Листогиб гидравлический гибочный станок для листового металла с ЧПУ
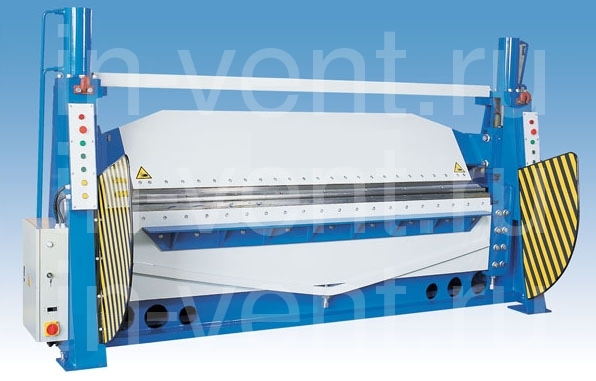
Гидравлический гибочный станок для листового металла
Представляем Вашему вниманию, гибочный станок для листового металла с ЧПУ, производимый в России. Наши гидравлические листогибы с ЧПУ являются отличным примером импортозамещения. Листогибы ПГГ-1000У, ПГГ-1500У, ПГГ-2000У, ПГГ-2500У — это современные гидравлические гибочные станки для листового металла с ЧПУ. Аббревиатура «ЧПУ» означает Числовое Программное Управление. Для управления листогибом используется программируемый контроллер, в который оператор заносит необходимые параметры гибки металла. Наша компания, уже много лет занимается продажей станков для металлообработки, и листогибочные станки серии ПГГ неизменно пользуются популярностью у покупателей. Чтобы не стоять на месте, производитель периодически модернизирует и усовершенствует свою продукцию. Так, с начала 2017 года, все станки серии ПГГ получили обновлённую систему управления и новую конструкцию рамы для моделей ПГГ-2000У и ПГГ-2500У.
На гидравлических станках листогибах ПГГ устанавливаются стандартные инструменты (матрица и пуансон), такие же как и на различных импортных аналогах. С помощью которых можно производить различные формы профиля:
У нас вы можете купить станок листогиб гидравлический, а так же заказать необходимый Вам инструмент. Для этого вам будет необходимо предоставить информацию по изделиям (форма, размеры, материал) и наши специалисты составят техническое задание, сделают необходимые чертежи и закажут для Вас всё необходимое.
Привод гибочных станков гидравлический, Маслостанция и гидроцилиндры листогиба — российского производства, а значит надежные и недорогие в эксплуатации.Гидрораспределительная система — европейская.
Благодаря такой компановке, гидравлический листогиб с ЧПУ серии ПГГ является надежным и недорогим аналогом импортного оборудования. Если вы хотите купить листогиб недорого (по цене производителя) и хорошего качества, а так же получить заводскую гарантию и сервисное обслуживание обращайтесь к нашим менеджерам за консультацией по телефону или воспользуйтесь формой обратной связи.
Параметр | Модель листогиба с ЧПУ | ||||
| ПГГ-1000У | ПГГ-1500У | ПГГ-2000У | ПГГ-2500У | ПГГ-3000 | |
| Рабочая ширина, мм | 1000 | 1500 | 2000 | 2500 | 3000 |
| Максимальное усилие, тс | 30 | 30 | 50 | 50 | 50 |
| Регулировка угла гиба | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Задний упор | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Масса станка, кг | 550 | 750 | 1000 | 1300 | 1500 |
| Габаритные размеры, ВхШхГ, мм | 1800х1600х1100 | 1800х2100х1100 | 1800х2600х1100 | 1800х3100х1100 | 1800х4000х1100 |
| Стоимость *, руб | 360 000,00 | 395 000,00 | 470 000,00 | 515 000,00 | 565 000,00 |
Параметр | Модель листогиба с ЧПУ | ||||
| ПГГ-1000УМ (60т) | ПГГ-1500УМ(60т) | ПГГ-2000УМ(100т) | ПГГ-2500УМ(100т) | ПГГ-3000УМ(75т) | |
| Рабочая ширина, мм | 1000 | 1500 | 2000 | 2500 | 3000 |
| Максимальное усилие, тс | 60 | 60 | 100 | 100 | 75 |
| Регулировка угла гиба | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Задний упор | ЧПУ | ЧПУ | ЧПУ | ЧПУ | ЧПУ |
| Масса станка, кг | 550 | 750 | 1000 | 1300 | 1500 |
| Габаритные размеры, ВхШхГ, мм | 1800х1600х1100 | 1800х2100х1100 | 1800х2600х1100 | 1800х3100х1100 | 1800х4000х1100 |
| Стоимость *, руб | 385 000,00 | 425 000,00 | 655 000,00 | 735 000,00 | 775 000,00 |
Купить все представленный листогибы вы можете в нашей компании. Для заказа гибочных и других станков для металла и консультаций воспользуйтесь формой обратной связи вверху страницы или звоните по телефону
Для заказа гибочных и других станков для металла и консультаций воспользуйтесь формой обратной связи вверху страницы или звоните по телефону
Листогиб гидравлический 4-х валковый Durma серии HRB-4
| 4-х валковый листогибочный станок (вальцы) DURMA серия HRB-4 |
Описание:
Данный станок позволяет:
выполнять качественную предварительную гибку, гибку конуса и эллипса. 4-вальцевый гибочный станок обладает всеми преимуществами асимметрической и пирамидальной гибочных машин. Существует возможность выполнения предварительной гибки на обеих концах в один проход. Все четыре вала установлены на подшипниках. Функция гидравлического откидывания вальца. Гидравлическая и электрическая системы защищены от перегрузок и нуждаются в самом минимальном обслуживании.
Стандартная комплектация:
-блок управления с цифровой индикацией
-гибка конуса
-закаленные валы
-электронное управление боковыми валами при помощи электронного контроллера РLC
-параллельность нижнего вала достигается с помощью торсионного вала.
-стальная конструкция рамы
-две скорости
-все валы на подшипниках
-гидравлическая система открывания и удобного вытягивания изделия
-центральные валы с приводом от гидравлического двигателя и планетарного редуктора.
-электрическая и гидравлическая защита от перегрузки
-нижний вал с регулированием гидравлического усилия.
