на вал. Это позволяет уменьшить габариты станка.
Также обращается внимание на следующие параметры:
- Мощность электродвигателя. Оптимальная величина составляет 2,8 КВт.
- Параметры ленты. В зависимости от ее ширины и длины изменяется степень износа в процессе эксплуатации. Более широкое изделие захватывает увеличенную площадь обрабатываемого металла.
- Требуемое направление шлифования: вертикальное или горизонтальное.
- Скорость перемещения ленты. В зависимости от этого параметра изменяется время проведения операции шлифования металла.
- Размер расстояния от места расположения металлической детали до абразивной ленты.
- Если планируется приобретение станка для крупного производства, то важным параметром является точность обработки. Поэтому ведется выбор типа подачи: в механическом режиме, автоматическом или полуавтоматическом.
- Габариты шлифовального станка и его вес.
- Материал изготовления роликов. Производиться они должны из инструментальной стали с высокой степенью закалки.
После окончательно сделанного выбора шлифовального оборудования следует его подключение и проверка работы во всех режимах.
Предварительно проверяется система натяжения. Это необходимо сделать для того, чтобы не происходило провисания ленты. Перетяжка ее тоже недопустима, чтобы не произошло разрыва. Натягивается она в соответствии с инструкцией.
При работе соблюдаются следующие правила:
- Процесс шлифования металла должен проходить только во время работы двигателя. При его остановке контакта ленты с металлом не допускается.
- Заготовка перемещается только вдоль ленты.
- После окончания шлифовальных работ станок подлежит очистке от стружки.
Популярные модели шлифовальных станков по металлу
Наиболее популярные модели ленточных шлифовальных станков представлены в таблице.
| Название модели | Мощность в кВт | Габариты ленты в мм | Вес в кг | Габариты изделия в кг |
|---|---|---|---|---|
| STALEX S-50 | 0,75 | 1000х50 | 26 | 540×440×370 |
| STALEX S-75 | 3 | 2000×75 | 75 | 1150×570×570 |
| STALEX S-150 | 2,8 | 2000×150 | 130 | 1150×630×640 |

STALEX S-50

STALEX S-75

STALEX S-150
Ленточные шлифовальные станки относятся к оборудованию, которое часто используется в домашнем хозяйстве. Простая конструкция обеспечивает возможность изготовления аппаратов своими руками. Прочитавшие эту статью, возможно, сами участвовали в сборке таких аппаратов, а затем работали на них. Если вы знаете какие-либо нюансы, поделитесь своими наблюдениями в комментариях к этой статье. Ваш опыт будет ценен для желающих приобрести такой станок. Возможно, кто-то захочет изготовить его своими силами.
wikimetall.ru
Ленточный шлифовальный станок: выбор, характеристики
Содержание статьи:
Шлифование является завершающим этапом обработки изделия. Она необходима для сглаживания неровностей на поверхности заготовки, а также уменьшения показателя шероховатости. Для этих целей используется шлифовальный станок ленточного типа.
Конструкция ленточных шлифовальных станков

Ленточный шлифовальный комплекс
Данный тип оборудования применяется наряду с традиционными дисковыми шлифовальными станками. Разница между ними заключается в возможности выбора зернистости рабочей поверхности и большей площади обработки.
Основным материалом обработки в станке является абразивная лента, которая устанавливается на специальное натяжное устройство. Передаваемое вращение от электродвигателя на приводной вал приводит в движение ленту. Шлифование с помощью ленточного оборудования происходит путем контакта заготовки с движущейся поверхностью.
Шлицешлифовальный агрегат может использоваться для обработки деревянных, металлических и полимерных заготовок. Обязательные компоненты конструкции:
- система барабанов. Она состоит из одного ведущего и нескольких ведомых валов. На них устанавливается рабочая лента;
- станина. Конструкция зависит от материала обработки. Для деревянных изделий используется облегченная схема. При шлифовании металлических заготовок необходимо обеспечить хороший показатель устойчивости, поэтому станина должна быть массивной;
- система натяжения. Основная функция – обеспечение должной степени натяжения наждачной ленты. Обязательна независимо от типа станка – бытовой или для промышленной обработки. С её помощью происходит изменение расстояния между роликами, в результате чего лента натягивается;
- электрическая часть. Состоит из электродвигателя и блока управления. Дополнительно используется система изменения числа оборотов. Чаще всего этот механизм в ленточных шлифовальных станках реализуется с помощью ременной передачи.
