Назначение и принцип действия ленточнопильного станка — ООО «СТК»
Назначение и принцип действия ленточнопильного станка
точнопильный станок — это промышленное оборудование, в котором главный инструмент – ленточная пила. Она выглядит как лента, натянутая на два или три крепких шкива. Во время работы постоянно вокруг них вращается. Назначение ленточнопильного станка – резка металла, дерева, при необходимости – полимеров.
Из чего состоят ленточнопильные станки для резки металла
Это оборудование бывает вертикальным и горизонтальным; по степени автоматизации ручным, а также полуавтоматическим и популярным сегодня автоматическим.
Шкивов может быть 2 или 3; они составляют замкнутый контур для постоянного вращения ленточной пилы. Большое их преимущество в том, что ресурс работы режущего полотна увеличен, его долго не нужно менять. Независимо от типа, модели, назначения ленточнопильного станка, его составляющие таковы:
- корпус;
- привод с механизмами;
- узел, который отвечает за качество и скорость резки;
- механизмы плавной подачи заготовок для дальнейшей резки, их загрузки;
- система умного управления всеми узлами, которая включает гидравлические и различные электромеханические комплектующие.


Во время работы любое режущее полотно подвергается воздействию повышенных температур. Чтобы оно не вышло из строя раньше времени, на него автоматически подается СОЖ – то есть смазочно-охлаждающая жидкость. Она предохраняет рабочее полотно от преждевременного износа, не дает попадать опилкам и мелкой пыли металла в воздух.
В роли этой жидкости выступает вода либо специально заготовленный состав, который охлаждает инструмент и выступает в роли регулярной смазки. Некоторые ленточнопильные станки для резки металла оснащены небольшими жесткими щеточками. Они очищают рабочее полотно во время резки постоянно. Это обеспечивает более ровный и качественный распил, лучше защищает оператора от пыли и вылетающих мелких стружек металла. И, что очень важно, экономит деньги владельца, поскольку срок службы оборудования значительно продлевается.
Режимы резания ленточнопильного станка
Ленточные пилы движутся в разных режимах, которые выставляет оператор. Они выставляются в зависимости от цели резки, величины и характера распила, твердости материала.
Зажатие
Правильное зажатие повышает производительность работы, его задача – исключить малейшую вибрацию рабочего полотна. Зажатие должно быть максимально плотным, а в некоторых случаях, при обработке целого пакета металлозаготовок, используют сварку их между собой.
Охлаждение участка резания
Используется специальная эмульсия СОЖ, особенно активно – при резке твердых сталей повышенной прочности, титана, никелевых сплавов. Во время обработки чугуна эмульсию не используют, работая всухую.
Скорость резки и особенности подачи
Диапазон резки, как показывает практика, оптимален от 10 до 100 м/мин. Это время, за которое перемещается линейное полотно ленточной пилы. Режим выставления скорости зависит от объема, твердости металла, поперечного сечения, формы и типа данной заготовки. Чем плотнее материал, тем ниже скорость выставляется. Это обеспечивает большую точность распила.
Чем меньше площадь сечения заготовки, тем выше выставляется скорость ленточнопильного станка. Например, для профилей и различных труб выставляется сниженная скорость резки, одновременно очень важна плавность и постоянство подачи к рабочему полотну. По мере того как пила затупляется, скорость подачи ускоряется. Если возникают вибрации, наоборот, скорость замедляется.
Например, для профилей и различных труб выставляется сниженная скорость резки, одновременно очень важна плавность и постоянство подачи к рабочему полотну. По мере того как пила затупляется, скорость подачи ускоряется. Если возникают вибрации, наоборот, скорость замедляется.
Рекомендации к изменению режимов резания
То, насколько верно выставлен режим, зависит от типа стружки, образуемой во время работы ленточнопильного станка. По ее виду можно определить, не нужно ли изменить режим.
- Стружка в виде порошка или слишком мелкая – нужно увеличить скорость подачи заготовок.
- Тяжелая, слишком толстая, стружка голубоватого оттенка – нужно снизить скорость резки, она слишком высокая.
- Стружка свободно скручивается – режим установлен правильно.
Большое значение имеет также шаг зубьев, ширина пильного полотна, угол реза. Оптимальный угол при переменном шаге от 1,5/2 до 5/6 выставляется на 10 градусов для резки высоколегированных сталей.
Ленточнопильный станок по металлу купить можно в нашем интернет-магазине. Мы гарантируем честные цены и выгодные оптовые партии.
Ленточнопильные станки – Деревообрабатывающие станки
Ленточнопильные станки
Категория:
Деревообрабатывающие станки
Ленточнопильные станки
Кроме лесопильных рам для получения пиломатериалов используют леточнопильные и круглопильные станки, а также фрезерно-пильные агрегаты. Выбор оборудования определяется назначением, размерами, требуемым качеством изделия, а также качеством, размерами распиливаемого сырья и экономической целесообразностью применения того или иного оборудования.
Большую часть пилопродукции в нашей стране получают в результате обработки бревен на лесопильных рамах. Это объясняется тем, что основное лесопиление до последнего времени было сосредоточено в европейской части СССР. В связи с широким освоением богатств Сибири и Дальнего Востока центр дальнейшего развития лесопиления переносится в восточные районы нашей страны, где характер лесов в значительной степени отличается от лесов европейской части СССР. Укрупнение диаметров распиливаемых бревен, снижение сортности толстомерных бревен приводит к индивидуальной распиловке сырья на ленточнопильных станках. Это позволяет получать из низкосортного сырья большее количество высокосортных пиломатериалов.
В связи с широким освоением богатств Сибири и Дальнего Востока центр дальнейшего развития лесопиления переносится в восточные районы нашей страны, где характер лесов в значительной степени отличается от лесов европейской части СССР. Укрупнение диаметров распиливаемых бревен, снижение сортности толстомерных бревен приводит к индивидуальной распиловке сырья на ленточнопильных станках. Это позволяет получать из низкосортного сырья большее количество высокосортных пиломатериалов.
Использование ленточнопильных станков дает возможность сократить количество опилок по сравнению с рамным пилением в 1,5… 2 раза, а выход основной пилопродукции повысить на 1 … 2,5%.
Ленточнопильные станки в основном применяют для продольной распиловки крупномерной фаутной древесины и индивидуального раскроя древесины ценных пород. Эти станки коренным образом отличаются от лесопильных рам. Они сравнительно просты по конструкции. В механизме резания в процессе работы отсутствуют большие динамические нагрузки, так как режущий инструмент, выполненный в виде непрерывной пильной ленты, характеризуется постоянным поступательным движением. Пильная лента охватывает два шкива, один из которых приводной ведущий, а второй — ведомый. В основном выпускают ленточнопильные станки с вертикальным расположением шкивов. К этим станкам можно отнести модели ЛБ125К-1, ЛБ50-1. Станки различаются только размерами шкивов. Наиболее распространен станок ЛБ150-1.
Пильная лента охватывает два шкива, один из которых приводной ведущий, а второй — ведомый. В основном выпускают ленточнопильные станки с вертикальным расположением шкивов. К этим станкам можно отнести модели ЛБ125К-1, ЛБ50-1. Станки различаются только размерами шкивов. Наиболее распространен станок ЛБ150-1.
На основе ленточнопильных станков созданы станочные линии ЛБЛ125К-1, ЛБЛ150Д-1 для продольной распиловки бревен.
Ленточнопильный станок ЛБ150-1 используют в комплекте с околостаночным оборудованием. В комплект входят механизм подачи с тележкой, загрузочный конвейер, разгрузочный роликовый конвейер и пульт управления.
Рис. 1. Ленточнопильный станок ЛБ150-1 с околостаночным оборудованием:
1, 7 —конвейеры, 2— электродвигатель, 3 — стойка, 4 — захват, 5 — кантователь, 6 — механизм резания, 8 — пульт управления, 9 — привод тележки, 10 — электродвигатель привода тележки, 11 — рельсы, 12 — тележка механизма подачи, 13 — натяжное устройство
Станина станка сварная, коробчатого сечения и установлена на фундаментной плите. На станине установлен механизм резания станка (рис. 91). Пильная лента охватывает два шкива одинакового диаметра (1500 мм), но разной массы, из которых нижний приводной ведущий, а верхний 4 — ведомый. Нижний шкив более тяжелый. Он выполняет роль маховика, не давая ослабляться ленте в верхней зоне в случае ее затормаживания при пилении. Скорость резания 45 м/с.
На станине установлен механизм резания станка (рис. 91). Пильная лента охватывает два шкива одинакового диаметра (1500 мм), но разной массы, из которых нижний приводной ведущий, а верхний 4 — ведомый. Нижний шкив более тяжелый. Он выполняет роль маховика, не давая ослабляться ленте в верхней зоне в случае ее затормаживания при пилении. Скорость резания 45 м/с.
Рабочие поверхности шкивов должны быть слегка выпуклыми, что обеспечивает устойчивое положение пильной ленты при работе. Нижний шкив приводится в действие от электродвигателя мощностью 75 кВт через клиноременную передачу, которая передает крутящий момент на вал нижнего шкива. Для быстрого затормаживания шкива при обрыве пильной ленты и отключения двигателя установлен ленточный тормоз, который работает от гидроцилиндра. Верхний шкив вращается на оси, смонтированной на двух роликоподшипниковых опорах. Эти опоры подвижны и могут перемещаться в вертикальном направлении от винтов механизма перемещения оси верхнего шкива.
Рис. 2. Схемы механизма резания станка ЛБ150-1:
2. Схемы механизма резания станка ЛБ150-1:
а — конструктивная, б — кинематическая; 1, 4 — шкивы, 2— опорная дение, 7, 11, 21 — электродвигатели, 8 — натяжной механизм, 9 — червячная пара, 16 — маховичок, 17 —ось, 18 — опора, 20— цепная менная передача, 26 — тормоз
Механизм перемещения состоит из электродвигателя, цепной передачи, вала и двух червячных пар. Червячные гайки этих пар закреплены в подшипниковых опорах. При вращении этих гаек винты перемещают опоры оси, что приводит к предварительному натяжению пильной ленты. Для поддержания постоянного напряжения в пильной ленте во время работы и натяжения ленты предусмотрен натяжной механизм грузового типа. Груз через систему рычагов с передаточным отношением 40 : 1 перемещает вверх опоры оси, создавая тем самым необходимое натяжение ленты. Для устойчивой работы режущего инструмента напряжение в ленте должно быть 100 … 140 МПа.
Чтобы предотвратить сбег пильной ленты со шкивов, регулируют наклон оси в вертикальной плоскости с помощью маховичка.
Для придания большей жесткости ленте на ее рабочем участке предусмотрено направляющее устройство. Верхняя направляющая может перемещаться от электродвигателя и ходового винта. Положение направляющей определяется высотой пропила.
Механизм подачи станка состоит из тележки, стоек, захватов, цепного кантователя, электродвигателя, механизма перемещения стоек и канатно-барабанного привода перемещения тележки, скорость которой достигает 125 м/мин.
Управление процессом распиливания бревна дистанционное и осуществляется с пульта управления. Бревно с загрузочного конвейера передается на тележку и закрепляется захватами, которые смонтированы на стойках. Для правильной ориентации бревна используют цепной кантователь, управляемый дистанционно.
Для синхронного перемещения стоек с бревном на толщину отпиливаемой доски используют электродвигатель постоянного тока с системой кинематических пар. При распиловке бревна по сбегу стойки могут перемещаться каждая в отдельности от гидроцилиндров.
Бревна загружаются на тележку поштучно. При повороте отсекателя отбирается одно бревно и доставляется на грузовой стол. Погрузочный рычаг в это время находится в крайнем левом положении. При подъеме рычага рычаг надвигает бревно на платформу тележки и прижимает его к стойке. В зависимости от места расположения качественных зон на торце бревна, его поверхности или направления кривизны поворачивают бревно перед зажимом захватами, расположенными на стойке, для наибольшего выхода пиломатериалов. Эту операцию производят кантователем (манипулятором). На его корпусе смонтированы электродвигатель, редуктор и рабочая цепь. На цепи закрепляют башмаки, поворачивающие бревно во время работы кантователя.
Рис. 3. Механизм загрузки и ориентации бревен станка ЛБ150-1:
1 — отсекатель, 2, 13— рычаги, 3 — захват, 4 — башмак, 5— стойка, б —цепь кантователя, 7 — электродвигатель, 8 — редуктор, 9 — корпус кантователя, 10, 12, 14 — гидроцилиндры, 11 — тележка, 15 — грузовой стол
Сдвоенные ленточнопильные станки применяют на ленточно-пильных линиях типа ЛБЛ для продольной распиловки бревен. Бревно зажимается с торцов штангами подающего механизма и распиливается при парном симметричном отделении досок. В зависимости от геометрических характеристик и пороков бревно раскраивается по заранее разработанным программам, которые заложены в блок памяти управляющего устройства.
Рис. 4. Сдвоенные ленточнопильные станки с программной настройкой:
1 — электродвигатель, 2 — редуктор, 3 —ходовой винт, 4, 5 — пильные блоки, 6 — преобразователь импульсов, 7 — диск
Для перемещения и установки пильных узлов согласно заданной программе сдвоенные ленточнопильные станки оснащены механизмами перемещения и системой программного управления. Полученная система должна обеспечивать позиционирование пильных узлов с точностью ±0,3 мм и быстродействие не менее 30 мм/с.
Сдвоенные ленточнопильные станки позволяют раскраивать бревна по оптимальным программам, обеспечивая наибольший объемный выход пиломатериалов заданных сечений. Последовательное расположение сдвоенных станков позволяет полностью раскраивать бревно за один проход и добиваться высокой производительности на средних скоростях подачи 40 … 45 м/мин.
Последовательное расположение сдвоенных станков позволяет полностью раскраивать бревно за один проход и добиваться высокой производительности на средних скоростях подачи 40 … 45 м/мин.
Делительные ленточнопильные станки используют для распиловки брусьев и толстых досок на тонкие доски. Конструкция механизма резания этих станков такая же, как у ленточнопильных станков для распиловки бревен, а конструкции механизмов подачи коренным образом различаются.
Делительный ленточнопильный станок ЛД125-2 предназначен для ребрового деления досок на установленный размер, а также симметричного раскроя распиливаемого материала. Станок состоит из механизмов резания и подачи. Скорость резания 40 м/с.
Механизм резания незначительно отличается от механизма резания бревнопильного станка и состоит из станины сварной конструкции, стойки, двух шкивов, диаметром 1250 мм с приводом мощностью 45 кВт, грузового механизма натяжения, пильной ленты, направляющего устройства, перемещаемого от электродвигателя. На станине установлен пульт управления. Положение верхнего шклва регулируют маховичком. Механизм резания снабжен быстродействующим колодочным тормозом, который автоматически срабатывает при обрыве ленты.