-гидравлический привод гибочных вальцев
-переносная панель управления
-гидравлическое поднятие верхнего вальца
-устройства безопасности
-соответствие нормам ЕС
Опции:
-система управления CNC
-система управления NC
-плавное регулирование скорости
-охлаждение масла
-боковые держатели
-вертикальный держатель (механический Ø 2м х 1.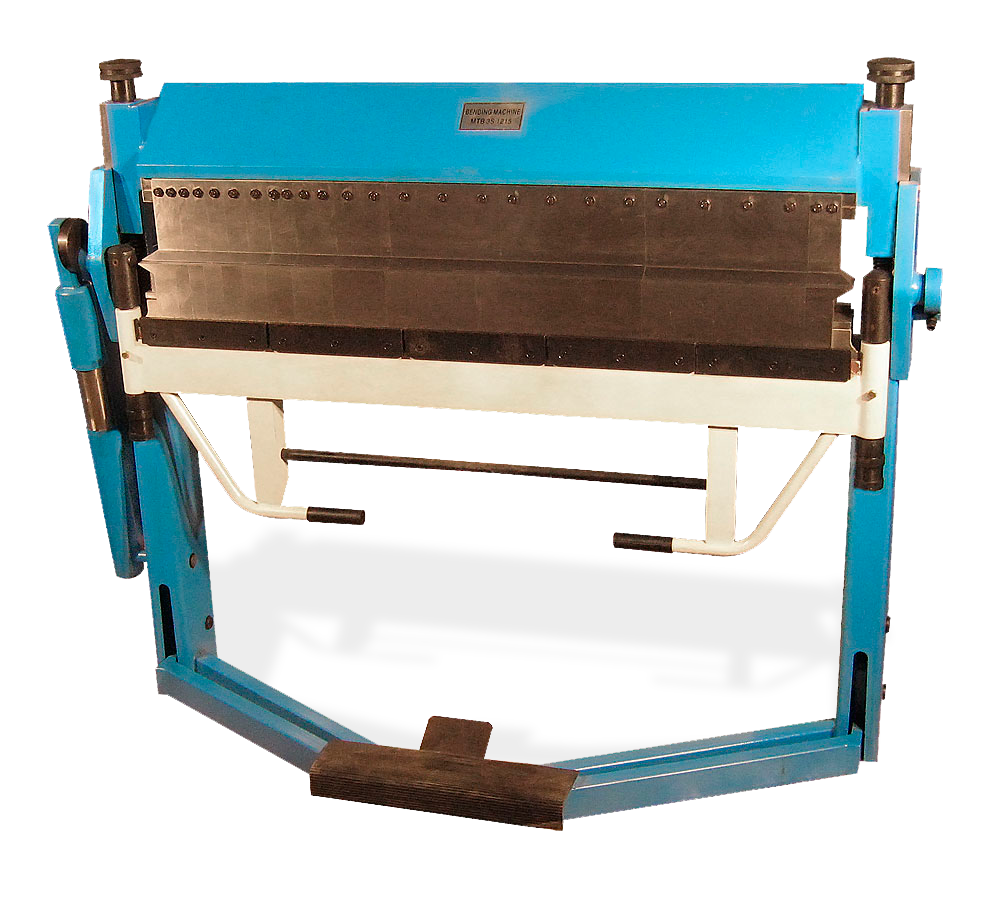 5)
5)
-вертикальный держатель (механический Ø 3м х 4)
-вертикальный держатель (механический Ø 3м х 6)
-стол подачи материала
-шлифованные валы
-заменяемый верхний вал для меньших диаметров
Технические характеристики:
(для стали с пределом пластичеcкой деформации 24 кг/мм2):
Модель | Рабочая длина, | Мин Ø заготовки = | Ø | Ø | Ø | Длина, | Ширина, | Высота, | Вес, | Мощность | |
С подгибом, | Без подгиба, | ||||||||||
HRB-4 2006 | 2050 | 4 | 6 | 170 | 150 | 140 | 3850 | 1150 | 2700 | 4 | |
HRB-4 2008 | 2050 | 6 | 8 | 200 | 180 | 170 | 3850 | 1300 | 1150 | 3900 | 5,5 |
HRB-4 2010 | 2050 | 8 | 10 | 210 | 190 | 180 | 3950 | 1400 | 1150 | 4300 | 7,5 |
HRB-4 2013 | 2050 | 10 | 13 | 230 | 210 | 190 | 3950 | 1400 | 1150 | 5300 | 7,5 |
HRB-4 2016 | 2050 | 13 | 16 | 270 | 250 | 220 | 4150 | 1650 | 1400 | 6500 | 11 |
HRB-4 2020 | 2050 | 16 | 20 | 300 | 270 | 220 | 4150 | 1650 | 1400 | 8000 | 11 |
HRB-4 2025 | 2050 | 20 | 25 | 330 | 300 | 250 | 4350 | 1900 | 1700 | 10500 | 15 |
HRB-4 2030 | 2050 | 25 | 30 | 360 | 330 | 250 | 4350 | 1900 | 1700 | 11200 | 18,5 |
HRB-4 2035 | 2050 | 30 | 35 | 400 | 370 | 300 | 4950 | 2100 | 1900 | 14000 | 22 |
HRB-4 2506 | 2550 | 4 | 6 | 200 | 180 | 170 | 4350 | 1300 | 1150 | 4300 | 5,5 |
HRB-4 2508 | 2550 | 6 | 8 | 210 | 190 | 180 | 4450 | 1400 | 1150 | 4800 | 7,5 |
HRB-4 2510 | 2550 | 8 | 10 | 230 | 210 | 190 | 4450 | 1400 | 1150 | 6000 | 7,5 |
HRB-4 2513 | 2550 | 10 | 13 | 270 | 250 | 220 | 4650 | 1650 | 1400 | 7200 | 11 |
HRB-4 2516 | 2550 | 13 | 16 | 300 | 270 | 220 | 4650 | 1650 | 1400 | 8800 | 11 |
HRB-4 2520 | 2550 | 16 | 20 | 330 | 300 | 250 | 4850 | 1900 | 1700 | 10200 | 15 |
HRB-4 2525 | 2550 | 20 | 25 | 360 | 330 | 250 | 4850 | 1900 | 1700 | 12500 | 18,5 |
HRB-4 3006 | 3100 | 4 | 6 | 210 | 190 | 180 | 5000 | 1400 | 1150 | 5300 | 7,5 |
HRB-4 3008 | 3100 | 6 | 8 | 230 | 210 | 190 | 5000 | 1400 | 1150 | 6500 | 7,5 |
HRB-4 3010 | 3100 | 8 | 10 | 270 | 250 | 220 | 5200 | 1650 | 1400 | 8500 | 11 |
HRB-4 3013 | 3100 | 10 | 13 | 300 | 270 | 220 | 5200 | 1650 | 1400 | 9700 | 11 |
HRB-4 3016 | 3100 | 13 | 16 | 330 | 300 | 250 | 5400 | 1900 | 1700 | 12200 | 15 |
HRB-4 3020 | 3100 | 16 | 20 | 360 | 330 | 250 | 5400 | 1900 | 1700 | 14000 | 18,5 |
HRB-4 3025 | 3100 | 20 | 25 | 400 | 370 | 300 | 6000 | 2100 | 1900 | 18000 | 22 |
HRB-4 3030 | 3100 | 25 | 30 | 430 | 400 | 330 | 6000 | 2200 | 2000 | 24000 | 30 |
HRB-4 3035 | 3100 | 30 | 35 | 450 | 420 | 360 | 6500 | 2300 | 2200 | 30000 | 37 |
HRB-4 3040 | 3100 | 35 | 40 | 470 | 430 | 360 | 6500 | 2300 | 2200 | 33000 | 37 |
HRB-4 3050 | 3100 | 40 | 50 | 520 | 490 | 420 | 6700 | 2700 | 2500 | 45000 | 55 |
HRB-4 3065 | 3100 | 50 | 65 | 650 | 600 | 500 | 7300 | 3600 | 3650 | 74000 | 66 |
HRB-4 4008 | 4100 | 6 | 8 | 300 | 270 | 220 | 6200 | 1650 | 1400 | 12200 | 11 |
HRB-4 4013 | 4100 | 10 | 13 | 360 | 330 | 250 | 6400 | 1900 | 1700 | 16500 | 18,5 |
HRB-4 4016 | 4100 | 12 | 15 | 400 | 370 | 300 | 7000 | 2100 | 1900 | 20000 | 22 |
Смотреть все листогибы ►
Дополнительную информацию Вы можете уточнить по телефонам в Москве:
фото, видео, с ЧПУ, чертежи
Первые станки, предназначенные для гибки листового металла изобрели еще в 19 веке в Америке. В это время в мире начинается промышленный бум, который характеризовался широким внедрением в производство всевозможных станков и механизмов. Широкое применение листогибов было обусловлено большой трудоемкостью ручного изготовления деталей из листового металла. Первые подобные станки были механическими и обладали весьма низкой производительностью.