Дополнительно в оборудовании должны быть предусмотрены меры по безопасной эксплуатации. К ним относятся защитный прозрачный экран, располагающийся в зоне обработки, система принудительной остановки электродвигателя в случае появления сбоев в работе станка.
Удаление отходов (стружки и пыли) происходит с помощью встроенной или подключаемой системы вытяжной вентиляции. Для бытовых моделей ее наличие необязательно, так как объем работ небольшой и очистку станка можно делать вручную.
Рекомендации по выбору модели станка

Комбинированный станок
Одним из ответственных этапов обработки является выбор конкретной модели шлифовального станка ленточного типа. Его конструкция и технические параметры полностью зависят от характеристик обрабатывающихся деталей – материала изготовления, размеров и продолжительности шлифования.
Для бытовых нужд можно использовать простой настольный станок для шлифования. У них приводной электродвигатель соединяется с приводным валом напрямую без применения коробки передач. Это позволяет уменьшить габариты станка. Поэтому зачастую они делаются настольными. Дополнительно может устанавливаться блок с рабочим диском. Благодаря такой конструкции появляется возможность делать одновременно черновое и чистовое шлифование заготовки.
Для выбора оптимальной модели для выполнения обработки рекомендуется обращать внимание на такие характеристики ленточного оборудования:
- максимальная ширина ленты. От этого зависит площадь шлифования. На скорость износа материала влияет ее длина;
- направление шлифования – горизонтальное или вертикальное. В некоторых моделях станков есть блок изменения положения блока обработки. Но для недорогих станков такая функция отсутствует;
- параметры обработки – скорость вращения ленты, установленной на шлицешлифовальный агрегат;
- мощность электродвигателя.
Для увеличения качества обработки устанавливаются точечные источники освещения. Они монтируются на гибком патрубке, что дает возможность изменять положение светильника в зависимости от размеров детали.
Монтаж настольных моделей должен выполняться на подготовленную станину. Многие производители предлагают готовые конструкции с дополнительной функцией удлинения рабочего стола. Это позволяет увеличить максимальные размеры заготовок для шлифования.
Перечень основных технических характеристик
Самодельный ленточный шлифовальный станок
Определившись с типом оборудования можно приступать к анализу его технических параметров. Их знание необходимо для выбора подходящей модели ленточного шлифовального станка. При этом учитываются не только эксплуатационные качества, но и трудоемкость настройки и максимальная продолжительность обработки.
Прежде всего определяется тип оборудования – настольный или напольный. Последние чаще всего используются для шлифования массивных деталей. С помощью настольной модели можно выполнять тонкую обработку небольших заготовок сложной формы. Большие заводские центры могут иметь несколько блоков шлифования, что увеличивает скорость выполнения работы. Но это влияет на увеличение габаритов конструкции в большую сторону.
Основные технические характеристики шлифовального станка, влияющие на выбор:
- максимальная и минимальная ширина обработки;
- пределы расстояний от рабочего стола до шлифовальной поверхности;
- тип подачи блока обработки – механическая, полуавтоматическая или автоматическая. Это влияет на точность обработки и дает возможность регулировать степень прижима ленты;
- скорость вращения ведущего вала. Для бытовых моделей с механизмом переключения передачи необходимо знать максимальное и минимальное значение числа оборотов;
- материал изготовления цилиндров. Они должны быть устойчивы к внешним воздействиям, так как во время работы их поверхность испытывает постоянные механические нагрузки;
- номинальная мощность электродвигателя, установленного на шлифовальный станок;
- габариты и вес станка.
Для подключения системы вытяжной вентиляции в конструкции должны быть предусмотрены один или несколько патрубков. Важно знать их диаметр и возможность установки переходника для патрубка другого размера. Также учитывается тип электродвигателя и параметры электросети – 220 или 380 В.
Шлифовальный барабан может быть изготовлен из алюминиевого сплава. В этом случае в его конструкции должен быть предусмотрен механизм самоохлаждения. Это позволит увеличить срок безремонтной службы оборудования.
Эксплуатационные качества станка
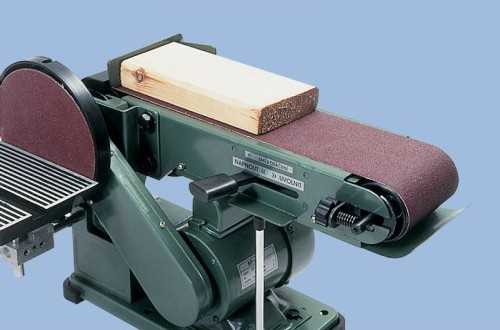
Работа на ленточном шлифовальном станке
После приобретения ленточного шлифовального станка необходимо ознакомиться с инструкцией по эксплуатации. Затем выполняется сборка оборудования и первый пробный запуск. Во время его осуществления проверяются все режимы работы без установки обрабатываемой детали на шлифовальный станок.