На станине установлен пульт управления. Положение верхнего шклва регулируют маховичком. Механизм резания снабжен быстродействующим колодочным тормозом, который автоматически срабатывает при обрыве ленты.
Механизм подачи станка выполнен с вертикальным расположением исполнительного механизма, который смонтирован на станине, и состоит из базового суппорта, механизма установки на размер и прижимного суппорта. Станина механизма подачи одним концом прикреплена болтами к станине механизма резания, а другой конец через опору установлен на фундамент. Наибольшая высота распиливаемого материала 630 мм.
Суппорт представляет собой пластинчатый конвейер с натяжным устройством. Конвейер приводится в действие от гидромотора через редуктор и зубчатую передачу. Скорость подачи регулируется бесступенчато в пределах 5 … 45 м/мин. Перемещается суппорт по направляющим качения, получая движение от гидроцилиндра механизма установки на размер и симметричного распила. Этот механизм включает в себя упор, диск с одиннадцатью упорами настройки и реечный редуктор, состоящий из двух зубчатых реек, и реечного колеса. Реечный редуктор при включенной фрикционной муфте согласует перемещение базового и прижимного суппорта в случае симметричного распила.
Реечный редуктор при включенной фрикционной муфте согласует перемещение базового и прижимного суппорта в случае симметричного распила.
Во время настройки диск приводится во вращение электродвигателем через редуктор и цепную передачу. Для настройки предусмотрены два комплекта упоров: на размер 5…100 мм и 100 … 200 мм.
Суппорт обеспечивает надежный прижим распиливаемого материала к базовой поверхности конвейера и состоит из одного приводного рифленого ролика и шести гладких неприводных прижимных роликов. Кронштейны осей этих роликов шарнирно закреплены на суппорте и снабжены пружинами или гидроцилиндрами для создания необходимого прижимного усилия. Подающий валик приводится в действие от гидромотора через редуктор и зубчатую передачу. Перемещается суппорт от гидроцилиндра по шариковым направляющим.
На станине со стороны рабочего места расположен пульт управления, на котором находится шкала размеров пиления с тумблерами установки заданного размера. Для регулирования усилия прижима предусмотрен переключатель. Механизм пиления запускают и останавливают нажатием кнопок. Кнопки управляют механизмом подъема и опускания суппорта верхнего шкива.
Механизм пиления запускают и останавливают нажатием кнопок. Кнопки управляют механизмом подъема и опускания суппорта верхнего шкива.
Рис. 5. Делительный ленточнопильный станок ЛД125-2: а — общий вид, б — кинематическая схема механизма подачи; 1 — привод механизма резания, 2 — гидрооборудование, 3 — пульт управления, 4 — грузовой механизм натяжения, 5 — стойка, 6 — маховичок, 7— электродвигатель перемещения направляющей, 8, 15 — верхний и нижний шкивы, 9 — направляющее устройство, 10, 12 — суппорты, 11 — пильная лента, 14 — станина, 16 — диск, 17 — упор, 18 — электродвигатель, 19, 26 — гидроцилиндры, 20 — гидромоторы, 21 — редукторы, 22 — конвейер, 23 — натяжное устройство, 24, 25 — ролики, 27, 29 — зубчатые рейки, 28 — реечное колесо
Для реверсирования направления подачи используют кнопки, для остановки механизма подачи — кнопку.
При проведении симметричного распила включают тумблер. В зависимости от высоты пропила направляющая пильной ленты нажатием кнопок, устанавливается в соответствующее положение. В случае перегрузки электродвигателя механизма пиления загорается сигнальная лампа. Необходимую скорость подачи устанавливают поворотом рукоятки и отсчетом по лимбу.
В случае перегрузки электродвигателя механизма пиления загорается сигнальная лампа. Необходимую скорость подачи устанавливают поворотом рукоятки и отсчетом по лимбу.
Рис. 6. Пульт управления станка ЛД125-2:
1 — переключатель, 2—5, 9—12, 14—16 — кнопки управления, 6 — сигнальная лампа. 7, 13 — тумблеры, 8 — рукоятка переключения скорости
Для остановки всех механизмов станка предусмотрена кнопка «Общий стоп».
Степень натяжения пильной ленты контролируют двумя сигнальными лампочками на стойке станка: зеленый цвет — лента натянута нормально; красный цвет —лента не натянута. Предупредительный сигнал о включении станка подают кнопкой.
Масло из гидробака лопастным гидронасосом, приводимым электродвигателем, подается к четырехходовому гидрораспределителю с дистанционным управлением от ножной педали. От гидрораспределителя масло через гидрораспределитель реверсирования поступает в гидрораспределитель, который на схеме изображен в нейтральном положении. Если гидрораспределитель поставить в правую позицию, то масло через дроссель с переливным золотником поступает в рабочую полость гидроцилиндра и обрабатываемый материал прижимается к базовому конвейеру.
Если гидрораспределитель поставить в правую позицию, то масло через дроссель с переливным золотником поступает в рабочую полость гидроцилиндра и обрабатываемый материал прижимается к базовому конвейеру.
При обрыве пильной ленты или остановке двигателя включается электромагнит гидрораспределителя, который занимает левую позицию. Масло нагнетается в среднюю полость двух-штокового гидроцилиндра тормоза механизма резания, и вал затормаживается.
Ленточнопильные станки могут работать в проходном и цикловом режимах.
Время цикла (время, затраченное на один проход) складывается из времени на вспомогательные операции и времени, необходимого для выполнения рабочей операции:
Время рабочей операции составляет в среднем около 40% от времени цикла.
—
Ленточные пилы
Ленточнопильные станки, а также и лобзиковые, режущий инструмент которых представляет собой пильную ленту, в отличие от станков с круглыми пилами применяются преимущественно для криволинейного распиливания пиломатериалов, но их можно использовать и для прямолинейного раскроя древесины. В ленточнопильных станках пилы движутся непрерывно, а в лобзиковых движение у них поступательно-возвратное.
В ленточнопильных станках пилы движутся непрерывно, а в лобзиковых движение у них поступательно-возвратное.
Ленточные пилы подразделяются на столярные и делительные. Ширина полотна столярных ленточных пил выбирается в зависимости от наименьшего радиуса кривизны выпиливаемой заготовки. Столярные пилы шириной 10—60 мм служат для прямолинейного продольного и поперечного, а также криволинейного распиливания пиломатериалов, делительные шириной 50—175 мм — для прямолинейного продольного (на ребро) распиливания брусьев и толстых досок.
Ленточные пилы поступают от заводов-изготовителей в рулонах. Длина ленты в рулоне должна быть кратной 4—6 м для пил столярных и 6—8 м для делительных. При подготовке столярных ленточных пил к работе разрезают рулон на куски необходимой длины, скашивают концы ленты для паяния, паяют их с последующей зачисткой стыков, затем затачивают пилу и разводят зубья. Разводка зубьев ленточных пил производится ручными разводками или на ручных приспособлениях либо на станках-полуавтоматах, где производится и заточка зубьев (рис. 95). В связи с тем, что пильная лента натяжная и тонкая, на ленточнопильном станке пропил получается узким и чистым. Поэтому в целях экономии древесины доски ценных пород обычно раскраивают на ленточнопильных станках.
95). В связи с тем, что пильная лента натяжная и тонкая, на ленточнопильном станке пропил получается узким и чистым. Поэтому в целях экономии древесины доски ценных пород обычно раскраивают на ленточнопильных станках.
Для качественного распиливания необходимо, чтобы пильная лента имела равномерную толщину и ширину, ровный и гладкий обушок, хорошую шлифовку. Зубчатый венец должен быть прямолинейным, а развод зубьев — одинаковым. Концы пильной ленты должны быть прочно спаяны, а места спайки тщательно отшлифованы.
Разорвавшееся пильное полотно можно спаять медным или серебряным припоем. Более прочную спайку дает припой П-Ср-65. Для спайки оба конца полотна опиливают тонким напильником так, чтобы они сошлись на косую фугу и точно легли один на другой. Соединяемые концы должны быть чистыми, на поверхности их не должно быть ржавых мест и жирных пятен. Место спайки достаточно распространить на один зуб. На месте спайки зубья пилы затачивают одинаково с другими, но не разводят.
Для безопасной работы верхний и нижний шкивы, пильная лента, регулирующее устройство и электродвигатель должны быть ограждены. Полотно ленточной пилы во время работы должно быть правильно натянуто. При сильном натяжении качество пропила получается высоким, но такое полотно быстро рвется, а при слабом натяжении пропил получается неровным и пила соскальзывает со шкивов.
Ленточнопильные станки
Ленточный делительный станок ЛД125 предназначен для продольной распиловки брусьев на доски, а также для распиловки брусьев и досок надвое.
Привод пильного полотна осуществляется от отдельного электродвигателя через клиноременную передачу на главный вал, жестко связанный с нижним шкивом, который является также маховичком и обеспечивает равномерную скорость пилы. Подача заготовки производится тремя парами приводных вальцов, которые приводятся в движение через винтовую и зубчатую передачи.
Ширина пильной ленты 125 мм, толщина 1,2 мм, ширина пропила 2,2 мм, высота распиливаемого бруса от 40—400 мм, ширина 15—350 мм, скорость пиления 40 м/сек, вес станка 4500 кг.
По сравнению с ранее выпускавшимися станками станок ЛД125 обладает более высокой производительностью, меньшим потреблением электроэнергии, простотой управления.
Ленточнопильный станок J1C80-3 применяется для криволинейного и прямолинейного пиления и относится к станкам средней мощности. Диаметр пильных шкивов 800 мм, ширина 60 мм; наибольшая высота пропила 200 мм, мощность электродвигателя пилы 4,5 кет, вес станка 1120 кг.
Рабочий стол устанавливают к направлению пилы под разными углами (до 45°), что дает возможность производить распил под разными углами к поверхности детали. Стол закрепляют в нужном положении винтом. Ведущий (нижний) пильный шкив насажен на вал электродвигателя, вмонтированного в нижнюю часть станины; ведомый (верхний) шкив укреплен в верхней части станины. Режущим инструментом станка является бесконечная пильная лента 6, соединенная в кольцо и натягиваемая на оба шкива. Натягивается она суппортом, на котором расположены шарикоподшипники верхнего шкива. Суппорт Устанавливают по высоте штурвальчиком с помощью винта. Для Равномерного и постоянного натяжения пильной ленты служит пружина или рычаг с противовесом.
Суппорт Устанавливают по высоте штурвальчиком с помощью винта. Для Равномерного и постоянного натяжения пильной ленты служит пружина или рычаг с противовесом.
Рис. 1. Ленточный делительный станок ЛД125
Пильное полотно движется и режет сверху вниз, проходя че-Р®3 разрез в столе. Чтобы пильная лента не спадала со шкивов, обоих шкивов покрыты резиновыми бандажами. При работе деталь укладывают на стол и надвигают па полотно пилы. Полотна применяют узкие от 10 до 60 мм, толщиной от 0,6 до 0,9 мм. Чтобы предупредить при распиливании черезмерный прогиб полотна и сдвигание его со шкива, сзади полотна ставят три или четыре упорных ролика. При наличии трех роликов два устанавливают параллельно щечкам ленты, а третий — против обушка пилы; при четырех роликах обе пары роликов устанавливают параллельно щечкам. Один из роликов каждой пары сделан ступенчатым, и на его ступеньку пила опирается обушком. Под рабочим столом устанавливают направляющие колодочки из древесины твердой породы. Для быстрой остановки станка при обрыве пильной ленты у нижнего шкива помещается тормоз. Действует тормоз либо от рукоятки, расположенной возле правой руки станочника, либо от педали.
Для быстрой остановки станка при обрыве пильной ленты у нижнего шкива помещается тормоз. Действует тормоз либо от рукоятки, расположенной возле правой руки станочника, либо от педали.
Рис. 2. Ленточнопильный станок ЛС80-3:
а — общий вид: 1 — электродвигатель, 2 — станина, 3 — ограждение верхнего шкива, 4 — направляющий угольник, 5 — ограждение регулирующего устройства, 6 — полотно пилы, 7 — рабочий стол, 8 — ножной тормоз, 9 — ограждение нижнего ведущего шкива: б — устройство для направления пильной ленты: в — приспособление для пиления по окружности
Затачивают и разводят пильное полотно так же, как полотно лучковой пилы. Разводят зубья на каждую сторону от 0,15 до 0,3 мм.
Для пиления по окружности применяют специальное приспособление.
При массовом продольном раскрое пиломатериалов станки снабжают приставными автоподающими устройствами. Приставной автоподатчик имеет приводные обрезиненные вальцы, смонтированные в одном корпусе вместе с редуктором и электродвигателем. Применение таких автоподатчиков делает работу станочника безопасной и значительно облегчает его труд.
Применение таких автоподатчиков делает работу станочника безопасной и значительно облегчает его труд.
Ленточнопильный станок ЛС40 имеет два пильных шкива: нижний и верхний. Нижний является ведущим, он посажен непосредственно на вал электродвигателя, верхний шкив закреплен на суппорте, натяжение которого производится регулировочной пружиной. Для регулировки правильного набегания пильной ленты на шкив суппорт поворачивается при помощи винта. Стол станка наклонный и устанавливается под любым углом в пределах до 45°. Для продольной распиловки станок снабжен съемным угольником, для поперечной и под углом распиловки имеется передвижная линейка, перемещающаяся по пазу. Станок снабжен блокирующим устройством, обеспечивающим останов двигателя при обрыве пильной ленты. Пила имеет перемещающееся ограждение. Производится пуск и остановка станка кнопками.
Рис. 3. Приставной автоподатчик на ленточнопильном станке:
а — прижим заготовки к направляющей, б — прижим заготовки к столу
Ленточнопильный станок ЛС40 предназначен для прямолинейного и криволинейного распиливания щитов, досок, брусков по наружному контуру. Диаметр пильных шкивов 400 мм, наибольшая ширина ленты 20 мм, наибольшая ширина отпиливаемой доски 3§0 мм, наибольшая высота пропила 200 мм, скорость движения пилы 30 м/сек, вес станка 460 кг. Станок относится к столярным станкам легкого типа и применяется на предприятиях деревообрабатывающей промышленности — на мебельных фабриках, в столярных мастерских и модельных цехах.
Диаметр пильных шкивов 400 мм, наибольшая ширина ленты 20 мм, наибольшая ширина отпиливаемой доски 3§0 мм, наибольшая высота пропила 200 мм, скорость движения пилы 30 м/сек, вес станка 460 кг. Станок относится к столярным станкам легкого типа и применяется на предприятиях деревообрабатывающей промышленности — на мебельных фабриках, в столярных мастерских и модельных цехах.
Режущая часть пильной ленты должна быть снабжена автоматическим ограждением и направляющим устройством, расположенными как можно ближе к распиливаемому материалу, а также ловителем ленты при ее разрыве.