В это время в мире начинается промышленный бум, который характеризовался широким внедрением в производство всевозможных станков и механизмов. Широкое применение листогибов было обусловлено большой трудоемкостью ручного изготовления деталей из листового металла. Первые подобные станки были механическими и обладали весьма низкой производительностью.
Выбираем гидравлический листогиб
После изобретения цилиндра высокого давления началось разработка разных станков, работающих на основе пневматического давления. Этот принцип был применен и в новых конструкциях станков для гибки металла. Однако, подобные станки были слишком громоздки и неудобны в эксплуатации. И только в середине 20 века были сконструированы первые гидравлические листогибы. Как показала практика, подобная система оказалась наиболее эффективной и технологичной в использовании.
Область применения и разновидности
По своей сути листогиб представляет собой пресс, предназначенный для сгибания различных заготовок из листового металла. Преимуществом гибки с помощью станка является отсутствие деформаций металла, которые неизбежны при ручной гибке с помощью киянки. Гибочная балка обычно снабжается резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.
Преимуществом гибки с помощью станка является отсутствие деформаций металла, которые неизбежны при ручной гибке с помощью киянки. Гибочная балка обычно снабжается резиновыми накладками, которые обеспечивают сохранность поверхности при работе с окрашенными листами.
Гидравлический листогиб может сгибать листы из жести, меди, алюминия, а также из стали. При этом достигается очень высокая точность сгиба. На подобных аппаратах в основном изготавливают металлические детали для кровли и наружной отделки зданий — откосы, коньки, внешние и внутренние уголки. Также листогибы применяют в автомобильной, авиационной, судостроительной промышленности — везде, где человек имеет дело с листовым металлом.
Современные листогибы бывают трех основных типов:
- Ручные. В таких станках для сгиба применяется мускульная сила работника, передающаяся через систему блоков на механизм.
- Электрические. В них работа производится с помощью электрических двигателей.
- Гидравлические.
 Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.
Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.
 Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.
Самый распространенный тип. Работает за счет энергии жидкости, подаваемой из цилиндров высокого давления.Часто станки снабжают вспомогательными приспособлениями, увеличивающими диапазон их функций. Например, держателями металлических рулонов; угольником для установки угла изгиба; дополнительными опорами для листов. Также часто станок снабжается роликовым ножом для раскройки листов металла.
Гидравлический листогиб может снабжаться программным оборудованием. Такие станки, снабженные ЧПУ (числовым программным управлением) обеспечивают более высокую производительность работы. Листогибы с ЧПУ могут программироваться на изготовление всевозможных деталей в автоматическом режиме.
Современные аппараты не только могут читать чертежи и самостоятельно производить гибку, но даже могут снабжаться аппаратурой, подобной той, что устанавливается на 3D принтеры. Таким образом новейшие приборы с ЧПУ могут гнуть объемные детали и заготовки. Стоимость таких станков очень сильно различается — от десятков тысяч за механические, до нескольких миллионов за сложные гидравлические станки с электронным управлением. На фото вы можете видеть различные виды листогибов.
На фото вы можете видеть различные виды листогибов.
Принцип работы
Принцип работы любого подобного станка — будь это простой ручной механизм или сложный электронный аппарат с ЧПУ — одинаков. Он состоит из основания — станины, на который крепится массивный плоский металлический лист (так называемая «траверса»), служащей как бы столом для крепления всех остальных механизмов станка — прижимных устройств, поворотной балки, ножа для резки металла и т.д.