Важным моментом является правильное закрепление абразивной ленты и ее натяжка. Она не должна провисать на вращающихся валах, но при этом необходимо добиться отсутствия излишнего натяжения. Это может привести к разрыву материала.
Основные правила работы на ленточном шлифовальном оборудовании:
- перемещение заготовки вдоль ленты должно быть равномерным. Для деревянных деталей это нужно делать только вдоль волокон;
- предварительно необходимо отрегулировать степень прижима ленты. Это делается с помощью специальных механизмов оборудования и согласно инструкции;
- шлифование выполняется только при запущенном двигателе. Контакт заготовки с остановленной лентой и дальнейшим запуском станка категорически запрещен;
- следить за степенью засоренности оборудования. Если нет возможности подключения принудительной вентиляции — очистка выполняется вручную.
Дополнительные правила эксплуатации зависят от конструкции ленточного шлифовального станка. Они подробно изложены в прилагаемой инструкции.
В качестве альтернативы заводским моделям можно рассмотреть возможность самостоятельного изготовления бытового ленточного шлифовального оборудования:
stanokgid.ru
Ленточный шлифовальный станок своими руками
При проведении строительных и ремонтных работ у мужчин зачастую возникает надобность обработать дерево, камень или металл. Для качественной работы желательно приобрести ленточный шлифовальный станок. Но как быть, когда финансы не позволяют сделать такую покупку? Для этого достаточно соорудить ленточный шлифовальный станок своими руками.
Содержание:
- Предназначение ленточного шлифовального станка
- Конструкция ленточного шлифовального станка
- Абразивные ленты для шлифовальных станков
- Принцип работы ленточно-шлифовального станка
- Изготовление ленточного шлифовального станка
Предназначение ленточного шлифовального станка
Древесину широко используют в самых разных производственных организациях. Из дерева изготавливают множество всевозможных деталей и изделий. Чтобы деревянную заготовку обработать должным образом и придать ей внешность законченного изделия, принято использовать различное оборудование, в том числе и ленточные шлифовальные станки.
Ленточное шлифовальное оборудование, как правило, применяют на заключительных этапах производства, когда детали подвергают чистовой механической обработке. Такие устройства удобно использовать в производстве мебели и разных изделий из дерева потребительского назначения. Зависимо от используемого материала, ленточно-шлифовальные станки работают с деревом или металлом.
Главными целями использования шлифовальных станков по дереву выступают окончательное выравнивание поверхности, доведение их уровня шероховатости до необходимой величины, получение ровных и гладких поверхностей у изделий из древесины и древесного материала до облицовывания или после проведения покрытия лаком и прочими отделочными материалами, удаление местных неровностей в форме углублений и возвышений, обдирка заусениц и снятие местных наплывов лака и грунтовки, удаление грата, внутренняя шлифовка и шлифование закруглений.

Ленточные шлифовальные станки по металлу работают с различными материалами и форматами, что являются ходовыми в металлообработке: простой и легированной сталью, цветными металлами в виде четырехугольных, круглых и плоских заготовок. Шлифовальные станки позволяют рационально и с минимальными затратами времени шлифовать кругляки и трубы большого диаметра.
Зависимо от разновидности обработки и вида подачи, ленточные шлифовальные станки предназначаются:
- для шлифования криволинейной поверхности со свободной шлифовальной лентой;
- для обработки плоской поверхности с неподвижным столом, ручным передвижением утюжка и стола, а также механизированным передвижением рабочего стола и ручным передвижением утюжка;
- для обработки щитовых и брусковых деталей, их торцов и боковых кромок;
- для промежуточной процедуры шлифования лакокрасочных покрытий.
Конструкция ленточного шлифовального станка
Ленточные шлифовальные станки выпускаются современными зарубежными и отечественными производителями в широком ассортименте. Цены шлифовальных станков значительно варьируются. Также они различаются возможной производительностью и своей конструкцией. Однако есть у них и нечто общее. Их объединяет то, что абсолютно все станки имеют в качестве рабочего органа абразивную ленту, что соединена чаще всего в кольцо и размещается между вращающимися барабанами.