При изготовлении деталей с замкнутым криволинейным профилем должны применяться специальные приспособления. Ленточно-пильный станок оборудуется приспособлением, автоматически очищающим пильный шкив от опилок, и приспособлением, препятствующим спаданию ленты в сторону подачи распиливаемого материала.
Для распиливания досок и брусьев толщиной до 400 мм используется делительный ленточнопильный станок ЛД140. Диаметр пильных шкивов этого станка — 1400 мм, ширина пильной ленты—125 мм, скорость подачи 5—50 м/мин, вес станка 5000 кг.
Диаметр пильных шкивов этого станка — 1400 мм, ширина пильной ленты—125 мм, скорость подачи 5—50 м/мин, вес станка 5000 кг.
Лобзиковые станки
Лобзиковый станок АЖС-3 предназначен для фигурного пиления по контуру. Съемное пильное полотно может быть продето через просверленное отверстие, что дает возможность выпиливать деталь в любом месте. Ширина пильного полотна от 2 до 10 мм, длина 280 мм, толщина 0,71; 0,89; 1,24 мм. Пильное полотно натягивают приспособлением с пружиной. Двигается оно попеременно вверх и вниз. Зубья пилы режут только при движении вниз.
Станок снабжен сверлильным приспособлением с электродвигателем. Стол станка наклоняющийся и делается обычно переставным по высоте. Включают и выключают станок посредством педали.
Рис. 4. Ленточнопильный станок ЛС40:
1 — поворотный стол, 2 — продольная линейка, 3 — станина, 4 — блокирующее устройство, 5 — верхний шкив с натяжным устройством, 6 — реле контроля, 7 — тумба
Рис. 5. Лобзиковый станок АЖС-3:
5. Лобзиковый станок АЖС-3:
Рис. 6. Ажурно-лобзиковый станок АЖС-4:
1 — станина, 2 — пильное полотно, 3 — рабочий стол, 4 — педаль включения и выключения — педаль включения и выключения механизма пилки, 2 — шатунный механизм, 3 — стол, 4 — головка, 5 — рукоятка для ручного опускания верхней державки пилки, 6 — рукоятка включения сверла, 7 — сверлильное устройство. 8 — рукоятка зажима стола, 9 — станина, 10 — барабанный переключатель
Обрабатываемый материал передвигают по столу вручную. Для сдувания опилок установлен вентилятор со шлангом.
Ажурно-лобзиковый станок со сверлильным устройством АЖС-4 имеет станину, которая состоит из нижней части и верхней — хобота. В нижнюю часть станины вмонтированы электрошкаф, электродвигатель, шатунный механизм, педаль для включения и выключения электродвигателя механизма пилки. В верхней части станины установлены головка с воздушным насосом и сверлильное устройство.
Наибольшая длина пильной ленты 280 мм, ход пилки 40 мм, скорость движения пилки 1 —1,3 м/сек, вес станка 540 кг.
Станок АЖС-4 предназначен для выпиливания криволинейных контуров с наименьшим радиусом 20 мм. Толщина обрабатываемого материала колеблется от толщины фанеры до брусков толщиной 80 мм. Станок применяется в производстве мебели, музыкальных инструментов, в авиастроении, вагоностроении и пр.
Лобзиковые пилки должны быть оборудованы пневматическим приспособлением для обдувания обрабатываемого материала,
Станки для заточки пил
Для заточки пил имеются специальные пилоточильные станки. Пилоточильные станки бывают трех видов: простые— с перемещающимся кругом и ручным надвиганием пилы на круг; полуавтоматические — с качающимся и разворачивающимся кругом, ручным надвиганием круга на пилу и ручной подачей пилы; автоматические с автоматическим подъемом и опусканием круга и автоматической подачей пилы на фуг. Производительность станка составляет от 40 до 70 зубьев в минуту.
Заточный полуавтомат ТчПА-3 является универсальным станком и применяется для автоматической заточки круглых, рамных и широких ленточных пил. Для установки круглых пил по высоте в зависимости от их диаметра имеется укрепленное на суппорте центрирующее зажимное приспособление. Для заточки широких ленточных пил имеется особое приспособление, которое состоит из укрепленного на суппорте станка направляющего устройства и двух стоек со шкивами, имеющими реборды для поддержания затачиваемой ленточной пилы. Устанавливаются и снимаются пилы ручным способом.
Для установки круглых пил по высоте в зависимости от их диаметра имеется укрепленное на суппорте центрирующее зажимное приспособление. Для заточки широких ленточных пил имеется особое приспособление, которое состоит из укрепленного на суппорте станка направляющего устройства и двух стоек со шкивами, имеющими реборды для поддержания затачиваемой ленточной пилы. Устанавливаются и снимаются пилы ручным способом.
Для заточки ленточных столярных пил в настоящее время выпущен полуавтомат ТчЛ-6. На этом новом станке можно также разводить зубья пилы.
Заточный станок ТчПН-5 предназначен для заточки круглых и рамных пил, а также плоских ножей с прямолинейной режущей кромкой. Стол для заточки ножей и приспособления для заточки круглых пил крепятся на поворотном хомуте. Это дает возможность быстро и легко устанавливать в рабочее положение стол или приспособление. В этом преимущество станка ТчПН-5 перед ранее выпускавшимися станками ТчПН.
Для установки пилы под углом, необходимым, чтобы получить нужный угол косой заточки зубьев, в верхней части приспособления имеется поворотный сектор со шкалой. Наличие копирного устройства 5 облегчает заточку зубьев круглых и рамных пил.
Наличие копирного устройства 5 облегчает заточку зубьев круглых и рамных пил.
Поскольку в деревообрабатывающей промышленности широко внедряются круглые пилы со вставными зубьями из высоколегированных сталей и металлокерамических твердых сплавов, в настоящее время сконструирован специальный заточный станок модели ТчПКВ-3.
Применение зубьев с режущими пластинками из сплава ВК-15 намного увеличивает износоустойчивость пильных дисков. При нормальной эксплуатации таких пил очередная «доводка» зубьев производится через *80—100 рабочих смен, а точка зубьев — через 160—200 смен.
Разводят зубья пил вручную специальными разводками, а также на станках модели РЗП. На этих станках разводят зубья рамных, круглых и ленточных пил (наибольшая ширина ленты 180 мм, диаметр пилы 1000 мм). За рубежом для этой цели применяют полуавтоматические станки. Правильность развода проверяют специальными шаблонами, обеспечивающими точность проверки ± 0,2 мм. Большую точность (до ± 0,1 мм) дают индикаторные приборы-разводомеры.
При работе на заточных станках абразивные круги должны закрепляться на валу посредством шайб, сжимаемых гайками. Гайка завинчивается в сторону, противоположную вращению круга. Диаметр шайб должен быть не менее 0,5 диаметра круга. Шайба должна иметь заточку или вогнутость и соприкасаться с кругом по кольцевой поверхности шириной в Vie диаметра круга. Крепление круга другими способами запрещается. До установки круга его необходимо тщательно осмотреть через увеличительное стекло и простукать, чтобы установить, нет ли в нем трещин. Пользоваться кругами, имеющими малейшие дефекты (трещины, выбоины, ненормальную толщину, неправильную окружность, отверстие не в центре и т. п.), или замасленными запрещается.
Заточный станок должен быть снабжен шарнирной рамкой с небьющимся стеклом, сблокированной с пусковым устройством. При отсутствии рамки работать без предохранительных очков запрещается. Окружная скорость точильных кругов должна быть в пределах 20—30 м/сек.
Реклама:
Читать далее:
Круглопильные станки для распиливания бревен
Статьи по теме:
Эксплуатация ленточнопильного станка – полезная информация Ленточнопильные станки по металлу
При обработке дерева или металла для выполнения распилов в различных направлениях не обойтись без ленточной пилы (ленточнопильного станка). Данное оборудование гораздо точнее и эффективнее, чем обычная болгарка, также ленточная пила позволяет работать с изделиями абсолютно любой формы. Для исправной работы устройства нужно соблюдать правила эксплуатации и технику безопасности при работе на ленточной пиле.
Данное оборудование гораздо точнее и эффективнее, чем обычная болгарка, также ленточная пила позволяет работать с изделиями абсолютно любой формы. Для исправной работы устройства нужно соблюдать правила эксплуатации и технику безопасности при работе на ленточной пиле.
Расположение станка в мастерской
Основные требования к месту установки ленточной пилы следующие:
- соблюдение вольтажа электросети (220 В или 380 В), который указан в инструкции;
- розетка с вилкой должны быть одинакового типа, в противном случае необходимо переделывать розетку, вилку заменять нельзя;
- при недостаточной длине провода ленточнопильного станка используют удлинитель с длиной провода и его сечением, указанным в инструкции к оборудованию;
- при эксплуатации ленточной пилы условия окружающей среды в помещении должны находиться в следующих пределах: температура от +1 до +30 С, влажность не более 70-80 %;
- площадка под станком должна быть максимально ровной, так система ленточнопильного станка будет более жесткой, и, соответственно, распилы станут точнее.

Эксплуатационные рекомендации
Самым важным при работе с ленточнопильным станком является использование пильного полотна хорошего качества, а также подходящего типа. Не рекомендуется использовать полотно по дереву при работе с заготовками из металла, потому что они могут моментально выйти из строя.
Также стоит обращать внимание на материал, используемый для производства ленты. Для работы с деревянными заготовками часто применяют ленты, изготовленные из стали с твердой кромкой, которые очень долговечны, но при этом не могут быть заточены. Из-за возможности периодической заточки, а также восстановления сваркой в случае разрыва, для обработки дерева пользуются лентами из никелевой стали.
Для обработки изделий из металла нужно точнее подбирать материал пильной ленты:
- для обработки нелегированных или низколегированных сталей используют ленты их углеродистой стали;
- для «нержавейки», а также жаропрочных и высоколегированных сплавов – ленты из биметалла;
- полотна из твердых сплавов (ТСТ) применяют для работы с заготовками из титановых, никелевых сплавов, а также из серого чугуна.

Долговечность полотна зависит, в первую очередь, от применения материалов высокого качества при производстве пильной ленты, а также четкого соблюдения технологии ее изготовления. Для повышения срока службы необходимо снимать ленту со станка для снятия рабочего напряжения, а также хранить очищенную оснастку в сухом месте, в подвешенном состоянии.
Перед обработкой стоит специально подготавливать материал – это касается древесины. Не рекомендуется работать с непросушенными заготовками (более 70 % влажности), необработанными от загрязнений, сучьев и коры.
Работа на ленточной пиле
От работы оператора ленточнопильного станка в основном зависит итоговый результат.
Процесс распила заготовки из дерева выглядит следующим образом:
- деталь, заранее отмеренная для распила, устанавливается к упору;
- производится включение оборудования;
- дождавшись набора рабочих оборотов, подается деталь к пильной ленте;
- деталь должна быть плотно прижата к поверхности стола, подача должна производиться плавно;
- в случае зажатия ленты (заклинивания) остановите работу станка, проверив состояние оснастки, установки скорости пилы.

С металлическими заготовками работа на ленточной пиле производится по более простому алгоритму:
- рама ленточнопильного станка вверх;
- обрабатываемое изделие устанавливается в тисках в нужном положении;
- производится запуск станка;
- для распила твердых сплавов обязательно использование смазочно-охлаждающей жидкости, причем перед началом работы нужно проверить ее наличие, качество и герметичность;
- на полуавтоматическом станке рама с пильной лентой опускается сама, оператору нужно только правильно подобрать скорость вращения ленты;
- в случае работы на механической ленточной пиле мастер сам опускает раму на заготовку, важно делать это плавно, и не выводить ленту до окончания пропила.
Правила безопасности
Практически все производители рекомендуют в процессе обкатки оборудования (180 часов) не оказывать чрезмерных нагрузок: распил объемных заготовок или изделий из слишком твердых материалов. Также необходимо разделять оборудование для промышленного использования и бытовые станки, первые можно спокойно эксплуатировать на протяжении 10 часов, вторым же нужно предоставлять перерыв через 2 часа непрерывной работы, чтобы избежать перегрева двигателя.
Также необходимо разделять оборудование для промышленного использования и бытовые станки, первые можно спокойно эксплуатировать на протяжении 10 часов, вторым же нужно предоставлять перерыв через 2 часа непрерывной работы, чтобы избежать перегрева двигателя.
Обязательно использование защитных средств: очков, головного убора, рабочей одежды и обуви. Нельзя работать на ленточной пиле в перчатках.
При работе на ленточнопильном станке запрещено прикасаться к пильной ленте, также рекомендуется пользоваться специальными опорами для распила слишком длинных деталей.
Для продления службы ленточной пилы рекомендуется использовать специальные пылесосы, которые собирают пыль и стружку, появляющиеся в процессе работы.
Техническое обслуживание ленточнопильного станка
Перед обслуживанием оборудование его необходимо отключить от электрической сети.
Во-первых, ленточную пилу нужно содержать в чистоте, удаляя пыль, грязь, следы масла.
В ленточных пилах для обработки металлических изделий обязательно производить периодическую замену масла в червячном редукторе. Масло требуется использовать рекомендованное производителем.
Преимущества ленточнопильных станков ПАО “Долина”
Стремительный темп развития машиностроительной индустрии, вынуждает производителей приобретать современное оборудование с высокой производительностью. Огромное количество разнообразной техники, машин и устройств облегчают процесс производства, особенно это касается оборудования для заготовительных работ. Современные конструкции по распиловке разнообразных материалов имеют, как массу преимуществ, так и недостатков. Однако бесспорными лидерами являются ленточнопильные станки. С помощью этой высокопроизводительной конструкции можно осуществить резку различных металлов и сплавов.
Достоинства ленточнопильных станков
Ленточнопильные станки представляют собой конструкции, состоящие из ленточной пилы, сваренной в форме кольца и размещенной на двух шкивах. В зависимости от типа управления различают три варианта ленточнопильных станков: автоматический, полуавтоматический и ручной.
В зависимости от типа управления различают три варианта ленточнопильных станков: автоматический, полуавтоматический и ручной.
По сравнению с другими традиционными конструкциями по резке, ленточнопильные станки, имеют такие преимущества:
-
Точность резки. Данный высокий показатель (0,1-1,5мм) и отклонение от вертикали в 0,5 мм делают ленточнопильные станки самым точным оборудованием по резке металла.
-
Угол резки. Возможность поворота до 60°.
-
Экономичность. За счет тонкой резки ленточнопильные станки по металлу экономят материал.
-
Качество. Материал после распила на ленточнопильных станках имеет качественную поверхность.
-
Для резки подойдут абсолютно разные заготовки из металла.
-
Резку можно производить не только отдельных заготовок, но и пакетов.
-
Автоматические ленточнопильные станки имеют высокий показатель скорости и точность распила. Такое оборудование долго не выходит из строя за счет длительной эксплуатации режущего полотна.

