Электроды лэз мр-3с
Электрод представляет собой металлический стержень, имеющий длину около 45 см и покрытый специальным составом. Один конец электрода зажимается электрододержателем, а другой предназначен непосредственно для контакта с изделием путем зажигания и поддержания дуги. В процессе выполнения сварочных работ происходят сложные высокотехнические процессы. Свойства электродов характеризуются свойствами шкала, который образуется из основы покрытия электрода.
Электроды должны легко зажигаться и обеспечивать хорошее горение сварочной дуги, равномерно расплавляться и покрывать шов шлаком. С положительно характеризует состав электродов и отсутствие трещин, пор, брызг во время работы.
Классифицируются электроды в зависимости от вида сварочных работ, от используемых основных материалов, от используемого тока и так далее. Так, электроды лэз мр-3с нашли широкое применение при проведении сварочных работ с использованием ручной дуговой сварки. При этом должны быть конструкции и изделия из углеродистых сталей. Данный вид расходных сварочных материалов применяется при изготовлении шва в различных положениях: нижнее, вертикальное, потолочное и сверху вниз. Используется ток постоянный обратной полярности и переменный с напряжением холостого хода около 50В. Сила тока зависит, как правило, от диаметра электрода и положения шва. Чем больше диаметр используемого электрода лэз мр-3с, тем выше потребуется сила тока.
Сегодня в специализированных магазинах можно приобрести электроды МР-3с диаметром от 2 до 6 миллиметров. При этом, для сварки шва в положении сверху вниз используются только диаметр 2-3 мм. Плавление электродов МР-3с характеризуются коэффициентов наплавки в 8,5 г/Ач. На 1 кг наплавленного металла расходуется около 1,7 кг электродов. Шов, образующийся при использовании электродов, обладает следующими основными механическими свойствами: сопротивление разрыву до 460 МПа, относительное удлинение 20%, ударная вязкость 80 Дж/см2. Химический состав наплавленного металла в процентном выражении состоит из углерода, около 0,12%, марганца, кремния, серы и фосфора.
Электроды мр-3с лэз с рутиновым покрытием используются для сварочных работ, где исходная сталь обладает высоким содержанием углерода, а также низколегированная сталь. Рутиловое покрытие, представлено бросающимся в глаза синим цветом, защищает готовый шов от окисления и попадания шлаков в процессе проведения работ.
Сварочные электроды лэз изготавливают на Лосиноостровском электродном заводе. Продукция ОАО «ЛЭЗ» соответствует требованиям всем европейским стандартам качества. Готовая продукция завода получила аттестаты от таких известных компаний по определению качества, как Госстандарт России, «TUV» ,ООО «ВНИИСТ» и многие другие.
Сварочные электроды ЛЭЗ МР-3
Данная модель производства Лосиноостровского электродного завода предназначена для сварки сталей с содержанием углерода не более 0,25%. Изделия могут применяться как в домашнем хозяйстве, так и на производствах. Благодаря тому, что производитель имеет широкую дилерскую сеть, его электроды очень распространены.

Отличием “МР-3” производства ЛЭЗ, является высокое качество и приемлемая цена. Помимо надежности соединения, стержни гарантируют также удобную и простую работу.
Содержание статьи:
Свойства и характеристики электродов
Электроды могут похвастаться легким зажиганием дуги и ее стабильным горением. Это дает возможность сделать шов равномерным и плотным. Такие свойства позволяют работать с электродами даже если вы новичок и только учитесь сварке.
Вот какие технические характеристики имеет изделие:
- коэф. наплавки: 8,5 г/Ач;
- расход 1,7 кг на 1 кг наплавленного металла;
- небольшое разбрызгивание;
- возможность вести работы в разных положениях.
- диаметр: 3 — 6 мм;
- легкая отделяемость шлака;
- покрытие: рутил.
Химический состав “ЛЭЗ МР-3” выглядит так:
- углерод;
- марганец;
- кремний;
- сера;
- фосфор.
Благодаря такому “набору” технические свойства шва остаются на самом высоком уровне. Соединение получается плотным и надежным. Сваривая изделия такими электродами, вы можете быть уверены, что они прослужат долго.