Один барабан является ведущим, а другой – ведомым. Это значит, что первый из них оснащен механической трансмиссией, что основывается чаще всего на ременной передаче, при помощи которой передается на него вращательный момент от электрического двигателя. Любой ленточный шлифовальный станок устроен так, что скорость движения ведущего барабана, а поэтому и скорость перемещения абразивной ленты можно изменить, обеспечивая разные режимы обработки поверхностей.
Абразивная лента может располагаться вертикально или горизонтально. Кроме того, в продаже имеются модификации оборудования, в которых рабочий орган устанавливается под определенным углом. Абразивная лента монтируется на станине, на которой обычно и располагаются обрабатываемые изделия. Заготовки могут удерживаться оператором вручную, или с помощью специальных приспособлений, которые облегчающих труд потребителей и делают процедуру обработки более эффективной и безопасной.
Стол станка изготавливают из металлических листов или толстых досок. Если в конструкции предусмотрено изготовление стола именно из металла, то получится затачивать более сложные изделия. Длина рабочей части ленточно-шлифовального станка и самой ленты для шлифовки в первую очередь зависит от длины изделий, которые будут шлифоваться на станке.
Если деталь имеет меньшую длину, чем рабочая поверхность станка, то ее будет намного удобнее обрабатывать, и обработка получится более качественной. К примеру, при длине шлифовальной ленты 4,5 метра можно обрабатывать с легкостью деревянные заготовки, что имеют длину в 200 сантиметров.

Ленточно-шлифовальные станки делятся на оборудование с неподвижным и подвижным рабочим столом и аппараты со свободной лентой. Особая группа – широколенточные станки для шлифования, у которых стол, что выполнен в форме гусеницы, одновременно является и органом подачи. У станков со столами лента размещается горизонтально, у конструкций со свободной лентой она устанавливается разными способами.
Так как в процессе шлифования неизбежно образуется много пыли, то все ленточно-шлифовальные станки обычно оборудуются специальными мощными вытяжками, удаляющими большую ее часть во время самого технологического процесса. Шлифовальные станки работают от электрического двигателя, что имеет мощность порядка 2,8 киловатта. При моторе большой мощности нормальная скорость движения ленты достигает 20 метров в секунду.
Абразивные ленты для шлифовальных станков
Режущим инструментом ленточно-шлифовальных станков является шлифовальная лента, которая состоит из тканевой или бумажной основы и абразивных зерен, что прикрепляются к ней при помощи клеевых веществ. Изготавливаются абразивные ленты двумя методами: механическим и электрическим. Первый способ состоит в равномерной насыпке зерен абразива на основание, что покрыто клеем, а второй способ происходит в электрическом поле, которое ориентирует зерна вверх самыми острыми гранями для улучшения режущих свойств шлифовальной машинки.
Абразивные зерна на основу насыпают по связке плотно или редко. Наиболее эффективной считается абразивная лента с редкой засыпкой, когда зерна занимают меньше 70% площади, потому что между их зерен не способна забиваться древесная пыль, образующаяся в процессе шлифования. Могут использоваться в качестве абразивного материала природные минералы или искусственные материалы, которые обладают высокой твердостью, например, зеленый и черный карбид кремния, белый и нормальный монокорунд, а также нормальный электрокорунд.
С целью приклеивания зерен применяют синтетические смолы и мездровый клей. В качестве основы используют такую ткань, как бязь и саржа, или бумагу специального сорта. Величина абразивных зерен обозначается номером, который соответствует размеру ячеек сита, в котором задерживаются эти зерна, и отображается в сотых долях миллиметра.

Если вас интересует, как сделать ленточный шлифовальный станок, то вам стоит обратить внимание на следующие размеры шлифовальных порошков и абразивных зерен и их классификацию: шлифовальное зерно — от 2000 до 160 мкм, шлифовальные порошки — от 125 до 40 мкм; микропорошки — от 60 до 14 мкм, очень тонкие микропорошки — от 10 до 3 мкм.
На деревообрабатывающие предприятия шлифовальная шкурка поступает в листах или рулонах. На нерабочей поверхности шкурки присутствует маркировка с указанными характеристиками шкурки и компании-изготовителя. Для ленточного шлифовального станка используют шкурки в рулонах и разрезают на ленты определенной длины и ширины. Длину режущего инструмента определяют, зависимо от методики его соединения — внахлестку или встык под углом.
Концы срезают при склеивании встык под углом 45 градусов и приклеивают после этого на полотняную подкладку шириной от 80 до 200 миллиметров. На одном конце ленты при склеивании внахлестку абразивные зерна удаляют горячей водой на протяжении от 80 до 100 миллиметров, потом накладывают на смазанную клеем обнаженную основу другой конец ленты. Сжимают соединенные концы и высушивают их при использовании специального приспособления или клеильного пресса.