Подающийся на траверсу лист фиксируется в нужном положении прижимными устройствами и загибается на нужный угол с помощью поворотной балки. Фиксация листа может осуществляться как в ручную у станков простейших конструкций, так и с помощью механизма, управляемого электроникой у аппаратов с ЧПУ. Максимальная толщина листа металла, сгибаемого аппаратом зависит от его мощности и может достигать нескольких миллиметров.
Листогиб своими руками
Часто в хозяйстве возникает необходимость согнуть лист металла. Однако, сделать это с помощью подручных материалов (молотка, тисков, киянки и т.п.) бывает непросто. Получить идеально ровный загиб таким методом не получится. Приобретать же дорогостоящий станок лишь для того, чтобы время от времени использовать его в хозяйстве нецелесообразно. Остается единственный способ — сделать подобный механизм своими руками. Самый технологичный способ — соорудить его на верстаке. Для этого понадобятся три отрезка металлического уголка. Длина их рассчитывается с тем условием, чтобы вы могли гнуть лист нужной вам ширины.
Однако, сделать это с помощью подручных материалов (молотка, тисков, киянки и т.п.) бывает непросто. Получить идеально ровный загиб таким методом не получится. Приобретать же дорогостоящий станок лишь для того, чтобы время от времени использовать его в хозяйстве нецелесообразно. Остается единственный способ — сделать подобный механизм своими руками. Самый технологичный способ — соорудить его на верстаке. Для этого понадобятся три отрезка металлического уголка. Длина их рассчитывается с тем условием, чтобы вы могли гнуть лист нужной вам ширины.
Далее берем пару достаточно массивных шарнир, и соединяем с помощью сварки этими шарнирами два уголка полочками друг к другу, таким образом, чтобы они «открывались» наподобие дверей. Это будет главный механизм нашего будущего станка — траверса и поворотная балка. По краям одного из них проделываем отверстия — сквозь них пройдут струбцины, которыми наша траверса будет крепиться к верстаку и к прижимной балке — третьему отрезку уголка (он будет прижимать лист металла к траверсе). К краям другого уголка привариваем обрезки арматуры — это будут ручки, с помощью которых мы и будем приводить в движение нашу «поворотную балку». В третьем уголке («прижимной балке») проделываем отверстия точно напротив таких же отверстий в уголке — траверсе.
К краям другого уголка привариваем обрезки арматуры — это будут ручки, с помощью которых мы и будем приводить в движение нашу «поворотную балку». В третьем уголке («прижимной балке») проделываем отверстия точно напротив таких же отверстий в уголке — траверсе.
Затем анкерными болтами или струбцинами, продетыми сквозь «прижимную балку», «траверсу» и крайнюю доску верстака фиксируем наш механизм. Все — наш домашний листогиб готов. Достаточно просунуть лист металла между траверсой и прижимной балкой. После чего стянуть их струбцинами или болтами и поднять вверх «поворотную балку», шарнирно соединенную с неподвижной «траверсой», чтобы получить идеальный сгиб, ничуть не уступающий заводскому! Пошаговая инструкция, как собрать простейший станок для гибки листов металла в домашних условиях, представлена на видео.
Гидравлический листогибочный станок по сравнению с листогибочным прессом
Преимущество гидравлического гибочного станка перед листогибочным прессомЛистогибочный пресс | Гидравлический гибочный станок Dr. Hochstrate Hochstrate |
1. Листогибочный пресс только может функционировать как пресс. | 1. Гибочный станок может работать как пресс, так и как гибочный станок. Нет профиля, который не мог бы согнуть гибочный станок по сравнению с прессом. Однако есть профили, которые можно очень легко согнуть на гибочном станке, но не на прессе. Верхний фланец может работать как пресс, а это означает, что верхний фланец может сжимать предварительно согнутые листы, создавая «безопасный край». |
| 2. Для большинства профилей требуется смена инструмента, т.е.е. требуется время на установку. | 2. Различные профили можно изготавливать без смены инструмента. |
| 3. Изгиб по радиусу возможен только со сменой инструмента, всегда с помощью специального инструмента и только для предварительно определенного радиуса. Кроме того, отдельные шаги приводят к появлению непривлекательных следов прессования на поверхности закругленной пластины. | 3. Изгиб радиуса возможен в любое время без смены инструмента. Любой радиус от 20 мм до 5000 мм может быть получен простой регулировкой угла изгиба.Функция радиального изгиба стандартно поставляется с прямой направляющей и работает в сочетании с моторизованным упором. Гибка дает гладкую изогнутую поверхность, без видимых следов прессования на внешней поверхности. |
| 4. Длинные листы могут быстро перемещаться в процессе гибки (см. Рисунок ниже) | 4. Листовой металл изгибается в естественном положении и в процессе гибки находится в исходном положении. Дополнительные зажимные приспособления не требуются. Дополнительные зажимные приспособления не требуются. |
Общее: При больших количествах и удобных в обращении материалах (например, тонком листе металла меньшего размера) листогибочный пресс имеет небольшое преимущество с точки зрения скорости производства. Однако этого преимущества не существует для специальных производств, единичного производства, малых партий и средних серий. Кроме того, фальцевальная машина имеет преимущество при гибке труднообрабатываемых листов (большие отклонения формы и толщины). Время, сэкономленное листогибочным прессом во время гибки, теряется из-за увеличения усилий при перемещении листов в машину и выходе из нее.
При гибке длинных металлических листов станком должны управлять два человека, потому что нет возможности поддерживать металлический лист при его вставке. | |
Гибка длинных металлических листов создает дополнительные проблемы, так как свободный край может быстро и опасно двигаться вверх. При отпускании лист легко может упасть. При отпускании лист легко может упасть. |
Дополнительные преимущества
- Большинство форм i.е. углы, изгибы, окружности и другие геометрические кривые можно изготавливать на гибочном станке без дополнительных дорогостоящих инструментов
- Непрерывная гибка от радиуса к углу без перерыва на гибочном станке
- Гибочным станком может управлять один человек, даже если производятся более крупные детали
- Гибочный станок легче справляется с утомляемостью оператора, поскольку компонент во время работы лежит ровно на станине станка [в отличие от движения вверх по воздуху]
- Поведение пружины из разных металлов и различной толщины можно легко контролировать на фальцевальной машине
- Можно запрограммировать полностью автоматический рабочий цикл
- Полная безопасность в любое время
- Гибочный станок оснащен зажимной системой, которая удерживает лист в нужном положении для большей точности
- Небольшие колебания толщины материала не влияют на угол гибки на гибочной машине
- Квалифицированный оператор не требуется, так как весь цикл автоматический и управляется ЧПУ
- Поскольку практически не требуется смена инструментов, значительно сокращается время работы на гибочном станке.