Электроды могут использоваться с обычными инверторами. При этом можно использовать постоянный или переменный ток.
В зависимости от диаметра, стержни должны использоваться с разными токами:
- 2 мм: 30 — 80 А;
- 3 мм: 70 — 120 А;
- 4 мм: 110 — 160 А;
- 5 мм: 150 — 200 А.
Правила использования и хранение
Купить электроды мало, нужно знать как ими пользоваться. Перед тем, как начинать работу, необходимо подготовить материал. Все кромки и свариваемые поверхности должны быть чистыми и сухими. В этом случае соединение получится качественным, а варить будет удобно.
Электроды поставляются в упаковках и влагозащитной пленке. Но этого не всегда бывает достаточно. При неправильных условиях хранения, электроды могут впитать много влаги или подвергнуться механическим воздействиям. Первое можно “вылечить”. Если вышло так, что стержни стали слишком влажными, их нужно прокалить в специальной печи. Это делается в течение часа при t около 160 — 170°С. После этого они будут готовы к работе.
Храните электроды в сухих местах и в помещениях с минимальной влажностью.
Заключение
“ЛЭЗ” производит сварочные электроды уже давно и имеет множество клиентов. Тем не менее не все отзывы мастеров являются положительными. Некоторые сварщики говорят, что у данной модели часто бывают проблемы с поджигом, образуется большое количество шлака, а сами электроды могут липнуть к металлу. Получается что несмотря на сертификаты качества и производство, соответствующее ГОСТу, изделия могут доставлять некоторые неприятности при сварке.
Для своей ценовой категории “ЛЭЗ МР-3” вполне неплохи, но та же модель, выпущенная другим производителем может показать себя лучше.
instrument-blog.ru
Электроды мр-3с синие
Сегодня купить электроды не составит никакого труда. В магазине или на рынке высококвалифицированные специалисты помогут и подскажут, что лучше выбрать. Главное нужно точно знать, что нужно варить или наплавлять, из какого материала состоят конструкции и основные изделия. Так как от вида и химического и технического состава исходного материала зависит выбор электрода.
Для ручной сварки предназначены электроды мр-3с. В зависимости от видов работ и используемых сталей они отличаются друг от друга по цвету.
Электроды марки МР-3с имеют коэффициент наплавки 8,5 г/Ач, как расходный материал получается 1,7 кг электродов на 1 кг наплавленного металла. Механический состав металлического шва обладает временным сопротивлением разрыву в 480 МПа, относительным удлинением 22%, ударной вязкостью 100 Дж/см2. Наплавленный металл имеет химический состав: углерод до 0,10%, марганец 0,50-0,70%, кремний 0,10-0,20%, сера и фосфор не более, чем по 0,040%.

При выполнении сварочных работ в нижнем положении готового шва используются электроды диаметром от 2,5 до 6 мм, при вертикальном от 2,5 до 5,0 мм, а для потолочного пространственного положения применяют электроды диаметром от 2,5 до 4,0. При этом, конечно же, требуется различная сила тока, от 60 до 250 ампер. Содержание влаги в покрытии электрода перед началом эксплуатации допускается по стандартам не более 1%.
elektrod-3g.ru
Электроды МР-3С популярны и просты в использовании
Покрытие: Рутиловое (Р)
Назначение: Для сварки углеродистых и низколегированных сталей
Сварочный ток: Переменный и постоянный, обратная полярность (~/+)
Пространственное положение при сварке: Все положения (1)
Применение: для ответственных конструкций, Электроды для сварки труб
Выпускается производителями: Lincoln Electric (США, Кливленд), ЛЭЗ, Лосиноостровский Электродный Завод, РОТЕКС (Кострома, Москва), СЗСМ (Костромская область), СпецЭлектрод (Москва, Санкт-Петербург, Екатеринбург), Сычевский электродный завод (Москва), ТАНТАЛ ЛТД (Сызрань), Шадринск, Шадринский электродный заводСреди прочих электродов по внешнему виду электроды МР-3С выделяются синим цветом рутилового покрытия, которым они обработаны снаружи. Они нашли широкое применение в производстве, машиностроении, строительстве при сваривании высоко углеродистых и низколегированных сталей и сплавов. Электроды МР-3С обеспечивают сварочному шву до 460 MПа временного сопротивления разрыву.