Листовую шкурку используют для комбинированных ленточно-шлифовальных станков. Для шлифовальных дисков принято вырезать шкурку в виде круга по шаблону, диаметр которого больше на 60 – 80 миллиметров диаметра диска. Используя прямоугольный шаблон, заготовки вырезают для бобины. После раскроя они имеют ровные края без вырывов. Наличие непроклеенных концов или уплотнений при склеивании лент может спровоцировать преждевременный разрыв ленты.
Шкурку раскраивают для широколенточных шлифовальных станков на листы по шаблону, который изготовлен из фанеры или алюминиевого листа. Шкурку раскраивают таким способом, чтобы края получились ровными, а разность длины боковых кромок составляла не больше 1 миллиметра. Один из скошенных краев зачищают, удаляя абразив на ширине 20 миллиметров. Зачищенный край и продольные кромки оклеивают полоской кальки, что имеет ширину 40 миллиметров, которая выступает за край шкурки примерно на 10 миллиметров.
Смазывают скошенный край с калькой клеем и выдерживают на воздухе, зависимо от вязкости и вида клея. Затем скошенные края соединяют и накладывают на место стыка полоску шкурки, место соединения сжимают и держат в прессе. Готовые бесконечные ленты принято вывешивать на специальных кронштейнах и выдерживать не меньше суток в сухом помещении до установки на шлифовальный станок.
Принцип работы ленточно-шлифовального станка
Ленточный шлифовальный станок состоит из столешницы с рабочим столиком для крепления режущего инструмента. Этот столик фиксируется в разных положениях относительно столешницы. Материалом для столешницы обычно служат ламинированные ДСП толщиной 25 миллиметров. Рабочий стол на роликах перемещается вручную или в поперечном направлении посредством механического привода по круглым направляющим, которые прикрепляются к суппортам.
Над столом располагается рабочая лента, надетая на неприводной и приводной шкивы. Шлифовальная лента натягивается и регулируется с помощью винтового устройства с пневмоцилиндром. Двухленточные шлифовальные станки имеют два одинаковых шлифовальных инструмента, которые размещаются последовательно на станине и имеют шлифовальные ленты, которые движутся навстречу друг другу.
Шлифование производится при поперечном движении рабочего стола и продольного перемещения короткого утюжка, который прижимает ленту к обрабатываемому материалу. Шлифовальные ленты в движение приводятся от электрического мотора через ременную передачу. Отходы, которые образуются при шлифовании, улавливаются пылеприемником, который присоединяется к эксгаустерной сети.
Назначая режим шлифования, рекомендуется по определенной шероховатости и свойствам материала, что обрабатывается, выбирать зернистость шкурки, скорость подачи и усилие прижима ленты к изделию. Зернистость шкурки принято выбирать, зависимо от твердости обрабатываемых материалов и требуемой шероховатости поверхности. Усилие прижима и скорость подачи являются взаимозависимыми величинами. При небольшом усилии и большой скорости подачи шкурки некоторые места поверхности способны не прошлифовываться, при большом давлении и малой подаче возможны прожоги и почернение материала.
Перед установкой ленты проверяют качество ее склеивания. Не стоит применять неправильно склеенные и надорванные шлифовальные ленты с неровным краем. При помощи маховичка можно уменьшить расстояние между шкивами и надеть ленту. Место склеивания размещается так, чтобы наружный со стороны абразива конец шва направлялся против рабочего движения шлифовальной ленты.
Натяжение ленты получается регулировать, перемещая натяжной ролик для ленточно-шлифовального станка или неприводной шкив. Не желательно слишком натягивать ленту, потому что это приводит к ее разрыву. Но шлифовальная лента при слабом натяжении проскальзывает по шкивам и нагреваться очень быстро. Силу натяжения устанавливают, зависимо от прочности основы режущего инструмента и определяют по стреле её прогиба при небольшом нажиме на нее.

Насколько правильно лента набегает, можно проверить при повороте шкива вручную или кратковременного включения электродвигателя. Ось шкива при соскальзывании ленты поворачивают рукояткой на небольшой угол и фиксируют стопорным устройством. После настройки ленточно-шлифовального станка включается система отсоса пыли, производится пробная обработка деталей и проверяется их качество.
Ленточно-шлифовальный станок с ручной подачей может обслуживать один рабочий. Перемещая изделие относительно режущего инструмента в продольном направлении, и поворачивая деталь вокруг оси, оператор в контакт с лентой последовательно вводит все участки, которые образуют обрабатываемую поверхность. При замедлении скорости или неосторожном движении возможно образование прошлифовки.