- Точная воспроизводимость благодаря ЧПУ и энкодерам высокого разрешения
- На гибочном станке доступны процессы конической и радиусной гибки
- Устройство для гибки коробок доступно на гибочном станке
- Установка задних упоров позволяет снимать компонент с помощью подъемно-транспортных средств, таких как краны, что снижает участие оператора.
- Для аналогичных процессов гибки гибочные станки требуют меньше энергии
- Инструменты для козьих лапок легко устанавливаются и увеличивают вероятность сложных изгибов
- Согласно действующим нормам безопасности CE, световые ограждения не требуются, что снижает расходы
- Гибочный станок более универсален и гибок и способен формировать любой угол без предварительной настройки инструмента

Зачем переводить трубогибочный станок с гидравлического на электрический
Трубогибы производят детали для предметов, которые мы каждый день принимаем как должное. Например, подголовник в машине. Или теплообменные трубы в вашем кондиционере. Независимо от того, изгибают ли они низкоуглеродистую сталь, нержавеющую сталь, медь или алюминий, эти машины сгибают мили труб под бесконечными углами. Операторы знают, как максимально эффективно использовать свои машины для производства деталей, которые используются в качестве компонентов другого оборудования. В трубогибочных машинах исторически использовалась гидравлическая система, и так было в течение последних 80 лет. Конечно, есть некоторые отходы, но на протяжении десятилетий эти дополнительные затраты были похоронены в продажной цене.Машины с гидравлическим приводом по-прежнему являются лучшим способом сгибания металлических труб, который знают производители.
Например, подголовник в машине. Или теплообменные трубы в вашем кондиционере. Независимо от того, изгибают ли они низкоуглеродистую сталь, нержавеющую сталь, медь или алюминий, эти машины сгибают мили труб под бесконечными углами. Операторы знают, как максимально эффективно использовать свои машины для производства деталей, которые используются в качестве компонентов другого оборудования. В трубогибочных машинах исторически использовалась гидравлическая система, и так было в течение последних 80 лет. Конечно, есть некоторые отходы, но на протяжении десятилетий эти дополнительные затраты были похоронены в продажной цене.Машины с гидравлическим приводом по-прежнему являются лучшим способом сгибания металлических труб, который знают производители.
Но что, если есть способ получше? Тот, который производит лучшие детали?
Машиностроители обнаруживают, что электрические линейные приводы могут иметь значительные преимущества перед гидравлическими системами. В настоящее время электрические приводы используются в различных отраслях промышленности, традиционно относящихся к сфере гидравлики, от лесопильных заводов до металлообработки. Когда дело доходит до использования электрических цилиндров для сгибания труб, вы, вероятно, слышали некоторые аргументы против.Во-первых, электрические приводы занимают больше места для эквивалентной силы. Гидравлический цилиндр более компактен, потому что источник энергии изолирован от места развития силы. В случае электрического цилиндра двигатель должен быть прикреплен к цилиндру локально; он будет занимать больше места там, где выполняется работа. К тому же электроцилиндры традиционно были дороже гидравлики. А электрические цилиндры – это новая технология, а это означает больше тренировок; время и расходы.
В настоящее время электрические приводы используются в различных отраслях промышленности, традиционно относящихся к сфере гидравлики, от лесопильных заводов до металлообработки. Когда дело доходит до использования электрических цилиндров для сгибания труб, вы, вероятно, слышали некоторые аргументы против.Во-первых, электрические приводы занимают больше места для эквивалентной силы. Гидравлический цилиндр более компактен, потому что источник энергии изолирован от места развития силы. В случае электрического цилиндра двигатель должен быть прикреплен к цилиндру локально; он будет занимать больше места там, где выполняется работа. К тому же электроцилиндры традиционно были дороже гидравлики. А электрические цилиндры – это новая технология, а это означает больше тренировок; время и расходы.
Хм. Электроприводы занимают больше места, стоят дороже, и мы не знаем, как их использовать. Зачем беспокоиться?
Вот несколько причин выбрать электрические приводы вместо гидравлических:
- Отсутствие обслуживания – вам не нужно менять гидравлическую жидкость и не нужно смазывать электрические цилиндры.
- Более длительный срок службы – электрические цилиндры могут без сбоев работать в течение 10-20 миллионов циклов.
- Менее дорогой (без шуток!) – простой гибочный станок с одним или двумя цилиндрами может быть дешевле гидравлики по капитальным затратам и, как всегда, намного дешевле в эксплуатации.
- Нет больше гидравлической жидкости – гидравлическая жидкость может быть грязной, если она протекает, а также опасной. Он скользкий, и уборка требует дополнительных затрат времени и средств.
- Механически эффективный – электромеханические системы имеют КПД до 85 процентов по сравнению с обычными 30 процентами для гидравлики.
- Меньше электроэнергии – Коммунальные предприятия ограничивают потребление энергии крупными производственными компаниями, поэтому важно повысить электрическую эффективность, чтобы сократить эксплуатационные расходы.
- Меньше шума – тише электричество
- Меньше времени на установку – электрическая система требует 10 процентов времени на установку по сравнению с гидравликой. Вы просто прикручиваете привод и включаете программу. Не нужно гнуть гидравлические трубки, подсоединять шланги или фитинги.

 Вы просто прикручиваете привод и включаете программу. Не нужно гнуть гидравлические трубки, подсоединять шланги или фитинги.