Особенности применения электродов
- Легкая воспламеняемость дуги при первом и повторных розжигах.
- В процессе работы рутиловое покрытие обеспечивает защиту сварочного шва от вкраплений шлака и быстрого окисления.
- Высокое постоянство сварочной дуги, в сравнении с другими видами.
- Электроды обеспечивают законченный ровный шов, без пор и микропустот, с высокой степенью прочности к механическим нагрузкам, усталости и износу, что делает их применение целесообразным при сваривании ответственных металлоконструкций, например, стыков трубопроводов с использованием в стационарных условиях без нагрузки.
- С успехом могут использоваться для временного прихватывания и постоянного соединения металлических элементов в любых положениях, в том числе вертикально сверху вниз, что обеспечивается легкостью возгорания дуги.
- Относительную простоту выполнения сварочных работ обеспечивают качественные материалы и высокая квалификация сварщика, в результате образуется не сильно возвышающийся над поверхностью свариваемых деталей шов, а стыки между основным металлом и швом плавные.
Технологические режимы для электродов
- Диаметр 2,5 мм при работе в нижнем режиме рассчитан на силу тока 70-90 А, в потолочном и вертикальном – 60-100 А, при вертикальном сверху вниз – 100-110 А.
- Диаметр 3,0 мм при работе в нижнем режиме рассчитан на силу тока 90-130 А, в потолочном и вертикальном – 80-110A, при вертикальном сверху вниз – 140-17-А.
- Диаметр 4,0 мм при работе в нижнем режиме рассчитан на силу тока 140-180A, в потолочном и вертикальном режиме – 120-160A.
- Диаметр 5,0 мм при работе в нижнем режиме рассчитан на силу тока 170-220A, в потолочном и вертикальном режиме – 150-190A.
- Диаметр 6,0 мм при работе в нижнем режиме рассчитан на силу тока 240-300A, холостой ход около 50B.
Видео
Предлагаем посмотреть ролик, в котором дилетант-самоучка сравнивает в работе данную марку электродов с другими, возможно, это поможет вам в выборе.
АНО-21 & УОНИ-13/55 & МР-3С
Монолит РЦ & МР-3С
МР-3С (СЗСМ) & АНО-21 (Тигарбо, КОМЗ)
МР-3С (СЗСМ) & ОЗС-12 (СЗСМ)
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Сварочные электроды МР 3С: технические характеристики,сортамент
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.

Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.

Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.

Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.

Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, % | ||||
Углерод | Кремний | Марганец | Сера | Фосфор |
0,1 | 0,17 | 0,58 | 0,025 | 0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг | ||
| 23,5 | 90 | 1,7 | ||
Размеры и ассортимент
| Диаметра электрода, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А | Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Производители:
- Эра;
- ЭконПлюс;
- Вистек;
- Ресанта;
- Стандарт;
- Монолит.
svarkaipayka.ru
Как расшифровать названия электродов?
Электроды являются необходимым материалом длявыполнения качественных сварочных работ. От правильного выбора электрода напрямую зависит прочность сварного соединения.
Расшифровка электродов очень проста и составляется согласно требованиям государственных стандартов. Делают маркировку на данных изделиях для того, чтобы мастер мог быстро определить, какой именно электрод ему необходим для заданного вида сварочных работ.
 Расшифровка сварочных электродов
Расшифровка сварочных электродов
 Расшифровка сварочных электродов
Расшифровка сварочных электродовДля того чтобы правильно понять маркировку электродов, рассмотрим пример:
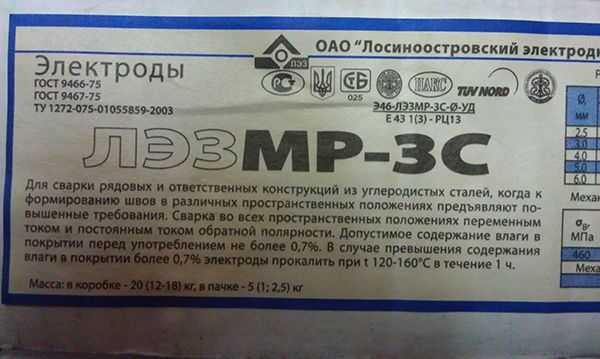
Э46-ЛЭЗМР-3С-D-УД
Е 431(3)- РЦ13
Каждая буква и цифра имеет свои характеристики, читая обозначения можно узнать об электроде полную информацию, а так же область его применения.