Отдельные участки детали принято шлифовать за несколько проходов. Достичь качественного выравнивания можно при правильном регулировании давления, которое оказывается на рукоятку утюжка, и скорости передвижения стола и утюжка. Давление при приближении к кромкам необходимо снижать, чтобы предотвратить их сошлифовывание. Для увеличения качества и производительности шлифования небольшие бруски укладывают на стол в ряд по нескольку штук одновременно.
Ленточно-шлифовальные станки с механической подачей изделий обслуживают два оператора. Один из них на конвейер укладывает деталь, ориентирует ее по ширине рабочего стола и направляет изделие под прижимные элементы станка. Детали при захвате конвейером нельзя передвигать в боковом направлении.
Не допускается подача в станок заготовок, которые имеют неодинаковую толщину, и деталей с грубыми дефектами поверхности. Скорость подачи и давление прижимной балки, как правило, в процессе обработки не регулируют. Второй оператор занимается приемом готовых деталей и следит, чтобы не возникало недопустимого закругления кромок и прошлифовки.
Изготовление ленточного шлифовального станка
Цена ленточно-шлифовальных станков от промышленного производителя достаточно высока, поэтому при их нечастом использовании мастера невольно задумываются – покупать оборудование или нет. Альтернатива покупке дорогого станка – сборка его своими руками. Основными деталями станка является станина, катки и двигатель.
Двигатель можно снять от старой стиральной машины. Станину вырежьте из толстого железа размером 500 на 180 на 20 миллиметров. Одну сторону ровно обрежьте на фрезерном станке по металлу, она требуется для крепления площадки с мотором. Габариты рабочей площадки -приблизительно 180 на 160 на 10 миллиметров. Сделайте разметку и просверлите три отверстия в торце ровно обрезанной станины. Необходимо притянуть площадку к станине тремя болтами.
Помните, что чем большую длину имеет рабочий стол, тем вы получите больше возможностей при выборе технологического приёма для шлифования и обработки изделия. Если длина обрабатываемой детали меньше или равна длине рабочего стола, то вы сможете достичь идеальной шлифовки намного проще, чем при передвижении крупной заготовки.
Двигатель должен плотно размещаться на станине. Он должен иметь мощность примерно 2,5-3,0 кВт и число оборотов в минуту порядка 1500. Если выбрать скорость движения шлифовальной ленты приблизительно 20 м/с, то диаметр барабанов должен составлять около 200 миллиметров. Таким образом, при достаточных оборотах двигателя редуктор для шлифовального станка не требуется.
Один из двух барабанов будет играть роль ведущего, который следует жёстко закрепить на валу движка, а другой натяжной должен свободно вращаться вокруг неподвижной оси на подшипниках. Стол со стороны ведомого барабана должен иметь некий скос, который будет обеспечивать плавное касание шлифовальной ленты поверхности рабочего стола, особенно это актуально для проклеенного стыка.
Изготовить натяжной барабан и барабан, что ведет шлифовальную ленту, вы можете из ДСП. Для этого нужно напилить заготовки из плиты габаритными размерами 200 на 200 миллиметров и из них собрать пакет в 240 миллиметров. Квадратные плитки или их пакет следует сложить на оси и проточить до диаметра около 200 миллиметров.
Помните, что в центре диаметр барабана должен быть на 2-3 миллиметра больше, чем по краям. При подобной геометрии поверхности гибкая шлифовальная лента будет располагаться посередине барабана. Оптимальной шириной ленты является показатель в 200 миллиметра. Из рулона наждачного полотна, что имеет ширину в 1 метр, легко получится склеить 5 подобных лент.
Клеить режущий инструмент необходимо встык, снизу подложив тонкий плотный материал, к примеру, брезент. Клей рекомендуется использовать самый качественный, который сможете раздобыть. На катки в обязательном порядке натяните резину, ширина которой достигает 30 миллиметров. Резину можно взять от камер мопеда или велосипеда.
На самодельном ленточном шлифовальном станке, кроме шлифовки деревянных изделий, для которых он собственно и предназначается, очень удобно затачивать инструменты с режущими поверхностями – стамески, ножи, топоры, секаторы. Еще одним плюсом данной шлифовальной машины является возможность работы с деталями, которые имеют криволинейную поверхность – для этого нужно шлифовать обрабатываемое изделие обратной стороной рабочей ленты.
strport.ru
Ленточно шлифовальный станок по металлу: характеристики
Среди многообразия станков по металлу особое место занимает ленточно-шлифовальный. Его главная отличительная черта – лента, на поверхность которой нанесены абразивные материалы повышенной прочности. Использование таких станков по металлу получило широкое распространение в металлообрабатывающей промышленности, где с их помощью осуществляется финишная полировка поверхностей деталей.