Кувандыкский завод «Долина» занимается производством ленточнопильных станков по металлу. Все представленные модели имеют большие функциональные возможности, отличаются качеством и долговечностью. Для изготовления ленточнопильных станков в основном используют комплектующие, выполненные на отечественных заводах, в связи с чем, значительно снижается стоимость технического обслуживания.
Подробнее о преимуществах ленточнопильных станков производства завода можно узнать из нашего видео-обзора:
 youtube.com/embed/SHXTzyme7y8?feature=oembed” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/SHXTzyme7y8?feature=oembed” frameborder=”0″ allowfullscreen=””>
Для того чтобы приобрести ленточнопильные станки от ПАО «Кувандыкский завод КПО «Долина», вам необходимо зарегистрироваться на сайте и оформить заявку, или связаться с нашими специалистами по телефону. В случае возникновения дополнительных вопросов, наши консультанты предоставят вам всю необходимую информацию. В перечень наших услуг входит подключение, настройка и обслуживание оборудования. Мы предоставляем самые справедливые цены на производимую продукцию, а также осуществляем доставку по России и странам СНГ.
что это такое, технические характеристики
Ленточнопильным станком называют станок с пилой ленточного типа, который применяется для резки изделий из металла, дерева, газобетона и других материалов.
Применение ленточных станков
Ленточнопильные технологии используются в следующих сферах: производство металлоконструкций, обработку леса, строительство и др. Ленточными станками режут металлические изделия — трубы, профили и сплошной металлопрокат, деревянные — брёвна и брус, бетонные — строительные блоки из газобетона. Кроме того, они все шире применяются для резки других материалов, в том числе полимерных, пластика, пенопласта и даже мяса.
В зависимости от технических характеристик ленточнопильные станки находят своё применение не только на крупном и среднем промышленном производстве, на линиях с высокой производительностью и мощностью, но также в небольших цехах и частных мастерских, где используются для резки материалов в небольших масштабах.
Преимущества
Главное достоинство станка с ленточной пилой — высокая точность реза с минимальными отклонениями по всем направлениям. Он обеспечивает высокое качество среза и небольшое количество отходов.
Помимо прямых резов, на ленточнопильном оборудовании возможно выполнять фигурные, а также резать детали под углом.
Ровная геометрия готового изделия и высокая производительность делают ленточнопильные станки незаменимым режущим инструментом для тех видов производств, где важна скорость, точность, экономичность и малые потери материала.
Важное качество — большой ресурс работы режущего полотна, отсутствие необходимости в его частой замене.
Кроме того, мощные производительные станки обеспечивают пакетную резку, дополнительно увеличивая производительность.
Устройство ленточнопильного станка и его технические характеристики
Основные составляющие ленточнопильного станка — это станина, рабочий стол и ленточная пила, натянутая на шкивы. Благодаря тому, что пила сварена в кольцо, обеспечивается продолжительная непрерывная работа устройства. Важное значение для качества резания имеют конструкционные особенности станины и рабочего стола, возможность поворота детали и резки под углом, возможность выбора скорости (мягкие материалы, такие как алюминий, требуют более высокой скорости; твёрдые, такие как титан, более низкой). Важными параметрами являются дополнительная оснащенность, уровень автоматизации, наличие ЧПУ, качество деталей и сборки, продуманная конструкция, и в том числе материал, из которого выполнен станок, широкий диапазон возможностей, безопасность и удобство работы оператора.
Важными параметрами являются дополнительная оснащенность, уровень автоматизации, наличие ЧПУ, качество деталей и сборки, продуманная конструкция, и в том числе материал, из которого выполнен станок, широкий диапазон возможностей, безопасность и удобство работы оператора.
Качественные станки удобны для работы, приспособлены для резки материалов различной твёрдости, мощные и устойчивые к вибрации. Они оснащены информативным и эргономичным местом оператора, быстро и легко выполняют как основные рабочие операции, так и манипуляции по обслуживанию, ремонту и техосмотру оборудования, замене комплектующих.
Одновременно важны параметры режущего полотна ленточной пилы. Имеют значение многие характеристики: начиная от материала, из которого оно изготовлено, его длины и ширины, и заканчивая материалом напаек на зубья, их размером, формой и т.п. Для подбора ленточных полотен мы предлагаем марки AMADA и BEHR-CUT биметаллических и твердосплавных пил, в широком диапазоне характеристик, а также сварку пил под индивидуальные размеры.
Из-за разницы в технических параметрах ленточнопильное оборудование имеет разное применение и стоимость. Поэтому резку металла выполняют на станках с другими характеристиками, чем у станков по дереву, несмотря на одну и ту же технологию. Также для разных задач требуются разные технические характеристики, несмотря на один и тот же вид материала. Поэтому к выбору станков промышленного назначения необходимо подходить очень тщательно, рассматривая их как инвестиции.
Кроме непосредственно станков, при оснащении производства стоит иметь в виду и дополнительное оборудование для организации производственных линий. Устройства для подачи заготовок и транспортировки готовых деталей, удаление стружки, модули ЧПУ и пр. увеличивают производительность при снижении трудозатрат.
Классификация и виды ленточнопильных станков
По уровню автоматизации
- Автоматические
- Полуавтоматические
- Ручные
По конструкции
По типу обрабатываемого материала
Приглашаем получить консультацию по подбору оборудования под ваши потребности. Являясь экспертами в области ленточнопильных технологий, мы составим технический проект под задачи любой сложности. Технические особенности ленточнопильного оборудования
Ленточнопильное оборудование подразделяются в соответствии с принципом работы и может работать по принципу маятника или одноколонного типа. Существуют также станки данного типа, имеющие гидравлический привод, с регулируемой скоростью подачи материала, их называют двухколонными.
Металлорежущее оборудование применяется для высокопроизводительной резки различных видов металлов. Чаще всего его используют в машиностроительной отрасли. Существуют станки вертикального типа и горизонтального. Отдельным классом стоит оборудование для резки колонного вида. Разрезание металлических изделий с помощью такого станка выполняется оперативно, с высокой точностью и четкостью и с большой скоростью.
Многие модели станочного оборудования конструкционно предполагают некоторый поворот рамы пильной или поворотных тисков, обычно это угол от 45 до 90 градусов. Благодаря такой технической возможности оборудования процесс резки значительно упрощается. Важно понимать, что ленточнопильное оборудование, которые имеют поворотные тиски, выгодны по стоимости, но использовать их для резания заготовок большой длины и веса неудобно. Для резки таких изделий подходят станки, имеющие поворотную пильную раму. Благодаря регулируемому концевому упору, работы выполняются быстро и качественно. Для повышения уровня безопасности лучше, чтобы завершении сквозного распила оборудование выключалось автоматически.
Благодаря такой технической возможности оборудования процесс резки значительно упрощается. Важно понимать, что ленточнопильное оборудование, которые имеют поворотные тиски, выгодны по стоимости, но использовать их для резания заготовок большой длины и веса неудобно. Для резки таких изделий подходят станки, имеющие поворотную пильную раму. Благодаря регулируемому концевому упору, работы выполняются быстро и качественно. Для повышения уровня безопасности лучше, чтобы завершении сквозного распила оборудование выключалось автоматически.
Ленточнопильные станки имеют различные варианты для управления. Это может быть оборудование ручного, полуавтоматического или автоматического управления, с ЧПУ. Благодаря постоянной модернизации ленточнопильного оборудования, некоторые модели оснащены функцией определения цикла работы, для этого требуется знать рез и осуществлять подачу нужной длины материала.
Данные станки относятся к самым быстроокупаемым технологическим вложениям. Благодаря уменьшенной ширине среза, количество отходов снижено до минимума.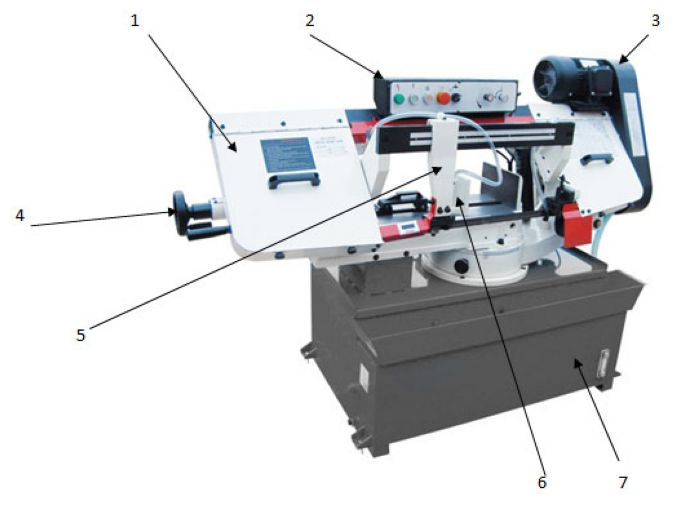 Прежде чем выбрать ленточнопильное оборудование, следует понять, для каких конкретно задач оно вам необходимо. В соответствии с этим обращают внимание на технические свойства устройства.
Прежде чем выбрать ленточнопильное оборудование, следует понять, для каких конкретно задач оно вам необходимо. В соответствии с этим обращают внимание на технические свойства устройства.
Компания «Мегатэк» является официальным представителем немецкой компании-производителя ленточнопильных станков по металлу BEHRINGER. Мы находимся в Екатеринбурге и обеспечиваем продажу, доставку и наладку станков, ленточных пил, а также сервисное обслуживание по всей России, предлагая выгодные цены и полное сопровождение работ, от подбора и проектирования до ремонта и замены запчастей.
Ленточнопильный станок — что это такое и как на нем работать | Другие инструменты | Блог
Ленточнопильный станок — довольно эффективный и универсальный инструмент. В деревообработке он вытесняет циркулярную пилу, а при работе с металлом даст фору болгарке по качеству реза. В материале рассмотрим область применения «ленточки», расходные материалы, полезные приспособления и приемы работы на ней.
Все ленточнопильные станки работают по одному принципу. «Бесконечное» пильное полотно движется в одном направлении по замкнутому кругу, разрезая материал, встречающийся на его пути. Металл это будет или дерево — не имеет значения. При верном подборе пильного полотна исход будет один — тонкий аккуратный рез пройдет именно там, где его задумал мастер.
«Бесконечное» пильное полотно движется в одном направлении по замкнутому кругу, разрезая материал, встречающийся на его пути. Металл это будет или дерево — не имеет значения. При верном подборе пильного полотна исход будет один — тонкий аккуратный рез пройдет именно там, где его задумал мастер.
В рамках данного материала фокус внимания сместим в сторону деревообработки и рассмотрим работу ленточнопильного станка в условиях столярной мастерской.
Что умеет ленточнопильный станок
Ленточнопильный станок точно выполняет любые прямолинейные и криволинейные резы древесины. Пожалуй, единственное, что ему не «по зубам» — выборка четверти и глухие резы.
«Ленточка» дает в разы меньше отходов в сравнении с циркулярной пилой. У нее тонкое пильное полотно, толщина которого в разы меньше самого тонкого диска для распиловочного станка. Такое бережное отношение к материалу удобно в работе с ценными породами древесины.
У ленточнопильного станка нет конкурентов, когда стоит задача раскроить толстый материал. У циркулярной пилы максимальная высота реза — 60–80 мм, у ленточной — 200–300 мм. Многие мастера используют «ленточку» в качестве делителя — раскраивают массив материала на мелкие заготовки, брус, рейки, ламели, дощечки и т. д.
У циркулярной пилы максимальная высота реза — 60–80 мм, у ленточной — 200–300 мм. Многие мастера используют «ленточку» в качестве делителя — раскраивают массив материала на мелкие заготовки, брус, рейки, ламели, дощечки и т. д.
Особый шик — роспуск заготовки по пласти (широкой плоскости доски) на тонкие ламели и шпон для финишной отделки готовых изделий.
Ленточнопильный станок — единственный механизированный инструмент в столярной мастерской, с помощью которого можно пилить круглые заготовки и спилы стволов. Важно лишь надежной зафиксировать материал от проворачивания. Для этого многие умельцы делают специальные каретки для рабочего стола или крепко прикручивают к торцу нарезаемого чурбанчика направляющую из доски или рейки.
Распускать круглые заготовки на циркулярной пиле опасно! Риск получения травм очень велик!
Особенности работы
При работе станка пильная лента движется в одном направлении сверху-вниз. Так рез получается более чистым, без сколов. При этом само полотно прижимает заготовку к рабочей поверхности распиловочного стола — заготовку не нужно держать, и снижается нагрузка на руки. Мастеру остается лишь подавать заготовку к режущей ленте в нужном направлении.
Так рез получается более чистым, без сколов. При этом само полотно прижимает заготовку к рабочей поверхности распиловочного стола — заготовку не нужно держать, и снижается нагрузка на руки. Мастеру остается лишь подавать заготовку к режущей ленте в нужном направлении.
При всей кажущейся простоте работы, режущее полотно — острое и опасное. Поэтому при пилении прямолинейных резов, используйте толкатели и специальные прижимы, а при фигурном выпиливании — держите руки на безопасном расстоянии от полотна.
Высокая точность реза достигается за счет механизма натяжения пильной ленты. Натяжение дает пиле определенную жесткость и устойчивость к прямым и поперечным нагрузкам.
Приложение к полотну сильных нагрузок чревато его заклиниваем и обрывом.
Чтобы ленточное полотно прослужило дольше, нужно ослаблять его натяжение сразу же после работы. Это убережет пильную ленту от механических напряжений, особенно опасных в месте сварки кольца.
Важно помнить и о регулировке высоты реза. В верхней и нижней части зоны реза установлены опорные узлы, на которые опирается лента во время работы. Нижний узел установлен стационарно, а вот верхний — часть механизма регулировки высоты реза. Чем он ближе к верхней части детали, тем жестче лента в зоне реза. Следовательно, она испытывает меньшие продольные нагрузки и служит дольше.
В верхней и нижней части зоны реза установлены опорные узлы, на которые опирается лента во время работы. Нижний узел установлен стационарно, а вот верхний — часть механизма регулировки высоты реза. Чем он ближе к верхней части детали, тем жестче лента в зоне реза. Следовательно, она испытывает меньшие продольные нагрузки и служит дольше.
Особого разговора заслуживают и сами пильные ленты. От их правильного подбора зависит успех работы. Ключевые параметры вот какие:
- Ширина. Чем уже лента, тем меньшие радиусы кривых линий можно выполнить, не опасаясь заклинить и порвать полотно. Как правило, минимальный радиус скругления, который способна воспроизвести лента, составляет удвоенное значение ее ширины.
- Число зубьев на дюйм TPI (Tooth Per Inch). Определяет чистоту производимого лентой реза. Как правило, в деревообработке используются полотна со значением TPI от 3 до 6. Чем выше значение, чем чище получается рез, но скорость работы при этом снижается.