Расшифровка маркировки электродов производится следующим образом:
Э46 – это тип электрода, где Э обозначает электрод, а 46 – допустимая нагрузка сварного шва
ЛЭЗМР-3С – данное буквосочетание указывает марку электрода, здесь обычно зашифровано название завода производителя
D – указывает диаметр изделия, он может быть разным
УД – говорит о толщине покрытия изделия и области его применения, У– для углеродистой низколегированной стали, Д – плотное покрытие
Е 431(3) – это индекс электрода, указывает нам характеристики металла для сварки
РЦ – говорит о виде покрытия электрода, в данном случае речь идет о рутиловом и целлюлозном покрытии
13 – показывает положение электрода при сварке и рекомендуемый ток, 1– говорит о возможности сварки в любом положении, 3 – соответственно, указывает ток.
Специалисты сварщики знают все маркировочные буквы и цифры и с легкостью читают шифр на упаковке электродов, но у некоторых производителей есть свои особенности маркировки.
Электроды уони расшифровка
 Электроды уони расшифровка
Электроды уони расшифровкаДля того что бы расшифровать электроды уони, необходимо знать некоторые их особенности. Эти изделия можно применять только для ручной дуговой сварки. Широко известны четыре типа электродов данного производителя.
Для сварки кованных изделий, в том числе и литых, применяют УОНИ 13-55. Полученные швы характеризуются высоким уровнем пластичности и вязкости. В состав входит никель и молибден.
Для высокоуглеродистых сталей применяют УОНИ 13-55. Швы не образуют трещин. В состав входит углерод, фосфор кремния, сера, марганец. Для конструкций с повышенным уровнем сложности рекомендуют применение УОНИ 13-55.
www.svarcka.ru
Сварочные электроды МР-3С
| Характеристики сварочных электродов ЛЭЗ МР-3С | |||||
Назначение |
Ручная дуговая сварка рядовых и ответственных конструкций из углеродистых сталей.
|
||||
Положение сварки |
Все пространственные положения |
||||
Ток |
Переменный; постоянный, обратной полярности. |
||||
|
|||||
Допустимое содержание влаги в покрытии перед употреблением |
Не более 0,7% ! В случае превышения содержания влаги в покрытии, электроды необходимо прокалить при температуре 120-160°С в течение 1 часа. |
||||
Масса |
В коробке – 20 (12-18) кг В пачке – 5 (1; 2,5) кг |
||||
Рекомендуемые значения силы тока, А
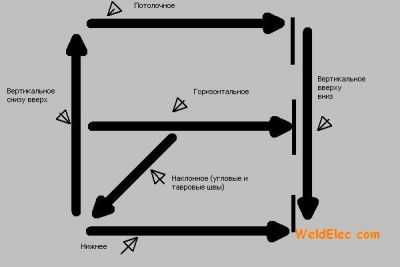
| Ø, мм | Положение шва | |||
| нижнее | вертикальное снизу вверх |
потолочное | вертикальное сверху вниз |
|
| 2,0 | 40-60 | 40-60 | 40-60 | 40-60 |
| 2,5 | 70-90 | 60-100 | 60-100 | 100-120 |
| 3,0 | 90-130 | 80-110 | 80-110 | 140-170 |
| 4,0 | 140-180 | 120-160 | 120-160 | — |
| 5,0 | 170-220 | 150-190 | — | — |
| 6,0 | 240-300 | — | — | — |
Механические свойства металла шва:
- Временное сопротивление разрыву, не менее: 460 МПа
- Относительное удлинение, %: 20
- Ударная вязкость, Дж/см²: 80
www.woshod-metiz.ru