Где применяется
Ленточно-шлифовальный станок принадлежит к числу устройств, без которых невозможно создание качественных, надежных и долговечных металлических элементов, являющихся составными элементами различных конструкций. С его помощью возможно:
- удаление с поверхности заусениц;
- наплывов лакокрасочных материалов;
- устранение незначительных дефектов поверхности в виде выступов и бугров.
 Ленточно-шлифовальный станок GRIT-GI
Ленточно-шлифовальный станок GRIT-GIТакое оборудование незаменимо при необходимости выполнить качественную шлифовку внутренней поверхности металлических изделий, особенно на завершающей стадии шлифовки закруглений. Ленточный шлифовальный станок может быть использован при работе с легированной и простой сталью, цветными металлами.
Существуют модели станков по металлу, на которых выполняется шлифовка металлических изделий с элементами различной формы. Детали могут быть:
- круглыми;
- квадратными;
- овальными;
- многоугольными.
Подвергаются этой обработке трубные составляющие, диаметр поперечного сечения которых отличается значительным размером.
 Обработка ленточно-шлифовальным станком
Обработка ленточно-шлифовальным станкомТак как процесс механической обработки изделий из металла состоит из нескольких этапов, то для каждого из них существует специально созданное оборудование. Только использование шлифовальных станков позволяет добиться полноценной гладкости и ровности поверхности составляющих. Тип станка зависит от формы детали, особенностей металла, класса точности обработки и серийности выпуска элементов.
Конструктивные особенности
Для выполнения технологических операций на производстве в цехах устанавливают два вида станков по металлу, осуществляющих шлифовку.
Специализированные, изготавливаемые по индивидуальному заказу для выполнения строго определенных операций, связанных с финишной обработкой деталей.
И обычного назначения, используемы для стандартной шлифовки элементов серийного производства. Марка такого оборудования зависит от операций, которые на нем выполняются. Это может быть шлифовка наружная и внутренняя. Для чистовой обработки деталей со сложной геометрией нужна профильная шлифовка.
 Шлифовальные станки
Шлифовальные станкиВ современном производстве используют и станки, которые предназначены для выполнения нескольких технологических операций, связанных с финишной обработкой. Такое оборудование имеет непосредственное отношение к числу дорогостоящих устройств и потому производство не всегда рентабельно.
Основной рабочий элемент, которым оснащены ленточно-шлифовальные приборы – лента с покрытием из абразивных материалов. Ее склеивают, превращая в кольцо, и крепят на двух роликах.
Вращательное движение передается от роликов ленте. А скорость и частота вращения всего механизма зависят от мощности двигателя, установленного на станок. Для того чтобы добиться максимального качества обработки поверхности оборудование оснащают моторами с повышенной частотой оборотов.
Спецификация оборудования
В первую очередь нужно сказать о том, что ленточно-шлифовальные машины, точнее, их использование для финишной обработки, могут стать причиной того, что деталь будет забракована из-за царапин на отшлифованной поверхности. Важно правильно подобрать ленту и размер зерна абразивного материала. Такие характеристики, как мощность и количество оборотов в минуту должны оказать непосредственное влияние на сделанный выбор. На повышенных оборотах крупнозернистое абразивное покрытие повредит ровную гладкую поверхность.
 Виды лент для шлифовального станка
Виды лент для шлифовального станкаЗернистость шлифовальной шкурки классифицируется в строгом соответствии с существующим стандартом:
- для грубых операций по металлу – Р22–Р36;
- мокрая шлифовка – Р1000 – Р1200;
- для максимально бережной и точной шлифовки – Р2000 – Р2500.
Характеристики, отличающие ленточно-шлифовальные станки, используемые для выполнения операций на металлических поверхностях, указывают на мощность двигателя и количество оборотов. Правильно выставив обороты можно осуществлять шлифовку не только ровных поверхностей и кромок деталей, но и обработку закругленных элементов. Для получения высококачественного результата необходимо снизить обороты и пройтись по поверхности несколько раз.
Ленточные шлифмашины (ЛШМ)
Основные характеристики
Составляя описание станков по металлу важно упомянуть и такие характеристики, как:
- размер ролика;
- параметры приводного ролика;
- высота рабочего стола;
- угол наклона стола.