Ленты с постоянным значением TPI склонны к резонансным колебаниям при определенных условиях работы. Для исключения этого эффекта все чаще встречаются режущие полотна с переменным значением количества зубьев на дюйм. Обозначаются такие ленты двумя числами через дробь. К примеру, TPI 4/6 — на первом дюйме ленты расположены четыре зуба, а на втором дюйме — шесть зубьев.
Для исключения этого эффекта все чаще встречаются режущие полотна с переменным значением количества зубьев на дюйм. Обозначаются такие ленты двумя числами через дробь. К примеру, TPI 4/6 — на первом дюйме ленты расположены четыре зуба, а на втором дюйме — шесть зубьев.
Отдельную любовь мастеров заслужили биметаллические полотна. В отличие от лент из углеродистой стали, они прочнее и тоньше — 0,6 мм против 0,9 мм. Основа полотна — пружинная сталь, а режущие зубья ленты дополнительно оснащены напайками из прочной инструментальной стали. Ресурс такой ленты в несколько раз выше ее обычных аналогов.
Дополнительное оснащение станка
Ленточнопильный станок настолько универсален, что его модифицируют часто под конкретные задачи.
Если речь идет о продукции, в формах которой используются исключительно криволинейные резы, то кроме хороших качественных полотен и свободного пространства рабочего стола больше ничего не потребуется.
 youtube.com/embed/BIUTptx9b_Q?origin=https://club.dns-shop.ru” srcdoc=”<style>*{padding:0;margin:0;overflow:hidden}html,body{height:100%}img,svg{position:absolute;width:100%;top:0;bottom:0;margin:auto}svg{left:calc(50% – 34px)}</style><a href=https://www.youtube.com/embed/BIUTptx9b_Q?origin=https://club.dns-shop.ru&autoplay=1><img src=https://img.youtube.com/vi/BIUTptx9b_Q/hqdefault.jpg><svg width=68 height=48><path fill=#f00 d=’M66.52,7.74c-0.78-2.93-2.49-5.41-5.42-6.19C55.79,.13,34,0,34,0S12.21,.13,6.9,1.55 C3.97,2.33,2.27,4.81,1.48,7.74C0.06,13.05,0,24,0,24s0.06,10.95,1.48,16.26c0.78,2.93,2.49,5.41,5.42,6.19 C12.21,47.87,34,48,34,48s21.79-0.13,27.1-1.55c2.93-0.78,4.64-3.26,5.42-6.19C67.94,34.95,68,24,68,24S67.94,13.05,66.52,7.74z’></path><path fill=#fff d=’M 45,24 27,14 27,34′></path></svg></a>” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/BIUTptx9b_Q?origin=https://club.dns-shop.ru” srcdoc=”<style>*{padding:0;margin:0;overflow:hidden}html,body{height:100%}img,svg{position:absolute;width:100%;top:0;bottom:0;margin:auto}svg{left:calc(50% – 34px)}</style><a href=https://www.youtube.com/embed/BIUTptx9b_Q?origin=https://club.dns-shop.ru&autoplay=1><img src=https://img.youtube.com/vi/BIUTptx9b_Q/hqdefault.jpg><svg width=68 height=48><path fill=#f00 d=’M66.52,7.74c-0.78-2.93-2.49-5.41-5.42-6.19C55.79,.13,34,0,34,0S12.21,.13,6.9,1.55 C3.97,2.33,2.27,4.81,1.48,7.74C0.06,13.05,0,24,0,24s0.06,10.95,1.48,16.26c0.78,2.93,2.49,5.41,5.42,6.19 C12.21,47.87,34,48,34,48s21.79-0.13,27.1-1.55c2.93-0.78,4.64-3.26,5.42-6.19C67.94,34.95,68,24,68,24S67.94,13.05,66.52,7.74z’></path><path fill=#fff d=’M 45,24 27,14 27,34′></path></svg></a>” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Если же необходимо выполнять прямые резы, то следует позаботиться о наличии параллельного упора. Многие производители не включают его в стандартное оснащение станка, а предлагают приобрести его отдельно. При этом вещь в работе необходимая.
Многие производители не включают его в стандартное оснащение станка, а предлагают приобрести его отдельно. При этом вещь в работе необходимая.
А для точного реза под заданным углом нужен специальный упор-транспортир. Впрочем, его можно изготовить и самостоятельно в виде каретки рабочего стола с эталонными шаблонами для пиления под нужным углом.
Такое приспособление вкупе с параллельным упором оптимизирует напиливание торцов деталей для соединения на ус или роспуска материала на одинаковые сегменты. Полезно для создания заготовок и их последующей токарной обработки.
Для роспуска кругляка наверняка потребуется изготовить специальную каретку с держателем.
Инструкций и мастер-классов по модернизации ленточнопильного станка в сети полно. Главное — определиться с типом ваших работ.
Важно позаботиться об организации рабочего места. Мало какой ленточнопильный станок оборудован хорошей подсветкой рабочей зоны. Оригинальное решение — переносной фонарь с длинной гибкой «гусиной шеей», закрепленный магнитным фиксатором на корпусе станка.
Такое усовершенствование обеспечит хорошее точечное освещение рабочей зоны и существенно повысит уровень комфорта.
Для лучшего скольжения заготовки по рабочей поверхности, стол следует периодически обрабатывать восковым или парафиновым составом и тщательно полировать. Это не только улучшит скольжение, но и защитит металл от коррозии. После такой обработки влажная заготовка, забытая на столешнице станка, не повлечет за собой катастрофических последствий.
Использование силиконовых спреев нежелательно, поскольку древесина, пропитанная силиконом, хуже поддается склеиванию и окрашиванию.
Техника безопасности
Тонкий психологический прием Штирлица гласит: «Всегда запоминается последняя фраза!». Хотя в сравнении с другими станками и инструментом, ленточная пила считается довольно безопасной, все же травмироваться можно. Вот, что важно помнить:
- Не допускайте контакта рук с движущимся лезвием пилы. При работе используйте специальные толкатели.
- Работайте в защитных очках или маске, чтобы в глаза не попали опилки и древесная пыль.
- Древесная пыль некоторых пород дерева (дуб, бук, ясень и т. д.) может спровоцировать развитие онкологических заболеваний. Поэтому для работы с ними используйте пылезащитный респиратор. В идеале — организовать систему отвода древесной пыли на рабочем месте.
- Даже обездвиженная пильная лента может стать причиной травм. В процессе работы она нагревается, поэтому прикосновение к ленте сразу после ее остановки может стать причиной ожога. Обслуживание станка нужно проводить в защитных перчатках.
- Храните ленты так, чтобы полностью исключить вероятность травмирования находящихся в помещении людей.
- Категорически запрещается пилить в перчатках! Также следует работать в полностью застегнутой спецодежде.
- Во время настройки и регулировки станок должен быть отключен от электрической сети.
- Категорически запрещается пилить заготовки, в которых присутствуют посторонние предметы — гвозди, скобы, проволока и т. д.

 д.
д.Ленточнопильные станки по металлу
Кувандыкский завод кузнечно-прессового оборудования «Долина» – это современный производитель высокотехнологичных ленточнопильных станков по металлу. Проектирование и производство этого вида оборудования проводится непосредственно в стенах этого предприятия, причем степень применения российских комплектующих и узлов достигает более 90 процентов.
Высокая потребность в современном высокотехнологичном оборудование, которым являются ленточнопильные станки, подтолкнуло наш коллектив освоить выпуск целого ряда моделей на базе собственных разработок. Тем более, что опыт производства сложного промышленного оборудования составляет более 70 лет и тысячи единиц станков различного назначения. Это гидравлические и механические гильотинные ножницы, трубопрокатные станы, комбинированные станки для резки металла и многое другое.
Сегодня наше производство способно серийно производить лентопильные станки среднего и сложного (большого) сегмента. Самой популярной моделью и моделью которая возглавляет список является ЛПС8535 с порталом 350х500 мм. ЛПС85180 стала флагманом среди выпускаемых станков – его способности поражают.
Самой популярной моделью и моделью которая возглавляет список является ЛПС8535 с порталом 350х500 мм. ЛПС85180 стала флагманом среди выпускаемых станков – его способности поражают.
А еще использование сложных технических решений, в частности поворотного стола или гексоганальных тисков позволяет прочно занять лидирующие позиции на рынке, где присутствует серьезная конкуренция, в большинстве своем за счет присутствия зарубежных производителей.
Сегодня завод «Долина» в состоянии предложить самые сложные решения по комплектации ленточнопильных станков на самом различном уровне: от самого бюджетного до комплектации VIP. По желанию заказчика компания изготавливает оборудование, оснащенное поворотными столами, с возможностью автоматической подачи, а также с предусмотренной функцией лазерного указателя или автоматической мерной резки. Для производства станков используются комплектующие от ведущих мировых компаний – Bosh, Siemens.
Чтобы в полной мере удовлетворить все самые сложные технические задачи на заводе создан инженерно-технический центр (ИТЦ), основной целью которого является проектирование и разработка (усовершенствование) узлов и агрегатов, как действующих моделей ленточнопильных станков по металлу, так и перспективных моделей, так сказать, тех, что ранее не выпускались в Российской Федерации, но имеются у импортных производителей. Консультирование заказчика по всем техническим вопросам также является приоритетной задачей ИТЦ.
Консультирование заказчика по всем техническим вопросам также является приоритетной задачей ИТЦ.
Современный, надежный и доступный ленточнопильный станок по металлу российского производства – такова основная миссия коллектива Кувандыкского завода КПО «Долина». На сегодня проведена большая работа в этом направлении и свидетельством тому является повышенный спрос на модели ЛПС.
Описание процесса ленточной пилы– Liberty Machinery
[metaslider id = 18477]
Что он делает? Как я могу его использовать? Почему мне это поможет?
Ленточная пила – это автоматизированный пильный станок, в котором полотно пилы сваривается в непрерывную петлю и проходит по системе шкивов. Это инструмент для многоточечной обработки, используемый в основном для резки металлической заготовки при подготовке к другим процессам.
Ленточные пилы могут быть как вертикальными, так и горизонтальными. При использовании ленточной пилы заготовка остается неподвижной, в то время как полотно пилы движется.
Ленточные пилы обеспечивают большую мощность и скорость, чем ножовки (где лезвие совершает возвратно-поступательное движение), хотя ножовки могут стоить намного дешевле и иметь более прочные лезвия.
Чтобы получить ответы на свои вопросы или получить дополнительную информацию о ленточных пилах, позвоните в Liberty по телефону 847-276-2761 или отправьте нам письмо по электронной почте [email protected].
Liberty Machinery покупает и продает все типы ленточных пил.
Мы – ваш надежный поставщик высококачественных ленточных пил и другого бывшего в употреблении оборудования.
Купить ленточную пилу Продать свою ленточную пилу Посмотреть видео
Описание процесса: как это работает?
Все ленточные пилы работают, хотя процессы в основном идентичны. Длинное гибкое пильное полотно сварено встык в петлю и непрерывно перемещается по нескольким шкивам или приводам. Ленточные пилы классифицируются по ориентации пропила.
Ленточные пилы классифицируются по ориентации пропила.
Вертикальные ленточные пилы используются для отрезания, контурной обработки или прорезания пазов. Заготовка может располагаться на неподвижном столе или на силовом столе.
Горизонтальные ленточные пилы почти всегда используются в качестве альтернативы ножовкам для отрезных работ, поэтому их также называют отрезными пилами.
В комплект поставки пилы может входить несколько принадлежностей. Большинство пил будет включать в себя сварочный аппарат для соединения двух концов петли полотна пилы. Пилы для тяжелых условий эксплуатации часто имеют систему охлаждения для увеличения срока службы полотна, поскольку выделяется большое количество тепла. Иногда рядом с пропилом (путь пропила) также размещается воздушный насос, который сдувает стружку для лучшей видимости.
Common Industries:
Ленточные пилы используются практически во всех отраслях обрабатывающей промышленности.
Общие процессы:
Ленточные пилыв основном использовались для обрезки прутков или труб, хотя благодаря достижениям в технологии они теперь также используются для контурной обработки, включая простые и сложные внутренние и внешние формы.
Основные производители ленточных пил
Амада, Бейли, Клаузинг, Козен, HYDMECH, Касто, Марвел
Продайте свою ленточную пилу
Liberty всегда ищет подержанные ленточные пилы для покупки на складе.Свяжитесь с нами и дайте нам знать, что у вас есть на продажу. Мы будем рады дать вам бесплатное предложение.
Проверьте наш инвентарь на наличие бывшей в употреблении ленточной пилы
Нажмите ниже, чтобы увидеть наш текущий инвентарь и запросить бесплатное предложение. Кто-то скоро свяжется с вами.
Посмотрите наши б / у Вертикальные ленточные пилы на продажу.
Посмотрите наши подержанные Ленточные пилы горизонтальные на продажу.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Артикул:
- Джордж Шнайдер-младший, Применение режущего инструмента (Фармингтон-Хиллз, Мичиган: ASM International, 2002).
На что обращать внимание при покупке ленточной пилы по металлу? | Залог качественного пропила ленточной пилой
Ключи к качественному пропилу ленточной пилой
 Чтобы обеспечить качественный рез, сосредоточьтесь на этих пяти ключевых областях: лезвие, охлаждающая жидкость, нижняя подача, опора заготовки и обслуживание станка. К сожалению, многие операторы не полностью понимают и не осознают, как они взаимосвязаны.
Чтобы обеспечить качественный рез, сосредоточьтесь на этих пяти ключевых областях: лезвие, охлаждающая жидкость, нижняя подача, опора заготовки и обслуживание станка. К сожалению, многие операторы не полностью понимают и не осознают, как они взаимосвязаны. Как выбрать полотна для ленточной пилы:
При заказе полотна для ленточной пилы необходимо указать следующую информацию:
Размер полотна: В большинстве случаев зная размеры полотна (длина x ширина x толщина ) это все, что нужно.
Материал: Узнайте характеристики материала, который будет разрезан. Сорт, твердость (после термообработки или закалки), форма, размер.
Биметаллические лезвия M42 в основном используются для резки твердых материалов и конструкций с легкими или средними стенками, труб и трубок, стандартных сортов стали и цветных металлов, чистого алюминия и алюминиевых сплавов,
Биметаллические лезвия M51 в основном используются используется для резки твердых и вязких материалов, нержавеющей стали, сплавов на основе никеля, титана и специальной бронзы, толстостенных конструкций
Определите необходимое количество зубьев на дюйм (TPI): Воспользуйтесь таблицей выбора зубьев (см. таблицу ниже).
таблицу ниже).
Если у вас возникли трудности с выбором между двумя тонами, более тонкий из них, как правило, дает лучшую производительность.
Если необходим компромисс, сначала выберите правильный TPI.
практическое правило: как минимум три зубца должны постоянно соприкасаться с толщиной заготовки, чтобы не срезать зубья.