Вы просто прикручиваете привод и включаете программу. Не нужно гнуть гидравлические трубки, подсоединять шланги или фитинги.Даже несмотря на все эти преимущества, инженеры по-прежнему сталкиваются с проблемами проектирования машин. Изменения – это большое дело. Предстоит провести новое тестирование, а также отредактировать каждый чертеж, руководство по деталям и рабочие инструкции.В переходный период вам потребуется запасные части для старых машин и новые детали для новой конструкции. Вам придется переобучать операторов, и они тоже не захотят перемен, потому что сначала нужно учиться чему-то новому.
Но есть фундаментальная причина подумать о переходе на электромеханическую систему. С помощью электрических приводов можно изготавливать детали лучше, чем с помощью гидравлики.
Под «лучше» мы понимаем меньше отходов и более жесткие допуски.И мы делаем это с помощью обратной связи по силе, которая сообщает нам, насколько сильно исполнительный механизм толкает, а затем координирует движение с силой и положением.
Это применимо независимо от того, производит ли ваша машина трубы, которые используются в качестве конструктивных элементов (например, каркасы транспортных средств, рамы шасси, подголовники, декоративные изделия из железа, рамы навесов, ограждения, мебель и т. Д.) Или трубы, используемые для передачи жидкости (теплообменники для кондиционирования воздуха или в таких отраслях, как нефтехимическая, автомобильная, медицинская).
Вот как это работает для производителя, который делает трубки для подголовника.
В подголовниках используются самые дешевые и недорогие стальные трубы самого низкого качества, которые называются электросварными трубами. Этот тип трубок начинается с плоской поверхности и прокатывается до необходимой толщины. Допуски на толщину стенки и расположение швов для этого типа стали очень слабые. Основной проблемой качества деталей является возвратное пружинение трубки; после того, как трубка согнута, кусок немного отскакивает. Толщина трубки и расположение шва определяют степень упругости. Производители автомобилей устанавливают допуск на возвратную пружину, а гнутые трубы, выходящие за пределы допустимого диапазона, выбрасывают – их нельзя повторно согнуть.Толщина стенки трубы и расположение шва определяют степень упругого возврата, и найти этот шов вместе с компенсацией колебаний толщины непросто.
Толщина трубки и расположение шва определяют степень упругости. Производители автомобилей устанавливают допуск на возвратную пружину, а гнутые трубы, выходящие за пределы допустимого диапазона, выбрасывают – их нельзя повторно согнуть.Толщина стенки трубы и расположение шва определяют степень упругого возврата, и найти этот шов вместе с компенсацией колебаний толщины непросто.
Электрическая система обеспечивает более жесткие допуски – и меньшее количество отходов, – поскольку обратная связь по усилию позволяет машине регулировать ход привода для каждого изгиба. Тестирование определяет различные комбинации расположения шва и того, какое усилие требуется, чтобы согнуть трубку в определенное положение.
Обратная связь по усилию, используемая для компенсации допусков по толщине стенки и расположению сварного шва, может помочь конструктору машины сократить брак на 80 процентов.
Вот как можно улучшить детали из алюминиевых трубок, используемых для теплообменных трубок кондиционирования воздуха .
В этом случае трубы переносят жидкость под давлением, поэтому постоянная толщина стенок имеет решающее значение. Алюминий очень мягкий, и краситель выдавливается. В результате требуются две согласованные оси движения для поддержания толщины стенки и управления упругостью: один привод толкает, а другой изгибает. «Зацепление» двух осей вместе позволяет изменять размеры трубы и производить детали лучшего качества.
Это всего лишь два способа изготовления более качественных деталей, независимо от того, используете ли вы стальные трубы для электросварки, медь или алюминий.
Нужна дополнительная информация или вы хотите начать обсуждение?
Гидравлический профилегибочный станок– MAH, серия
Гидравлический профилегибочный станок – серия MAH
Гидравлический профилегибочный станок AMOB – Гидравлические профилегибочные станки с верхним валком серии MAH также составляют основу самого большого в мире выбора валковых профилегибочных машин ! Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих.
Другой ключевой момент гидравлического вальцегибочного станка . Положение верхнего валка отображается на УЦИ на базе отдельно стоящего блока управления оператора.
Гидравлический профилегибочный станок MAH идеально подходит для тех применений, где требуется, в основном, несколько проходов, где ключевую роль играет повторяемость.
Доступные в двух- и трех приводных валках, эти машины могут обрабатывать самый широкий ассортимент профилей на рынке. Машины с тремя приводными валками особенно подходят для малых радиусов и минимизируют маркировку материала.
Горизонтальное и вертикальное рабочие положения гарантируют, что даже в самых маленьких рабочих помещениях профильногибочный станок серии MAH найдет свое место.
Наши гидравлические вальцегибочные станки – это значительный компромисс между производительностью, повторяемостью, простотой использования и сокращением продолжительности производственного цикла.
Серия MAH | Гидравлический профилегибочный станок
2 рулона стандартная спецификация:
- Два ведомых валка
- Стандартные рулоны
- Боковые направляющие ролики
- Двухскоростные двигатели
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего вала
- Ножная педаль с предохранителем
Опция:
- Рулоны специальные для профиля / труб
- Направляющие ролики для гибки под углом
3 рулона стандартная спецификация:
- Три приводных валка
- Стандартные рулоны
- Боковые направляющие ролики
- Горизонтальное и вертикальное рабочее положение
- Программируемое цифровое считывание верхнего вала
- Ножная педаль с предохранителем
Опция:
- Цифровая система измерения длины
- Рулоны специальные для профиля / труб
- Направляющие ролики для гибки под углом
Гидравлический трубогибочный станок | Яш-машина
Обработка листового металла и ее значение в машиностроении
Детали из листового металла могут быть из стали, алюминия, меди и многих других металлов. Металлические листы применяются в различных отраслях машиностроения. Промышленные применения различаются, и выбор металлических листов также зависит от толщины, размера и типа металлов, которые необходимо обрабатывать.
Металлические листы применяются в различных отраслях машиностроения. Промышленные применения различаются, и выбор металлических листов также зависит от толщины, размера и типа металлов, которые необходимо обрабатывать.
Обычный процесс обработки листового металла
Обработка листового металла – это всегда непростая задача, поскольку не все металлы подходят для операций гибки или резки. Раньше для гибки металлических листов применялись ручные инструменты; следовательно, затраты на рабочую силу оставались значительно выше для обработки листового металла.Точно так же ручные процессы занимали больше времени и замедляли другие производственные процессы.