Шлифовальный станок может быть установлен и закреплен на поверхности рабочего стола, что облегчает процесс обработки небольших элементов, изготовленных из легированной стали или цветных металлов. Прежде чем задуматься об установке станка по металлу на поверхность стола, необходимо уточнить его габариты.
 Строение шлифовального станка
Строение шлифовального станкаИнтересуясь станками по металлу, стоит обратить внимание на наличие отверстия для пыли, без которого невозможно полноценное функционирование устройства. Ленточно-шлифовальные агрегаты выходят из строя при неосторожном обращении и в результате сильных загрязнений, в том числе и скопившейся пылью.
Электропитание, мощность, уровень шума
Важнейшие характеристики, которыми отличаются ленточно-шлифовальные агрегаты – мощность двигателя и необходимое для его функционирования электропитание. Мотор мощностью от 3 до 4 кВт является наиболее востребованным. Таких параметров вполне достаточно для работы с различными металлами, но недостаточно для того, чтобы поцарапать деталь. Конечно, это актуально в том случае, если правильно выбрана лента.
Эффективная работа возможна только в том случае, если станок подключен к электросети с постоянным напряжением.

Точные характеристики питания, при которых нормально функционирует ленточно-шлифовальный станок:
- 400 В;
- 50 Гц;
- 6,2–6,6 А.
Работа устройства неизбежно сопровождается шумом, возникающим при включении агрегата. Уровень его не должен превышать:
- во время работы 90 дБ;
- на холостом ходу – 86 дБ.
Превышение указанных значение непросто создает дискомфорт, но способно причинить вред здоровью человека. Указанные характеристики уровня звукового давления не являются обязательными, но в большинстве случаев именно они помогают пользователю правильно оценить возможность существования опасности и определенной степени риска во время операций, которые выполняют, используя ленточно-шлифовальные устройства.
Размеры станины и угол наклона стола
Ленточно-шлифовальный агрегат устанавливается на поверхность рабочего стола, фиксируется крепежными болтами. Перед установкой и фиксацией важно уточнить такие характеристики, как:
- угол наклона стола, обычно составляет от 30 до 50 0;
- габариты станины, длина которой составляет в большинстве случаев 400 мм, ширина варьируется от 300 до 400 мм.
Именно от этих параметров зависит удобство мастера при выполнении операций, связанных со шлифовкой различных металлических поверхностей.
Шлифование направляющих станиныПравильно выбранный угол наклона стола позволяет устанавливать ленточно-шлифовальный агрегат, предназначенный для полировки небольших элементов, округлостей и кромок деталей. Каждое устройство должно быть оснащено гасителем искр, ограждением ремня, регулятором положения, рукояткой блокировки угла наклона станины.
Выключатель, установленный на качественный и функциональный ленточно-шлифовальный агрегат, в обязательном порядке оснащается блокиратором. Это необходимо для обеспечения надежной полноценной защиты от перегрузки. Все перечисленные характеристики являются свидетельством и подтверждением функциональности устройства, но эффективной работы каждый пользователь должен быть уверен в собственной безопасности во время выполнения работ.
Правила безопасности пользования станком
В первую очередь необходимо сказать о том, что категорически запрещается приступать к выполнению операций, связанных со шлифовкой металлических деталей, не убедившись в качестве и надежности крепления станка на поверхности рабочего стола. После этого, нужно переодеться в специальную форму и позаботиться о наличии средств индивидуальной защиты, в роли которых выступают перчатки, очки, головной убор. Далее следует проверить:
Перед использованием нужно проверить станок на исправность- месторасположения электрического кабеля и качество его подсоединения, осуществляющегося с помощью плавкого предохранителя;
- перед запуском станка нужно присоединить пылесборник и осуществить регулировку натяжения ленты;
- отрегулировать, используя рукоятку, угол наклона.
После включения агрегата выполняют пробную шлифовку, после которой подтягивают, ослабляют или заменяют ленту. Все операции проводят в закрытых помещениях, после получения подтверждения о пригодности и исправности оборудования.
В современном производстве используется ленточно-шлифовальное оборудование главной отличительной чертой и преимуществом которого можно назвать модульность, многофункциональность, наличие в оснащении дополнительных элементов. Это станки пользуются повышенным спросом при выполнении финишной обработки деталей, изготовленных из различных металлов, а их использование позволяет добиться положительных результатов в выполнении работ высокого уровня качества.
Реклама партнеров
Видео: Самодельный ленточно-шлифовальный станок
promtu.ru