Выберите подходящее полотно
Выбор рисунка зубьев: Зубья всех полотен ленточной пилы немного шире, чем корпус полотна.Эта особенность гарантирует, что разрез будет достаточно широким, чтобы лезвие не застряло в металлическом материале, который он режет.Однако рисунки зубов различаются по другим параметрам. Шаблон «грабли», например, используется при обычных работах по резке металла, в то время как рисунок «волна» идеален для выполнения более тонких разрезов, например, при разрезании полой трубы или разрезании углового профиля.
Альтернативный: Каждый зуб устанавливается в чередующейся последовательности. Используется для быстрого удаления материала, когда отделка не критична.
Используется для быстрого удаления материала, когда отделка не критична.
Рейкер: 3 зубца с одинаковым углом установки (левый, правый, прямой).
Модифицированный рейкер: Последовательность 5 или 7 зубьев с одинаковым углом установки для большей эффективности резания и более гладкой поверхности (левый, правый, левый, правый, прямой). Порядок установки зубов может варьироваться в зависимости от продукта.
Vari-Raker: Последовательность зубьев зависит от шага зубьев и семейства изделий. Обычно набор Vari-Raker обеспечивает тихую, эффективную резку и гладкую поверхность с меньшим количеством заусенцев.
Vari-Set: Высота / набор зубьев зависит от семейства продуктов и шага. Зубья имеют разную величину и угол установки, что обеспечивает более тихую работу с уменьшенной вибрацией. Vari-Set эффективен для труднообрабатываемых материалов и больших сечений.
Волнистые: Группы зубьев, установленные с каждой стороны в пределах общей схемы набора. Зубы имеют различную степень посадки в контролируемом порядке. Волнистый набор обычно используется с продуктами с мелким шагом, чтобы уменьшить шум, вибрацию и заусенцы при резке тонких, прерывистых работ.
Выбор правильного шага: Чтобы получить «чистую» (по сравнению с черновой) отделку, вам нужно «более тонкое» лезвие, то есть с большим количеством зубьев на дюйм. Более высокая скорость резки и использование смазочных материалов также могут улучшить качество обработки.
Для тонких пропилов необходим высокий TPI, чтобы по крайней мере три зуба всегда контактировали по ширине срезаемого материала. Однако более толстые материалы требуют более низкого TPI и более низких скоростей резания.
Убедитесь, что шаг зубьев лезвия соответствует разрезаемому материалу.Использование слишком малого шага зубьев может привести к тому, что стружка застрянет в канавке лезвия, что приведет к «опиливанию» материала, а не к его резке. Это сделает поверхность шероховатой.
Большинство “стандартных” лезвий для резки металла поставляются со стандартным числом зубьев (6, 10, 14 зубьев на дюйм). Несмотря на то, что эти лезвия будут выполнять свою работу надлежащим образом, лучше всего использовать зубья с переменным шагом (6-10 или 10-14 зубьев на дюйм). Регулируемые зубья позволяют лезвиям прорезать практически любой материал. Это связано с тем, что в то время как более мелкие зубья выполняют резку, более крупные зубья затем удаляют стружку, уменьшая накопление тепла.
Несмотря на то, что эти лезвия будут выполнять свою работу надлежащим образом, лучше всего использовать зубья с переменным шагом (6-10 или 10-14 зубьев на дюйм). Регулируемые зубья позволяют лезвиям прорезать практически любой материал. Это связано с тем, что в то время как более мелкие зубья выполняют резку, более крупные зубья затем удаляют стружку, уменьшая накопление тепла.
Для большинства применений более крупный шаг зубьев более эффективен и позволяет резать быстрее. Осмотрите удаляемые стружки. Они должны быть красивыми, скрученными, полными стружками. Если это не так, проверьте лезвие и щетку для чистки лезвий, чтобы убедиться, что стружка не застряла в глотке. Голубые фишки – признак того, что выделяется слишком много тепла.
Для более тонких металлов требуется более мелкий шаг, в то время как для более толстых участков или сортов требуется более крупный шаг.
Убедитесь, что скорость лезвия соответствует области применения.Даже регулировка скорости на несколько футов в минуту может значительно улучшить качество резки. Поставщик вашего пильного полотна может предоставить таблицы для материалов, скорости полотна и скорости резки, а также получить ответы на конкретные вопросы в техническом отделе производителя полотна.
Поставщик вашего пильного полотна может предоставить таблицы для материалов, скорости полотна и скорости резки, а также получить ответы на конкретные вопросы в техническом отделе производителя полотна.
Также проверьте направляющие ленточной пилы, включая расположение и допуски пластин и роликов. Убедитесь, что направляющие ролики вращаются свободно. Застрявший или поврежденный ролик может защемить пильный диск.
Некоторые моменты, на которые следует обратить внимание:
- Слишком мало зубьев может затруднить работу и сломать зубы.
- Слишком большое количество зубов может вызвать перегрузку пищевода и привести к потере зубов.
Вот некоторые общие области применения вместе с соответствующим выбором лезвия, которые помогут вам:
- Алюминиевый лист – используйте от 8 до 10 TPI
- Алюминиевая труба – используйте 6 TPI или 8 TPI
- Алюминий твердый – используйте 6 TPI или более крупную в зависимости от толщины
- Резка стали на небольшой или переносной ленточной пиле – используйте 10-14 с переменным шагом
- Стальную трубу – используйте 6-10, 8-12, 10-14 с переменным шагом
- Сталь Цельный – используйте 6-10, 5-8, 4-6 с переменным шагом
- Стальной лист – используйте 8-12 или 10-14 с переменным шагом
Используя эти примеры в качестве отправной точки, выберите лезвия, которые кажутся подходящими ваше приложение лучше всего. Помня о том, что полотна ленточной пилы изнашиваются и со временем ломаются, мы рекомендуем вам сохранить хотя бы пару запасных частей, чтобы вам не пришлось резко останавливать производство, пока вы ждете новых полотна.
Помня о том, что полотна ленточной пилы изнашиваются и со временем ломаются, мы рекомендуем вам сохранить хотя бы пару запасных частей, чтобы вам не пришлось резко останавливать производство, пока вы ждете новых полотна.
Соответствие лезвия режущему материалу: Общее правило для соответствия материала лезвия разрезаемому материалу заключается в том, что более твердые лезвия режут более твердые материалы, но с меньшей скоростью. Если вы используете лезвие, не подходящее для материала, или если вы режете слишком быстро по металлу или по шагу лезвия, вы можете быстро износить лезвие.
Твердые тела и структурные формы:
Определить правильный рисунок зубьев для твердых тел проще, чем для структурных форм. Структурные формы, такие как квадратные трубы и угловые детали, необходимо разрезать под правильным углом, чтобы зубья контактировали с более тонкой частью разреза. Например, если вы режете кусок под углом 4 дюйма со стенкой 1/4 дюйма, вы должны согласовать рисунок зуба с толщиной 1/4 дюйма (10-14 Variable или 14 Raker), а не с толщиной 4 дюйма. (3-4 вариатора или 3 крючка).Следовательно. 4-дюймовый угол должен быть помещен в пилу так, чтобы она располагалась в виде пирамиды, а не буквы «L».
(3-4 вариатора или 3 крючка).Следовательно. 4-дюймовый угол должен быть помещен в пилу так, чтобы она располагалась в виде пирамиды, а не буквы «L».
Полотно ленточной пилы для обкатки
Все полотна ленточной пилы, независимо от производителя, необходимо «обкатывать». В новом состоянии зубы слишком острые. Резка на полной скорости приведет к растрескиванию кромок пера, что приведет к преждевременному выходу из строя лезвия. Обламывание полотна ленточной пилы приводит к стиранию этой сверхострой кромки и позволяет полотну дольше сохранять свою режущую способность. У каждого производителя есть свой предпочтительный метод обкатки лезвия.Однако все они используют одни и те же принципы:1. Поддерживайте рекомендованную скорость ленты
2. Уменьшите давление подачи до 1/2 нормальной скорости
3. Используйте эти настройки для первых 50 квадратных дюймов разрезаемого материала (150 квадратных дюймов на низкоуглеродистой и низкоуглеродистой стали)
Примечание. Если вы не уверены, какое давление подачи является нормальным, включите световой индикатор. Увеличивайте давление подачи до тех пор, пока не начнут формироваться хорошие фигурные стружки. После резки рекомендованной области медленно увеличивайте давление подачи, пока не достигнете желаемой скорости резки.Особое внимание следует уделять разбивке пильного диска на никелевые сплавы (нержавеющая сталь, инконель, хастеллой, инструментальная сталь D2 и т. Д.). Эти сплавы очень быстро затвердевают; поэтому во время обкатки необходимо приложить достаточное давление подачи для удаления некоторого количества материала. Как правило, сплавы, распиливаемые на более низких скоростях, требуют большего давления во время обкатки.
Если вы не уверены, какое давление подачи является нормальным, включите световой индикатор. Увеличивайте давление подачи до тех пор, пока не начнут формироваться хорошие фигурные стружки. После резки рекомендованной области медленно увеличивайте давление подачи, пока не достигнете желаемой скорости резки.Особое внимание следует уделять разбивке пильного диска на никелевые сплавы (нержавеющая сталь, инконель, хастеллой, инструментальная сталь D2 и т. Д.). Эти сплавы очень быстро затвердевают; поэтому во время обкатки необходимо приложить достаточное давление подачи для удаления некоторого количества материала. Как правило, сплавы, распиливаемые на более низких скоростях, требуют большего давления во время обкатки.
Нагрузка в тисках
Положение, в котором материал помещается в тиски, может существенно повлиять на стоимость резки.Часто загрузка меньших пакетов может означать более высокую эффективность пиления.
Все машины имеют заявленную грузоподъемность, но практический уровень обычно ниже, от 1/2 до 1/3, в зависимости от разрезаемого материала (более твердые материалы лучше всего резать при 1/3 номинальной мощности).
На следующих схемах показаны некоторые экономичные способы загрузки и крепления. Независимо от выбранной компоновки убедитесь, что работа может быть надежно закреплена, чтобы избежать повреждения машины или травмы оператора.
Охлаждающая жидкость
Смазка необходима для длительного срока службы лезвия и экономичной резки. Правильно нанесенная на зону сдвига, смазка существенно снижает нагрев и обеспечивает хороший отвод стружки по поверхности зуба. Без смазки чрезмерное трение может привести к нагреву, достаточному для приваривания стружки к зубу.Это замедляет режущее действие, требует больше энергии для срезания материала и может вызвать скалывание или зачистку зуба, что может разрушить лезвие.
Следуйте инструкциям производителя смазки относительно смешивания и дозирования смазки. Держите под рукой должным образом перемешанный запас жидкости для пополнения. Никогда не добавляйте воду только в отстойник машины. Жидкая смесь со слишком высоким отношением воды к жидкости не будет смазывать должным образом и может вызвать быстрый износ зубьев и выход из строя лезвия. Используйте рефрактометр и визуально проверьте жидкость, чтобы убедиться, что она чистая.Кроме того, убедитесь, что система подачи смазки направлена правильно, чтобы смазка текла точно в нужной точке.
Держите под рукой должным образом перемешанный запас жидкости для пополнения. Никогда не добавляйте воду только в отстойник машины. Жидкая смесь со слишком высоким отношением воды к жидкости не будет смазывать должным образом и может вызвать быстрый износ зубьев и выход из строя лезвия. Используйте рефрактометр и визуально проверьте жидкость, чтобы убедиться, что она чистая.Кроме того, убедитесь, что система подачи смазки направлена правильно, чтобы смазка текла точно в нужной точке.
Охлаждающая жидкость, как и масло в автомобильном двигателе, со временем может ухудшиться, и ее необходимо заменять.
Острое, хорошо смазанное лезвие сделает чистый рез. Когда лезвие затупляется, оно выделяет больше тепла, и в какой-то момент количество выделяемого тепла может стать выше, чем способность охлаждающей жидкости передавать тепло, особенно если охлаждающая смесь старая или не имеет правильного отношения воды к охлаждающей жидкости. соотношение.
Для обычных сталей соотношение воды и охлаждающей жидкости должно быть 10: 1 или 12: 1 для мягкой стали и таким же богатым, как 8: 1 для более твердых материалов. Многие предполагают, что охлаждающая жидкость не испаряется, и все, что нужно сделать операторам или техническим специалистам, – это добавить еще воды. Но со временем это соотношение охлаждающей жидкости может возрасти до 30: 1. Это значительно снижает способность теплоносителя к теплопередаче и может вызвать образование заусенцев по краю заготовки. Кроме того, значительно снижается смазывающая способность, что приводит к более быстрому износу лезвия.
Многие предполагают, что охлаждающая жидкость не испаряется, и все, что нужно сделать операторам или техническим специалистам, – это добавить еще воды. Но со временем это соотношение охлаждающей жидкости может возрасти до 30: 1. Это значительно снижает способность теплоносителя к теплопередаче и может вызвать образование заусенцев по краю заготовки. Кроме того, значительно снижается смазывающая способность, что приводит к более быстрому износу лезвия.
Пусковая подача
Скорость и давление вниз должны контролироваться в зависимости от типа и толщины разрезаемого материала. Если автоматическая подача с понижением мощности установлена для острого лезвия, его необходимо периодически сбрасывать, чтобы учитывать постепенное затупление лезвия. Несоблюдение этого требования может привести к ухудшению качества резки.
Выходные заусенцы образуются на стороне заготовки и обычно указывают на то, что металл стал слишком горячим. Выпадающие заусенцы возникают, когда обе стороны заготовки не имеют должной опоры, а пильный диск находится почти в нижней части пропила.
Опора заготовки
Убедитесь, что заготовка, прочно поддерживаемая с обеих сторон пропила, не может двигаться во время резания. Если давление зажима регулируется, используйте максимальное давление для цельного материала и давление, достаточное для зажима конструкции, не деформируя ее.
Распространенный тип заусенцев возникает, когда обрезанная сторона заготовки не поддерживается должным образом.Когда лезвие приближается к концу разреза, вес ложи может привести к его падению, вместо того, чтобы отрезать его (см. Рисунок выше).
При резке прямоугольной заготовки размещайте заготовку вертикально, а не ровно. Это уменьшает степень контакта лезвия с заготовкой, что приводит к более эффективному пилению и более качественному резу.
Чтобы обеспечить опору для полотна, расположите направляющие рычаги как можно ближе к заготовке. Если расстояние слишком велико, лезвие может «блуждать» в пропиле, особенно при слишком большом давлении подачи вниз.В новых машинах помимо роликов имеются твердосплавные направляющие, которые помогают удерживать лезвие в вертикальном положении.
Техническое обслуживание машины
Все движущиеся части должны быть хорошо смазаны, чтобы все направляющие работали без дополнительного сопротивления. Это обеспечивает повторяемость от резки к резке. Смажьте пресс-масленки высококачественной смазкой, а другие обработанные поверхности – общепромышленным смазочным маслом.