Начало производства станков для производства листового металла
Machineries заменили потребность в дополнительной помощи при работе с листовым металлом. С помощью станков для гибки, резки и фрезерования отрасли промышленности смогли получить точные варианты обработки с меньшими затратами на рабочую силу и меньшими затратами времени.
Типы машин, применяемых для обработки листового металла
Прессовое устройство оставалось наиболее предпочтительным вариантом обработки металлических листов.Позже были разработаны специальные станки для управления обработкой различных металлических листов и получения точных результатов. Такое оборудование, как фрезерное устройство, гидравлический трубогиб, окаймляющий станок, вальцовочный станок, являются одними из наиболее заметных разработок оборудования, разработанного для идеального выполнения обработки.
Где взять оборудование для формовки листового металла?
Станки для обработки листового металла доступны по всему миру, однако важно найти производителя поставщика, который сможет предоставить своим клиентам надежные, экономичные и высокопроизводительные станки.Yash Machine Tools – один из ведущих поставщиков компонентов для мастерских, предлагающий широкий ассортимент компонентов из листового металла.
Оборудование для всех сезонов обработки
СтанкиYash включают в себя силовой пресс, гидравлический пресс, слесарь, листопрокатный и сортовой прокатный станок, гидравлический и горизонтальный гибочный пресс, фальцевальный станок, вырубной станок и т. Д. Силовой пресс является подходящим оборудованием для гибки листового металла и потребляет очень мало энергии. .
Гидравлический трубогибочный станок
Он работает, используя последовательность давлений, создаваемую гидравлическим двигателем, и это оборудование в основном применяется при гибке труб из твердого металла.Станок оборудован штампами для выполнения операции гибки, а также предусмотрен зажимной цилиндр, предотвращающий выскальзывание материала из зажима.
Преимущества конкретных процессов обработки металлов, выполняемых с помощью компонента станка
Бордюрный станок остается эффективным вариантом при резке или формовании вращающейся металлической заготовки. Точно так же этот станок может выполнять операцию резки, рассматривая границу металлического листа как контрольную точку.
Точно так же этот станок может выполнять операцию резки, рассматривая границу металлического листа как контрольную точку.
Интеллектуальный процесс обработки листового металла
Ironworker – это интеллектуальное оборудование, применяемое в промышленности по производству листового металла, которое позволяет выполнять множество операций, начиная от резки, сверления отверстий в металлических листах и многих других преимуществ.
Заключение
Обработка листового металла и последующая обработка инструмента должны поддерживаться в надлежащем состоянии, чтобы обеспечить безупречную обработку металлических листов. Посещение Yash Machine Tools даст вам представление о том, какой тип оборудования необходимо выбрать для конкретной обработки листового металла.
Меры безопасности при использовании гидравлического трубогиба
Поскольку методы гибки различаются, трудно дать определенный перечень мер безопасности. В этом посте представлен общий список мер безопасности, которые необходимо соблюдать при использовании гидравлических трубогибов.
В этом посте представлен общий список мер безопасности, которые необходимо соблюдать при использовании гидравлических трубогибов.
Меры безопасности при использовании гидравлических трубогибов:
Ниже приведены некоторые важные меры безопасности, которые необходимо соблюдать при использовании гидравлического трубогибочного оборудования:
- Тщательно проверьте трубогиб. Убедитесь в отсутствии повреждений или дефектов. Обязательно выполняйте эту проверку каждый раз при использовании трубы.
- Перед использованием трубы убедитесь, что валы роликов правильно закреплены.Кроме того, убедитесь, что гибочная матрица установлена правильно, чтобы избежать поломки.
- Трубу необходимо регулярно чистить, чтобы ее производительность не снижалась.
- Всегда держите руки подальше от матрицы и роликов во время гибки трубы.
- Всегда рекомендуется проконсультироваться со специалистом, когда дело касается обслуживания и смазки гидравлического агрегата.
- Всегда используйте подходящее гидравлическое масло во время технического обслуживания.
- Следует использовать только гидравлическое масло.Избегайте использования тормозной жидкости.
- Если вы обнаружите трубогиб в поврежденном состоянии, не используйте его.
- Запрещается превышать номинальную мощность гидроагрегатов.
- Используйте гидравлический трубогиб только по назначению, а не для каких-либо других целей.
- Не следует изменять настройки клапана регулировки давления.
- Всегда храните гидравлическую трубу в прохладном и сухом месте, когда она не используется. Это предотвращает попадание влаги и образования мха на трубе.
- Прочтите и примите к сведению данное руководство перед использованием трубогиба.
- Для обеспечения производительности убедитесь, что все валы установлены правильно и ролики трубопровода находятся в правильных отверстиях.
- Для достижения нужной степени изгиба убедитесь, что насос и рукоятка клапана находятся в правильном положении.
- Всегда рекомендуется заменять гидравлическое масло каждый год.
- При использовании шланга высокого давления убедитесь, что оба конца чистые, иначе трубогиб не будет работать должным образом.
- Не снимайте паспортные таблички и таблички, потому что они содержат важные инструкции по технике безопасности.

Гидравлические трубы бывают разных форм и размеров. Таким образом, необходимо учитывать фактическое оборудование при соблюдении вышеупомянутых мер безопасности.
Связанные сообщения в блоге о гидравлических трубогибах:
- Верхние трубогибы, предлагаемые Woodward Fab
- Как эффективно использовать трубогиб? – Часть I
- Как эффективно использовать трубогиб? – Часть II
- Как найти трубогиб, соответствующий вашим потребностям?
- Гидравлический или ручной трубогиб – что ваш выбор?
- 7 простых советов по улучшению процессов гибки с помощью трубогиба
- 5 советов по идеальному изгибу труб с помощью трубогиба
- Распространенные ошибки, которых следует избегать при покупке трубогибочного станка
- Пошаговое руководство по сборке ручного трубогибочного станка
Гидравлический гибочный станок Tauring Alpha 200 – MetalWorking
Machinery Curvaser продает гибочный станок Tauring Alpha 200, полностью гидравлический, с тремя приводными роликами и двойным независимым регулированием.
Верхний ролик – это неподвижное сиденье, а нижние ролики установлены на прямолинейных салазках, управляемых двумя гидроцилиндрами. Геометрия станка позволяет изгибать профили не только большого, но и малого диаметра со значительно уменьшенными изогнутыми спицами. Благодаря своим специфическим характеристикам рекомендуется для больших и средних столярных работ. Одной из важных характеристик этого станка является применение независимых сред (S.I.) на кончике осей. Эти S.I. могут работать с топорами не путем встряхивания, как в традиционных curvadoras, а способом, связанным с S.I. Скачивание усилий изгиба на салазках и соответственно на станке. Таким образом, возможности гибки значительно увеличиваются (до трех раз), что позволяет нормально работать с машинами больших размеров, сохраняя при этом абсолютную свободу работы, не создавая каких-либо препятствий для загрузки и разгрузки материала между валками гибочных валков. Последним также можно легко регулировать, не разбирая устройство.
В комплект машины входит, с обеих сторон, корректирующая сторона тройной гидравлической коррекции. Каждое заклинание может принимать все положения, необходимые для оптимальной коррекции профиля во время изгиба.
В стандартную комплектацию входит универсальный ролик для гибки широкого диапазона профилей. Все вращающиеся тела установлены на подшипниках с высокими радиальными нагрузками и изготовлены из легированной стали, цементированы, закалены и выпрямлены. Корпус машины изготовлен из стали, сваренной из стали со своевременными прожилками.Электрический шкаф и центральная гидравлическая система интегрированы в конструкцию машины. По запросу он предлагает широкий выбор принадлежностей для адаптации станка к гибке любого профиля. Командная консоль содержит команды двух нижних валков (включая два интеллектуальных позиционера Cota PQi) и двойного гидравлического enderezadores monocomando. По запросу возможно оснащение машины приставками к радиокоманды.
По запросу возможно оснащение машины приставками к радиокоманды.
Позиционер осей гибочных валков модели Alpha 200 управляется 2 PQi.
Это чрезвычайно простой в использовании, компактный, универсальный и интеллектуальный прибор. В технологии используется небольшой, современный и мощный микропроцессор, который может производить необходимые вычисления для определения радиусов изгиба. Сильная сторона этого инструмента – возможность заранее определить радиус изгиба. Оператору не нужно тратить больше времени и материалов, чтобы найти желаемый радиус изгиба. Он не должен заставлять что-то еще щелкнуть, радиус изгиба и валка будет позиционироваться в расчетной точке.По умолчанию возможны либо монопасады (для реализации большого количества штук), либо мультипасады (для реализации небольшого количества штук).
Станок оснащен электронным ARC 50/300 arqumetro для немедленного измерения радиусов изгиба. Инструмент незаменим для использования программы определения радиуса изгиба интеллектуального подъемного позиционера. Инструмент позволяет измерять внутреннее и внешнее радио в миллиметрах или дюймах, используя только часть профиля 150 мм.Дисплей можно повернуть, чтобы обеспечить хорошее считывание с инструментом в любом положении при подключенной клавиатуре Hold, которая позволяет заблокировать привязку, чтобы легко прочитать ее после измерения. Доступна также система измерения методом приближения для задания диапазона испытаний и изменения вариаций для сближения. Альтернативой для измерения больших радиостанций являются модели 50/300 ARC и ARC 50/500.
Инструмент позволяет измерять внутреннее и внешнее радио в миллиметрах или дюймах, используя только часть профиля 150 мм.Дисплей можно повернуть, чтобы обеспечить хорошее считывание с инструментом в любом положении при подключенной клавиатуре Hold, которая позволяет заблокировать привязку, чтобы легко прочитать ее после измерения. Доступна также система измерения методом приближения для задания диапазона испытаний и изменения вариаций для сближения. Альтернативой для измерения больших радиостанций являются модели 50/300 ARC и ARC 50/500.
Гидравлический гибочный станок | Mark Climate Technology
Гидравлический гибочный станок | Марк Климатические ТехнологииСпециалист по климат-контролю С 1945 г.
Главная »Гидравлические трубогибы» Гидравлический гибочный станок
Гибочный станок для трубных материалов от 3/8 ″ до 4 ″.
Гидравлический гибочный станок Mark – незаменимый инструмент для гибки труб из различных материалов с внешним диаметром от 3/8 ”до 4”.
Гибочный станок поставляется в деревянном ящике со всеми материалами, необходимыми для его изготовления. Таким образом, машину можно быстро запустить в работу.
Характеристики:
- Прочный
- Долгая жизнь
- Поставляется в прочном деревянном ящике
- Легкая складная рама
- Открытая рама для повторяющихся гибочных работ
- Ручное или моторное управление
- Доступные запчасти и ремкомплекты
- Подставка доступна как опция
Мы используем файлы cookie, чтобы вам было удобнее пользоваться нашим сайтом.
Вы можете узнать больше о том, какие файлы cookie мы используем, или отключить их в настройках.
Принимать
Закройте настройки файлов cookie GDPR Обзор конфиденциальности Этот веб-сайт использует файлы cookie, чтобы мы могли предоставить вам лучший пользовательский опыт. Информация о файлах cookie хранится в вашем браузере и выполняет такие функции, как распознавание вас, когда вы возвращаетесь на наш веб-сайт, и помогает нашей команде понять, какие разделы веб-сайта вы находите наиболее интересными и полезными.
Информация о файлах cookie хранится в вашем браузере и выполняет такие функции, как распознавание вас, когда вы возвращаетесь на наш веб-сайт, и помогает нашей команде понять, какие разделы веб-сайта вы находите наиболее интересными и полезными.
Строго необходимые файлы cookie должны быть включены постоянно, чтобы мы могли сохранить ваши предпочтения в настройках файлов cookie.
Если вы отключите этот файл cookie, мы не сможем сохранить ваши настройки. Это означает, что каждый раз, когда вы посещаете этот веб-сайт, вам нужно будет снова включать или отключать файлы cookie.
Сторонние файлы cookieЭтот веб-сайт использует Google Analytics для сбора анонимной информации, такой как количество посетителей сайта и наиболее популярные страницы.
Включение этого файла cookie помогает нам улучшать наш веб-сайт.