Проверьте подшипник промежуточного колеса, чтобы убедиться, что он не изношен. Изношенный подшипник может привести к изгибу лезвия под небольшим углом, создавая скошенный срез.В зависимости от конструкции пилы может потребоваться замена всего промежуточного колеса в сборе. Обязательно следуйте инструкциям и спецификациям производителя пилы.
Осмотрите щетку для очистки полотна, чтобы убедиться, что она надлежащим образом контактирует с полотном пилы. Если металлическая щетина изношена, замените ее нейлоновой щетиной. Нейлоновые щетинки не так сильно изнашиваются на лезвии, а поскольку щетинки гибкие, они служат дольше.
Если металлическая щетина изношена, замените ее нейлоновой щетиной. Нейлоновые щетинки не так сильно изнашиваются на лезвии, а поскольку щетинки гибкие, они служат дольше.
Кривой порез может быть признаком вибрации полотна.Если машина старая, проверьте шарнирный стержень на износ. Изношенный шарнирный стержень может вызвать вибрацию в рычаге, которая затем передается на лезвие. Это дает волнистый срез. Обычно стержень нельзя заменить, или стоимость этого почти равна стоимости нового станка. Если пришло время заменить станок, выберите качественную ленточную пилу. Не позволяйте цене быть вашей единственной заботой.
Если шарнирный стержень вашей ленточной пилы все еще затянут, вам нужно серьезно взглянуть на то, как вы управляете и обслуживаете машину.В большинстве случаев искривленные пропилы могут быть связаны с неправильной работой пилы, например, слишком большим давлением подачи вниз, слишком низкой скоростью полотна или слишком удаленными направляющими рычагами.
В остальных случаях потребуется тщательный осмотр. Лезвие затупилось? Слишком слабое натяжение лезвия? Направляющие лезвия изношены или не отрегулированы? Понимая пять ключевых факторов, влияющих на разрез, вы сможете каждый раз добиваться хороших результатов.
Для большинства приложений разрез считается вертикальным, если он не изменяется более чем на ± 0.002 дюйма на дюйм вертикального хода. Все, что выходит за рамки этого допуска, считается изогнутым и признаком слишком большого люфта пильного полотна.
Избегайте зачистки зубьев
Одной из наиболее частых проблем при ленточном пилении является удаление зубьев с полотна. Обычно это происходит из-за перегрузки силового полотна из-за многократных ударов по материалу, особенно при резке конструктивных форм и связок.
Снижение натяжения после использования
Лезвия нагреваются при резке.Они расширяются и сжимаются и со временем могут даже перенапрягаться. Это похоже на то, как если вы слишком долго сидите на одном месте на шинах, оставляя лезвие под напряжением, привязанное к ведущим колесам, создает в стали память, которая может привести к преждевременному выходу из строя из-за усталости металла.
Знайте, что вы режете
Перед использованием ленточной пилы по металлу всегда знайте, какой материал вы собираетесь резать. Самое главное отметить, насколько толстый материал и насколько он мягкий.Алюминий режет совсем иначе, чем серебро, сталь или медь. Плотность металла будет определять настройки, которые вы используете на пиле. Например, резка алюминия на высокой скорости может привести к его расколу, а куски металла полетят, что может привести к серьезным травмам. Всегда обращайтесь к руководству, прилагаемому к ленточной пиле, или ищите в Интернете информацию о вашей модели и о том, что вы режете.Металл и скорость резания
При использовании ленточной пилы для резки металла необходимо соблюдать осторожность.Резка металла с неправильной скоростью может вызвать проблемы из-за деформации, измельчения или просто посылки в вас осколков металла. Ленточная пила для резки металла работает со скоростью футов в минуту, которая никогда не должна превышать 300. Например, алюминий следует резать со скоростью 120–260, сталь – от 110 до 160, а медь – от 170 до 250. Эти скорости могут меняться в зависимости от типа используемого лезвия, поэтому всегда обращайтесь к информации о лезвии. Ознакомьтесь с таблицей скорости биметаллического лезвия:
Например, алюминий следует резать со скоростью 120–260, сталь – от 110 до 160, а медь – от 170 до 250. Эти скорости могут меняться в зависимости от типа используемого лезвия, поэтому всегда обращайтесь к информации о лезвии. Ознакомьтесь с таблицей скорости биметаллического лезвия:Пневматические переносные ленточные пилы | Переносная ленточная пила Air Portable
| Арт. № 5 6093 0010. Показан со стационарным столом и тисками. |
 )
) 5 6093 0010 включает набор из 3 лезвий 10/14 TPI, арт. 9 2506 0660 (см. Ниже)
* Точные размеры лезвий 1335 мм x 13 мм x 0,65 мм.
** Только вес пилы. Вес пилы, стационарного стола для резки и тисков составляет 48 фунтов.
| 8/12 TPI * | арт.9 2506 0650 | Режет материал толщиной 1/2 дюйма и более |
| 10/14 TPI * | Номер детали 9 2506 0660 | Режет материал толщиной от 3/16 дюйма до 1/2 дюйма |
| 18 TPI | номер детали 9 2506 0680 | Режет материал толщиной от 3/16 дюйма до 1/2 дюйма |
| 24 TPI | номер детали 9 2506 0690 | Режет материал толщиной от 1/8 дюйма до 1/4 дюйма |
* Пильные полотна с переменным шагом зубьев (10/14 TPI и 8/12 TPI) режут быстрее и служат дольше, чем полотна со стандартным шагом.Различный размер зуба и глубина канавки снижают гармоническую вибрацию, обеспечивая более тихую и эффективную резку.
Тиски для прямой резки
Надежно зажимайте круглые, квадратные и угловые материалы для точной резки.
Модель № 5 6030 9000 – Зажимные тиски для ленточных пил 4-3 / 4 “
(модели 5 6003 0010, 5 6046 0010 и 5 6043 0010)
- Круги: 4-3 / 4″
- Квадраты: 4-1 / 2 “
- Уголки: 4-1 / 2″
Арт.5 6031 9400 – Зажимные тиски для 7-дюймовых ленточных пил Deep Throat ™
(модели 5 6031 0010, 5 6041 0010 и 5 6040 0010)
- Круги: 7 дюймов
- Квадраты: 5 дюймов
- Углы: 5 “
Щелкните здесь для получения дополнительной информации.
Различные типы ленточных пил
Различные области применения в пилении привели к необходимости создания пил различной конструкции. Из простой вертикальной ленточной пилы произошла горизонтальная ленточная пила. По мере того как материал увеличивался в размерах и весе, были добавлены системы обработки материалов, и тип пилы стал семейством пил.Независимо от того, используете ли вы пильный диск или конструктивную двутавровую балку, вам необходимы пилы определенного типа и конструкции.
Вертикальная ленточная пила: Вертикальная ленточная пила, вероятно, самая распространенная из ленточных пил. Вертикальная ленточная пила запускает полотно сверху вниз, оттягивая материал от заготовки к столу. Эти пилы подходят для небольших деталей, которыми можно легко манипулировать вручную. Эти ручные станки, обычно называемые «вертикальные контурные пилы », можно найти почти в каждом механическом цехе и инструментальном цехе в мире, и уступая только горизонтальным ленточнопильным станкам, это одни из наиболее распространенных типов пил на рынке . С течением времени эти вертикальные ленточные пилы стали более автоматизированными, включая автоматическое выравнивание и перемещение материала, и обычно используются при пилении строительных конструкций.
Горизонтальные пилы общего назначения с шарнирным соединением
Пилы этих типов являются буквально наиболее распространенными в магазинах по всему миру. Горизонтальная ленточнопильная пила , используемая для резки различных материалов, может быть оснащена множеством опций для повышения производительности, включая возможности измерения, челночное перемещение материала и даже возможность зажима связок для максимального использования.Пила Pivot имеет менее дорогую конструкцию и обычно использует силу тяжести или гидравлическую силу для подачи головы. Из-за стиля движения Pivot (Scissor) пропускная способность может быть ограничена, особенно при сглаживании с полными возможностями 60 °. Эти стильные пилы идеально подходят для небольших магазинов и предприятий технического обслуживания, которые время от времени нуждаются в резке металла.
Двухстоечные пилы
Двухстоечные (и одинарные) пилы конструкции обеспечивают гораздо более прочную и дорогую конструкцию, чем поворотная (ножничная) пила.Эти пилы поднимают и опускают всю систему пиления вверх и вниз гидравлически на прецизионных колоннах, обеспечивая плавное движение на протяжении всего процесса пиления. Обычно они оснащены более крупными полотнами в диапазоне 1,5 дюйма, и эти пилы являются предпочтительным выбором для тяжелых режимов пиления, где жесткость и прочность окупаются точными резками и долговечностью.
Эти пилы также могут быть оснащены многими расширенными функциями, такими как автоматическое выравнивание, автоматическое переключение, зажим / резка связки и т. Д.Они очень искусны в резке большого количества материалов, включая, но не ограничиваясь: Конструкционные твердые тела, трубы, нержавеющие и инструментальные стали.
Горизонтальная пила для конструкций
Как и ее близкий родственник, двухколонная пила, горизонтальная пила для конструкций имеет еще несколько функций, которые очень хорошо подходят для резки двутавровых балок, углов и труб. Такие особенности, как угловые головки, более высокие тиски и более широкие возможности, высоко ценятся производителями конструкций. Как правило, пилы этих типов имеют возможность автоматического перемещения с приводными конвейерными системами как на передней, так и на задней части системы пиления.
Производственная двухколонная пила
Производственная двухколонная пила очень часто встречается в механических цехах по всему миру. Эти пилы, как правило, управляются ЧПУ или ЧПУ и в основном используются для обрезки прутковой заготовки до нужной длины для токарной и механической обработки. Эти пилы являются высокоэффективными, автоматическими, с гидравлическим или сервоприводом с шарико-винтовой передачей и являются очень быстрыми и точными системами пиления. Они могут быть запрограммированы на несколько подач материала и предназначены исключительно для вертикальной резки.Созданные в виде «коробок», эти машины идеально подходят для серийного производства в промышленных условиях, тогда как «коробчатая» конструкция обеспечивает очень безопасную, закрытую рабочую среду и, следовательно, очень прочную и жесткую машину с увеличенным сроком службы лезвий.
Настольные и портальные пилы
Эти двухстоечные пилы имеют больший формат и идеально подходят для резки очень тяжелых условий эксплуатации, таких как очень большие конструкции и трубы. Обычная производительность в этом диапазоне машин составляет 50 X 60 дюймов, и поэтому их можно найти в меньшем количестве магазинов, специализирующихся на этих более крупных компонентах.Эти системы пиления всегда будут сочетаться с системой подачи с приводом от роликов, чтобы перемещать эти более крупные компоненты в процесс распиловки и через него.
Трубные пилы
Эти специальные трубчатые пилы идеально подходят для резки труб различного диаметра. Эти двухстоечные пилы, также называемые «отрезными пилами», обеспечивают полную автоматизацию сложных и точных разрезов труб и насосно-компрессорных труб.
Опции для повышения производительности
Опции, доступные для большинства пильных систем, могут повысить производительность и расширить возможности автономной стандартной пильной системы.Если вы думаете о покупке пилы, подумайте о дополнительной гибкости, добавив одну или несколько из этих замечательных дополнительных функций, таких как:
- Резка пучка
- Автоматическое сглаживание
- Роликовые столы
- Обнаружение поломки лезвия
- Опции охлаждающей жидкости для тумана и наводнения
- Конвейеры и системы удаления стружки
- Щетки с приводными лезвиями
- Лазерные локаторы….
… и многие другие
Вы хотите обсудить, как решение для резки ленточной пилой может работать в вашем приложении? Свяжитесь со специалистами Southern Fabricating Machinery Sales сегодня! Позвоните нам напрямую по телефону 813-444-4555 или посетите нас в Интернете по адресу WWW.SOUTHERNFABSALES.COM
Понравился этот пост? Вам также понравится:
4 простых шага в выборе правильной горизонтальной ленточной пилы
Эффекты горения плазмы и кислорода / топлива
Основные 4 причины для финансирования следующей покупки производственного оборудования
Нужна ли мне ленточная пила?
В любом производственном процессе очень важно иметь подходящие инструменты. Это означает поиск качественной продукции от надежного поставщика. Вам нужны надежные и доступные по цене ленточные пилы для следующего проекта в области металлообработки или деревообработки? Если да, то Гроб вас прикрывает.
Что такое ленточная пила?
Ленточная пила, также стилизованная под ленточную пилу, представляет собой механическую пилу, состоящую из непрерывной зубчатой стальной ленты, натянутой на два или более колес. Лента проходит через поверхность столешницы, позволяя резать поступающий материал при вращении колес. По сравнению с лобзиками или спиральными пилами, эти пилы имеют лезвия, которые двигаются в одном направлении, что сводит к минимуму образование вибрации и движение пыли вверх.
Ленточные пилы подходят для резки самых разных материалов, от металлов до мяса.Их можно использовать для создания кругов и кривых или для разрезания толстых кусков материала на тонкие слои. Хотя ручной пилы может быть достаточно, если вы режете только одну деталь, лучше всего приобрести ленточную пилу, если вы режете материал в больших объемах.
Типы ленточных пил
Ленточные пилыдоступны в различных конструкциях и конфигурациях для различных применений резки. Ниже мы выделим некоторые из наиболее распространенных вариантов.
Горизонтальные ленточные пилыКак следует из названия, горизонтальные ленточные пилы режут материалы горизонтально.Они обеспечивают бесшумную работу, хорошую точность резки и превосходную точность резки при выполнении прямых резов. Однако они не подходят для создания изогнутых или сложных разрезов. Типичное применение – резка древесины на более мелкие куски.
Вертикальные ленточные пилыКак следует из названия, вертикальные ленточные пилы режут материалы вертикально. В отличие от горизонтальных ленточных пил, они могут с легкостью выполнять прямые или изогнутые, а также простые или сложные пропилы. Это качество делает их наиболее универсальным типом ленточных пил.Их можно использовать для поперечных, продольных или радиальных / криволинейных пропилов.
Настольные ленточные пилы Настольные ленточные пилыобеспечивают высокую производительность резки в компактном корпусе. Они являются популярным выбором для дома и небольших мастерских.
Переносные ленточные пилыПереносные ленточные пилы, также называемые ручными ленточными пилами, предназначены для пиления на ходу. Они маленькие и легкие, чтобы их можно было переносить на рабочее место и обратно.Несмотря на свои компактные размеры, они сохраняют большую часть универсальности своих настольных аналогов, позволяя пользователям создавать прямые, изогнутые и нестандартные разрезы. Они также идеально подходят для резки материала, который слишком велик для обычных ленточных пил или слишком тяжел, чтобы попасть на рабочую поверхность ленточной пилы.
Ленточная пила по деревуЛенточные пилы изначально были разработаны для резки дерева. Хотя сейчас они используются для резки множества других материалов, они остаются обычным инструментом для обработки дерева.Они бывают разных видов для различных целей деревообработки. Например, головные пилы используются для резки древесины твердых пород, в то время как ножовки используются для резки больших древесных материалов на более мелкие части.
Ленточная пила по металлуЛенточные пилы по металлу внешне похожи на пилы по дереву. Однако они предназначены для резки металлических материалов, что требует большего количества зубьев на лезвии и более низких скоростей резания. Они также могут иметь механизмы охлаждения и смазки для предотвращения перегрева или износа лезвия и щеточные колеса для предотвращения повреждения лезвия металлической стружкой.
Ленточные пилы для мясаЛенточные пилы для мяса используются для резки толстого мяса и костей. Таким образом, они имеют конструкцию из нержавеющей стали и легкую в уходе конструкцию, чтобы обработанный материал оставался безопасным для употребления.
Применение и использование ленточной пилы
Нажмите, чтобы увеличитьЛенточные пилы находят применение при резке в различных отраслях промышленности. Примеры типичного использования этих инструментов:
- Лесозаготовка
- Переработка и упаковка мяса
- Металлообработка
- Деревообработка
Ленточные пилы – это универсальные режущие инструменты, которые находят применение в самых разных областях резки. Если вы ищете ленточные пилы, которым можно доверять, обратитесь к экспертам Grob Inc. Мы разрабатываем, производим и распространяем качественные ленточные пилы с 1929 года. Для получения дополнительной информации о наших продуктах просмотрите нашу страницу с описанием ленточных пил. Чтобы получить помощь в выборе инструмента для ваших нужд, свяжитесь с нами сегодня.
Выбор деревообрабатывающих инструментов | Настольная пила против ленточной пилы – Флоридская школа деревообработки
Настольная пила vs.Ленточная пила
Инструменты для деревообработки – это то, чем я пользовался всю свою жизнь. Деревообработка и преподавание классов деревообработки было делом моей жизни, и я всегда работал с предположением, что в каждом деревообрабатывающем цехе должна быть настольная пила.
Но в последнее время я переосмыслил эту стратегию. Некоторые утверждают, что ленточная пила должна быть инструментом номер один . Если вы открываете магазин впервые или переходите в магазин меньшего размера, или если вы давно пользуетесь настольной пилой, может ли ленточная пила быть лучшим инструментом?
Если бы у вас было место только для настольной или ленточной пилы, что бы это было?
Оказавшись на необитаемом острове, какой инструмент вы предпочли бы использовать, чтобы подкрепить свою столярную привычку, когда вы обсуждаете, собираетесь ли вы попытаться покинуть остров?
Начальный курс деревообработки в Школе деревообработки Флориды поможет вам познакомиться с настольной и ленточной пилой.Вы научитесь безопасно пользоваться этими инструментами и познакомитесь с их сильными и слабыми сторонами.
Давайте рассмотрим некоторые особенности каждого из них.
Почему стоит выбрать настольную пилу
Настольные пилы используются как в школах плотницкого дела, так и в школах деревообработки.Настольная пила является традиционным инструментом для деревообработки, который выбирают в магазине, и не зря.
Он произошел от больших дисковых пил, используемых на заводах для распиливания древесины на доски. Считается, что Табита Бэббит, женщина-шейкер, изобрела диск для циркулярной пилы после того, как увидела, как двое мужчин используют ножовку для двоих и поняла, насколько неэффективен их труд.
Настольная пила по своей конструкции отлично справляется с прямыми пропилами. Вот почему он является основой большинства магазинов корпусной мебели и мебели. При сборке шкафов большинство разрезов прямые, будь то резка фанеры по размеру или продольная распиловка древесины твердых пород по ширине. Вот почему это важная часть каждого урока для начинающих по деревообработке.
При использовании параллельного упора на настольной пиле край заготовки, упирающийся в упор, должен быть прямым. В противном случае заготовка может вращаться, проходя сквозь лезвие.Точно так же при использовании углового калибра для направления заготовки при поперечной резке. Край на лицевой стороне измерителя угла наклона должен быть прямым.
Лезвие настольной пилы вращается в сторону оператора. Режущее действие происходит на передней части лезвия, когда зубья лезвия вращаются вниз. Это, конечно, означает, что задняя часть полотна вращается вверх из стола пилы.
И это одна из проблем настольной пилы. Это МОЖЕТ быть одним из менее безопасных инструментов для деревообработки.
Это движение лезвия вверх / вперед может захватить заготовку и отправить ее в полет. Это обычно называется отдачей и может привести к травме. Вот почему важно всегда стоять сбоку от заготовки, когда вы вводите ее в лезвие.
В новые настольные пилы встроен ряд функций безопасности, которые помогают снизить вероятность возникновения отдачи. К ним относятся делители, расклинивающие ножи, защелки для защиты от отдачи и крышки для лезвий. Поэтому важно прочитать руководство и использовать оборудование так, как оно было разработано, убедившись, что все настроено и настроено правильно.
Почему выбирают ленточную пилу
Столярные изделия на ленточной пиле GrizzlyДля сравнения, давайте взглянем на ленточную пилу. Сразу за воротами вы замечаете совершенно иной дизайн, чем настольная пила.
Вместо твердой круглой стальной пластины с твердосплавными зубьями на настольной пиле лезвие ленточной пилы представляет собой именно такой – узкую гибкую стальную ленту с зубьями, образованными вдоль одной кромки. Полотно ленточной пилы растягивается и приводится в движение между двумя или тремя колесами.
При вращении колес режущее действие полотна ленточной пилы направлено вниз, к столу.
Я готов поспорить, что большинство плотников резервируют ленточную пилу для резки кривых и нестандартных форм. А конструкция ленточной пилы с узким полотном делает ее идеальной для этих операций.
Но у этой конструкции есть еще одно преимущество. Поскольку лезвие очень узкое и режет вниз, его преимущество заключается в том, что заготовка надежно удерживается на столе во время резки. Это делает ленточную пилу более безопасной, чем настольная пила для большинства пропилов.
И, рискуя повториться, мы полностью покрываем ленточную пилу в Начальном классе деревообработки
Продольный пропил на ленточной пиле с правильным лезвием – легкий ветерок.Для начала вам не нужна квадратная справочная кромка. Все, что вам нужно, это прямая линия для использования в качестве направляющей при подаче заготовки в лезвие. Пропуск по фуганку или несколько движений ручным рубанком быстро удаляют следы пилы.
Обрезка конусов на ленточной пиле (например, конических ножек) также является легкой задачей. Просто нарисуйте направляющие, вырежьте сразу за пределами линий, а затем выполните несколько штрихов плоскости, чтобы получить идеально гладкую коническую поверхность. Это проще, чем ты думаешь.
Да, узкое полотно ленточной пилы делает ее идеальным инструментом для резки кривых. Но у ленточной пилы есть еще один трюк в рукаве: повторная распиловка (<—нажмите, чтобы посмотреть видео Майкла Форчун о повторной распиловке). Для повторной распиловки пиломатериалов необходимо вырезать более тонкие доски или шпон из более толстой доски. Это отличный способ максимально эффективно использовать дорогую древесину лиственных пород.
Когда вы разговариваете с дизайнерами мебели, такими как Келли Паркер и Майкл Форчун, они говорят вам, что ленточная пила должна быть частью любого арсенала инструментов для деревообработки.
Заключение
Выбор того, нужна ли вам настольная пила или ленточная пила, зависит от нескольких факторов. Конечно, если у вас есть торговая площадь и бюджет, вы можете иметь и то, и другое! Ваша работа включает в себя кривые или формы произвольной формы, или, если пространство ограничено, вы не ошибетесь с ленточной пилой. Настольная пила отлично подходит, когда большая часть вашей работы связана с резкой фанеры по размеру, а ваши проекты в основном представляют собой «квадратную работу», такую как столярные изделия и книжные полки.
Прежде чем совершить покупку, вы не зря потратите время на то, чтобы подумать о преимуществах и недостатках этих деревообрабатывающих инструментов.
Как отрезать прямую с помощью ленточной пилы
Хорошо оборудованный деревообрабатывающий цех будет иметь, по крайней мере, настольную пилу и отрезную / торцовочную пилу среди электроинструментов. Каждая из них хорошо выполняет то, для чего предназначена, и играет неотъемлемую роль в процессе деревообработки.
В хорошо оборудованном деревообрабатывающем цехе также будет ленточная пила. Есть некоторые задачи, с которыми справится только ленточная пила, но с которыми не справятся ни настольная пила, ни отрезная пила. Давайте внимательно рассмотрим это.
Что такое ленточная пила и на что она способна?
Ленточная пила – это механическая пила, у которой длинное непрерывное зубчатое полотно удерживается в вертикальном положении между двумя колесами, которые обеспечивают непрерывную циркуляцию полотна.Он способен резать различные материалы, в том числе дерево и металл, которые проталкиваются через платформу ленточной пилы в полотно пилы для резки. Материалы, подвергаемые прямой резке, направляются ограждением, которое удерживает материал на месте для равномерного реза.
Хотя и правда, что ленточные и настольные пилы могут выполнять одни и те же пропилы, ни одна из них не может заменить другую. Также нельзя импровизировать с одним из них для выполнения сокращений, для которых другой больше подходит. Вот пара примеров.
Выполнение криволинейных пропилов с помощью вашей ленточной пилы
Сила ленточной пилы заключается в выполнении криволинейных пропилов, задача, которую не могут выполнить ни настольная пила, ни отрезная пила.Хотя лобзик может быть предпочтительным инструментом для простых кривых и необычных форм, он не может сравниться с ленточной пилой для более сложных криволинейных разрезов, таких как ножки кабриоля и резка нестандартных форм.
Выполнение прямых резов с помощью ленточной пилы
Ленточные пилы также очень полезны при повторной распиловке древесины или разрезании больших плит на более тонкие плиты. В некоторых случаях настольная пила может быть полезна для распиловки дерева, но ваша отрезная или торцовочная пила не может этого сделать.
Для повторной распиловки древесины (вырезания более тонких досок из более толстых плит) вашей ленточной пилой вам понадобится забор (стена, в которую упирается разрезаемая плита, когда она проталкивается через лезвие) высотой с саму плиту. резать.Расположенный параллельно лезвию, он обеспечивает стабильность и прямолинейность, необходимые для точного среза.
Что означает размер ленточной пилы?
Размер ленточной пилы измеряется от лезвия до горловины (вертикальный вал, который служит проходом для возврата лезвия, когда оно вращается вокруг своих двух колес, верхнего и нижнего). Это расстояние определяет самый большой кусок дерева, который можно безопасно распилить. Некоторые ленточные пилы поставляются с собственным забором, что также влияет на размер доски, которую можно разрезать.
С какой скоростью должна работать ленточная пила?
Ленточные пилы обычно работают со скоростью около 1000 футов в минуту. В то время как дерево можно хорошо резать на более высоких скоростях, превышающих 5000 футов в минуту, в этом случае медленнее означает безопаснее. Если ваша ленточная пила близка к нижнему диапазону, вы получите хороший рез.
Насколько плотно должно быть полотно ленточной пилы?
Как и другие моторные пилы, полотно ленточной пилы требует натяжения для обеспечения стабильно точных и прямых пропилов. Это особенно актуально для толстых плит и более плотной древесины.Производители ленточных пил рекомендуют натяжение от 15 000 фунтов на квадратный дюйм до 20 000 фунтов на квадратный дюйм для типичного полотна из углеродистой стали.
Устранение неполадок ленточнопильных станков
Теперь, когда мы рассмотрели основы работы с ленточнопильными станками, давайте рассмотрим некоторые из наиболее распространенных проблем, связанных с этим станком.
Почему моя ленточная пила не режет прямо?
Непрямые пропилы ленточной пилы могут быть вызваны несколькими причинами, некоторые из которых теперь должны быть очевидны на основе приведенной выше информации о ленточной пиле.
- Затупившееся лезвие. Как и в случае любой пилы, механической пилы или другой руки, острое лезвие хорошего качества необходимо для чистого и прямого реза. Лекарство очевидно, если это причина.
- Недостаточное натяжение полотна. Мы отметили, каким должно быть это натяжение, и если ваше давление меньше 1000 фунтов на квадратный дюйм, лезвие напрягается, чтобы резать прямо и точно.
- Неправильная подача древесины. Если вы прижмете доску к лезвию быстрее, чем она может разрезать чисто, лезвие может повернуться.Результат – кривое но.
- Без направляющей. Направляющая или упор следует использовать на всех прямых пропилах по очевидным причинам – они удерживают древесину на месте и сохраняют одинаковую ширину на всем протяжении пропила.
Почему моя ленточная пила режет влево?
Когда полотно ленточной пилы острое и настроено с надлежащим натяжением, и используется направляющая или ограничитель, не требуется большого усилия, чтобы вставить доску в полотно и получить чистый и точный рез. При отсутствии всех этих условий – острое лезвие, достаточное натяжение, сила, достаточная только для подачи лезвия со скоростью, с которой он может справиться – лезвие может поворачиваться в любом направлении влево или вправо, и в результате получается плохой разрез.
Итак, либо с ленточной пилой что-то не так, либо вы слишком быстро прижимаете дерево к полотну, чтобы оно могло выполнять свою работу. Если вы уверены, что ленточная пила в порядке, это ошибка пользователя. Немного отступите с силой и позвольте лезвию делать свою работу в собственном темпе с этими острыми зубьями.
Как получить гладкий пропил ленточной пилой?
Ответ теперь должен быть довольно ясным. Острое качественное лезвие; правильная установка натяжения; правильная скорость лезвия; использование направляющей или ограждения; только достаточное усилие, прижимающее дерево к лезвию, чтобы оно могло хорошо выполнять свою работу без скручивания.Следуйте этим советам по резке для вашей ленточной пилы, и ваш пропил будет прямым, гладким и точным.
Переносные ленточные пилы
Прежде чем мы закончим, давайте немного поговорим о переносных ленточнопильных станках. Да, есть портативные ленточные пилы, и, очевидно, они намного меньше, чем ленточные пилы высотой 5-6 футов, которые вы часто видите в более хорошо оборудованных деревообрабатывающих цехах.
Вы, скорее всего, найдете портативную ленточную пилу в цехе по изготовлению металлических изделий, но не в деревообрабатывающем цехе. Они используются для резки и обработки стали с помощью высокопроизводительного лезвия, созданного для этой цели, и обычно используются вместо плазменной горелки или там, где использование Sawzall невозможно.
Переносные ленточные пилы, конечно, можно использовать для распиливания дерева. Но это не их обычное использование. Они представляют собой специализированный инструмент, чаще всего не для конкретной цели в производстве металлических изделий.
Общие рекомендации по использованию ленточной пилы для получения прямого и точного пропила не сильно отличаются от тех, которые применимы к другим мотопилам – стол, кондуктор, резка, мастерство.